










Reliable Precision for Tight Tolerances
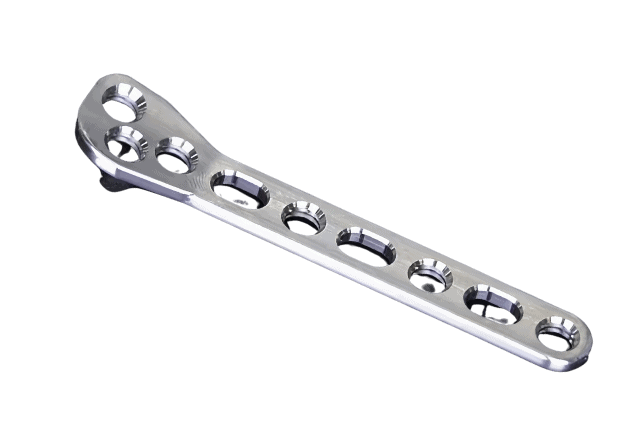
Tolerance issues can delay entire projects. We achieve typical machining tolerances of ±0.01mm and tighter where necessary, ensuring consistent accuracy for demanding applications.
Engineering Support That Reduces Risk
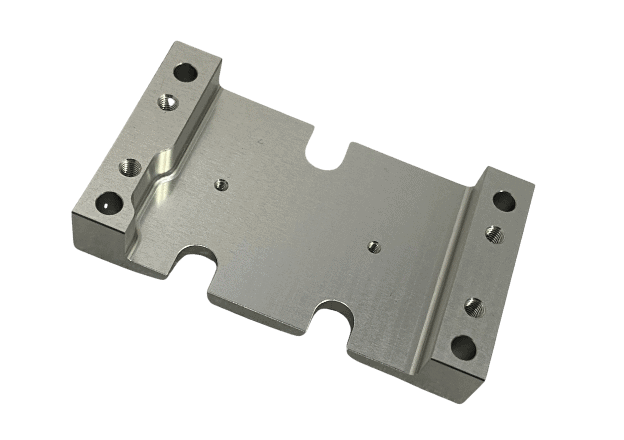
Concerned about manufacturability or hidden production risks? Our engineering team reviews your drawings before production, providing DFM feedback to optimize design, reduce cost, and prevent delays.
Flexible Production From Prototype to Volume
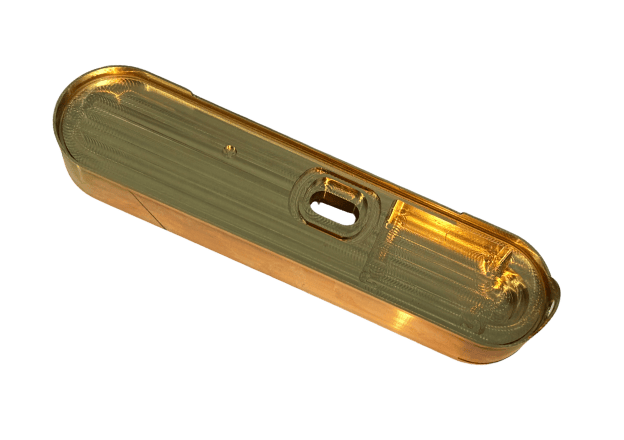
Not sure about your final production quantity? We support rapid prototyping, low-volume runs, and scalable production, giving you flexibility at every stage of product development.
Transparent Communication and Global Service
Tired of unclear updates or slow responses? We provide responsive communication, clear quotations, and reliable delivery schedules, supporting customers across aerospace, medical, automotive, and robotics industries.
Fast Lead Times And Compromising Quality
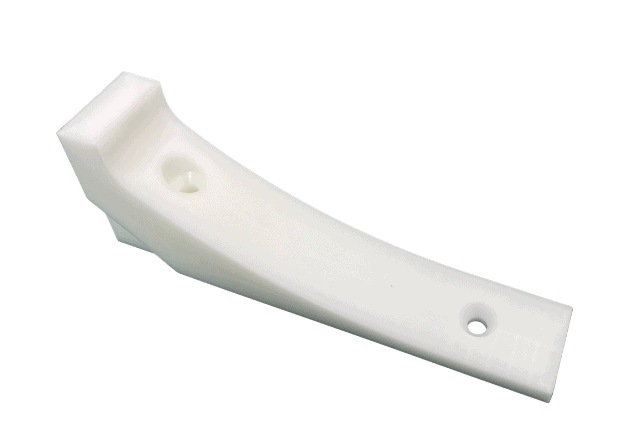
Need parts quickly but can’t risk defects? Our streamlined workflow and multi-axis machining capability allow us to deliver prototypes and production parts efficiently—without sacrificing accuracy.