PMMA (polymethyl methacrylate), commonly known as acrylic or plexiglass , is a transparent, impact-resistant plastic material widely used in industrial manufacturing, advertising signs, architectural decoration, etc. I will give you a detailed introduction to the best cutting methods, the tools required, and how to get clean and precise cuts to help you achieve the best results when processing PMMA.
What Is PMMA
PMMA is a thermoplastic with high transparency (up to 92% light transmittance) and is 50% lighter than glass, but 10 times stronger than ordinary glass. Therefore, it is widely used in optical lenses, display racks, medical equipment and aviation parts.
PMMA is mainly made of methyl methacrylate (MMA) polymerization, with good chemical stability, but slightly lower impact resistance than polycarbonate (PC). Its melting point is about 160°C-180°C , and it is necessary to pay attention to temperature control during processing to avoid melting of the edge of the material. And it is more brittle than PC , so we should pay attention to prevent crack propagation when shearing or drilling.
In actual processing, I found that choosing the right tool and cutting speed is the key to obtaining high-quality cutting results. For example, when CNC processing PMMA panels, controlling the feed rate at 500-800mm/min can effectively reduce edge collapse and improve cutting quality.
How To Cut PMMA
PMMA has high transparency, high brittleness and low melting point . From manual cutting to CNC processing and laser cutting , different methods have their own advantages and disadvantages. Improper cutting methods can easily cause edge cracking, melting or leave rough saw marks , affecting the quality of the final product. Therefore, when choosing a cutting method, we need to comprehensively consider the thickness of the sheet, cutting accuracy, edge finish and processing efficiency .

Hand Tools
In the absence of CNC equipment, hand tools are the most economical and convenient way to cut PMMA, especially suitable for small batch processing, cutting of simple shapes or DIY projects. However, due to the high brittleness and low melting point of PMMA (about 160°C) , manual cutting can easily lead to chipping, cracking or rough edges , requiring additional post-processing such as grinding and polishing to ensure the quality of the finished product.
Therefore, when cutting PMMA manually, I usually choose different cutting tools according to specific needs, such as a scribing knife, hand saw or jigsaw, and adopt appropriate operating techniques to reduce processing defects and improve cutting accuracy.
Straight line Cutting
Scribing Knife Cutting
- Scoring Knife is suitable for PMMA sheets below 3mm . I usually score along the marking line several times (at least 5-10 times) to ensure that the cutting groove is deep enough.
- applied even pressure on the edge to break it off to get a neat cut surface. However, it should be noted that PMMA thicker than 3mm may not be able to break off completely and is prone to uneven cracks, so it is more suitable to be cut with a saw blade.
Saw Blade Selection
- Using fine-toothed saw blades (80TPI or above) can reduce chipping and cracking. TPI (Teeth Per Inch) is the number of teeth on the saw blade. The higher the number of teeth per inch, the better the cutting quality.
- In my practice, I have found that using a high carbon steel or tungsten carbide coated saw blade improves cutting efficiency and reduces the likelihood of PMMA chipping.
Cutting Stability
- Since manual cutting can easily cause the material to shift or bend , I usually use a ruler or clamp to fix the PMMA sheet to ensure that the cutting line is straight and accurate.
- Use a steady, even force to push the tool to avoid cracking of the material due to uneven force.
Curve Cutting
Choosing The Right Tools
- For complex curves or small radius arcs , I recommend using a hand saw or jig saw .
- Choose a narrow pitch saw blade (above 100TPI) to reduce the risk of chipping while ensuring smooth curve cutting.
Cutting Speed Control
- PMMA tends to overheat under high friction, causing the cut edge to melt. Therefore, when cutting curves, I usually keep the cutting speed low (less than 1000 mm/min) to reduce the impact of frictional heating on the material.
- I find that manually pushing the saw blade, rather than forcing it , gives me more control over the cutting stability and avoids vibrations or cracks while cutting.
