CNC turning is a precision machining process used to produce cylindrical, conical, and other rotational parts with high accuracy and repeatability. It is widely used for shafts, pins, bushings, threaded parts, and other components that require controlled diameters, smooth surfaces, and consistent geometry.
In this guide, we explain what CNC turning is, how it works, the main turning operations, its benefits and limitations, and where it is best used in prototypes, low-volume production, and precision engineering applications.
What Is CNC Turning?
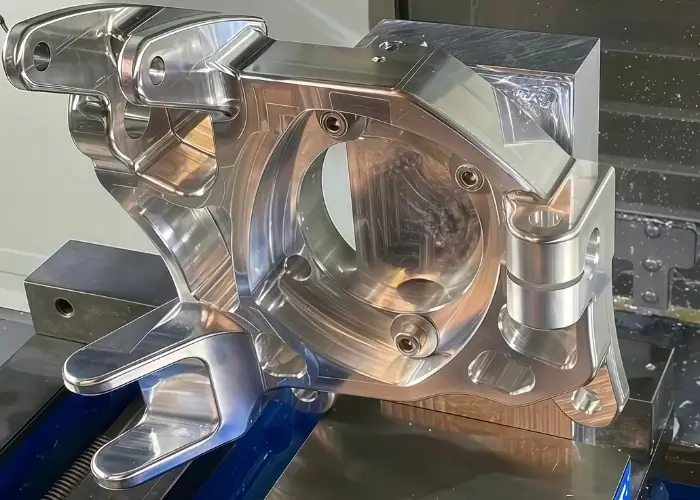
CNC turning is a subtractive manufacturing process in which a workpiece rotates while a cutting tool moves along a programmed path to remove material. The process is typically performed on a CNC lathe or turning center and is especially suitable for parts with round or rotational symmetry.
Unlike manual turning, CNC turning uses digital instructions to control spindle speed, feed rate, tool position, and machining sequence. This makes the process more stable and repeatable, especially when the part requires tight tolerances or consistent production quality across multiple pieces.
CNC turning is commonly used for both metal and plastic parts. It is especially effective when the design includes outer diameters, inner diameters, threads, grooves, tapers, or faces that must be machined accurately from bar stock or preformed blanks.

How CNC Turning Works
The CNC turning process begins by securing the workpiece in a chuck or collet on the machine spindle. Once clamped, the workpiece rotates at a controlled speed while the cutting tool approaches it from a fixed direction and removes material according to the programmed geometry.
During machining, the tool can move in different axes to generate features such as straight diameters, shoulders, tapers, grooves, holes, and threads. Because the workpiece rotates and the tool follows a precise programmed path, CNC turning is highly efficient for producing round parts with consistent dimensional control.
In many modern turning centers, additional functions such as live tooling, drilling, boring, and milling can also be integrated into the same setup. This helps reduce repositioning, improves efficiency, and allows more complex parts to be completed with fewer operations.
Common CNC Turning Operations
CNC turning includes several common operations, each used to create a specific part feature. While the basic principle remains the same, different toolpaths and cutting methods are used depending on whether the goal is to reduce diameter, machine a face, create threads, or form internal features.
These operations are often combined in a single machining cycle to produce finished components efficiently. Understanding the main turning operations helps engineers and buyers better judge whether a part is suitable for CNC turning and what kind of machining sequence may be required.
Below are some of the most common CNC turning operations used in precision manufacturing.
Straight Turning
Straight turning is one of the most basic turning operations. It is used to reduce the outer diameter of a rotating workpiece and create a straight cylindrical surface along its length. This operation is common in shafts, pins, sleeves, and many other round parts.
Because it directly controls outer diameter, straight turning is often critical in parts that require accurate fits or smooth surface finish. It is also one of the most efficient operations in CNC turning, especially when the part starts from bar stock and needs multiple diameter steps.
In practical machining, straight turning is often used early in the process to establish the main geometry of the part before additional features such as grooves, threads, or profiles are added.
