
Polyester is a widely used polymer material. In industrial manufacturing, it is typically CNC machined in the form of polyester plastic sheets, rods, or composite materials rather than the textile fibers commonly found in everyday life. Thanks to its excellent mechanical strength, wear resistance, corrosion resistance, and dimensional stability, polyester materials are widely used in industries such as electronics and electrical engineering, automation equipment, machinery manufacturing, medical equipment, food processing machinery, and precision instruments. As the demand for custom parts and low-volume production continues to grow, more and more manufacturers are adopting CNC machining to produce polyester components. Although polyester offers good machinability, mastering the correct machining techniques is still essential to achieving high machining efficiency, dimensional accuracy, and surface quality.
Why Is Polyester Suitable for CNC Machining?
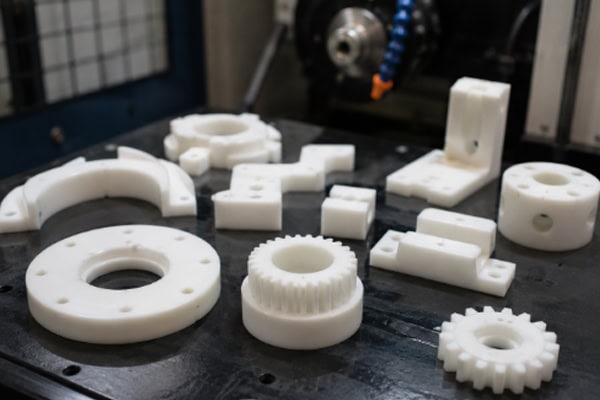
Polyester plastics provide excellent overall performance and maintain high stability during machining. Compared with general-purpose plastics, they offer better wear resistance and mechanical strength. Compared with some high-performance plastics, they provide a better cost-performance ratio. As a result, polyester machined parts are commonly found in many types of industrial equipment. Understanding the material’s characteristics helps manufacturers select appropriate machining methods and cutting processes.
Excellent Dimensional Stability
After industrial molding, polyester materials possess a relatively stable internal structure, making them less susceptible to noticeable dimensional changes caused by slight temperature increases during CNC machining. This characteristic allows machinists to control dimensional accuracy more easily while improving consistency across production batches.Polyester materials can withstand relatively high cutting speeds during CNC machining while maintaining stable machining performance. For components requiring assembly and precise fitting, good dimensional stability reduces post-machining adjustments and improves production efficiency.
Common advantages include:
- Minimal dimensional variation
- High machining stability
- Excellent part consistency
- Smoother assembly performance
Mechanical Properties Meet Industrial Machining Requirements
Polyester materials not only possess sufficient rigidity but also excellent wear resistance, making them suitable for manufacturing mechanical components designed for long-term operation. Many guide components, sliders, wear pads, and equipment support parts are manufactured from polyester materials.During machining, polyester maintains good edge integrity and is less likely to chip compared with some brittle materials. With properly controlled cutting parameters, excellent surface finishes can also be achieved, providing a solid foundation for subsequent assembly.
Suitable for Various Industrial Applications
As automation equipment continues to evolve, polyester materials have become widely used across multiple industries. Polyester machined components can be found in electronics manufacturing, food processing machinery, medical equipment, and many other applications.
Typical applications include:
- Automation equipment components
- Electrical insulation parts
- Precision positioning fixtures
- Conveyor system components
These products typically require dimensional accuracy, wear resistance, and long-term stability, all of which can be achieved through CNC machining for complex geometries and customized production.
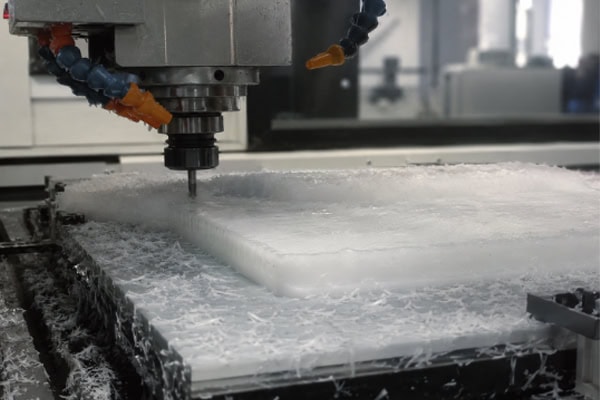
How Is Polyester CNC Machining Performed?