Post-Processing Polishing
- Hand-cut edges tend to be rough, so I use 800-1000 grit sandpaper to sand them down to remove the jagged edges and make them smoother.
- Polishing is equally important. I usually use polishing paste and a polishing wheel to improve transparency and make the cut edge closer to the original smooth effect of PMMA.
Hand tool cutting of PMMA is suitable for processing simple shapes, but for projects with high precision requirements , I will use a clamp-fixed, slow cutting method to reduce edge chipping and cracks. Scribing knives are suitable for thin plate cutting, while saw blades are suitable for thicker materials . In addition, edge processing (grinding and polishing) after cutting is a key step that affects the quality of the final product and cannot be ignored.
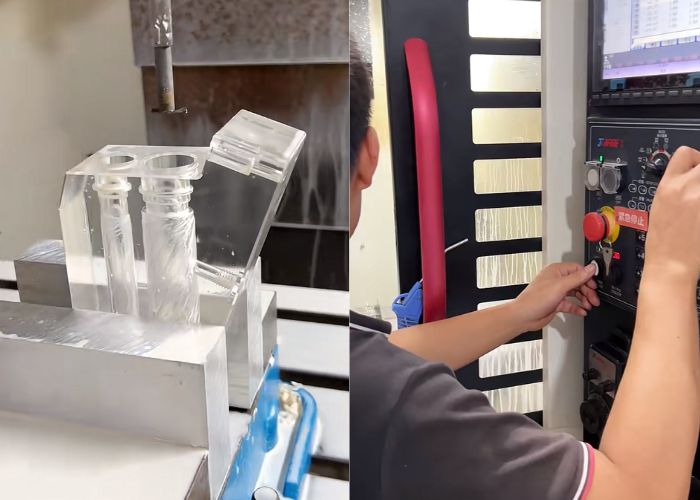
CNC Machine Tools
CNC machining is the most accurate and efficient method for PMMA (polymethyl methacrylate) cutting, especially suitable for mass production, complex shape cutting and workpieces with high finish requirements . Compared with hand tools or ordinary power tools, CNC machine tools can achieve high-precision cutting (within ±0.05mm) through high-speed rotating tools , while reducing thermal deformation, edge collapse and processing errors.
In my actual machining experience, the main challenge of CNC machining PMMA is to control the cutting heat to avoid softening, melting or cracking of the material due to overheating. Therefore, I usually choose appropriate tools, optimize cutting parameters, and adopt efficient cooling methods to ensure machining quality and surface finish.
Straight line Cutting
Tool Selection
- PMMA is a hard and brittle material , which is prone to chipping or cracking during CNC machining, so I generally use single-edged carbide tools because it can reduce the friction heat between the tool and the material and reduce the risk of chip adhesion.
- The recommended tool diameter is Φ3mm-Φ6mm . A larger tool diameter can improve cutting stability and reduce vibration and material damage.
Feed Speed
- The recommended feed speed is 500-800mm/min . If the feed speed is too fast, it may cause the cutting surface to be rough or even cracks.
- When processing thin plates (<5mm), I usually reduce the feed speed to 400mm/min to avoid cracking due to vibration.
Spindle Speed
- It is recommended to use 18000-24000 RPM . High speed can reduce cutting resistance while keeping the cutting edge smooth.
- If the material thickness is thicker (>10mm), I will reduce the speed to 15000-18000 RPM appropriately to prevent the tool from overheating and causing melting or burning of the edge.
Cooling Method
- Avoid using water-based coolants , as PMMA has a certain degree of water absorption, which may affect the surface quality.
- Air cooling or minimum quantity lubrication (MQL) is recommended , which can effectively reduce the cutting temperature, prevent chips from sticking to the tool, and improve processing stability.
Curve Cutting
Use Small Diameter Tools
- When processing small radius or complex curves , I usually choose Φ2mm-Φ3mm tools to ensure the accuracy of the cutting trajectory.