Facing
Facing is used to machine the end surface of a rotating workpiece. The cutting tool moves across the face of the part to create a flat surface and control the overall part length. This operation is important for parts that require accurate end dimensions or clean reference surfaces.
A good facing operation improves both dimensional control and assembly quality. If the end face is not flat or properly machined, it can affect how the part fits against mating surfaces or how overall length is measured during inspection.
Facing is commonly performed at the beginning or end of a turning cycle. In many parts, it is used together with straight turning to establish the core size and reference geometry before more detailed features are machined.
Drilling and Boring
Drilling in CNC turning is used to create holes along the centerline of the rotating part. This is common for fittings, sleeves, hollow shafts, and other components that require through holes or pilot holes as part of the design.
Boring is used after drilling when a hole needs better dimensional accuracy, a smoother finish, or a larger controlled diameter. Compared with drilling alone, boring can improve concentricity and internal surface quality, which is important in precision engineering parts.
These operations are widely used in turned components because many rotational parts include both outer and inner features. Together, drilling and boring help CNC turning support not only external geometry but also accurate internal machining.
Threading
Threading is used to create external or internal threads on a turned part. This operation is common in connectors, fittings, valve parts, shafts, and many other components that must join with another threaded feature during assembly.
In CNC turning, threading is highly repeatable because spindle rotation and tool feed are synchronized by the program. This allows the machine to produce threads with consistent pitch and geometry, which is especially important when thread quality affects sealing, fit, or assembly reliability.
Threading can be used for both standard and custom thread forms, depending on the project requirements. In many turned parts, it is one of the final operations because it depends on the correct diameter or bore size already being established.
Grooving and Parting
Grooving is used to cut narrow channels into the outer or inner surface of a part. These grooves may serve as relief features, seal seats, retaining ring locations, or functional design elements. Accurate grooving is often important because groove width and depth can strongly affect part function.
Parting, sometimes called cutoff, is used to separate the finished part from the remaining bar stock. This is usually one of the last turning steps and must be controlled carefully to maintain part length and minimize burrs or deformation at the cutoff point.
Both grooving and parting are common in CNC turning because many cylindrical parts need local features in addition to simple diameters. These operations help complete the functional geometry of the part without moving it to another machine.
Knurling and Profiling
Knurling is used to create a patterned texture on the outer surface of a part. This is often done to improve grip or handling, especially on knobs, handles, fasteners, or adjustment components. The process forms a regular surface pattern rather than removing material in the same way as cutting operations.
Profiling is used when the outer geometry is more complex than a straight diameter or simple taper. It allows the tool to follow a programmed contour and create curved or stepped external shapes that match the required design.
These operations expand the flexibility of CNC turning by allowing both functional texture and more advanced external geometry. They are especially useful in custom components where appearance, handling, or specific contour shape matters.
What Parts Are Best Suited for CNC Turning?
CNC turning is best suited for parts with cylindrical or rotational geometry. If the design is mainly based on outer diameters, inner bores, shoulders, tapers, threads, grooves, or concentric features, turning is often one of the most efficient machining methods. This is because the rotating workpiece naturally supports accurate round features and stable cutting conditions.
Common examples include shafts, pins, bushings, sleeves, rollers, threaded connectors, fittings, spacers, and valve-related parts. These components often depend on controlled diameters, good concentricity, and smooth machined surfaces, which makes CNC turning a strong manufacturing choice in both development and production.
In general, a part is a good fit for CNC turning when most of its important features are symmetrical around a central axis. If the design depends much more on flat faces, side pockets, irregular contours, or non-rotational geometry, CNC milling or another process may be more appropriate.
Main Benefits of CNC Turning
CNC turning offers several important advantages in manufacturing, especially for rotational parts. Its main value comes from combining precision, repeatability, efficiency, and material flexibility in one machining process. For many shafts, sleeves, and other round components, it can deliver reliable results with shorter setup logic than more general-purpose machining methods.
Because the workpiece rotates and the cutting tool follows a controlled path, CNC turning is especially effective for achieving stable diameters and smooth surface finish on round parts. It is also highly repeatable in production, which helps reduce variation from one part to the next and improves inspection consistency.
