
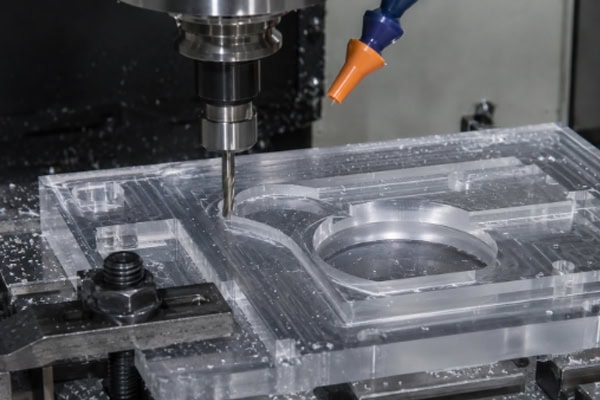
PC (Polycarbonate) is a high-performance plastic widely used in electronic devices, medical equipment, automotive components, automation systems, and optical products due to its excellent transparency, impact resistance, dimensional stability, and heat resistance. During product development and low-volume production, CNC machining is one of the most important manufacturing methods for PC parts.Compared with metal materials, PC is lighter in weight while offering good toughness. Compared with ordinary plastics, PC provides higher mechanical strength and impact resistance, making it an important material for many high-end industrial products. However, although PC has good machinability, there are still many technical challenges during actual CNC machining. Due to its high toughness, transparency, and sensitivity to heat, improper machining parameters can easily lead to issues such as surface whitening, dimensional deviation, excessive burrs, and even stress cracking.
Understanding PC Material and Its Machining Characteristics
PC material occupies a very important position in the plastics industry. Its overall performance is well-balanced, offering both high mechanical strength and excellent impact resistance. At the same time, transparent PC provides light transmission close to that of glass, making it widely used in observation windows, protective covers, equipment panels, and optical components.
PC Material Has High Toughness
One of the most notable characteristics of PC is its strong impact resistance. Even under significant external force, it is far less likely to crack in a brittle manner compared to acrylic.This property makes PC a common material for transparent protective covers, safety observation windows, and industrial protection components. However, high toughness also means that the material does not fracture easily during cutting.During machining, the material tends to generate stringy chips and long curls. Unlike metal machining, which usually produces short broken chips, PC machining often creates continuous chips. If chips are not removed promptly, they may repeatedly rub against the workpiece surface and affect surface quality.
Common issues include:
- Burr formation on machined edges
- Untidy hole edges
- Slight tool drag marks on the surface
- Increased difficulty in finishing operations
Therefore, PC machining requires extremely sharp cutting tools. At the same time, proper chip evacuation methods and toolpath design are necessary to prevent repeated compression of the material and achieve better machining results.
The PC is relatively sensitive to temperature
Although PC has good heat resistance, localized high temperatures generated during machining can still significantly affect product quality.As the cutting tool rotates at high speed, it remains in continuous contact with the material, causing the temperature in the cutting zone to rise. If heat cannot dissipate quickly, quality issues may occur on the product surface.When cutting heat is not removed efficiently, the following problems may occur:
- Surface whitening
- Localized melting
- Dimensional changes
- Increased internal stress
For ordinary structural parts, slight temperature increases may not cause obvious problems. However, for transparent products, even minor changes can affect the final appearance.Heat accumulation is usually controlled by optimizing spindle speed, feed rate, and cutting depth. Compressed-air cooling is also commonly used to improve heat dissipation in the machining area.
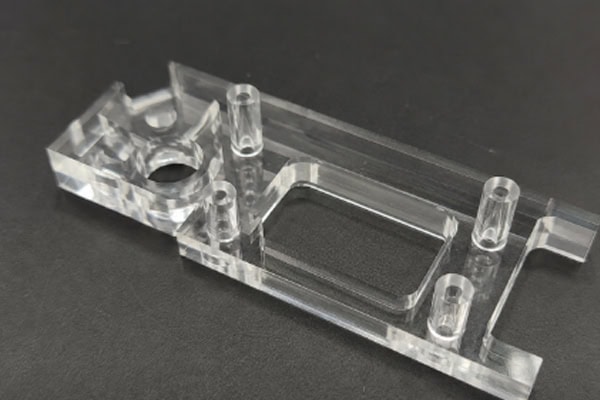
Transparent Parts Require Higher Machining Standards
One of the primary reasons customers choose PC is its transparency. Transparent parts must not only meet dimensional requirements but also maintain excellent light transmission.As a result, machining requirements are significantly higher than those for ordinary structural components.
This is particularly evident in products such as:
- Equipment observation windows
- Medical transparent covers
- Optical components
- Instrument panels
After machining, customers often directly inspect the surface condition of transparent PC products. Even if dimensional accuracy fully meets requirements, visible tool marks, scratches, whitening, or localized hazing may still result in rejection.Therefore, machining transparent parts requires not only dimensional accuracy but also excellent surface finish and visual appearance. Many high-quality transparent PC products require additional finishing and polishing processes to achieve superior optical clarity.
Common Problems During PC CNC Machining
Whiteening of the surface
Surface whitening is one of the most common issues in PC machining.
Common causes include:
- Dull cutting tools
- Excessive cutting temperatures
- Improper feed rates
- Release of internal material stress
When localized cutting pressure becomes too high, microscopic structural changes may occur on the PC surface, creating visible white marks.Whitening not only affects appearance but may also indicate stress concentration in localized areas. If the part is later subjected to external forces or exposed to chemical cleaners, the risk of cracking may increase.Therefore, machining processes must carefully control cutting force and cutting heat while using sharp tools and low finishing loads whenever possible.
