CNC machining is one of the most critical processes in modern manufacturing, with the advantages of high precision, automation and adaptability to a variety of materials. In practice, I have found that choosing the right machining method and equipment can greatly improve efficiency and finished product quality. This article will systematically sort out the main methods, common tools, applicable materials and typical applications of CNC machining process to help you deeply understand this core manufacturing technology.
What Is CNC Machining Process
In my long-term experience in manufacturing projects, CNC machining is one of the most core links in modern industry. The so-called CNC Machining Process is to use computer-controlled CNC machine tools to achieve precise cutting, drilling, milling and other operations on materials such as metals or plastics. Its biggest advantages are high repeatability, high degree of automation and the ability to achieve ±0.005mm or even higher accuracy.
Compared with traditional manual processing, CNC not only reduces human errors, but also automatically converts complex CAD design files into G-code instructions, directly driving the machine tool to complete the entire processing process. From drawing input, tool path generation, setting cutting parameters, clamping calibration to final product delivery, each step is standardized and digitized, which is the key process to achieve efficient and mass production.
Today, more than 90% of the world’s high-end manufacturing, such as aerospace, medical equipment, precision molds, etc., has fully adopted CNC processing. Understanding this process is not only the basic skill of engineers, but also the first step to successful manufacturing.
What Are The Main Types Of CNC Machining
In daily processing projects, I will choose the most suitable CNC processing method according to the shape complexity, precision requirements and production efficiency of the parts. Common CNC processes mainly include milling, turning, drilling, reaming and tapping, etc. Each has its unique advantages and applicable scenarios. For example, milling is suitable for multi-faceted processing, turning focuses on rotating bodies, and drilling and tapping are key links in threaded structures.

Especially when facing complex workpieces with precision requirements within ±0.01mm, multi-axis machining (such as 5-axis) is an indispensable means. It can complete multi-faceted cutting in one clamping, greatly improving efficiency and consistency. Mastering the characteristics and selection principles of these main processes is the basis for me to cope with various processing challenges. Behind each processing method is the art of balancing efficiency, precision and cost.
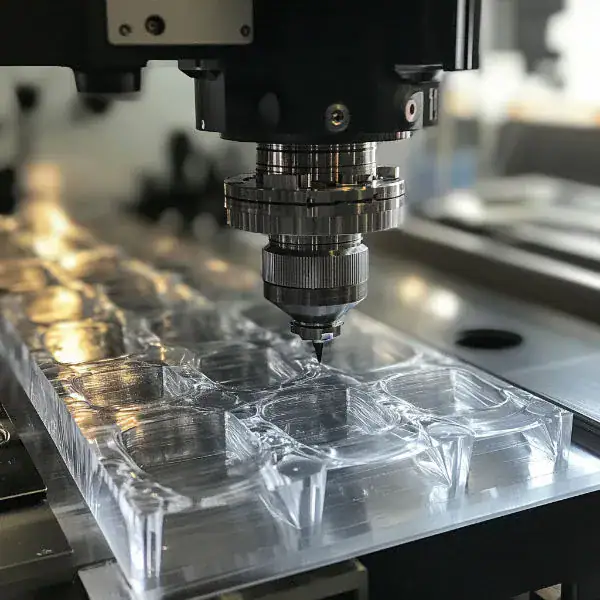
Milling
Milling is one of the most common machining methods in CNC machining. The material is cut layer by layer by moving the tool along multiple axes with high-speed rotation. I often use milling to process complex contours, cavities and multi-faceted structures, such as radiator housings or precision fixtures. In general, the machining accuracy of milling can reach ±0.01mm, and it is highly adaptable to materials such as aluminum alloy, POM, and brass. In actual operation, the tool diameter, feed speed and cooling method directly affect the quality and stability of the cutting edge. Especially at high speeds, built-up edge is prone to occur, and the parameters must be precisely controlled.
