
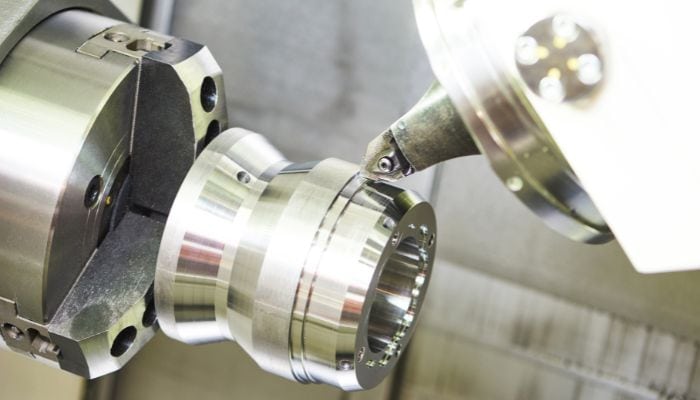
In grooving machining, an operator uses a CNC lathe to cut a long/narrow indentation called a groove into a workpiece. These CNC grooves are functional. However, they can have aesthetic purposes.
Grooving machining is versatile and has a wide application in part manufacturing. This article guides on everything grooving as it will explain the process in detail. These include the mechanism, grooving tools used today, and how to improve the machining operation.
What is Grooving Machining
Grooving is a precision machining that creates narrow and sharp linear recesses in a workpiece interior or exterior. These cuts are blind and do not separate the parts. Furthermore, the groove shape and size depend on the grooving tool.
Grooving creates special features on a workpiece for decorative or functional purposes. Functional purposes include providing a precise fit for circlips, seals, and O-rings. Additionally, grooving can be a step before parting or cutting off operations.

Types of Grooving Machining Tools Today
There are different types of modern grooving tools available. You can classify them either based on the material makeup or their functions.
Grooving Tools Based on Material
The types of grooving tools based on their material makeup are:
● High-Speed Steel Grooving Tools
High-speed steel grooving tools are popular because of their hardness, heat, and abrasion resistance properties. It contains a unique blend of tungsten, iron, chromium, molybdenum, carbon, and cobalt. These tools can last for years if you properly maintain them.
● Carbide Grooving Tools
These tools can create grooves in hard metals like cast iron, chromium, and steel. Their speed and longevity are second to none. Hence, they are ideal for industries with tight and strict tolerances. Overall, they boost productivity and reduce production costs.
● Polycrystalline Diamond Grooving Tools
A polycrystalline diamond grooving tool is compatible with nonferrous metals and composite materials. It has diamond particles molded using metallic binding agents at a high temperature and pressure. Polycrystalline diamond grooving tools are wear and abrasion-resistant.
Grooving Tools Based on Operation
One can also classify grooving tools based on how they function. Three main types based on operations include:
● Face Grooving Tools
As the name implies, these tools move along the face of a flat workpiece. They have a narrow and sharp tip over the part’s midline. Face grooving tools can either have a single or double cutting tip. They are compatible with metals like cast iron, stainless steel, and aluminum.
● Outer Diameter Grooving Tools
These grooving tools work on the workpiece’s external surface. They perform best when it is just below the midline. Outer-diameter grooving tools are versatile and come in various shapes and sizes. Additionally, they are suitable for many grooving operations and leave an excellent finish.
● Inner Diameter Grooving Tools
Inner-diameter grooving tools create grooves on the internal diameter of a part. They are accurate and repeatable due to lower vibration. To work optimally, place the tool slightly above the midline.
Common Grooving Machining Techniques
There are different types of grooving machining techniques depending on the position of the grooves relative to the part. This section talks about the techniques.
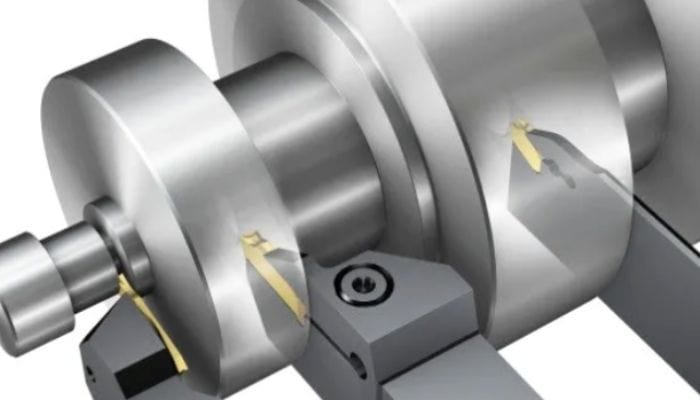
External Grooving
External grooving involves cutting recesses or shoulders on the workpiece’s outer surface. Here, the grooving tool moves spirally to remove excess material from the cutting point.
External grooving is suitable for making wide grooves on shafts. However, it is a time-consuming process that requires engineers to take proper precautions to prevent chip jamming. There are four main types of external grooving;
● Single cut grooving
Single-cut grooving is a productive external grooving technique that uses the grooving tool to make a single straight cut on the part. It has applications in the mass production of parts, and in such a process, a tailored insert ensures a high-quality surface finish.
● Multiple grooving
This type involves creating multiple wide grooves. Usually, the depth of the grooves is greater than the width. It is applicable for pipe-fitting connectors such as flanges.
● Plunge turning
Plunge turning is also suitable for creating wide grooves. However, it is the technique of choice when the width of the groove is greater than the depth.
● Ramping
In ramping, the grooving tool moves simultaneously along a workpiece in axial and radial motions. These motions help the tool to maneuver complex contours seamlessly.
Internal Grooving
Internal grooving uses tools to cut grooves into the workpiece’s internal diameter of a part. It works mainly with the inner spaces of cylindrical parts such as hydraulic system components.
Internal grooving is versatile and can create straightforward internal features to more complex undercuts. However, the heat buildup and chip evacuation difficulties are a few disadvantages of the process. You can avoid them using a coolant and a tool that aids better chip evacuation.
Straight Turning
Straight turning involves making linear grooves on the surface of a cylindrical part. To carry out this process seamlessly, move the tool longitudinally in a uniform motion to remove material from the workpiece gradually. Straight turning ensures no significant variation in the diameter along the length of a part.
Face Grooving
In face grooving, the recess is along the workpiece’s axis. This technique can create grooves more than 30 mm in depth. In this scenario, cut half the depth of the groove with the required width. Afterward, you can go all the way down to ensure maximum stability.
Using the right tool will prevent chip jamming and vibrations that can put the operator at risk.
Contour Grooving
This process creates grooves on irregularly shaped or curved surfaces. The tools used follow a predefined path and have access to hard-to-reach areas. The complexity of the groove largely determines the size and type of the grooving tool one will use.

