
Ultra-high molecular weight polyethylene is an engineering plastic with extremely high wear resistance, self-lubrication and impact resistance. I frequently use UHMW in actual CNC machining projects, and it has excellent performance in the fields of food, medical, machinery and chemical industry. Based on my actual experience, this article will systematically explain the material properties, CNC machinability, machining strategies and typical applications of UHMW to help you master its machining points more efficiently.
What Is UHMW Material
In my CNC processing experience, UHMW is the type of high-performance plastic I use most often, which is suitable for high-friction, high-impact, and high-corrosion environments. The full name of UHMW is ultra-high molecular weight polyethylene, with a chemical formula of (C2H4)n. The molecular chain is extremely long, and the average molecular weight is generally between 3 million and 6 million. Some high-performance models even exceed 9 million. The longer the molecular chain, the stronger its impact resistance and wear resistance. Compared with ordinary HDPE, its wear resistance is nearly 8 times higher, the impact strength can reach more than 50 kJ/m², the friction coefficient is as low as 0.1, and it is almost self-lubricating.
Structurally, UHMW is a linear polyethylene with tightly wound polymer chains, so it has excellent chemical corrosion resistance and can resist strong acids, alkalis and organic solvents. The density is about 0.93-0.94 g/cm³, which is lighter than water, but has high tensile strength (≥40 MPa) and excellent crack growth resistance.
I usually prefer UHMW in the following scenarios: medical equipment slide rails, conveyor guides and cutting pads in the food industry, corrosion-resistant linings in chemical equipment, and wear-resistant sliders and bushings in mechanical equipment. A significant advantage of this material is that it can still maintain toughness and stability in the operating temperature range of -200°C to 80°C, is not easy to crack or brittle, and is suitable for use in extreme low temperature environments.
In the processing of structural parts, as long as its characteristics of large thermal expansion and strong flexibility are mastered, UHMW is fully capable of CNC turning or milling with an accuracy of ±0.05 mm. It is an ideal engineering plastic that takes into account both performance and cost.
Main Performance Characteristics Of UHMW
One of the core reasons why I chose UHMW material is that it has a variety of excellent mechanical and physical properties, and can operate stably for a long time under harsh working conditions. Its friction coefficient is as low as 0.1, its wear resistance is 7 times that of carbon steel and more than 1.5 times that of POM, its impact strength can reach 50 kJ/m², and it is still tough even in an environment of -100°C.
High Wear And Impact Resistance
In the conveyor slides I manufactured for the food factory, UHMW performed particularly stably. The friction and wear rate of the material is less than 0.1 × 10⁻⁶ mm³/N·m, and even in an environment where it operates continuously for 24 hours, there is almost no wear on the surface of the material. At the same time, its non-breakable properties have also been verified in mechanical anti-collision buffer components – it has been continuously hit by 50 kg steel balls and remains intact without cracks.
Very Low Coefficient Of Friction
I often use UHMW to replace traditional oil-lubricated metal sliding parts. Its friction coefficient is only 0.1-0.2, which is about 20% lower than POM. This feature greatly reduces the running resistance, reduces the energy consumption of the equipment by about 15%, and avoids the problem of lubricant contamination. It is particularly suitable for clean rooms or food processing scenarios.
Good Chemical Stability
When handling chemical plant orders, I often recommend UHMW for tank linings and corrosion-resistant chutes because it has excellent resistance to 98% of inorganic acids, alkalis, salts, alcohols and many organic solvents. Even if immersed in sulfuric acid or sodium hydroxide environments for a long time, UHMW will hardly degrade or swell.
Dimensional Stability And Water Absorption
The water absorption rate of UHMW is less than 0.01%, which is much lower than that of nylon (PA6 water absorption rate is 2.5%) and POM (0.2%). This means that it will not expand in size due to moisture absorption when used in a humid or underwater environment. When I processed sliding fittings with a tolerance of ±0.05 mm, there was almost no dimensional deviation after long-term use, which is excellent performance.
Performance Ccomparison With Other Plastics
Compared With PTFE : PTFE has a lower coefficient of friction (~0.05), but its wear resistance is far inferior to UHMW, and it is more expensive. I generally recommend UHMW for high loads.
Compared With POM : POM has better dimensional stability and rigidity, and is suitable for high-precision structural parts, but is slightly inferior in wear resistance and impact resistance. Especially in high-speed friction situations, UHMW has more advantages.
Can UHMW Be Processed By CNC
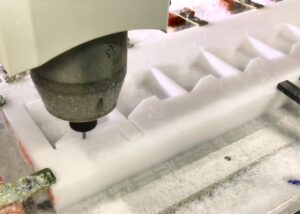
As an ultra-high molecular weight polyethylene material, the CNC machinability of UHMW has always been the focus of attention in the field of industrial design and manufacturing. From my experience of many times of processing, UHMW can be fully processed by high-quality CNC. As long as its material properties are mastered and the appropriate process parameters and clamping methods are selected, satisfactory processing results can be obtained. It not only supports common turning, milling and drilling operations, but also can achieve high dimensional accuracy and surface finish under the premise of reasonable control of deformation and thermal expansion.