- Small diameter tools can reduce cutting pressure when rotating at high speeds, reducing the possibility of cracks in PMMA.
Optimize Cutting Paths
- Avoid stopping the tool at corners , otherwise it may cause excessive local heating of the material and cause cracks.
- I usually add arc transitions at the corners to reduce stress concentration and improve cutting stability.
Post-Processing And Polishing
- Since the PMMA edge may have slight jagged or burred edges after CNC cutting, I usually use 800-1500 grit sandpaper to sand it, and then treat it with flame polishing or polishing paste to improve transparency.
- If there is a high requirement for optical transparency, diamond cutting tools can be used to obtain a near-mirror finish.
CNC machining of PMMA requires reasonable control of tool selection, feed speed, spindle speed and cooling method to reduce cutting heat and avoid material cracking or melting. In my machining experience, optimizing the cutting path and performing appropriate post-processing can ensure that the surface of PMMA workpieces is smooth, without chipping, and meets the requirements of high-precision manufacturing. For mass production and high-precision components , CNC machining is undoubtedly the best choice.
Power Tools
Electric tools (such as table saws, jigsaws and band saws) are widely used in PMMA processing and are suitable for cutting with medium precision requirements , especially in small and medium batch production or cutting larger size plates . Compared with CNC machine tools, electric tools have lower costs and more flexible operation methods .
However, due to the low melting point (about 160°C) and brittle nature of PMMA , if the cutting parameters are not appropriate, it is easy to cause melting, edge collapse or cracking. Therefore, when I use power tools to cut PMMA, I will reasonably adjust the tool, cutting speed and feed method to ensure the best cutting effect.
Straight line Cutting
Table Saw Cutting
- Blade selection: Use tungsten carbide saw blades with more than 80TPI (TPI stands for teeth per inch). High tooth count can reduce edge chipping and ensure smooth cutting edges.
- Cutting speed control: 1500-2000 mm/min is recommended . If the speed is too fast, PMMA may melt due to frictional heat.
- Feeding method: Use a uniform and slow feeding method to avoid cutting stress that may cause material cracking.
Band Saw Cutting
- Applicable scenarios: Suitable for PMMA sheets with a thickness of more than 10mm , and can cut large-sized workpieces or non-linear structures.
- Speed control: Low speed mode ( 800mm/min ) is recommended. Low speed cutting can reduce the impact between the saw teeth and the material and reduce the risk of cracks.
- Cutting angle: When cutting thick plates, you can fine-tune the saw blade angle (5-10°) to reduce cutting resistance and improve cutting stability.
Curve Cutting
Jig Saw Selection
- Saw blade type: Use a curved saw blade with an anti-crushing tooth design to reduce chipping of the cutting edge and improve the accuracy of curved cutting.
- Saw Blade TPI:Saw blades with 100TPI or above are suitable for PMMA, which can provide cleaner cutting edges and avoid edge chipping problems.
Feed Speed
- It is recommended to control the cutting speed within 500-1000 mm/min to avoid cutting line deviation or material overheating and deformation.
- Slow speed cutting is more stable, especially in curved corners . Too fast feed may cause uneven cutting or rough edges.
Post-Processing And Polishing
Whether it is a table saw, band saw or jig saw , PMMA cutting will leave certain saw marks or burrs, so post-processing is required to improve the cutting quality:
- Sanding : Use 800-1500 grit sandpaper to hand sand the edges to remove saw marks from cutting.
- Polishing : Flame polishing or polishing paste can be used to make the edge more transparent, suitable for PMMA workpieces that require optical transparency.
- Remove static dust : PMMA is prone to generate static electricity. You can use anti-static spray or dust-free cloth to wipe the surface to ensure the cleanliness of the final product.