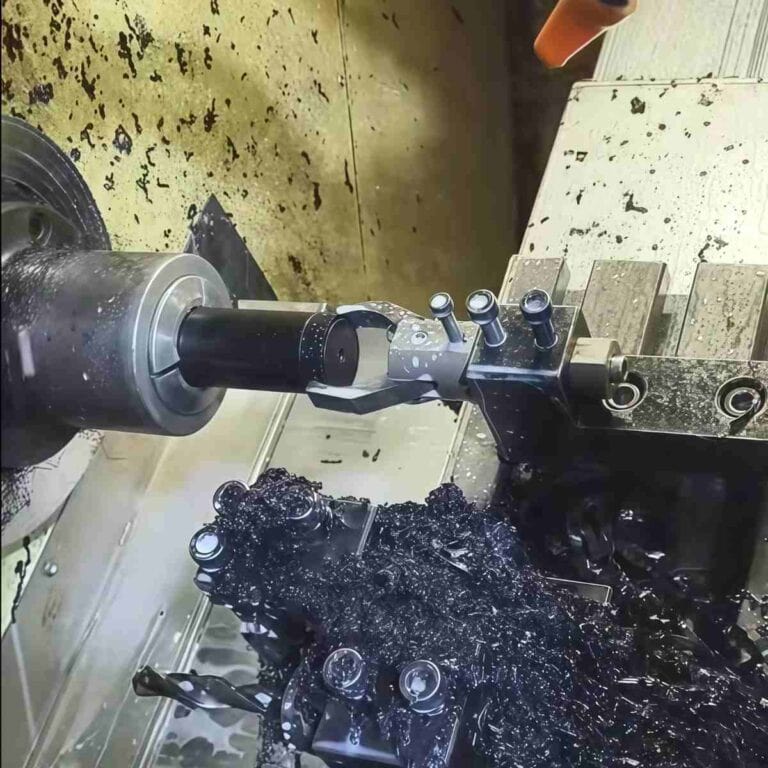
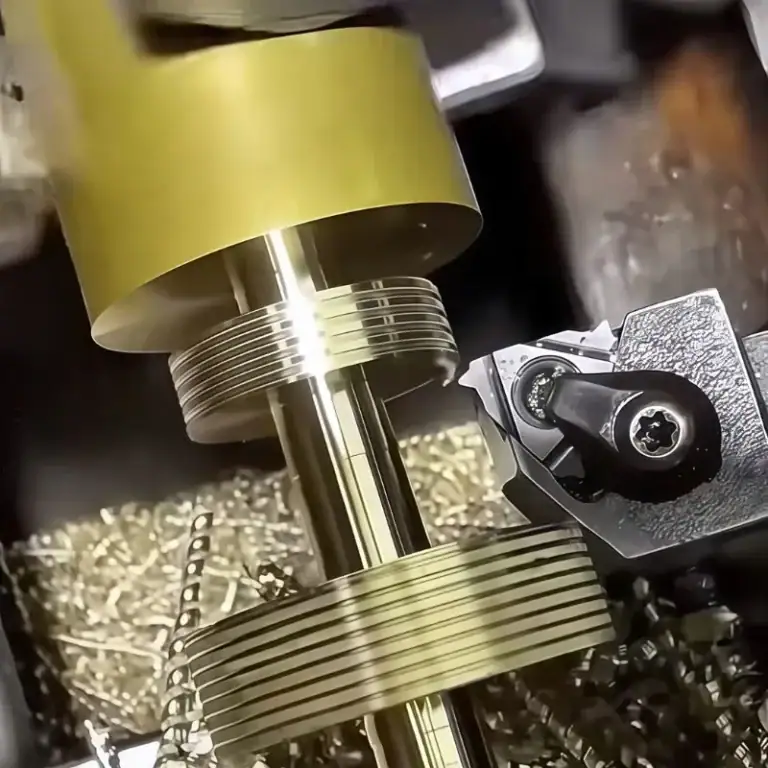
Turning
Turning is suitable for machining rotating bodies, such as shaft parts, flanges, rings and threaded parts. When the material rotates at high speed on the spindle, the tool cuts along the radial and axial directions, which is a very efficient way of production. I often choose turning technology in mass production, especially when customers have high requirements for coaxiality and outer circle finish. The standard turning accuracy is generally ±0.01~0.03mm. If combined with precision CNC system and automatic tool compensation function, the dimensional stability can be further improved.
