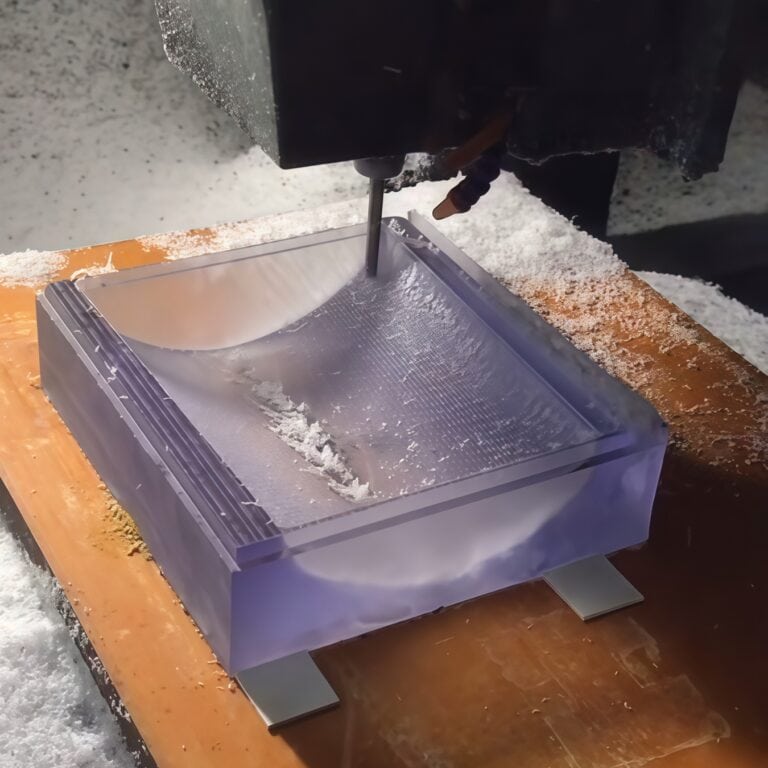
During CNC machining of plastic materials, although plastics generally have lower cutting resistance, their thermal conductivity is much lower than metals. As a result, heat generated during cutting is not easily dissipated. If cutting heat continues to accumulate, it may lead to material softening, melting edges, increased burrs, dimensional changes, or even surface burn marks. Therefore, whether cooling is required and which cooling method should be used depends on factors such as plastic type, part structure, machining time, machine performance, and cutting parameters. Proper temperature control not only improves dimensional accuracy and surface quality but also extends tool life, making the entire machining process more stable and efficient.
Why Does CNC Plastic Machining Require Temperature Control?
Although plastics have lower cutting resistance than metals, frictional heat is still continuously generated under high-speed tool rotation. If this heat cannot be dissipated in time, it will affect machining quality. Therefore, temperature control is a key consideration in plastic machining process planning.
Low Thermal Conductivity of Plastics
Most engineering plastics have significantly lower thermal conductivity than metals such as steel or aluminum. Heat generated during cutting tends to concentrate in the tool–workpiece contact area. Unlike metals, plastics cannot quickly transfer heat throughout the material, making localized heat buildup more likely. As a result, machining zones heat up faster while cooling efficiency remains relatively low.
Common plastics include:
- POM (Polyoxymethylene)
- PA (Nylon)
- PC (Polycarbonate)
- PMMA (Acrylic)
- PEEK (Polyether Ether Ketone)
During continuous machining, if cooling conditions are insufficient, localized temperatures will keep rising. This is especially noticeable when machining deep grooves, deep holes, or complex surfaces, where chip evacuation is slower and heat accumulation is more severe. Therefore, even though plastics do not generate as much cutting heat as metals, temperature control cannot be ignored. In many cases, the real challenge in plastic machining is not “cutting difficulty,” but “heat dissipation difficulty.”
Cutting Heat Affects Machining Quality
Heat accumulation during machining affects both the material and the tool condition. When plastics soften under heat, the surface tends to deform and be pushed rather than cleanly cut, leading to rough edges, stringing, localized deformation, and poor surface finish.
If temperatures become too high, the following issues may occur:
- Material softening
- Melted edges
- Increased burrs
- Dimensional deviation
- Surface whitening
For transparent materials such as PC and PMMA, high temperatures may also increase internal stress, reducing transparency and surface quality. For high-precision parts, even slight temperature variations can affect assembly accuracy. Therefore, reducing machining temperature improves overall stability.
Different Plastics Have Different Heat Resistance
Although all are engineering plastics, different materials vary significantly in their allowable machining temperature. Therefore, cooling strategies cannot be universally applied. Material heat resistance, hardness, toughness, and cutting behavior all influence heat distribution and dissipation.
For example:
- PEEK has high temperature resistance
- POM has good machinability
- PA is moisture-sensitive and temperature-sensitive
- PC is prone to stress under localized heat
- PMMA is prone to melting edges and cracking
Engineers typically adjust spindle speed, feed rate, and cooling strategy based on material properties to maintain temperature within a reasonable range. For high-performance plastics, optimization must also include tool material, toolpath design, and chip removal strategy to effectively control heat rather than relying on cooling alone.