Power tool cutting of PMMA has significant advantages in processing large sheets or non-standard shapes , but tool selection, cutting speed and feed control are key to ensure quality. In my processing experience, reasonable control of cutting parameters and post-processing technology can not only reduce material waste, but also improve the surface quality of the final product. If high-precision, high-finish cutting is required, I would prefer CNC or laser processing , but for general use, power tools are still an efficient and economical solution.
Laser Cutting
Laser cutting is one of the most precise cutting methods in PMMA processing, with the characteristics of no contact, no tool wear, high finish and high precision . Since laser cutting uses a high-energy-density laser beam to melt or vaporize the material, it can avoid the cracks, edge collapse and material stress concentration problems that may be caused by traditional mechanical cutting. In my processing experience, laser cutting is particularly suitable for optical-grade PMMA, complex curved shapes , and workpieces that require high-precision edge quality.
However, laser cutting of PMMA also has certain challenges, such as carbonization caused by overheating, edge burns or uneven melting . Therefore, I usually adjust the laser power, cutting speed and airflow control according to the thickness of PMMA and cutting requirements to obtain the best cutting effect.
Straight line Cutting
Laser Power Setting
- Thin plates (≤5mm): It is recommended to use 30W-50W laser power to ensure that the heat affected zone is minimized during cutting and reduce the risk of deformation.
- Medium and thick plates (5-10mm): 50W-80W is recommended , with proper cooling airflow control.
- Thick plates (>10mm): laser power of more than 100W is required , and multiple scanning cuts may be required to prevent overheating and melting from affecting edge quality.
Cutting Speed
- 15-25mm/s is recommended . Slower cutting speed helps improve cutting accuracy, but too slow a speed may cause excessive carbonization.
- For optical grade PMMA, the speed can be reduced to 10-15mm/s to reduce the heat affected zone and maintain edge transparency.
Airflow Control
- Using nitrogen (N₂) or dry air to assist cutting can prevent discoloration or burning of the material due to overheating.
- Nitrogen cutting improves PMMA clarity , while air cutting is less expensive but may result in whitening or slight melting of the edges at high powers.
Curve Cutting
Laser Beam Diameter
- It is recommended to use a 0.1-0.3mm focused spot to improve the cutting accuracy of complex curves and tiny details.
- In optical PMMA cutting, the smaller spot can achieve a tolerance within ±0.02mm, improving the adaptability of high-precision parts.
Avoid Excessive Ablation
- Reducing the laser power and increasing the number of scans can reduce excessive heat buildup and avoid edge melting or charring.
- For PMMA with a thickness of more than 5mm, a layered cutting method is adopted, removing 2-3mm in each layer to ensure that there are no carbonization marks on the final cutting edge.
Post-Processing And Optimization
Although laser cut PMMA edges are usually smooth, to further optimize the cut quality I usually do the following:
- Flame Polishing : Using a small blowtorch to heat the cut edge, causing the surface to melt and then re-solidify to achieve a high degree of transparency.
- Fine Sanding : Use 1000-2000 grit sandpaper to lightly sand the cut surface to remove possible minor irregularities.
- Remove Static Dust : PMMA easily attracts dust and can be treated with an anti-static spray to maintain the surface finish.
Laser cutting PMMA is very advantageous in applications requiring high-precision processing, complex shape manufacturing, and high optical transparency . However, the proper regulation of laser power, cutting speed, and auxiliary airflow is crucial. In my actual operation, appropriately reducing power, optimizing the number of scans, and post-processing methods can effectively reduce the heat-affected zone and obtain a clear, transparent, and non-scorched cutting effect . For applications with high precision requirements, such as optical lenses, precision instrument housings, or transparent parts for display, laser cutting is the best choice.
What Challenges May You Encounter When Cutting PMMA
Although PMMA has high transparency, good weather resistance and high mechanical strength , it faces multiple challenges during the cutting process due to its brittleness, low melting point (about 160°C) and easy endothermic deformation . Improper operation may cause cracking of the material, melting of the edges or rough surface , affecting the quality of the final product.