drilling
Drilling is a key step in achieving preliminary hole processing, and it is applicable to a variety of metal and plastic materials. I often use drilling to quickly complete positioning holes, through holes or pre-tapped holes during the proofing stage. CNC drilling can automatically change drill bits of various diameters, greatly improving efficiency. For deep holes with a depth of more than 5 times the diameter, I will use internal coolant drill bits and reduce the speed to avoid tool breakage due to poor chip evacuation. Post-processing after drilling, such as countersinking, chamfering or tapping, is also very critical.
Finishing Process (Reaming, Tapping, Etc.)
Finishing determines the assembly quality of the finished product, especially the holes used for screw connection or positioning. In high-precision scenarios, I will use a reamer to further expand and refine the drill diameter to ensure that the tolerance is within ±0.005mm. For tapping, choose a suitable tap according to the material and thread specifications. For example, use a spiral groove tap when processing stainless steel, and combine it with tapping oil to reduce torque and increase life. The stability of the tool clamping during tapping also directly affects the verticality of the thread and the pass rate of the go/no-go gauge.
Multi-Axis Machining (3-Axis And 5-Axis)
When I deal with parts with complex structures and multiple angle features, I often choose five-axis machining. Unlike traditional three-axis machining, which can only move in the X, Y, and Z directions, five-axis machining can also control two rotation directions, allowing the tool to cut at any angle in space. This method not only reduces the number of clamping times, but also significantly improves machining efficiency and accuracy. The accuracy of typical five-axis equipment can be stably controlled within ±0.005mm, and is widely used in high-end manufacturing fields such as medical implants, aerospace components, and complex molds.
Core Equipment And Tools
In the CNC machining process, the selection of equipment and tools directly determines the accuracy, efficiency and stability of the machining. Different workpiece structures, materials and batch requirements require different types of equipment and cutting tools. As an engineer, I often refine the selection strategy based on customer drawings to ensure that the machining plan is both efficient and cost-effective.
CNC Machine Tool Types
Common CNC equipment includes vertical machining centers, horizontal machining centers, and turning-milling machine tools.
The vertical machining center is one of the equipment I use most often. It is suitable for processing flat parts, aluminum alloy shells or mold inserts. It is easy to clamp and has a good processing field of view.
Horizontal machining centers are more suitable for batch parts or boxes with complex structures. The workpiece can be processed on multiple sides without frequent reversing, which improves the overall processing efficiency.
Turning-milling compound machine tools integrate turning and milling functions, and are suitable for high-precision integrated processing of symmetrical parts and shaft parts. They are often used in aviation structural parts or high-precision automation parts.
Common Tool Types And Uses
When I choose a knife, I will configure it according to the type of material, processing part and precision requirements:
End mill : widely used in various processing parts such as planes, sides, cavities, etc., with diameters ranging from Φ1mm to Φ20mm.
Drill : Used for hole processing. The standard drilling depth is usually 3 to 5 times the diameter. For deep holes, an internal coolant drill is required in combination with low-speed cutting.
Tap (tapping tool) : used to make internal threads. For different materials (such as stainless steel, aluminum, plastic), straight groove, spiral groove or extrusion taps are used to ensure the molding quality.
Ball-end cutters, chamfering cutters, and reamer : They are used for surface smoothing, edge and corner modification, and high-precision aperture finishing respectively, and are the key to achieving high-precision parts.
Fixture And Automatic Tool Changing System
To ensure machining stability, I usually use special fixtures or modular vises to fix the workpiece. For batch orders with high repetitiveness, I will make my own positioning fixtures to reduce clamping time. The automatic tool changer (ATC) system greatly improves the continuous machining capability. For example, the 24-tool automatic tool magazine I configured can seamlessly switch between rough machining, semi-finishing and finishing in one machining task, which not only saves labor but also prevents tool change errors.
