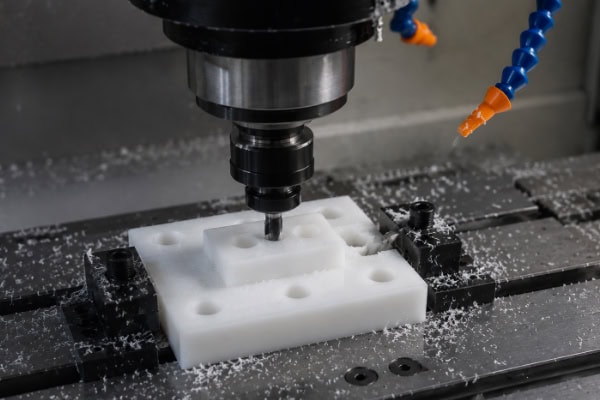
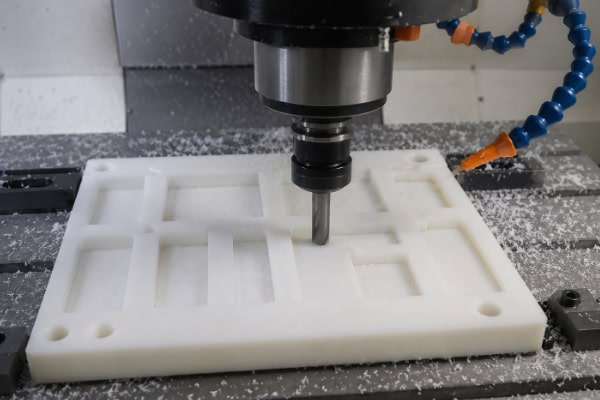
Plastic CNC machining has been widely used in industries such as electronics, medical devices, automotive, aerospace, and automation equipment. Compared with metals, plastics offer advantages such as lightweight properties, corrosion resistance, and excellent electrical insulation, making them ideal materials for manufacturing many precision components. However, plastics generally have lower thermal conductivity, and some materials have relatively low softening temperatures and melting points. If cutting heat continues to accumulate during machining, problems such as material softening, localized melting, tool adhesion, excessive burrs, and surface discoloration may occur. These issues not only affect the appearance of the part but also reduce dimensional accuracy and assembly quality. To prevent material melting, it is essential to optimize material selection, machining parameters, cutting tools, and cooling methods so that cutting heat can be removed efficiently, ensuring a more stable machining process.
Why Does Plastic Melt During CNC Machining?
Material melting during plastic machining is not necessarily caused by poor material quality. Instead, it occurs when the heat generated during cutting exceeds the material’s thermal tolerance. As heat continues to build up, the plastic gradually softens and may even melt locally, ultimately affecting machining quality. Therefore, before machining begins, it is important to understand the primary causes of heat generation and develop an appropriate machining strategy based on the characteristics of the material.
Cutting Heat Cannot Dissipate Quickly
Plastic materials generally have much lower thermal conductivity than metals. During CNC machining, the heat generated by cutting tools cannot be transferred and dissipated quickly. Instead, it accumulates around the cutting area, causing the workpiece surface temperature to rise and leading to material softening, tool adhesion, deformation, or even localized melting.
For example:
- ABS has relatively low thermal conductivity.
- PC tends to retain heat.
- Acrylic is sensitive to temperature.
PVC softens easily when heated.During continuous high-speed cutting, a large amount of heat is concentrated in the cutting zone. If this heat cannot be removed promptly, the plastic surface temperature continues to rise, causing the material to soften and, in severe cases, adhere to the cutting edge. This problem becomes even more pronounced during deep-slot machining, deep-hole machining, or complex surface machining, where limited cutting space makes heat accumulation more severe.
Improper Cutting Parameters
Spindle speed, feed rate, and cutting depth all directly affect cutting temperature. Excessively high spindle speed increases frictional heat, overly slow feed rates prolong tool-to-material contact time, and excessive cutting depth increases cutting loads, causing heat to build up continuously in the machining area.
For example:
Excessive spindle speed increases friction.
Slow feed rates extend tool contact time.
Excessive cutting depth increases cutting resistance.
All of these conditions cause heat to accumulate rapidly. Some machinists intentionally reduce feed rates to achieve a smoother surface finish. However, prolonged contact between the cutting tool and the plastic increases friction instead of efficient cutting, accelerating material softening. Proper parameter matching is far more important than simply increasing spindle speed.
Cutting Tool Condition Affects Cutting Temperature
Tool sharpness has a significant influence on machining temperature. The sharper the cutting edge, the easier it is to shear the material with minimal friction, resulting in lower heat generation. If the cutting tool becomes worn or dull, cutting resistance increases, rapidly raising the surface temperature of the workpiece and causing tool adhesion, burr formation, and localized melting.
If the cutting tool is worn:
- Cutting resistance increases.
- The friction area becomes larger.
- Heat builds up more quickly.