Step-By-Step Procedure of Grooving Machining
The fundamental principle of grooving machining remains the same irrespective of the grooving tool or technique. The step-by-step procedure of the machining process is below:
● Step 1: Planning and Designing
The first thing you need to do before grooving is to understand the project specifications. These include the groove’s location, size, depth, tolerances, and surface finish requirements. Consequently, you will be able to select the best tool and machine.
In this stage, you also determine the appropriate machining parameters needed and use CAD/CAM software to generate a 3D model of what the final product ought to look like for proper planning.
● Step 2: Setting Up the Machine
After adequate planning, set up the CNC lathe machine for the grooving operation. Power the machine and install all the required tools on the carousel. Load the workpiece and align it using a clamp or vice. Make sure to check the level of the oil and coolant when setting up the machine.
● Step 3: Executing the Grooving Operation
Carry out the grooving operation according to how you initially planned it. For the automatic process, the CNC program directs the movement of the tools and determines the speed and depth of the grooves.
The operator operates the machine for manual lathes and controls the grooving parameters. After the grooving process, you can then apply various post-processing operations to produce a smoother surface finish and prepare it for further coating processes.
● Step 4: Quality Inspection
Inspect the groove to ensure it meets the industry’s specifications and standards. Perform a visual inspection or use advanced techniques and machines to identify deviations.
Note that quality inspection should not only be at the end of the grooving process. Carry out quality testing and inspection before and during the operation.

Considerations to Improve Grooving Machining
For a successful grooving operation, some parameters play a role. Here are the most important factors to consider before carrying out any type of grooving technique.
● Material Type
Consider the physical and chemical properties of the material you are working with. The grooving tools available are optimized to support both hard and soft materials. Operate at a slow feeding rate and use a durable and wear-resistant grooving tool when cutting hard metals. When cutting softer materials like copper and aluminum, use a sharp diamond tool for a faster grooving operation.
● Groove Geometry
Factor in the groove’s size, features, and function before machining. The width and depth of the cut may determine the tool used and the overall setup of the grooving operation. The groove geometry affects the speed of the process and the type of tool you use.
● Cutting Parameters
The grooving parameters also determine the success of the process. Consider the feed rate, spindle speed, and depth per pass. Start with a slower feed rate for a finer surface finish and to prevent tool breakage. Avoid using excessive spindle speed for a faster process. Operating at a constant spindle speed will reduce the wear and tear of the grooving tool.
● Tool Selection
The success of a grooving operation largely depends on proper tool selection. You must use a tool with the size to create the desired groove. Also, consider the wear resistance, durability, and strength. For example, diamond grooving tools’ high resistance to abrasion makes them more economical for large-volume production because of their extended lifespan.
● Chip Control
Chip production is inevitable in grooving. One must effectively manage the type and form of chips to prevent safety hazards and sudden breaking of tools. Achieve chip control with a chip breaker and an appropriate cooling system.
● Machine Setup
Finally, a proper machine setup will determine the success of the grooving process. Improper assembly and installation can lead to increased failure rates, malfunctioning, and significant downtime. Ensure you inspect all the components of the CNC lathe machine and use the services of professionals if needed.
FAQs
How does a slot differ from a groove in machining terms?
A groove is a long and narrow blind cut on a material. On the other hand, a slot is an elongated groove stretched in one direction. Its uses include proper alignment and positioning, fastening purpose, and heat dissipation.
What is the difference between grinding, turning, and grooving?
On the one hand, grinding uses an abrasive grinding wheel to polish and refine the surface of parts. This leaves a smooth finish with an enhanced appearance. On the other hand, turning uses a stationary cutting tool to remove material from a rotating workpiece. Grooving involves creating blind and straight cuts on a workpiece using specialized tools.
What type of material is best for making grooving tools?
Use material stronger than many engineering materials to make the grooving tool. Examples are steel and carbides. You can also coat it with hard materials like diamonds. The best material for your project depends on the available capital and the workpiece.
Conclusion
The success of grooving machining lies in using pre-programmed software to control the tools. However, the process has problems like misalignment, feed issues, tool wear and breakage, and inconsistent groove quality.
Proper maintenance, use of the grooving parameters, and early detection of irregularities are proven solutions.
What is grooving machining? What are the types of grooving tools? We hope this article has answered all your questions. Feel free to contact us for further questions and concerns.



