Applicable Material Analysis
In CNC machining, the physical properties of the material determine the cutting strategy, tool selection and machining efficiency. Different materials perform very differently in machining. For example, aluminum alloys have fast thermal conductivity and good machinability, while titanium alloys have low thermal conductivity and elastic rebound, which causes severe tool wear. Plastics such as PTFE are soft but easy to deform and draw, and also require special process control.
The following table is a comparative analysis of the materials I commonly use :
| Material Type | Common Material Examples | Features | Processing difficulty | Recommended tool types |
| Aluminum Alloy | 6061, 7075, 5052 | Lightweight, good ductility, high thermal conductivity | easy | High sharpness carbide milling cutter |
| Stainless steel | 304, 316, 303 | High strength, corrosion resistance, obvious work hardening | Difficult | Coated carbide tools |
| Titanium Alloy | TC4, Grade 5 | High strength and light weight, high temperature resistance, low thermal conductivity, large rebound | difficulty | Special angle carbide tools |
| Brass/Copper | C3604、C110 | Good conductivity, easy chip breaking, high surface finish | medium | Sharp blade, large front angle design |
| PEEK | Engineering Plastics | High temperature resistance, high strength, small thermal expansion | medium | Polishing carbide tools |
| PTFE (Teflon) | Flexible plastic | Super slippery, high ductility, easy to deform | easy | Single-edged knife with sharp cutting edge |
| Nylon | PA6, PA66, PA12 | Strong water absorption, good flexibility, cutting and drawing | easy | Single-edged knife or spiral knife |
Precision And Tolerance Control
In CNC machining, controlling accuracy and tolerance is not only the basis of quality assurance, but also directly related to the assembly performance and service life of parts. For me, precision control within ±0.01mm is already a daily routine, and to achieve this, it is necessary to deeply understand the source of error, arrange the process flow reasonably, and use high-precision testing equipment.
For example, tool wear, thermal expansion, clamping deformation and other factors, even if one link is out of control, may lead to overall deviation. I usually use a three-dimensional coordinate measuring machine (CMM) to confirm key dimensions, and adjust the speed and cooling during the cutting process to ensure that the thermal impact is minimal. Accuracy is not based on “feeling”, but on system control of each link.
Standard Tolerance Range And Testing Method
I usually perform controls based on the IT tolerance class on the customer’s drawing or according to ISO 2768. For example:
General part size: ±0.1mm
Precision assembly: ±0.01mm
High precision requirement: ±0.005mm or even higher
In terms of detection methods, I mainly use:
Vernier calipers and micrometers for initial inspection
Coordinate measuring machine (CMM) for precision verification
Surface profilometer to check roughness and profile error
Sometimes, in order to improve inspection efficiency, I will set online measurement points for key dimensions and verify during processing.
How To Control The Influence Of Thermal Deformation And Tool Wear On Precision
One of the biggest problems in processing is thermal deformation, especially when processing aluminum or plastic parts, the material has a high thermal expansion coefficient, and a temperature rise of more than 10°C may cause an error of more than 0.01mm.
My coping strategies include:
Use low-speed and light cutting to reduce the heat generation of the tool and material
Maintain constant temperature using coolant or oil mist injection system
Control the ambient temperature within ±1℃
Use wear-resistant tools (such as TiAlN coating) to extend tool life and maintain cutting stability
Tool wear cannot be ignored. Whenever I process for more than 2 hours, I will stop and check the tool, especially when I am working with a tolerance of ±0.005mm, I will do it more frequently and strictly.
Common Sources Of Error In Machining
In my experience, processing errors mainly come from the following aspects:
Equipment errors : Machine tool spindle runout, guide rail wear, and even poor lubrication may affect accuracy.
Tool deviation : Improper tool installation or length setting error are the most common problems made by novices.
Material problem : Uneven stress release inside the blank causes warping after cutting.
Clamping deformation : Excessive clamp pressure and insufficient workpiece support can cause deformation.