- Tool adhesion becomes more severe.
Excessive tool overhang can also generate vibration, causing the tool to rub against the material and produce additional heat. Keeping cutting tools sharp and inspecting them regularly for wear can effectively reduce cutting temperatures and improve machining stability.
How Can Machining Parameters Prevent Material Melting?
Many plastic melting issues can be improved by properly adjusting machining parameters. Different plastics have different heat resistance characteristics, so the same cutting data should not be applied to every material. In actual production, parameter optimization is often the most direct and effective solution. Proper combinations of spindle speed, feed rate, and cutting depth can significantly reduce many problems that initially appear difficult to solve.
Properly Control Spindle Speed
Higher spindle speed is not always better. Although increasing spindle speed may appear to improve cutting efficiency, it also significantly increases frictional heat between the cutting tool and the plastic, leading to softening, tool adhesion, or localized melting. Different materials require different cutting speeds. For example:
- POM performs well at relatively high spindle speeds.
- PA requires control of continuous heat buildup.
- PC is better suited to moderate spindle speeds.
- PEEK can be machined using stable high-speed cutting.
If the material begins to appear glossy, sticky, or shows burn marks during machining, reducing spindle speed appropriately can help control cutting heat. Many manufacturers gradually optimize spindle speed through trial machining to identify the most stable machining conditions. Since different machines, tools, and part geometries produce different results, theoretical parameters alone are insufficient; actual cutting performance should always be considered. Proper spindle speed allows smoother cutting and helps maintain a clean material surface while preventing localized overheating, deformation, or melting.
Increase Feed Rate to Reduce Friction
Many people believe that reducing feed rates improves machining accuracy. However, excessively slow feed rates increase the amount of time the cutting tool rubs against the plastic material. Properly increasing the feed rate allows the tool to complete cutting more efficiently instead of continuously rubbing the same area.
Machining adjustments typically involve: Feed per tooth; Cutting width; Cutting depth. These parameters should be optimized together.
This approach reduces heat generation while maintaining high machining efficiency. Plastic materials are especially sensitive to rubbing. If the cutting tool remains in one location for too long, cutting gradually turns into friction, causing heat to accumulate rapidly. Increasing feed rates appropriately produces cleaner cutting action while reducing tool dragging across the material surface. Surface whitening, overheating, or softened edges are often chain reactions caused by excessively slow feed rates.
Use Multiple Shallow Cutting Passes
For thick-walled components or large plastic parts, removing a large amount of material in a single pass is generally not recommended. Heavy cuts increase cutting loads and rapidly raise cutting temperatures, leading to softening, deformation, or localized melting. Layered machining with multiple shallow passes is much more effective for controlling heat buildup while maintaining dimensional accuracy and surface quality.
The process typically includes:
- Rough machining
- Semi-finishing
- Finishing
Material is gradually removed in stages. Smaller cutting depths reduce tool loads and significantly decrease heat generation. This method not only lowers the risk of material melting but also improves dimensional accuracy and surface finish. Multiple shallow passes apply less stress to the material during each cut, allowing the cutting zone to remain more stable. For complex components with uneven wall thicknesses, deep single-pass cutting often creates localized high-temperature areas that can deform edges or damage surfaces. Although staged machining involves additional steps, it generally produces more reliable results and better meets the requirements of precision plastic components.
How Can Cutting Tools and Cooling Methods Reduce Machining Temperature?
Besides optimizing machining parameters, cutting tools and cooling methods also play critical roles in controlling machining temperature. Efficient heat dissipation keeps the cutting zone stable while reducing material softening and tool adhesion. Sometimes machining parameters are already well optimized, yet machining quality remains unsatisfactory. In such cases, it is important to evaluate whether the cutting tool and cooling method are appropriate. Tool sharpness, chip evacuation, and cooling efficiency all directly influence machining results. Paying attention to these details greatly improves the stability of plastic machining.
Choose Cutting Tools Designed for Plastic Machining
Plastic machining generally uses cutting tools with sharper edges and finer cutting geometries. These tools shear plastic more efficiently, reducing frictional heat and tool adhesion while improving surface finish and machining stability.
Common characteristics include:
- Large rake angles
- Polished chip flutes
- Single-flute or two-flute designs
- Sharp cutting edges
Sharp cutting tools remove material quickly while minimizing frictional heat. For heat-sensitive materials such as PC and PMMA, these tools can significantly improve machining performance. Unlike metals, plastics are better machined by clean shearing rather than heavy compressive cutting. Therefore, tool geometry should minimize dragging and material compression. Rake angle, cutting edge condition, and chip flute smoothness all influence cutting performance. Choosing the right tool not only makes temperature easier to control but also produces more desirable chip formation and simplifies chip removal afterward.
Use Appropriate Cooling Methods
Not every plastic material is suitable for large amounts of conventional cutting fluid. Some plastics are sensitive to chemicals, absorb moisture easily, or require exceptionally clean surfaces. Improper cooling methods may negatively affect dimensional stability, surface finish, and even the final product’s performance.