Common Cooling Methods in CNC Plastic Machining
After understanding the importance of temperature control, appropriate cooling methods must be selected. Plastic machining does not always rely on traditional cutting fluids. Different materials and applications require different cooling approaches. Proper selection not only improves efficiency but also prevents contamination or material degradation.
Compressed Air Cooling
Compressed air is one of the most widely used cooling methods in CNC plastic machining. It is easy to use, cost-effective, and leaves no residue on the workpiece surface like liquid coolants. High-pressure air continuously removes chips while dissipating heat, keeping the machining area cooler.Plastic chips are often light and long, making them prone to wrapping around tools or workpieces. Compressed air helps both cooling and chip evacuation, reducing secondary friction and surface defects.
Main advantages include:
- Reduces cutting temperature
- Keeps tools clean
- Improves chip evacuation
- Reduces surface scratches
For materials such as POM, PVC, and PEEK, compressed air is usually sufficient and widely used in machining centers. It is especially effective in batch production due to its stability and low maintenance requirements.
Minimum Quantity Lubrication (MQL)
For more challenging machining conditions, minimum quantity lubrication can be used. Instead of flooding the cutting area, a very small amount of lubricant is combined with compressed air and sprayed into the cutting zone. This reduces friction while controlling temperature.
It is suitable for:
- Long continuous machining
- Deep cavity machining
- High-precision parts
- High-performance engineering plastics
Because lubricant usage is minimal, cleaning requirements are reduced, and contamination risks are lower. For plastic parts that cannot tolerate large amounts of liquid, MQL provides a balanced solution between cooling, cleanliness, and efficiency.
Cutting Fluid Cooling Requires Careful Selection
Although cutting fluids are widely used in metal machining, they are not always suitable for plastics. Different plastics have varying chemical resistance, and some materials may react negatively to standard coolants, leading to whitening, stress cracking, or dimensional changes.
Possible issues include:
- Surface whitening
- Stress cracking
- Chemical reactions
- Appearance changes
If liquid cooling is necessary, specialized plastic-compatible coolants must be used, and material compatibility testing should be conducted in advance to avoid quality issues.

How to Reduce Heat Accumulation in Plastic Machining?
In addition to cooling methods, optimizing machining parameters can also effectively reduce heat generation and improve stability.
Proper Tool Selection
Sharp tools reduce cutting resistance and friction heat. Plastics are relatively soft, but dull tools tend to push and deform the material instead of cutting it cleanly, increasing heat and surface defects.
Common tools include:
- Single-flute end mills
- High-sharpness tools
- Carbide tools
- Plastic-specific tools
Sharp cutting edges reduce friction and improve surface quality. Proper tool geometry and coating also help reduce sticking and extend tool life.
Optimize Cutting Parameters
Machining parameters directly affect heat generation. For plastics, speed alone is not the goal—stability and heat balance are more important.
Key parameters include:
- Spindle speed
- Feed rate
- Cutting depth
- Feed per tooth
If spindle speed is too high and feed rate too low, the tool stays too long in contact with the material, increasing heat buildup. Proper parameter balancing ensures smoother cutting and better thermal control.
Efficient Chip Removal
If chips accumulate in the machining area, they can trap heat and cause secondary friction. Plastic chips are light and easily stick to tools or fixtures, leading to re-cutting and surface damage.
Common methods include:
- Compressed air blow-off
- Vacuum extraction
- Optimized toolpaths
- Layered cutting
Efficient chip removal improves cooling conditions and surface quality while reducing thermal accumulation.
How to Choose Cooling Methods for Different Plastics?
Different engineering plastics require different cooling strategies. There is no universal solution.
General Engineering Plastics
For materials such as POM and PVC, compressed air cooling is usually sufficient. These materials have good machinability and do not easily stick to tools. With proper chip removal and correct parameters, stable results can be achieved with minimal cooling complexity.
Transparent Plastics Require Strict Temperature Control
PC and PMMA are highly sensitive to heat. They require not only dimensional accuracy but also optical clarity and smooth edges. Excessive heat may cause whitening, clouding, edge burning, or internal stress.
Recommended practices:
- Use sharp tools
- Control cutting speed
- Maintain continuous air cooling
- Reduce tool dwell time
High-Performance Plastics Require Dedicated Processes
PEEK, PPS, and similar materials are used in aerospace, medical, and semiconductor industries. They require strict temperature control and process validation.
Recommended practices include:
- Fixed cutting parameters
- Standard cooling methods
- Tool life management
- Controlled machining environment
Standardization ensures consistent quality and stable batch production.
Frequently Asked Question
Is Cutting Fluid Always Required for CNC Plastic Machining?
Not necessarily. Most plastic machining does not require heavy use of cutting fluids like metal machining. In many cases, compressed air cooling is sufficient to control temperature and remove chips. Only specific materials or complex machining conditions require minimum lubrication or specialized coolants. Therefore, the choice of cooling method should depend on material type, machining time, precision requirements, and equipment conditions rather than a single universal standard.
Conclusion
Cooling is necessary in CNC plastic machining, but it does not mean cutting fluids must always be heavily used. For most engineering plastics, compressed air, minimum quantity lubrication, and properly optimized cutting parameters are sufficient to effectively control temperature, reduce melting edges, burrs, and dimensional variation, and improve machining quality. Selecting the appropriate cooling method based on material properties not only enhances precision but also extends tool life and ensures stable machining efficiency.