Although polyester materials are relatively easy to machine, achieving high-quality machining results requires a well-planned manufacturing process. From drawing analysis and CNC programming to actual cutting operations, every stage directly influences final product quality.Only by properly preparing the workpiece, selecting suitable equipment, optimizing machining parameters, and conducting thorough inspections can polyester parts consistently achieve excellent dimensional accuracy, appearance, and assembly performance while minimizing rework and material waste.
Drawing Analysis and Machining Planning
Before machining begins, engineers should develop a complete machining plan based on the product drawings. Since different parts vary in dimensions, tolerances, structures, and appearance requirements, their machining strategies also differ.For polyester materials, early-stage planning is particularly important because it affects cutting efficiency, deformation control, assembly performance, and the need for secondary finishing. The more detailed the drawing analysis, the smoother the machining process will be and the lower the probability of production issues.
The following items typically require careful evaluation:
- Product dimensions
- Machining tolerances
- Hole configurations
- Assembly requirements
- Surface finish requirements
After completing drawing analysis, rough machining, semi-finishing, and finishing operations are arranged according to the characteristics of the part to improve machining stability.For simple flat components, completing most machining operations in a single setup is often preferred. For parts containing numerous holes, complex contours, or thin walls, fixture design, toolpaths, and machining sequences should be planned in advance to avoid dimensional deviations caused by uneven cutting forces.At the same time, machining schedules should be organized according to material thickness, production volume, and delivery deadlines to improve manufacturing efficiency.
Select Appropriate Machining Equipment
Polyester materials can be machined using various CNC machines, with different equipment being suitable for different product structures. Appropriate equipment selection directly affects machining efficiency, surface finish, and dimensional stability.Selecting the right machine not only improves machining speed but also reduces tool wear and manual adjustments, resulting in a more stable manufacturing process.
Typical equipment includes:
- CNC machining centers
- CNC milling machines
- CNC lathes
- CNC engraving machines
Machining centers are generally used for flat structures and complex contour parts, while CNC lathes are commonly selected for shaft-type components to maximize productivity.Small parts featuring intricate patterns or complex localized structures may also be machined using engraving equipment for higher precision.Equipment selection should additionally consider fixture design, spindle speed range, feed stability, and chip evacuation capability. Only when machine capability matches part requirements can polyester materials achieve excellent surface quality while avoiding burned edges, stringing, or localized deformation.
Finish Machining and Inspection
After rough machining, finish machining is carried out according to product accuracy requirements, followed by dimensional verification using inspection equipment.This stage determines whether the component can be assembled successfully and whether it satisfies customer expectations regarding both appearance and functionality.Although polyester materials remain relatively stable during finish machining, worn cutting tools, improper machining parameters, or insufficient inspection can still result in dimensional deviations, burrs, and poor surface finishes. Therefore, finish machining and inspection should always be performed together rather than relying solely on operator experience.
Inspection items typically include:
- Overall dimensions
- Hole diameters
- Perpendicularity
- Flatness
- Surface quality
After inspection confirms compliance, deburring and cleaning are performed to ensure the product meets assembly requirements.For batch production, first-article inspection should be completed before continuous manufacturing begins. Critical dimensions should also be inspected periodically during production to identify deviations promptly and allow process adjustments.For precision components, higher-accuracy measuring instruments may be used for secondary verification to ensure hole locations, edges, and mating surfaces fully comply with engineering drawings.Cleaning, chamfering, and packaging after finish machining are equally important because these details directly influence product quality upon delivery and shape the customer’s first impression.
Practical CNC Machining Tips for Polyester
Although polyester materials are relatively easy to machine, producing components with stable dimensions, clean appearances, and reliable assembly performance still requires careful process control.In many cases, machining problems result not from the material itself but from tool condition, parameter selection, chip evacuation methods, and shop-floor operating practices.Proper management of these details allows polyester materials to achieve excellent machining stability while reducing burrs, edge chipping, deformation, and rework, ultimately producing finished parts that better satisfy customer requirements.