Below I will systematically analyze its machinability from several dimensions :
1. Applicable CNC Processing Methods
UHMW can be used in a variety of CNC machining processes, including turning, milling, drilling and tapping operations. The material will not crack during turning, the cutting is smooth , and a neat edge can be obtained during milling . When drilling, sharp-angle tools are required to avoid material tearing. Its processing method is similar to other thermoplastics, but because the molecular chain is very long, the tool angle and cutting path need to be adjusted.
2. Recommended Cutting Parameters And Tool Selection
I usually use carbide tools when machining UHMW to ensure sharp cutting and prevent material sticking. Cutting speeds are recommended to be between 100 and 200 m/min, and feed rates are maintained at 0.05 to 0.15 mm/rev to avoid burring of the workpiece edge due to excessive feed. When drilling, it is recommended to use a small helix angle drill and slow down when exiting to reduce burrs. When finishing, reducing the depth of cut and feed will help improve surface quality.
3. Surface Quality And Precision Control
Thanks to its internal structure, UHMW can achieve a surface roughness of Ra 1.6 to 3.2 microns under good tool conditions. For parts such as sliders, guide rails, seals, etc. that require higher surface requirements, I usually use two processes: the first roughing process controls the allowance, and the second fine machining adjusts the size. In terms of dimensional accuracy, if the ambient temperature is properly controlled, standard fixtures are used, and proper cooling is performed, UHMW can achieve an accuracy requirement of ±0.05 mm, which is suitable for most industrial assembly scenarios.
4. Challenges Of High Flexibility And Thermal Expansion
The material properties of UHMW also bring some processing challenges. The first is the high flexibility, which makes the workpiece easy to deform when clamped. I usually use customized soft jaws, combined with multi-point clamping or vacuum adsorption to disperse stress and avoid local indentations. Secondly, its thermal expansion coefficient is large, about 1.5×10⁻⁴/°C, which is several times higher than that of metal. In order to reduce the impact of processing heat, I will use air cooling, low speed rough processing, and temperature stabilization before finishing.
5. Application Adaptability And Post-Processing Suggestions
UHMW is widely used in food processing, conveying systems, wear-resistant structural parts and medical devices. After finishing, some parts may need to be deburred at the edge. I usually use a high-speed micro file or a plastic deburring tool to complete it. For structural parts that need to be assembled, it is recommended to install them in a low temperature environment to reduce tolerance interference caused by thermal expansion and contraction.
In summary, although UHMW has a complex molecular structure, high flexibility, and significant thermal expansion and contraction, it is still a material that can be efficiently processed by CNC. As long as targeted optimization is made in equipment configuration, process path, and tool selection, it can fully meet the precision and durability requirements of industrial-grade parts.
Common Problems And Solutions In Processing
In the actual CNC machining process, I can say very clearly that although UHMW has good machinability, some typical problems are inevitable. Especially when milling large-sized or thin-walled parts, warping, wire drawing and dimensional changes are the most common phenomena. These problems usually originate from the material’s own polymer chain structure, high flexibility and large thermal expansion coefficient (about 1.5×10⁻⁴/°C), which easily accumulates heat and causes uneven internal stress during the cutting process, thus affecting the stability and precision of the finished product.

Through my many years of machining experience, most problems can be effectively solved by setting process parameters reasonably, optimizing tool paths and using appropriate surface treatment methods :
Warping (Deformation)
Warping is the primary problem I encounter when machining large flat parts in UHMW, especially when milling parts with a thickness of less than 10 mm. The main cause of warping is local heat accumulation and material stress release.
Solution:
Use the step-by-step processing method to divide the entire piece processing into two or three steps to complete, avoiding excessive cutting at one time and causing internal stress to be released too quickly.
Preheat the material to 40–60°C before processing to reduce deformation caused by temperature difference.
Control cutting parameters, reduce wire speed to 100–150 m/min, and use water or air cooling for auxiliary cooling.
Use large-area adsorption fixtures or vacuum platforms for workpieces to improve clamping stability and reduce the probability of deformation.
Wire Drawing (Drawing Of Cutting Surface)
Wire drawing problems mainly occur in milling and drilling operations, especially in machining edges and corners. UHMW has a long molecular chain and is prone to plastic stretching during cutting, resulting in residual filaments on the edge surface.
Solution:
Use sharp carbide tools with a main rake angle greater than 60° to form a clean cutting surface.
Increase the spindle speed to more than 3000 rpm while maintaining a small feed rate (0.05–0.1 mm/rev) to reduce the risk of wire drawing.
After processing, use high-speed fine sandpaper (such as P800) to lightly sand the edges to remove residual brushed parts.
Dimensional Changes (Thermal Expansion And Contraction)
UHMW has a high coefficient of thermal expansion. Due to uneven temperature rise during processing, the actual size of the parts may change slightly, especially thin-walled structures are more susceptible to being affected.
Solution:
After processing, the workpiece is left to cool naturally for 1-2 hours before key dimension inspection and adjustment.