Another benefit is speed for the right geometry. When the part is mainly cylindrical, turning can remove material efficiently and produce finished features in a relatively direct way. This makes it a strong option for prototypes, low-volume production, and repeat manufacturing of precision round parts.
High Precision and Tight Tolerances
One of the biggest advantages of CNC turning is its ability to produce precise rotational features. Outer diameters, inner bores, faces, shoulders, and threads can all be machined with good dimensional control, which is especially important in parts that must fit bearings, seals, housings, or mating shafts.
This level of precision is valuable not only in final production but also during development. Engineers often need turned prototypes that closely match the CAD model so they can verify assembly fit, part function, or tolerance-sensitive features. CNC turning provides a more reliable basis for that validation than loosely controlled manual machining.
For buyers and manufacturers, tighter tolerance capability means lower dimensional risk and better confidence in the finished part. In many precision industries, that is one of the strongest reasons CNC turning remains a preferred process for cylindrical components.
Strong Repeatability
CNC turning is also known for repeatability. Once the machining program, tool offsets, and setup conditions are confirmed, the same part can be produced again and again with much smaller variation than manual turning. That is particularly important in low- and medium-volume production where every piece still needs to match closely.
Repeatability matters because many round parts are used in assemblies that depend on consistent diameters, thread quality, and concentricity. A small shift in one turned feature may affect fit, sealing, rotation, or overall assembly performance. CNC control helps reduce that type of inconsistency.
This repeatability also supports better quality control and inspection planning. When production output is more stable, manufacturers can manage tolerance performance more effectively and buyers can have greater confidence in repeated supply.
Good Surface Finish
CNC turning can produce good surface finish on rotational parts, especially on outer diameters and machined faces. Because the process naturally follows a controlled rotational path, it is well suited for creating smooth cylindrical surfaces when tooling, speed, feed, and material conditions are properly managed.
A good turned finish can improve both function and post-processing efficiency. Many parts benefit directly from a smoother machined surface, while others are easier to polish, coat, plate, or anodize after turning. This can reduce the amount of additional work required before the part is ready for end use.
Surface finish is especially important in shafts, seal areas, contact surfaces, and visible machined components. In those cases, CNC turning offers a useful balance between dimensional control and surface quality.
Fast Production for Rotational Parts
CNC turning is highly efficient for parts that are mainly round. When the geometry is well suited to the process, it can produce finished features quickly because the workpiece rotation naturally supports continuous cutting along the diameter or face of the part.
This makes CNC turning especially useful for urgent prototypes, bridge production, and repeat batches of round components. Since it does not require hard tooling, it also responds well to design changes, which helps shorten development cycles and manufacturing lead times.
For many rotational parts, turning is simply a more direct process than trying to create the same geometry through less suitable machining methods. That efficiency is one of its strongest practical benefits.
Wide Material Compatibility
CNC turning supports a wide range of materials, including aluminum, steel, stainless steel, brass, titanium, copper alloys, and many plastics. This makes it useful across different engineering applications, from lightweight metal components to wear-resistant industrial parts.
Material flexibility is important because not all turned parts serve the same purpose. Some need corrosion resistance, some need strength, some need machinability, and others need low friction or lower weight. CNC turning allows engineers to choose materials based on part function instead of being limited to a narrow material range.
This also makes CNC turning valuable for both prototyping and production. A team can often machine functional parts from real engineering materials instead of relying only on substitute samples.
Limitations of CNC Turning
CNC turning is highly effective, but it is not the best solution for every part. One major limitation is geometry. The process is strongest on rotational and cylindrical components, but much less suitable for parts that depend heavily on flat surfaces, deep pockets, or irregular non-symmetrical shapes.
Another limitation is that some parts require both turning and milling features. If the design includes holes off-center, complex flats, slots, or detailed side features, the project may need additional milling operations or a turn-mill machine instead of pure turning alone. That can increase complexity and cost.
Cost efficiency also depends on quantity and part type. CNC turning is excellent for prototypes and low- to medium-volume batches, but for very high-volume production of simple parts, tooling-based methods may sometimes provide a lower unit cost once the design is stable.
