
Plastic CNC machining not only needs to meet dimensional accuracy requirements, but the surface appearance of parts also directly affects product quality. Especially in transparent components, display products, medical equipment housings, electronic product structural parts, and high-end industrial components, factors such as surface smoothness, machining marks, burrs, scratches, and visible tool paths can directly influence the final application effect. Due to the characteristics of plastic materials, such as low hardness, poor thermal conductivity, and susceptibility to thermal deformation, problems such as rough surfaces, edge chipping, and visible machining patterns are likely to occur during processing. To improve the appearance quality after plastic CNC machining, optimization is required in multiple areas, including material selection, machining parameters, tool selection, and post-processing techniques. By reasonably adjusting the machining process, not only can the surface appearance of parts be improved, but rework can also be reduced and production efficiency can be increased.
Select Suitable Materials and Complete Pre-Machining Preparation
The appearance quality of plastic parts is closely related to the condition of the material itself. The same machining method applied to different plastic materials may produce significantly different surface results. Therefore, before CNC machining begins, it is necessary to fully understand the characteristics of the material and complete necessary preparation work to prevent material-related issues from affecting the final appearance.
Select Suitable Plastic Materials According to Product Requirements
Different plastic materials have different machining characteristics. These differences are not only reflected in cutting resistance, surface finish, and dimensional stability, but also directly affect tool selection, machining parameters, and subsequent surface treatment methods. For example, some materials are more suitable for high-speed light cutting, while others require controlled feed rates and cutting depths to avoid burrs, melted edges, or whitening on the surface. Only by fully understanding material properties can appearance quality be better controlled during machining.
Common engineering plastics include:
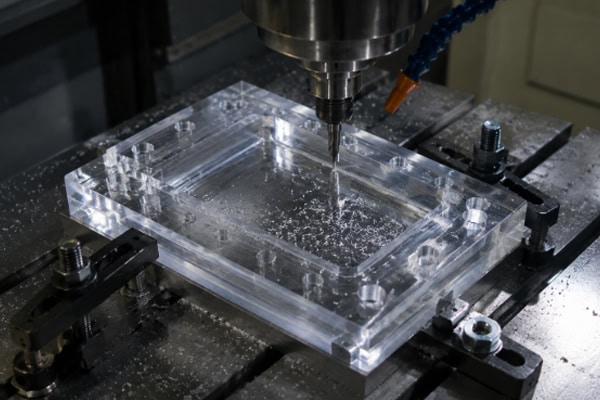
Acrylic (PMMA): High transparency, suitable for display products and optical components;
PC: Good toughness, but prone to stress generation during machining;
POM: Good dimensional stability, suitable for precision mechanical parts;
PA Nylon: Excellent wear resistance, but dimensions may change after moisture absorption;
PEEK: Strong high-temperature resistance, suitable for high-end industrial applications.
If the material selection is inappropriate, surface quality problems may still occur even when machining parameters are correct. For example, transparent acrylic parts may develop whitening, cracks, or cloudy areas after machining if the material contains internal impurities or stress. Nylon materials may experience surface roughness and dimensional changes after machining if they absorb excessive moisture. Therefore, when pursuing good appearance quality, it is necessary to select suitable materials based on product application, transparency requirements, surface treatment needs, and machining difficulty.
Inspect and Prepare Materials Before Machining
Plastic materials require a comprehensive condition inspection before machining. It is not enough to check only whether the appearance is intact. The material should also be inspected for warping, scratches, bubbles, impurities, moisture absorption, and internal stress. For transparent parts or high-precision components, material condition is especially important because even small defects may be amplified during CNC machining, ultimately affecting surface quality and dimensional stability.
Inspection items include:
- Whether the material surface has scratches;
- Whether the sheet is deformed;
- Whether internal bubbles exist;
- Whether obvious stress is present.
For some high-demand plastic components, annealing treatment may also be required. Annealing can reduce residual internal stress and make machining more stable. For example, thick acrylic sheets may develop surface cracks after deep milling if they are machined directly without stress relief because internal stress is released during processing. Proper preparation before machining can reduce quality problems during production and improve final surface consistency.

Optimize CNC Machining Parameters to Improve Surface Quality
Machining parameters are one of the key factors affecting the appearance quality of plastic parts. Many surface defects are not caused by the material itself but by unstable cutting conditions during machining. Therefore, machining speed, feed method, and cutting depth should be adjusted according to different plastic characteristics to ensure smooth and stable cutting.
Reasonably Control Spindle Speed and Feed Rate
During plastic machining, spindle speed and feed rate need to be coordinated according to material properties, tool condition, and cutting depth. Only when these two factors are properly matched can the cutting process remain stable and problems such as friction heat, tool sticking, and surface roughness be reduced.