Use Sharp Cutting Tools to Reduce Burr Formation
When cutting tools become worn during polyester machining, compressive cutting rather than true cutting occurs, increasing burr formation along machined edges.This effect becomes especially noticeable on thin-wall parts, hole edges, chamfers, and contour corners.If the cutting edge lacks sufficient sharpness, the material is compressed and torn rather than cleanly cut.This not only causes whitening along edges but may also produce fine cracks, accumulated burrs, and localized surface roughness.For components requiring assembly, such burrs directly affect fit accuracy while increasing manual finishing time.Therefore, cutting tool selection should consider not only cost but also cutting-edge quality, chip evacuation capability, and suitability for plastic machining.
Recommended tool types include:
- Carbide cutting tools
- Plastic-specific end mills
- High-sharpness cutting tools
Sharp cutting tools reduce cutting resistance, improve surface finish, and extend tool life.The sharper the tool, the smoother the cutting process becomes, resulting in cleaner edges and significantly less deburring work.Regular tool wear inspection is equally important to prevent localized chipping or edge dulling from affecting an entire production batch.For high-quality components, trial cutting before mass production is recommended to verify tool suitability by examining the machined surface.
Properly Control Cutting Parameters
Machining parameters directly determine product quality.Although polyester materials are not as sensitive to cutting loads as metals, they remain sensitive to temperature, friction, and cutting stability.Improper parameter settings may cause melted edges, stringing, heat deformation, or dimensional deviations.These effects become more pronounced during long machining cycles, on thin-wall components, and on parts featuring complex geometries.
Many machining issues originate not from inadequate machine accuracy but from poor coordination between spindle speed, feed rate, and cutting depth, leading to uneven cutting forces and reduced product quality.Parameter optimization should therefore consider material thickness, part geometry, cutting tool type, and machine rigidity rather than relying on fixed values.
Parameters requiring proper control include:
- Spindle speed
- Feed rate
- Cutting depth
- Feed per tooth
Excessively high settings may increase cutting temperatures, while overly conservative settings reduce machining efficiency.Polyester materials are better suited to smooth, continuous cutting conditions with minimal compressive loading, allowing the cutting tool to maintain stable cutting action.Large flat surfaces may be machined more aggressively for improved productivity, while small holes, thin walls, and precision contours require lighter cutting loads to minimize thermal deformation.In actual production, parameters should be optimized through trial machining to achieve the best balance between quality and productivity.This approach improves production consistency while reducing machine idle time and costly rework.
Pay Attention to Chip Evacuation and Cooling
Polyester materials generate continuous chips during machining. If chips are not removed promptly, they can scratch the workpiece surface.Compared with materials that produce short chips, polyester is more prone to chip wrapping, chip accumulation, and localized adhesion, especially during deep-slot, narrow-groove, and enclosed-profile machining.If chips remain in the cutting zone for extended periods, they not only damage surface quality but may also be recut by the tool, causing edge defects and dimensional inaccuracies.Therefore, chip evacuation and cooling are not merely auxiliary operations but essential requirements for achieving high machining quality.
Common methods include:
- Compressed air chip removal
- Vacuum chip extraction
- Minimum quantity lubrication (MQL)
- Optimized toolpath design
Maintaining a clean cutting zone helps ensure stable machining quality.Compressed air rapidly removes chips, reducing accumulation.Vacuum extraction is especially suitable for applications requiring high cleanliness.Minimum quantity lubrication reduces frictional heat while improving cutting conditions.Proper toolpath design minimizes chip recutting and localized blockage.
During actual machining, cutting sequences and toolpath directions should also be planned to encourage chips to leave the machining area efficiently.For extended machining operations, chip evacuation should be continuously monitored, with air pressure, vacuum positioning, and toolpaths adjusted whenever necessary to prevent minor issues from developing into large-scale quality defects.
How Can Polyester Machining Quality Be Further Improved?
As CNC technology continues to advance, machining quality depends not only on machine performance but also on process planning, operator practices, and shop-floor management.Even simple-looking components can suffer dimensional deviations, scratches, or burrs if cutting tools, machining sequences, inspection procedures, or finishing operations are not properly managed.Achieving consistently high-quality polyester components requires every detail to be standardized, repeatable, and well controlled.
