
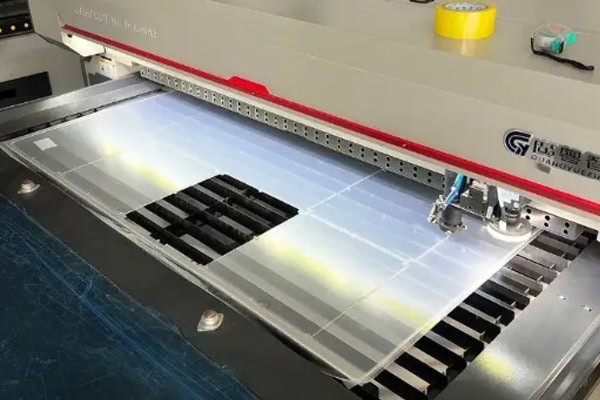
In the CNC machining of plastics, equipment vibration is one of the most significant issues affecting machining quality. Many factories encounter problems such as obvious tool marks, increased edge burrs, unstable dimensions, rough surfaces, and even workpiece deformation when machining plastic parts. These problems are often related to machining vibration. This is especially true when machining thin-walled plastic parts, deep-cavity structural parts, long parts, or high-precision parts, where vibration becomes more pronounced. Compared to metals, plastic materials have lower rigidity and soften easily when heated, making them more prone to resonance due to changes in cutting forces during the cutting process. If vibration persists, it not only affects the surface quality of the parts but also accelerates tool wear, reduces dimensional accuracy, and in severe cases, can even lead to part scrap.
Why is vibration common in CNC machining of plastics?
What is machining vibration?
Simply put, machining vibration is the unstable oscillation of the tool, workpiece, or machine tool during the cutting process. This oscillation may originate from spindle rotation, changes in tool cutting force, uneven workpiece stress, or machine tool structural resonance.
In plastics processing, vibration typically manifests as:
Regular tool marks on the surface
Bursting or chipping at the edges
Instantaneous hole dimensions
Localized overheating of the workpiece
Noticeable abnormal noises during processing.
While these problems may seem like surface phenomena, they are fundamentally related to dynamic instability during the cutting process.
Why is plastic more prone to vibration than metal?
One of the biggest differences between plastic and metal is the lower rigidity of the materials. Under cutting forces, plastic is more prone to elastic deformation, so even slight changes in cutting force can cause minor wobbling of the workpiece. Simultaneously, many plastic materials have poor thermal conductivity, making it difficult for processing heat to dissipate quickly. When localized temperatures rise, the material softens slightly, further reducing stability and resulting in more noticeable vibration. This problem is particularly pronounced during high-speed processing.
Vibration affects not only appearance but also overall processing quality
Many people think vibration is just about “louder noise” or “a less attractive surface,” but it directly impacts the overall quality of the part.
For example:
Vibration can cause toolpath deviation, leading to dimensional errors;
Continuous vibration increases tool wear;
Repeated stress on the workpiece may cause localized cracking;
High-precision assemblies may fail to fit due to vibration.
Therefore, vibration is not only a matter of machining experience, but also a matter of precision and stability.
How to reduce vibration in plastic machining step by step?
Identify the source of vibration
The first step in solving vibration problems is not to immediately adjust parameters, but to first identify where the vibration is coming from. Different causes require completely different solutions. Common sources of vibration include: spindle bearing wear, excessive tool extension, unstable workpiece clamping, unreasonable parameter settings, severe tool wear, and excessive changes in toolpath. Blindly adjusting without first finding the true cause often has limited effect.
Check the stability of the machine tool and fixture
Although the cutting load in plastic machining is not as high as that in metal machining, the requirements for stability are actually not low. If the machine tool guideways are loose, the spindle clearance is too large, or the fixture support is insufficient, vibration problems can easily be amplified. Therefore, before formal machining, it is usually necessary to check: whether the spindle runs smoothly, whether the tool holder is securely locked, whether the fixture is loose, and whether the workpiece support is sufficient. Especially for large sheet metal or thin-walled parts, if the overhang area in the middle is too large, it is easy for vibration to occur during machining.
Optimize machining sequence and toolpath
Many vibrations in plastic machining are actually caused by an unreasonable toolpath. For example, sudden large depths of cut, sharp turns, or continuous heavy cutting in certain areas will cause instantaneous changes in cutting force. Therefore, during machining, layered cutting, rounded transitions, smooth toolpaths, and gradual feed and retraction are usually adopted. This makes the changes in cutting force more stable, thereby reducing resonance.
