
RA and RZ are two common surface roughness parameters used in machining, inspection, and engineering drawings. Although both describe surface texture, they do not measure the same aspect of the profile, which is why they should not be treated as interchangeable in manufacturing or quality control.
In this guide, we explain what RA and RZ mean, how they differ, how they are measured, and when each parameter is more useful. The goal is to help engineers, buyers, and manufacturers choose the right roughness parameter for machining, inspection, and surface finish requirements.
What Is Surface Roughness?
Surface roughness refers to the small irregularities left on a material surface after manufacturing. These fine peaks and valleys are created by machining, grinding, polishing, blasting, and other production processes. Even when a part looks smooth to the eye, it still has a measurable surface texture that can affect how the part performs in actual use.
In engineering, surface roughness matters because surface condition is not only about appearance. It can influence friction, wear, sealing ability, lubrication behavior, fatigue performance, and contact quality between mating parts. A surface that looks acceptable visually may still create functional problems if its roughness level does not match the needs of the application.
That is why roughness parameters such as RA and RZ are used on drawings and inspection reports. They turn surface texture into measurable data rather than subjective description. Instead of calling a surface “smooth” or “rough” in a general way, engineers can specify a controlled roughness target that supports machining, quality control, and product performance.
What Is RA?
RA stands for arithmetic average roughness. It is one of the most commonly used surface roughness parameters in engineering and manufacturing because it provides a general numerical description of the overall surface texture. In simple terms, RA represents the average of the absolute deviations of the surface profile from the mean line over a measured length.
Because RA is based on an averaging method, it gives a broad view of surface finish rather than focusing on the most extreme peaks and valleys. This makes it useful when the goal is to describe general surface quality in a consistent and widely recognized way. For that reason, RA is often the default roughness parameter shown on engineering drawings and machining specifications.
In practical use, RA works well for many common manufacturing applications where an overall finish target is more important than isolated surface extremes. However, because it is an average value, it may not fully describe surfaces where deep valleys or high peaks have a strong effect on function. That is one reason engineers also use parameters such as RZ when surface profile extremes matter more.
What Is RZ?
RZ is a surface roughness parameter that focuses more directly on peak-to-valley variation within the measured profile. While definitions may vary slightly depending on the standard being used, RZ is generally associated with the vertical distance between higher peaks and lower valleys across the sampling length. This makes it more sensitive to pronounced surface irregularities than RA.
Because RZ highlights more extreme profile features, it can provide useful information when local surface variation matters functionally. A surface may have an acceptable average roughness value while still containing peaks or valleys that create sealing, contact, or wear problems. In such cases, RZ can reveal details that RA may smooth out through averaging.
In engineering and inspection, RZ is often more meaningful when the application is sensitive to profile extremes rather than general finish quality alone. It is commonly considered for sealing surfaces, sliding contact areas, and other parts where local roughness behavior may have a strong effect on performance. That is why RA and RZ are related, but not interchangeable.
RA and RZ: The Main Difference
Although RA and RZ are often mentioned together on drawings and inspection reports, the difference between them is more than a simple change in roughness notation. They describe the surface profile from different perspectives, and that difference affects how engineers interpret finish quality, specify requirements, and judge whether a surface is truly suitable for function.
Difference in What They Measure
Although RA and RZ are both used to describe surface roughness, they focus on different aspects of the profile. RA is based on the average deviation of the surface from the mean line, so it gives a general numerical picture of the overall roughness level. RZ, by contrast, places more attention on the height difference between peaks and valleys within the measured section.
This means the two parameters do not describe a surface in the same way. RA smooths the profile into an average value, which is useful for general finish control. RZ is more sensitive to pronounced irregularities, which makes it better at showing whether a surface contains more extreme local variation.
Because of this difference, two surfaces can appear similar in one parameter and still look quite different in the other. A surface may have an acceptable RA value while still showing peaks or valleys that are large enough to affect contact, sealing, or wear. That is one reason engineers need to understand what each parameter is actually measuring before choosing which one to specify.
Difference in Practical Interpretation
In practical engineering work, RA is often used when the goal is to control general surface finish quality. It is widely accepted, easy to communicate, and common on machining drawings, which makes it useful for many routine manufacturing requirements. When engineers want a broad description of finish level, RA is usually the more familiar parameter.
RZ becomes more useful when local surface extremes matter functionally. If the part includes sealing surfaces, sliding contact areas, or features where deeper valleys or higher peaks can affect performance, RZ can provide more relevant information than an average value alone. In these cases, the profile extremes may matter more than the overall roughness average.