Optimize the Machining Sequence
Complex components are generally manufactured through rough machining, semi-finishing, and finishing operations to reduce internal stresses and improve dimensional stability.Heavy cutting at the beginning may suddenly release internal material stresses, causing slight warping or dimensional drift.A proper machining sequence removes most excess material first before gradually refining contours and critical dimensions, allowing the material to remain more stable throughout machining.During rough machining, the primary objective is rapid material removal while maintaining uniform stock for later operations.Semi-finishing refines contours and stabilizes reference surfaces.
Finish machining focuses on final dimensions, surface quality, and minimizing tool marks and burrs.Thin-wall components, long workpieces, and parts containing complex hole patterns especially benefit from step-by-step machining, preventing deformation caused by excessive material removal in a single operation.The more carefully machining sequences are planned, the lower the likelihood of rework and the more consistent final product quality becomes.
Strengthen Dimensional Inspection
During machining, instruments such as vernier calipers, micrometers, and coordinate measuring machines (CMMs) should be used to inspect critical dimensions, allowing machining parameters to be adjusted promptly to ensure compliance with engineering drawings.Although polyester materials are easier to machine than metals, they remain sensitive to temperature, tool condition, and workholding methods, making inspection essential rather than relying solely on operator experience.Many dimensional deviations accumulate gradually during machining rather than appearing only during the final operation, making in-process inspection particularly important.Progressive inspection allows problems to be detected early, preventing entire production batches from being scrapped.
During inspection, priority should be given to assembly surfaces, hole locations, locating edges, and thickness dimensions because these features directly determine assembly performance.For batch production, comprehensive first-article inspection should be completed before mass production begins, followed by regular sampling inspections to monitor tool wear and dimensional variation.When slight dimensional deviations are detected, feed rate, spindle speed, or tool compensation should be adjusted immediately rather than waiting until the entire production run has finished.Consistent inspection practices improve production yield while making machining processes more controllable.
Complete Proper Post-Processing
After machining, the following finishing operations are recommended:
- Deburring
- Chamfering
- Surface cleaning
- Finished product packaging
These operations further improve appearance while reducing damage during transportation and assembly.Fine burrs frequently remain along machined edges after polyester machining. If left untreated, they not only reduce visual quality but may also scratch mating surfaces during assembly or shorten component service life.Although post-processing appears to be the final stage, it has a significant influence on overall product quality, especially for components requiring excellent appearance or precision assembly.Deburring should be performed carefully to avoid edge chipping.Chamfering creates smoother edges, reduces stress concentration, and improves safety and handling.Surface cleaning removes chips, dust, and machining residue, preventing contamination during assembly, bonding, painting, or printing.Proper packaging is equally important, particularly for batch shipments. Protective materials should be selected according to part geometry to prevent compression damage, scratches, or deformation during transportation.
Frequently Asked Questions
What Machining Accuracy Can Be Achieved with Polyester CNC Machining?
Polyester materials offer excellent dimensional stability.Under appropriate machine capability and optimized machining conditions, ordinary industrial components can typically achieve machining tolerances of ±0.05 mm to ±0.10 mm.For precision components, optimization of cutting tools, machining parameters, and inspection procedures can further improve machining accuracy to approximately ±0.01 mm to ±0.05 mm.Actual machining capability should still be evaluated according to material specifications, component geometry, wall thickness, and machine performance.For high-precision assembly components, customers are encouraged to confirm dimensional tolerance requirements with their machining supplier before production begins to establish the most suitable machining strategy.
Conclusion
Thanks to their excellent mechanical properties, wear resistance, dimensional stability, and high machining efficiency, polyester plastics have become one of the most commonly used engineering plastics in modern industrial manufacturing.By selecting appropriate CNC equipment, optimizing machining processes, controlling cutting parameters, and strengthening cutting tool management, manufacturers can significantly improve machining quality while reducing burrs, deformation, and dimensional deviations.These advantages allow polyester components to satisfy the demanding requirements of industries such as automation equipment, electronics, medical equipment, food processing machinery, and precision instruments.As CNC machining technology continues to evolve, the machining capabilities of polyester materials continue to improve.From prototype development and low-volume production to full-scale manufacturing, CNC machining provides a flexible, efficient, and reliable manufacturing solution for polyester components.



