Gradually adjust parameters through trial cuts
Many types of plastic materials have different sensitivities to vibration. Therefore, most factories will gradually optimize parameters through trial cuts. For example: first reduce the depth of cut to observe the effect, then adjust the feed rate, and finally fine-tune the spindle speed. By continuously comparing surface quality and sound conditions, a more stable machining range can be found.
Methods to Reduce Vibration in Plastic Machining
Shorter Tool Overhang for Greater Stability
The longer the tool overhang, the lower its rigidity, making it more prone to wobbling during cutting. Therefore, while meeting the required machining depth, the tool overhang is usually minimized. Especially in deep-cavity plastic parts machining, excessively long tools can easily resonate, resulting in noticeable tool marks on the surface. Therefore, selecting the appropriate tool length is one of the most direct ways to reduce vibration.
Tool Sharpness Directly Affects Vibration
Plastic machining heavily relies on tool sharpness. The duller the tool, the greater the cutting resistance, and the more likely it is to create “squeeze” rather than “cut” between the tool and the material. This not only increases vibration but also leads to: material overheating, surface whitening, increased burrs, and more noticeable tool marks. Therefore, many plastic processing plants check tool condition more frequently and replace worn tools promptly.
Parameters Should Not Be Pursued Simply for High Speed
Many people believe that increasing spindle speed and feed rate will improve efficiency, but in plastic machining, overly aggressive parameters can actually worsen vibration. For example, excessively high spindle speeds can lead to heat buildup; excessive depth of cut can cause a sudden increase in cutting force; and unstable feed rates can create periodic resonance. Therefore, plastic machining emphasizes “stable cutting” rather than simply high-speed cutting.
More adequate workpiece support leads to greater stability
Plastic workpieces inherently have low rigidity, making fixture design crucial. If the workpiece’s overhang area is too large, it’s prone to vibration following the tool during machining. Therefore, high-precision plastic machining typically employs: vacuum suction fixtures, multi-point support structures, flexible pressure plates, and auxiliary positioning blocks. The goal is to ensure more even stress distribution on the workpiece during machining.
Why do different plastics exhibit different vibration characteristics?
POM Plastic Material
POM is an engineering plastic with good machinability. It’s less prone to severe burrs and continuous stringing during machining, resulting in relatively less vibration. It’s suitable for machining high-precision structural parts and automated equipment components, and is one of the preferred plastic materials for many factories.
ABS Plastic Material
While ABS is easy to machine, it’s prone to slight softening due to localized heating during high-speed cutting. Once the material softens, cutting stability decreases, exacerbating vibration. Therefore, chip removal and cooling are usually prioritized when machining ABS.
PC Material
PC has high toughness, but its cutting resistance fluctuates significantly. If the cutting tool is not sharp enough or the parameters change too much, continuous vibration and stringing can easily occur. Therefore, PC machining usually requires a smoother toolpath and more stable cutting parameters.
High-Performance Engineering Plastics
High-performance engineering plastics such as PEEK, while having good stability, have higher cutting loads and require higher machine tool rigidity. If the equipment stability is insufficient, even with excellent material properties, vibration problems may occur.
Common Problems
Why are some factories very quiet when machining plastics, while others experience significant vibration?
This is mainly related to equipment condition, tool management, fixture design, and machining experience. Experienced factories usually optimize toolpaths in advance, select appropriate tool lengths, and control cutting parameters, resulting in a smoother machining process. While some factories may have similar equipment parameters, if the tools are severely worn, the fixture support is insufficient, or the program is unreasonable, significant vibration can easily occur. Therefore, the real competition in plastic CNC machining is not just about equipment price, but about overall process control capabilities.
In conclusion
Vibration during CNC machining of plastics is a very typical machining problem, but it cannot be solved simply by “reducing the speed.” Vibration is often related to equipment condition, tool length, clamping method, cutting parameters, and material properties. Instability in any one of these aspects can lead to resonance throughout the machining process. Therefore, the truly effective approach is to optimize the entire machining flow. This includes making the tool shorter and sharper, ensuring more stable fixture support, and smoothing the toolpath, while avoiding overly aggressive parameters. This not only reduces vibration but also improves surface quality, dimensional stability, and tool life. For plastic CNC machining, “stable machining” is often more important than “high-speed machining.” Only when the machining process is stable can the part quality truly be stable, resulting in better batch consistency.



