This is why RA and RZ should not be interpreted as simple alternatives. One is often more suitable for describing general finish quality, while the other can better reflect the kind of local profile behavior that influences real part function. The correct choice depends on what the surface actually needs to do in service.
Why They Are Not Interchangeable
RA and RZ are related, but they are not directly interchangeable because they are based on different ways of describing the same surface. RA averages the surface profile, while RZ focuses more on peak-to-valley characteristics. Since they emphasize different profile behavior, there is no universal fixed ratio that reliably converts one parameter into the other.
In manufacturing, people sometimes try to estimate RZ from RA using rough approximations, but those relationships depend heavily on process type, material, surface pattern, and measurement standard. A turned surface, a ground surface, and a polished surface may all show different RA-to-RZ relationships even when the average finish looks similar.
That is why replacing RA with RZ, or RZ with RA, without review can create specification errors. A drawing may appear to call for the same finish quality, but the actual inspection result and functional performance may change depending on which parameter is used. For engineering accuracy, the correct parameter should be selected intentionally rather than converted casually.
How Are RA and RZ Measured?
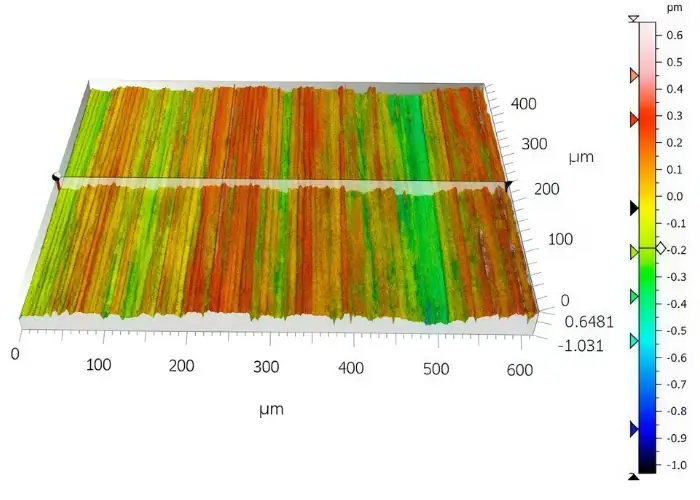
RA and RZ are typically measured using surface roughness testers or profilometers. These instruments trace the surface profile over a defined length and calculate roughness values based on the recorded shape. Depending on the system, measurement may be performed with a contact stylus or with a non-contact optical method.
In many production settings, contact profilometers are commonly used because they provide direct profile data and are suitable for a wide range of machined surfaces. Optical systems may be preferred for delicate surfaces, very fine features, or applications where non-contact inspection is more practical. In both cases, the goal is to capture enough profile information to calculate the required roughness parameter correctly.
Measurement conditions also matter. Sampling length, cutoff settings, evaluation standard, and instrument type can all influence the reported result. That is why RA and RZ values should not be interpreted without considering how they were measured. In engineering inspection, the measurement method is part of the result, not something separate from it.
Why the Difference Between RA and RZ Matters?
The difference between RA and RZ matters because surface performance is not always determined by an average value alone. In some applications, a general finish target is enough to describe the required surface quality. In others, local peaks and valleys have a much stronger influence on how the part seals, slides, wears, or contacts another surface during service.
This becomes especially important when surface condition directly affects function. A part may appear acceptable if only the average roughness is considered, yet still perform poorly if the profile contains deeper valleys or higher peaks than the application can tolerate. In sealing surfaces, sliding interfaces, and fatigue-sensitive areas, those local extremes can matter just as much as the overall finish level.
That is why choosing the correct roughness parameter is an engineering decision, not just a measurement preference. If the wrong parameter is specified, the drawing may not fully describe what the surface must actually do. Good surface control depends on matching the parameter to the function of the part, not simply selecting the roughness value that is most familiar.
RA vs RZ in Machining and Surface Finish Control
In real production, the choice between RA and RZ is closely tied to how the surface is created and what the finished part must do in service. Machining method, finishing process, and functional requirement can all change which parameter is more useful. Looking at them in manufacturing context makes the difference much more practical and easier to apply.
In CNC Machining
In CNC machining, surface roughness is affected by cutting speed, feed rate, tool geometry, tool condition, vibration, and material behavior. Because these variables influence the final profile, roughness control is not only about selecting a target number. It is also about understanding how the machining process creates surface texture in the first place.