In my processing experience, reasonable selection of cutting methods, control of processing parameters and appropriate post-processing methods can effectively reduce these problems :
Cracking
PMMA is somewhat brittle, especially when the thickness is thin (<3mm) or the temperature is low , it is easy to crack due to stress concentration . Too fast feed speed or use of inappropriate tools will cause cracks to propagate and make the material scrapped.
- Symptoms : Cracks appear along the cutting line during cutting , especially when the feed speed is too fast during hand sawing or CNC machining .
- Cause Analysis :
- Improper Tool Selection : Too large a saw blade pitch ( <60TPI ) can cause uneven force on the material, leading to cracks.
- Cutting Speed Is Too Fast : During CNC processing, a feed speed exceeding 1000mm/min will produce severe impact and cause the material to break.
- Unstable Material Fixation : When cutting curves, if the PMMA sheet is not adequately fixed, vibrations may cause cracking.
- Solution:
- Use fine-tooth saw blades (≥80TPI) to reduce cutting stress and make the cutting process more stable.
- Reduce CNC feed speed to 500-800mm/min to reduce material impact while ensuring efficiency.
- Preheat the sheet (40-50°C) to reduce the brittleness of PMMA and improve its crack resistance.
Melting And Scorching
PMMA has a low melting point of about 160°C . During high-speed cutting or high-energy-density laser processing, it is easy to melt due to overheating , resulting in deformation or burning of the cutting edge.
Problem Manifestation: The cutting edge appears yellow, black, charred or partially concave , which is particularly obvious during CNC high-speed milling or laser cutting.
Cause Analysis:
- Spindle Speed Is Too High : During CNC machining , the spindle speed exceeds 25,000 RPM , and friction heat accumulates too quickly, causing the material to melt.
- The Laser Power Is Too High : During laser cutting , the power exceeds 80W , the heat-affected zone expands, and the PMMA edge is charred.
- Lack Of Cooling Means : Without air cooling or lubrication measures, the cutting heat cannot be dissipated quickly, causing local overheating.
Solution:
- Reduce the CNC spindle speed to 18000-24000 RPM and use an appropriate feed rate (500-800mm/min).
- When laser cutting, use 30W-50W power and adjust the scanning speed to 15-25mm/s to reduce the heat affected zone.
- Use air cooling or minimum quantity lubrication (MQL) to prevent cutting heat accumulation and reduce melting and coking.
Rough Edges And Surface Quality
Manual cutting or traditional saw blade processing usually leaves obvious saw marks or rough edges , affecting the transparency and visual beauty of the final product.
Symptoms: Cut edges appear jagged, rough, and opaque , especially when cut with a conventional saw blade or when a CNC tool is dull .
Cause Analysis:
- The Knife Is Not Sharp Enough : An aged or dull knife will pull at the PMMA instead of cutting it smoothly, resulting in a rough surface.
- Uneven Cutting Speed : Fluctuating or unstable feed speed may cause vibration between the tool and the material, affecting the edge quality.
- No Post-Processing : PMMA cut parts that have not been ground or polished usually have burrs or a matte effect.
Solution:
- Use 800-1500 grit sandpaper , and then use polishing paste or flame polishing to improve edge transparency.
- During CNC machining, use diamond tools or low feed rates (400-600mm/min) to improve cutting quality.
- For PMMA that requires high transparency, laser polishing technology can be used to obtain a finish close to a mirror surface.
When cutting PMMA, cracking, melting and rough edges are the most common processing challenges. To ensure the best cutting effect, I usually precisely control the cutting parameters, choose the right tool, reasonably adjust the feed speed, and take appropriate post-processing methods . By optimizing the processing plan , quality problems can be effectively reduced, and higher precision and smoother PMMA cutting results can be obtained.