Burrs and Stringing Issues
Because PC has high toughness, it does not break chips cleanly during cutting.This problem is particularly common during:
- Drilling
- Slot machining
- External contour cutting
- Small-feature machining
During these operations, burrs and stringy material are easily generated.These residues not only affect appearance but may also interfere with assembly. For products requiring seals, transparent covers, or precision structural components, burrs can even impact functionality.Some parts may pass dimensional inspections but still require rework due to poor edge finishing.Many high-quality PC components undergo dedicated deburring processes after machining to ensure edge smoothness and product consistency.
Reduced Transparency
The following machining defects may reduce transparency:
- Visible tool marks
- Rough surfaces
- Localized burn marks
- Insufficient polishing
These issues can significantly reduce light transmission.
This is particularly critical in medical equipment, laboratory equipment, and observation window applications where transparency directly affects functionality.As surface roughness increases, light scatters when passing through the material, creating a hazy appearance.Therefore, transparent PC machining requires not only optimized machining parameters but also polishing treatments to improve surface finish.
Factors Affecting PC Machining Quality
Achieving high-quality PC components requires much more than advanced equipment. Tool selection, machining parameters, and process control all play critical roles.Many excellent machining results come from careful attention to detail rather than relying solely on high-end machinery.
Strict Requirements for Tool Selection
PC is a relatively soft plastic with high toughness. If the cutting edge lacks sufficient sharpness, the material tends to be compressed rather than cut.
Possible problems include:
- Whitening
- Burr formation
- More noticeable tool marks
- Rough surfaces
Therefore, the following tools are commonly used:
- High-sharpness carbide tools
- Single-flute plastic-cutting tools
- Polished-edge cutting tools
These tools help reduce cutting resistance and improve machining quality.For transparent part projects, tool condition often directly determines the final appearance. As a result, tool wear should be inspected regularly and worn tools should be replaced promptly.
Cutting Parameter Control Is Challenging
Achieving better results in PC machining is not simply a matter of increasing spindle speed.Excessively high spindle speeds can generate excessive heat, while feed rates that are too slow may increase frictional heating. Excessive cutting depth can also lead to stress concentration.
Therefore, it is necessary to carefully balance:
- Spindle speed
- Feed rate
- Cutting depth
- Toolpath strategy
Stable machining performance can only be achieved through continuous optimization of parameter combinations.Even small parameter changes may significantly affect the final visual quality.
Stress Control Affects Product Lifespan
PC materials contain a certain amount of residual internal stress.If local stress increases further during machining, cracks may develop during later use.
This is particularly true in environments involving:
- Alcohol exposure
- Chemical cleaning
- Long-term loading
- Temperature fluctuations
Stress concentration areas are more susceptible to cracking.Therefore, high-quality PC components often include stress-relief processes to improve long-term stability.
How to Solve the Challenges of PC CNC Machining?
Although PC machining faces challenges such as whitening, burr formation, and stress cracking, these issues can be effectively addressed through process optimization, cooling improvements, and proper post-processing.
Optimize the Machining Process Route
For heat-sensitive and stress-sensitive materials such as PC, attempting to complete all machining operations in a single step often amplifies machining errors and makes surface quality more difficult to control.A staged machining approach allows each operation to focus on a specific objective, improving precision, efficiency, and appearance simultaneously.This is especially important for parts with tight tolerances or complex geometries.
Common process stages include:
- Rough machining
- Semi-finishing
- Finishing
- Surface treatment
This approach helps reduce stress concentration and heat buildup while improving dimensional stability.
Improve Cooling and Chip Removal Control
During PC machining, cutting heat and chip evacuation directly influence final surface quality.If heat is not removed efficiently, issues such as whitening, melted edges, and severe tool marks may occur. Likewise, poor chip evacuation can cause chips to repeatedly rub against the workpiece surface, reducing transparency and dimensional accuracy.Therefore, cooling and chip removal must be optimized together.Proper cooling effectively reduces cutting temperatures, while efficient chip evacuation prevents repeated surface contact.
Common methods include:
- Compressed-air cooling
- Minimum quantity lubrication (MQL)
- High-frequency chip removal
- Optimized toolpath design
These measures help improve the quality of transparent parts and reduce surface defects.
Add Post-Processing Operations
Even when machining parameters are carefully controlled, PC parts may still retain minor burrs, tool marks, or localized hazing after machining.Additional post-processing operations not only improve appearance but also enhance overall quality and user experience.Many high-quality PC products are not delivered immediately after machining.
Additional processes often include:
- Deburring
- Fine polishing
- Flame polishing
- Cleaning treatment
These post-processing methods further improve transparency and appearance quality.
Frequently Asked Questions
Why Do Transparent PC Parts Crack After CNC Machining?
Cracking in PC parts is usually related to internal stress.If cutting temperatures are too high, tools are not sufficiently sharp, or localized cutting forces are excessive, significant residual stress may accumulate inside the material.When the product is later exposed to alcohol, cleaning agents, or environments with large temperature variations, stress-concentrated areas may gradually develop cracks.Therefore, transparent PC products typically require careful control of machining parameters and, when necessary, stress-relief treatment to improve long-term stability.
Conclusion
PC (Polycarbonate) is a plastic material that combines transparency, impact resistance, and mechanical strength, making it widely used in modern industrial manufacturing.From observation windows in automation equipment to transparent covers for medical devices, as well as electronic enclosures and optical components, PC plays an important role in numerous applications.Although its machinability is superior to many transparent plastics, its high toughness and thermal sensitivity still present significant challenges during CNC machining.Common issues during production include surface whitening, burr formation, reduced transparency, and stress cracking.To achieve high-quality products, manufacturers must carefully control material handling, tool selection, machining parameters, and post-processing procedures.For transparent PC components in particular, it is essential not only to meet dimensional accuracy requirements but also to ensure excellent appearance quality and long-term stability.



















