
PTFE is a high-performance engineering plastic widely used in industrial applications due to its excellent corrosion resistance, high and low temperature resistance, self-lubricating properties, and electrical insulation performance. It is widely applied in chemical equipment, semiconductor equipment, medical devices, food machinery, electronics and electrical industries, and aerospace. Because of these unique material properties, PTFE is often referred to as the “king of plastics” and can replace metals or other common plastics under many extreme working conditions.However, although PTFE offers outstanding performance in use, it is not as easy to machine as people might expect in mechanical processing.
Due to its low hardness, high thermal expansion coefficient, and obvious elastic deformation characteristics, PTFE is prone to dimensional changes, surface burrs, deformation recovery, and difficulty in precision control during machining.Compared with engineering plastics such as POM, PEEK, and PEI, PTFE places higher demands on machining processes, tool selection, and dimensional control. Especially in high-precision part manufacturing, engineers must not only consider cutting parameters but also fully account for material deformation and environmental temperature effects on part dimensions.Therefore, PTFE CNC machining is not just a simple cutting process, but a precision manufacturing process that requires significant experience and technical capability.

Processing Challenges of PTFE and Their Causes
Why Does PTFE Have Higher Machining Difficulty?
PTFE is a high-performance fluoroplastic made by polymerizing tetrafluoroethylene monomers. Due to the extremely stable carbon-fluorine bonds in its molecular structure, it has strong chemical inertness and excellent physical properties. That is why it is often called the “king of plastics.”It can be used for long periods across a very wide temperature range and almost does not react with acids, alkalis, or organic solvents. It is a very important functional material in industrial applications.
Common applications of PTFE include:
- Seals, gaskets, and linings for chemical equipment
- Insulation and corrosion-resistant parts for semiconductor equipment
- Corrosion-resistant components for medical and food equipment
- High-frequency insulation structural parts in the electrical industry
Although PTFE performs extremely well in service, it is considered a typical “difficult-to-machine material” in CNC processing. The main reasons come from its inherent material properties.
Main Reasons for High Machining Difficulty
- The material is too soft and easily deforms
- High thermal expansion coefficient causes dimensional instability
- Cutting easily produces burrs and stringing
- Significant spring-back makes precision control difficult
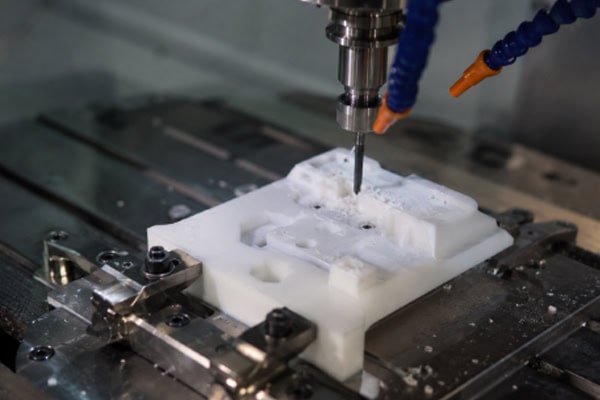
How Is PTFE CNC Machined?
PTFE CNC machining is generally carried out step by step because the material is soft and easily deformed. It cannot be machined directly to final dimensions in one pass; otherwise, dimensional accuracy will be affected.
Material Selection and Preparation
In the preparation stage, suitable PTFE sheets or rods are selected based on thickness requirements. The material is checked for deformation or defects. Sometimes, it is placed in a temperature-controlled environment to stabilize the material and reduce machining errors.Toolpaths, tools, and machining parameters are set according to engineering drawings. A machining allowance is usually left instead of finishing to final size in one step, to prevent dimensional deviations caused by material rebound.
Machining Process (Two Main Stages)
Rough machining:
Remove most of the excess material to form the basic shape.
Finishing machining:
Refine dimensions and hole positions to achieve required accuracy.
Sharp cutting tools are used, and spindle speed and feed rate are adjusted accordingly. Compressed air is often used for cooling and chip removal to prevent material deformation or burr formation.Finally, dimensions, hole positions, and surface quality are inspected. If necessary, minor adjustments are made. For high-precision parts, the material may be stabilized again before final re-inspection.
Technical Challenges in PTFE CNC Machining
Although PTFE has excellent performance, it presents several machining challenges. The difficulty mainly lies in dimensional and shape control, making it a material that looks easy to machine but actually requires significant experience.
Easy to Deform
PTFE is relatively soft. If clamping force is too high, it will deform; if too loose, it may shift during machining. Therefore, clamping control is difficult and directly affects machining accuracy.
Dimensional Instability
PTFE has a high thermal expansion coefficient. Even small temperature changes during machining or heat generated by cutting can cause dimensional variation. After cooling, the material may “spring back,” leading to errors.
Burrs and Stringing
Because the material is tough, cutting does not break cleanly like metal. Instead, it tends to stretch or pull, especially around holes and edges, resulting in burr formation.
Difficulty in Precision Control
PTFE exhibits elastic recovery after machining. The final dimension may differ from the machined state, so long-term stability must be considered, not just the immediate machining result.
Overall, the main difficulties are deformation, temperature-sensitive dimensions, and elastic spring-back. Therefore, successful PTFE machining depends not only on equipment but also on experience and process control.
Frequently Asked Questions
Q1: Can PTFE CNC machining produce high-precision parts?
A: Yes, but it is more difficult than standard plastics. With proper process control such as step machining, allowance design, and finishing, precision parts can meet requirements.
Q2: Why is PTFE prone to dimensional inaccuracy?
A: Because it is soft and highly sensitive to thermal expansion and contraction. Small temperature changes or clamping deformation can affect final dimensions.
Q3: Is PTFE easy to deform?
A: Relatively yes. Thin-walled or large-area parts are especially prone to warping or rebound if clamping or machining methods are not appropriate.
Q4: Why does burr formation occur after machining?
A: Because PTFE is tough and tends to stretch during cutting, especially at holes and edges.
Q5: What parts is PTFE suitable for?
A: Mainly seals, gaskets, valve components, and insulating parts that require corrosion resistance and low friction.
Conclusion
PTFE (polytetrafluoroethylene), known as the “king of plastics,” offers excellent corrosion resistance, self-lubrication, and electrical insulation properties. However, from a machining perspective, it is indeed one of the more difficult engineering plastics to process.Its softness, significant thermal expansion, tendency to deform, and burr control challenges are all key issues in PTFE CNC machining. However, with modern CNC technology and accumulated machining experience, these challenges can be effectively controlled through proper process planning.From material preparation and tool selection to parameter optimization and dimensional compensation, every step plays an important role in improving product quality and machining stability.For chemical equipment, semiconductor systems, medical devices, and high-end industrial applications, PTFE remains a preferred material for many critical components.



