Program setting problem : The path generation is unreasonable and the backlash and compensation settings are not considered.
To avoid these problems, I will carry out CAM simulation, trial cutting and inspection for each process plan to ensure stability and controllability during batch processing.
Auxiliary Technology In CNC Machining
CAM programming and simulation (such as Fusion360, Mastercam)
Cutting fluid and lubrication management
Automation and intelligent manufacturing system integration
Common Application Areas
In my long-term experience in CNC machining services, I have discovered a significant pattern – different industries have different requirements for machined parts. From the extreme strength and precision of aerospace, to the pursuit of biocompatibility and micron-level tolerances for medical implants, to the dual standards of batch consistency and surface quality in the automotive industry, CNC machining has become a core manufacturing method with its high precision, high adaptability and multi-material capabilities.

Below I will systematically organize the five most common application scenarios of CNC machining according to industry classification to help you quickly determine which category your project belongs to and the corresponding process focus :
| Application Areas | Typical parts | Processing requirements and characteristics |
| Aerospace & Defense | Turbine blades, structural supports, connectors | The materials are mostly titanium alloy or high temperature alloy, requiring high strength and ±0.005mm accuracy, and 5-axis machining is required |
| Medical Devices and Implants | Bone screws, prostheses, surgical tools | Must comply with ISO 13485, accuracy of ±0.01mm, materials are usually stainless steel and PEEK |
| Automotive Parts & Custom Structures | Engine housings, suspension components, prototypes | It needs to be heat-resistant and corrosion-resistant, with high batch stability and surface roughness of Ra 0.8μm |
| Electronic and semiconductor components | Heat dissipation substrate, shielding shell, circuit bracket | Focus on microstructure and assembly accuracy, suitable for materials such as aluminum, copper, and engineering plastics |
| Industrial equipment and automated assembly | Racks, rails, connection modules | Structural parts are large in size, and flatness and verticality control are critical, often requiring processing + surface treatment |
FAQs
What Is The Process Of Machining
Machining is the subtractive process of removing material from a workpiece to achieve desired shape and precision. I start with a CAD design, convert it to CAM, and then program the CNC machine. Key steps include setup, roughing, finishing, and inspection. In precision jobs, I maintain tolerances within ±0.01 mm for metal parts.
What Are Different Types Of Machining
I typically classify machining into four types: turning, milling, drilling, and grinding. Each has specific use cases—turning is for cylindrical parts, milling for complex 3D shapes, drilling for holes, and grinding for ultra-fine finishes. In CNC operations, I often combine these processes to meet tight tolerances and finish standards.
What Are The 7 Basic Types Of Machine Tools
The 7 basic machine tools I work with include: lathe, milling machine, drill press, grinder, CNC machining center, saw, and EDM machine. Each tool serves a unique role—like using a lathe for symmetry or EDM for hard metals. Choosing the right tool depends on material, geometry, and precision requirements.
What Is The Process Of Machinist
As a machinist, my process starts with reading engineering drawings, setting up machines, selecting tools, and programming paths. I monitor cutting conditions, check dimensions with calipers and micrometers, and adjust parameters in real-time. For critical parts, I run quality checks to ensure ±0.005 mm accuracy and smooth finish.
Conclusion
CNC machining is not just a mechanical operation, but a comprehensive project integrating design, process, material and quality control. Through systematic understanding of various machining types, equipment selection, material characteristics and precision management, I can make the best process decisions in different projects. Whether it is single-piece proofing or batch production, CNC Machining Process can achieve reliable machining from high precision of ±0.005mm to complex geometric structures.
With the continuous development of intelligent manufacturing and digital technology, the processing process is moving towards higher automation and stronger adaptability. As an engineer, I will continue to optimize the process and improve efficiency to ensure that each product meets the goal of balancing function, cost and delivery time.
In the future, whoever can master the combination of “process + technology” will have an advantage in the manufacturing competition. Mastering CNC processing is not only a solution to manufacturing problems, but also the key to open the door to precision industry.