CNC Turning vs CNC Milling
Although CNC turning and CNC milling are both precision machining processes, they are designed around different cutting logic and are best suited to different part geometries. Understanding how they differ helps engineers and buyers choose a process that matches the real shape, function, and manufacturing needs of the part instead of comparing them too generally.
| Comparison Area | CNC Turning | CNC Milling |
| Basic Cutting Logic | The workpiece rotates while the cutting tool moves into it along a controlled path. | The cutting tool rotates while the workpiece stays fixed or moves in a controlled position. |
| Best-Suited Geometry | Best for cylindrical, conical, and other rotational parts. | Best for flat surfaces, pockets, slots, contours, and non-rotational geometry. |
| Typical Features | Outer diameters, inner bores, tapers, threads, grooves, faces, and concentric features. | Flat faces, keyways, pockets, slots, holes, contours, and multi-face geometry. |
| Efficiency Advantage | More direct and efficient for round parts machined from bar stock. | More flexible for prismatic parts and complex external or internal features. |
| Common Part Types | Shafts, pins, bushings, sleeves, threaded fittings, rollers, and valve parts. | Brackets, housings, plates, blocks, fixtures, and parts with irregular shapes. |
| Surface and Dimensional Focus | Strong for controlled diameters, concentricity, and smooth cylindrical surfaces. | Strong for flatness, pocket geometry, contour detail, and multi-axis feature placement. |
| When It Is the Better Choice | Best when the part is mainly rotational and centered around a single axis. | Best when the part depends on flat planes, side features, or non-symmetrical geometry. |
| Real Manufacturing Use | Often used alone for round parts or as the first main process on rotational components. | Often used alone for prismatic parts or combined with turning for more complex components. |
When Should You Choose CNC Turning?
CNC turning is usually the right choice when the part is mainly rotational and the project requires accurate diameters, concentricity, threads, grooves, or smooth round surfaces. It is especially suitable when the geometry can be machined efficiently from bar stock and the key features are centered around a single axis.
It is also a strong option when precision, repeatability, and stable surface quality matter. For prototypes, bridge production, and low- to medium-volume manufacturing, CNC turning can provide reliable results without the cost and lead time of dedicated tooling. That makes it useful in both design validation and repeat supply of precision round parts.
However, if the part depends heavily on flat planes, non-symmetrical contours, pockets, or off-axis features, CNC milling or a combined turn-mill setup may be the better choice. In practical manufacturing, CNC turning should be selected when the geometry, tolerance requirements, and production goals all align with the strengths of rotational machining.
FAQs
Can CNC turning be used for prototypes as well as production parts?
Yes. CNC turning is widely used for both prototypes and low- to medium-volume production. It is especially useful when round parts need accurate diameters, repeatable geometry, and real engineering materials without the cost and delay of dedicated tooling.
What surface finish can CNC turning achieve?
CNC turning can produce a good surface finish on cylindrical features, depending on the material, tooling, machine condition, and cutting parameters. For many parts, the machined finish is already suitable for engineering use or can be further improved through polishing, coating, plating, or other secondary finishing processes.
Does every round part need only CNC turning?
No. Many round parts begin with turning, but some also require milling, cross holes, flats, slots, or other off-axis features. In those cases, the part may need secondary milling operations or a turn-mill setup instead of pure turning alone.
Is CNC turning suitable for plastic parts?
Yes. CNC turning can be used for many engineering plastics as well as metals. It is often chosen for plastic bushings, sleeves, fittings, and prototype components when accurate round geometry, good dimensional control, and realistic material behavior are required.
Conclusion
CNC turning is a precision machining process built for rotational parts that require accuracy, repeatability, and efficient production. It is especially well suited to shafts, sleeves, threaded parts, bushings, and other cylindrical components where dimensional control and surface quality matter.
At TiRapid, we provide CNC turning services for custom metal and plastic parts used in industries such as automotive, industrial equipment, electronics, medical, and aerospace, helping customers move from prototype to production with reliable machining quality.