RA is often used in CNC machining because it provides a practical and widely recognized finish target for general production work. It works well when the goal is to communicate overall surface quality in a simple and consistent way. For many machined parts, that is enough to support drawing requirements, quality checks, and supplier communication.
RZ becomes more useful when the function of the part is more sensitive to profile extremes. If the machined surface will seal, slide, or carry contact loads, local peaks and valleys may affect performance more than the average finish value. In those cases, RZ can provide additional insight into whether the machined profile is truly suitable for service.
In Surface Treatment and Finishing
Surface treatment and finishing processes can change roughness in very different ways. Grinding, polishing, turning, milling, blasting, and other finishing methods do not create the same profile shape, even when the surface appears visually similar. That is why the relationship between RA and RZ can change depending on how the surface was produced.
For example, one process may create a relatively uniform texture, while another leaves a profile with more pronounced local peaks and valleys. In both cases, the average roughness may look similar, but the functional surface behavior may not be the same. This is one reason why the same RA value does not always imply the same RZ value, or the same performance in use.
In practical surface finish control, engineers should think about the production method together with the roughness parameter. A finish requirement is only meaningful when it reflects both how the surface was created and how the part is expected to work. That is why process type, inspection method, and functional need all matter when specifying RA or RZ.
When Should You Use RA?
RA is usually the better choice when the goal is to define general surface finish quality in a simple and widely accepted way. It is commonly used on engineering drawings, machining specifications, and inspection reports because it gives a broad description of the overall roughness level. For many routine manufacturing applications, that makes RA practical and easy to communicate.
It is especially suitable when the part function depends more on the overall finish condition than on isolated peaks and valleys. General machined surfaces, common structural parts, cosmetic surfaces, and many non-critical contact areas are often specified with RA because the average roughness is enough to describe the required surface quality.
RA is also useful when comparability and standard communication matter. Since it is widely recognized across manufacturing and inspection environments, it helps engineers, buyers, and suppliers align more easily on finish expectations. However, it should not automatically be used in every case if local profile extremes are functionally important.
When Should You Use RZ?
RZ is usually the better choice when local peaks and valleys have a direct effect on part function. Unlike RA, which gives an overall average, RZ is more sensitive to the vertical extremes of the profile. That makes it more useful when the application depends on how pronounced the surface highs and lows are rather than on the general finish level alone.
This is especially important for sealing surfaces, sliding contact areas, and other functional interfaces where local irregularities can influence leakage, wear, friction, or contact quality. A surface may show an acceptable RA value and still contain peaks or valleys that are too large for the application. In that kind of situation, RZ can provide a more functionally meaningful picture of the surface condition.
RZ is also useful when engineers want to control the risk created by profile extremes instead of only describing average roughness. For that reason, it is often more appropriate for surfaces where local height variation matters more than broad finish appearance. When the surface must perform reliably under contact, sealing, or repeated motion, RZ may be the more informative parameter.
FAQs
Can RA be converted to RZ?
Not reliably in a universal way. In practice, people sometimes use rough approximations, but the relationship between RA and RZ depends on the material, machining process, surface pattern, and measurement standard. That means one conversion rule may seem to work for one surface and fail completely for another.
Can two surfaces have the same RA but different RZ?
Yes. Two surfaces may have a similar average roughness value while showing very different peak-to-valley behavior. This is one of the main reasons RA and RZ are not interchangeable. A surface can look acceptable in terms of average finish and still behave differently in sealing, sliding, or wear-related applications.
Which is more useful for sealing surfaces, RA or RZ?
In many sealing applications, RZ can be more informative because local peaks and valleys may affect how well the surface contacts and seals. RA is still useful for general finish control, but if the sealing function is sensitive to profile extremes, RZ may give a better picture of the surface behavior that actually matters in use.
What is the most common mistake when calling out RA and RZ on drawings?
One common mistake is assuming that RA and RZ can be swapped without changing the real surface requirement. Another is selecting the parameter out of habit instead of based on function, process, or inspection need. A drawing callout should describe the surface behavior that actually matters to the part, not just use the roughness term that feels more familiar.
Conclusion
RA and RZ both describe surface roughness, but they do not describe it in the same way. RA is better for representing overall average surface finish, while RZ is more useful when local peak-to-valley variation affects function. The right choice depends on how the surface is made, how it is measured, and what the part needs to do in service.
At TiRapid, we provide precision CNC machining services for custom metal and plastic parts, helping customers control surface finish, machining quality, and functional performance for demanding engineering applications.



