Main Application Areas Of PMMA
PMMA is widely used in many industries due to its high transparency and strong weather resistance . When I was processing PMMA, I found that it is not only used for optical and decorative materials, but also plays an important role in medical, aviation, automobile manufacturing and advertising display .
The following are typical applications of PMMA in various industries:
| Industry | Typical Applications | Key Benefits |
| Optical Field | Eyeglass lenses, laser goggles, LED lenses | High light transmittance (92%), optical clarity, UV resistance |
| Advertising Display | Signs, light boxes, exhibition displays | Easy to process, various colors, strong weather resistance (no discoloration for 5-10 years) |
| Architectural Decoration | Lighting ceiling, transparent partition, acrylic bathtub | Lightweight, impact-resistant (10 times stronger than glass), easy to clean |
| Medical Devices | Dental models, medical transparent covers, dialysis devices | Non-toxic, chemical-resistant, and capable of precision machining |
| Auto Industry | Headlight housing, instrument panel cover, windshield | Lightweight, impact-resistant, high temperature resistant (up to 90-100°C) |
| Aerospace | Aviation portholes, fighter cockpit covers | High strength, UV resistance, low temperature resistance (remains tough at -50°C) |
| Home Furnishings | Furniture facings, transparent fish tanks, bathroom products | Beautiful, easy to clean, water and moisture resistant |
FAQs
Can You Cut PMMA?
Yes, PMMA can be cut in a variety of ways, depending on the thickness and precision required. In my experience, CNC machining can achieve ±0.05mm precision, which is suitable for mass production. laser cutting can achieve high finish, suitable for ≤15mm plates,table saw or band saw is suitable for 5-20mm plates, and the cutting speed is controlled at 1500-2000mm/min. If using hand tools, it is recommended to use a scriber to score 5-10 times before breaking, which is suitable for ≤5mm plates. The choice of cutting method directly affects the quality of the finished product and subsequent processing requirements.
How To Cut Poly Acrylic?
The cutting method of PMMA (also called Poly Acrylic or Acrylic) depends on the accuracy and thickness requirements. I usually use a scriber + break for thin plates (≤5mm), CNC or table saw (80TPI or above saw blade) for medium thickness (5-10mm), and laser cutting (100W or above power) is recommended for thick plates (≥10mm). When CNC processing, I will control the spindle speed to 18000-24000 RPM and the feed speed to 500-800mm/min to ensure smooth edges without cracks. Accurately selecting the cutting method can improve processing efficiency and product quality.
What Is The Best Tool To Cut Acrylic With?
Choosing the best tool for cutting PMMA depends on the processing requirements. I use CNC machining for mass production (recommended single-edge carbide tool, speed 18000-24000 RPM), and if you pursue smoothness, laser cutting (30W-100W, cutting speed 15-25mm/s) works best. For general processing, table saw/band saw (saw blade above 80TPI, 1500-2000mm/min) can provide stable cutting. If operated manually, the scoring knife is suitable for ≤5mm plates. The right choice of tools not only improves cutting accuracy, but also reduces material loss.
How To Cut Acrylic Without Cracking?
To avoid PMMA cracking during cutting, I usually choose a fine-tooth saw blade (≥80TPI) and reduce the feed speed (CNC 500-800mm/min, table saw 1500-2000mm/min). In CNC machining, the spindle speed is controlled at 18000-24000 RPM, and arc transitions are added at the corners to prevent stress concentration. High RPM cutting can cause heat build-up, so I use air cooling or minimum quantity lubrication (MQL) to keep it cool. These optimization measures can significantly reduce the risk of PMMA cracking and improve processing stability.
Conclusion
When cutting PMMA, I always pay attention to tool selection, processing parameters and post-processing to ensure cutting quality. Reasonable selection of processing methods and optimization of processes can ensure that the final product reaches the ideal quality and improve production efficiency. I hope this guide can help you better understand the PMMA cutting process, avoid detours in practical applications, improve processing efficiency , and make PMMA processing more professional and beautiful.