Keep the ambient temperature stable during processing to avoid external high temperature or strong wind interfering with processing temperature control.
The rough machining + fine machining process structure is adopted, and a margin of more than 1 mm is left in the middle to cope with the impact of shrinkage or expansion.
Surface Treatment: Deburring And Cleaning
After processing, there may be slight burrs or statically attached impurities on the surface of UHMW parts. I generally use the following treatment methods:
Use a fine-grit grinding disc or P800 sandpaper to lightly polish along the edge to remove tiny burrs .
For medical or food parts with higher requirements, use alcohol or deionized water for ultrasonic cleaning to remove surface dust and electrostatic adsorption .
For precision parts that require assembly, use compressed air to dry them after cleaning to ensure that there are no particles remaining on the interface.
In general, UHMW does have many challenges in CNC machining, but they are not insurmountable. As long as we formulate a reasonable process plan based on the physical properties of the material and optimize the entire process from tooling and fixtures, machining paths to post-processing processes, we can obtain high-quality parts with stable structure, precise dimensions and smooth surface while ensuring efficiency.
Comparison Of UHMW With Other Polymer Materials
UHMW is suitable for projects with high requirements for wear resistance, low friction and cost control . If dimensional accuracy or rigidity is required, POM would be more preferred. Compared with PTFE, UHMW has more advantages in price and mechanical strength , and compared with HDPE, UHMW has higher impact resistance and molecular weight, and is suitable for more demanding working conditions.
Material Performance Comparison Table:
| Comparison Items | UHMW | PTFE | POM | HDPE |
| Molecular weight | 3–6 million | ~450,000 | ~100,000 | 200,000–500,000 |
| Density(g/cm³) | 0.93–0.94 | 2.2 | 1.41–1.43 | 0.94–0.96 |
| Wear resistance | Excellent | generally | good | medium |
| Rigidity and precision | medium | Low | high | Low |
| Impact resistance | Very high | high | medium | Higher |
| Heat Deflection Temperature | ~80°C | ~120°C | ~110°C | ~70°C |
| Friction coefficient | 0.10–0.22 | 0.05–0.10 | 0.2–0.3 | 0.3–0.4 |
| Material price (relative) | middle | high | middle | Low |
If you need to balance wear resistance and cost, I usually recommend UHMW , while POM has advantages in terms of dimensional accuracy, structural rigidity, etc. Understanding these differences will help you choose the most suitable material for different industrial applications.
Common Applications Of UHMW Materials
UHMW is an engineering plastic that is wear-resistant, low-friction, chemically resistant and has high impact strength. In the projects I provide to my clients, from food processing to medical equipment to heavy machinery and equipment , UHMW can provide stable and reliable performance. Its wide application fully proves its adaptability and cost-effectiveness in many industries, and it is the preferred material for many high-demand occasions.
| Application Industry | Typical components | Application Features |
| Food Industry | Cutting board, conveyor track | Hygienic, wear-resistant, and not easy to absorb water |
| Medical Devices | Antibacterial slide rails, equipment pads | Antibacterial safety, easy to clean, low friction |
| Mechanical equipment | Guide rails, slide blocks, bushings | High wear resistance, shock absorption, low noise |
| Chemical Industry | Tank lining, mixing blades, corrosion-resistant gaskets | Chemical resistant, non-stick, long service life |
In actual applications, I often recommend UHMW as the core component material based on customers’ requirements for wear resistance, cleanliness and chemical resistance. It can not only increase service life but also reduce maintenance frequency.
FAQs
Is UHMW Difficult To Machine?
From My Experience, UHMW Is Not Hard To Machine, But Its High Flexibility And Thermal Expansion (~1.5×10⁻⁴/°C) Require Precise Fixturing, Sharp Tools, And Controlled Cutting Speeds To Prevent Warping And Stringing.
What Is The Best Way To Cut UHMW Plastic?
I Recommend Using Sharp Carbide-Tipped Tools At Low Speeds With Light Feed Rates. CNC Routers And Band Saws Work Well. Stepwise Machining And Cooling Help Control Heat And Maintain Dimensional Accuracy.
Is HDPE More Machinable Than UHMW?
Yes, HDPE Is Slightly Easier To Machine Due To Its Lower Molecular Weight (~500K Vs. 3–6M). It Generates Less Frictional Heat And Deforms Less, Making It More Suitable For High-Speed Or Bulk Machining Tasks.
What Is Better Than UHMW?
For Higher Precision And Structural Rigidity, I Prefer POM (Acetal). If You Need Extreme Chemical Resistance, PTFE Performs Better. UHMW Is A Great B alance, But Not The Best For Tight Tolerance Components.
Conclusion
UHMW is a polymer material that is wear-resistant, self-lubricating and chemically resistant. In my many years of CNC machining projects, it is often the first choice for lightweight, durable, and low-maintenance cost solutions. Mastering its performance, processing characteristics and industry selection methods will bring you greater flexibility and efficiency in multiple industry applications.



