If:
- The spindle speed is too low, cutting efficiency decreases and obvious tool marks may appear on the surface;
- The spindle speed is too high, friction heat increases and may cause material melting;
- The feed rate is too fast, surface roughness may increase;
- The feed rate is too slow, friction time increases.
For example, when machining acrylic, improper cutting speed settings may cause burrs or whitening along the edges of the part. By adjusting spindle speed and feed parameters, the tool can maintain stable cutting conditions, resulting in smoother machining surfaces.
Use Reasonable Cutting Depth to Reduce Surface Damage
Plastic materials are generally not suitable for removing large amounts of material in a single pass because plastics have relatively low hardness, are prone to softening when heated, and are more affected by tool pressure and friction heat during cutting. If an excessive cutting amount is used, it not only increases machining load but may also cause surface roughness, edge chipping, dimensional deviation, and even material deformation. Therefore, in plastic CNC machining, it is usually more suitable to gradually remove material through layered and step-by-step machining methods to ensure a more stable process and achieve better surface quality and dimensional accuracy.
If the cutting depth is too large:
- Cutting force increases;
- The part is more likely to vibrate;
- Surface waviness may appear.
Complex structural parts especially require staged machining:
- Rough machining quickly removes excess material;
- Semi-finishing improves dimensions;
- Finishing improves surface quality.
Although this method may increase some machining time and process steps, it can significantly reduce surface tool marks, minimize machining traces, and greatly improve the final surface appearance, making the parts smoother, more refined, and more consistent.
Control Cutting Temperature During Machining
The thermal conductivity of plastic materials is generally much lower than that of metals, which means that the heat generated in the cutting area during CNC machining cannot be transferred and dissipated as quickly as it can in metals. If heat accumulates for a long time at the contact area between the tool and the workpiece, the local material temperature may rise, resulting in softening, tool sticking, surface whitening, and even slight deformation. Temperature control becomes especially important during high-speed cutting or long continuous machining operations.
Excessive temperature may cause:
- Surface softening;
- Material sticking to the tool;
- Burn marks on the surface.
Improvement methods include:
- Using compressed air to assist heat removal;
- Improving tool sharpness;
- Reducing unnecessary friction.
Maintaining a stable machining temperature is an important measure for improving plastic surface quality. Since plastic materials have poor thermal conductivity, the heat generated during cutting is not easily dissipated. If temperature control is improper, problems such as material softening, tool sticking, edge whitening, and localized burn marks may occur. Therefore, during actual machining, methods such as compressed air cooling, proper cutting parameter selection, maintaining sharp tools, and reducing unnecessary friction should be used to keep the machining process within a stable temperature range. Only in this way can thermal deformation risks be effectively reduced, allowing plastic parts to achieve smoother surfaces and improved overall appearance quality.
Select Suitable Tools and Machining Methods to Improve Surface Quality
The tool directly contacts the plastic material, and its condition, structure, and cutting edge quality directly affect the final appearance of the machined surface. Compared with metal machining, plastics have lower hardness, poorer thermal conductivity, and are more affected by friction heat and extrusion forces during cutting. Therefore, plastic machining requires higher tool sharpness, chip removal capability, and cutting stability. If the tool edge is not sharp enough or the tool structure is unsuitable for plastic machining, problems such as obvious tool marks, burrs, pulling marks, local whitening, melted edges, and chipping may occur.
Use Tools Suitable for Plastic Machining
Plastic machining usually uses tools with sharp cutting edges, low cutting resistance, and good chip evacuation performance. These tools can reduce material squeezing and friction during cutting, thereby lowering heat generation, reducing burr formation, and creating smoother machining surfaces.
Common choices include:
- Single-flute end mills;
- Double-flute end mills;
- Polishing tools;
- Diamond tools.
Sharp tools can effectively reduce material compression and pulling during cutting, lowering the probability of burrs, tearing, and surface scratches. This results in smoother cutting surfaces, more uniform machining patterns, and improved overall appearance quality of plastic components.
If worn tools are used:
- Cutting resistance increases;
- Surface burrs are more likely to appear;
- Machining marks become more obvious.
Especially when machining transparent plastics, tool condition has a significant impact on final appearance. Tool wear, insufficient sharpness, or improper cutting angles can directly cause surface haze, deeper tool marks, edge burrs, and even reduced transparency and overall visual quality.
Optimize Toolpath Design to Reduce Machining Marks
A reasonable toolpath design can effectively reduce repeated cutting on the same surface area, preventing accumulated tool marks, local over-cutting, and increased surface roughness. By optimizing entry and exit movements, reducing unnecessary air cutting, and maintaining continuous and smooth cutting paths, plastic parts can achieve more uniform and refined surfaces with better appearance quality.