Common cooling methods include:
- Compressed air cooling
- Cold air systems
- Minimum quantity lubrication (MQL)
- Vacuum chip extraction for heat removal
Among these methods, compressed air is widely used because it quickly removes chips while reducing cutting-zone temperature. For moisture-sensitive plastics, the cooling method should be selected according to the material’s characteristics to avoid affecting dimensional stability.
Remove Chips Promptly
When chips accumulate around the cutting tool or inside the machining area, they not only prevent heat from dissipating but may also be recut repeatedly, increasing friction and heat generation, eventually causing material softening, poor surface finish, or tool adhesion.
Problems caused by chip accumulation include:
- Heat cannot dissipate effectively.
- The tool repeatedly cuts existing chips.
- Friction continuously increases.
- Local temperatures continue rising.
Therefore, efficient chip evacuation should always be maintained during machining. Using compressed air, vacuum extraction, or optimized toolpaths helps keep the cutting area clean and improves heat dissipation. Plastic chips are often light and stringy, making them prone to wrapping around cutting tools. If they are not removed promptly, they act like insulation around the cutting zone, trapping heat. As temperatures continue rising, the material becomes much more susceptible to softening. Effective chip evacuation not only keeps the workspace clean but also ensures stable machining performance.
How Can Process Optimization Reduce Plastic Melting?
A stable machining process not only minimizes the risk of material melting but also improves machining efficiency and product consistency. Proper planning of the entire production process is more effective than adjusting a single machining parameter. Many manufacturers find that quality problems are often caused by weaknesses throughout the entire machining workflow rather than by one individual factor. Thorough preparation, logical machining sequences, and effective process monitoring greatly reduce production issues later.
Develop Machining Strategies Based on Material Properties
Different plastics have different heat resistance and softening temperatures. Some materials maintain good dimensional stability even at elevated temperatures, while others soften, deform, or melt more easily when exposed to heat.
For example:
- POM offers excellent machinability.
- PA is prone to moisture absorption and deformation.
- PC is sensitive to cutting heat.
- PVC requires avoidance of localized overheating.
Understanding material properties before machining makes it much easier to develop suitable machining strategies and achieve consistent machining quality.
Control Continuous Machining Time
Extended continuous cutting gradually raises the temperature of both the cutting tool and the workpiece. This is especially true during deep-slot machining, complex surface machining, or heavy material removal, where cutting heat continuously accumulates. Without sufficient cooling time, materials are more likely to soften, become sticky, or experience dimensional deviations.
For complex components, consider:
- Dividing machining into separate areas
- Scheduling intermittent machining
- Changing the machining sequence
These methods allow the workpiece sufficient cooling time and reduce localized temperatures. Since plastics do not dissipate heat as rapidly as metals, continuously machining the same area causes temperatures to rise steadily. Segmenting machining operations allows both the workpiece and the cutting tool to cool, resulting in more stable machining performance. For large parts or thin-walled structures, limiting continuous machining time is often more effective than simply increasing machine speed.
Perform real-time monitoring
During machining, operators should regularly observe tool condition, chip formation, workpiece surface color, and dimensional changes to identify abnormalities and adjust parameters promptly.
Regularly inspect:
- Surface color
- Chip condition
- Tool wear
Workpiece dimensionsIf chips begin sticking together, surfaces become glossy, or melting marks appear, machining parameters should be adjusted immediately rather than continuing production of the entire batch. Continuously recording machining data also provides valuable references for future production runs.
Frequently Asked Question
Is coolant always required for plastic CNC machining?
Not necessarily. Many plastic materials are better cooled using compressed air, cold air systems, or vacuum chip extraction rather than large amounts of conventional cutting fluid. Some plastics may experience reduced dimensional stability or poorer surface quality if exposed to unsuitable coolants. However, for parts requiring long machining cycles or generating significant cutting heat, minimum quantity lubrication (MQL) or specialized cooling methods may be appropriate depending on the material. The most suitable cooling solution should always be determined based on the plastic type, part geometry, machining equipment, and process requirements.
Conclusion
Material melting during plastic CNC machining is primarily caused by inadequate control of cutting heat. By selecting appropriate machining parameters, maintaining sharp cutting tools, optimizing toolpaths, improving chip evacuation, and using suitable cooling methods, manufacturers can effectively reduce machining temperatures and minimize problems such as material softening, tool adhesion, and burn marks. Since different plastic materials have unique thermal properties and machining characteristics, machining strategies should always be tailored to each specific material rather than relying on a universal approach. In precision plastic component manufacturing, stable machining temperatures directly affect not only product appearance but also dimensional accuracy, assembly performance, and service life. Continuously optimizing machining processes and accumulating experience with different plastic materials can help manufacturers improve production efficiency, reduce rework rates, and deliver plastic CNC machining products with more consistent quality and reliable performance.