Important considerations include:
- Avoid frequent tool stopping;
- Reduce repeated passes over the same area;
- Optimize tool entry and exit methods.
For curved parts, continuous machining paths can be used to make surface patterns more uniform while reducing tool pauses and repeated cutting at corners. This helps prevent obvious machining traces in transition areas. If the toolpath design is unreasonable, visible step marks may appear, affecting product appearance and making curved surfaces look less smooth.
Reduce Machining Vibration to Improve Surface Consistency
During plastic CNC machining, vibration is one of the common factors affecting appearance quality. Even when dimensional requirements are satisfied, slight vibration may leave noticeable marks on the surface.
Machining vibration may cause:
- Surface waviness;
- Uneven tool marks;
- Edge chipping.
Improvement methods include:
- Improving workpiece fixation stability;
- Shortening tool overhang length;
- Reducing excessive cutting loads.
A stable machining condition allows plastic parts to achieve more uniform surface quality and reduces differences caused by vibration, tool deflection, or interrupted cutting. This not only improves surface smoothness and refinement but also enhances overall appearance consistency, making finished products look more precise and suitable for high-quality manufacturing requirements.
Use Post-Processing Techniques to Improve Final Appearance
Even when CNC machining parameters have been optimized, some plastic parts still require additional post-processing to further improve appearance. Especially for high-transparency parts, decorative components, and precision products, proper post-processing can eliminate machining marks and enhance product quality.
Deburring to Improve Edge Quality
After CNC machining, plastic parts may have small burrs, flash, or irregular material residues along the edges. These defects directly affect appearance cleanliness and assembly performance. Especially for products requiring high edge accuracy and surface quality, untreated burrs not only reduce overall appearance but may also cause scratches, interference, or poor assembly during later use.
Common treatment methods: Manual deburring; Precision edge trimming; Ultrasonic cleaning.
Removing burrs not only improves appearance but also prevents assembly interference and reduces edge scratches and potential safety issues during use. For precision components, deburring force must be carefully controlled to avoid affecting dimensions while maintaining complete and consistent edges.
Polishing to Improve Surface Gloss
Polishing is an important method for improving plastic appearance. Through polishing, CNC machining tool marks, small scratches, and rough surface textures can be reduced, making the surface smoother and more refined. In some cases, polishing can even achieve a mirror-like or high-gloss finish. Different parts can choose mechanical polishing, flame polishing, or chemical polishing according to actual requirements. However, the polishing force and temperature must be carefully controlled to prevent deformation, whitening, or dimensional changes caused by improper treatment.
Common methods include: Mechanical polishing; Flame polishing; Chemical polishing.
For example, after acrylic machining, gradually sanding with multiple grades of abrasive paper and then applying polishing compounds can achieve an effect close to transparent glass, creating a clearer and smoother surface. However, during polishing, temperature and pressure must be strictly controlled. Otherwise, the material may become white, deform, or experience reduced dimensional accuracy due to excessive heat.
Surface Treatments to Enhance Product Appearance
After CNC machining, plastic parts often require additional surface treatments to improve visual quality and meet different application requirements.
Some plastic products also use: Sandblasting; Painting; Laser marking; Silk screening.
These processes can change the surface appearance of parts, improve visual quality, and make the product’s texture, gloss, and details better match design requirements. Different products require different surface treatments to avoid affecting material performance. For example, transparent parts are more suitable for polishing, while functional parts focus more on wear resistance and dimensional stability.
Common Questions
Can the surface of plastic parts after CNC machining be improved if it is not smooth?
In most cases, it can be improved. If the problem is only obvious tool marks, rough surfaces, or slight edge burrs, optimization can be achieved by adjusting machining parameters, replacing tools, or adding polishing processes. However, if the surface already has burn marks, cracks, or material deformation, it is necessary to reanalyze the machining causes and remake the parts if required. Therefore, sample testing before mass production is very important because it allows machining parameters and surface treatment methods to be confirmed in advance.
Conclusion
The appearance quality of plastic parts after CNC machining is affected by multiple factors, including materials, equipment, tools, machining parameters, and post-processing methods. Achieving good surface appearance does not rely only on final polishing; instead, it requires proper planning from the beginning of the machining process. Selecting suitable materials, optimizing cutting parameters, using professional tools, and combining appropriate surface treatment methods can significantly improve the appearance performance of plastic components. For transparent acrylic parts, high-precision engineering plastic components, and industrial products with strict appearance requirements, a stable machining process can reduce surface defects, improve product quality, and ensure that CNC machining not only meets dimensional requirements but also achieves better visual results.



















