Aluminum is a widely used engineering material, valued for its light weight, corrosion resistance, and excellent machinability. In modern manufacturing, it plays an essential role—especially when combined with advanced CNC machining. This article explores what aluminum is, why it matters, and how machining and finishing transform it into high-performance parts. I’ll also cover common alloys, key applications, and cost-effective design strategies.
What Is Aluminum
Aluminum is a lightweight, silver-white metal with a density of around 2.7 g/cm³, roughly one-third that of steel. Its key properties—high corrosion resistance, thermal and electrical conductivity, and excellent recyclability—make it ideal for industries seeking to reduce weight while maintaining performance. In my work, aluminum is often the first choice for projects where weight reduction, corrosion resistance, or thermal management are priorities.
Properties Of Aluminum
| Property | Description | Aluminum Typical Parameters |
| Lightweight Advantage | High strength-to-weight ratio, enabling durable yet lightweight parts | Density: 2.7 g/cm³ |
| Corrosion Resistance | Naturally forms a protective oxide layer, suitable for humid and marine environments | Corrosion rate (in seawater): ~0.05 mm/year |
| Thermal & Electrical Conductivity | Excellent thermal and electrical transfer capability | Thermal conductivity: 205 W/m·KElectrical conductivity: 61% IACS |
| Recyclability | Can be recycled indefinitely without loss of properties, ~75% of all aluminum ever produced is still in use today | Recycling rate: ~75% remains in circulation |
| Strength (Tensile) | Mechanical property critical for structural and load-bearing applications | Tensile strength (6061-T6): ~310 MPa |
| Yield Strength | Resistance to plastic deformation before permanent shape change | Yield strength (6061-T6): ~276 MPa |
| Hardness | Resistance to indentation and surface wear | Brinell hardness (6061-T6): ~95 HB |
| Machinability | Ease of cutting and shaping during manufacturing | Machinability rating (6061): ~50% (vs. free-cutting steel = 100%) |
| Melting Point | Temperature at which aluminum transitions from solid to liquid | ~660°C (1220°F) |
| Modulus of Elasticity | Measure of stiffness, ratio of stress to strain | ~69 GPa (10,000 ksi) |
What Are The Processing Technologies Of Aluminum
CNC machining provides precision aluminum parts with complex geometries, tight tolerances, and excellent surface finishes. Common processes include milling, turning, drilling, and tapping, supported by advanced 5-axis, high-speed, and micro-machining. These methods achieve ±0.01 mm accuracy and high-quality surfaces for aerospace, automotive, and medical industries.

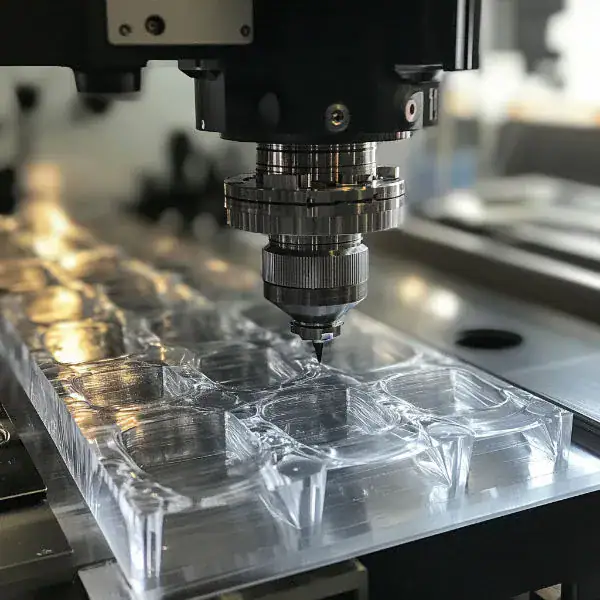
CNC Milling
Application Scope
Milling is a core process for aluminum, especially for housings, heat sinks, and structural components that require complex shapes and high precision.
Tooling Selection
Use solid carbide end mills for durability and sharp cutting edges.
Prefer high-helix angles (40°–55°) to improve chip evacuation and minimize built-up edge (BUE) formation caused by aluminum’s ductility.
Cutting Parameters
Spindle speed: 10,000–20,000 RPM, depending on cutter diameter and alloy grade (e.g., 6061-T6, 7075-T6).
Feed per tooth (chip load): 0.05–0.15 mm/tooth for optimal chip removal and tool life.
Depth of cut: Typically 0.5–1.5× tool diameter to balance productivity and avoid vibration.
Coolant: Water-based flood cooling or minimum quantity lubrication (MQL) to reduce heat and prevent chip adhesion.
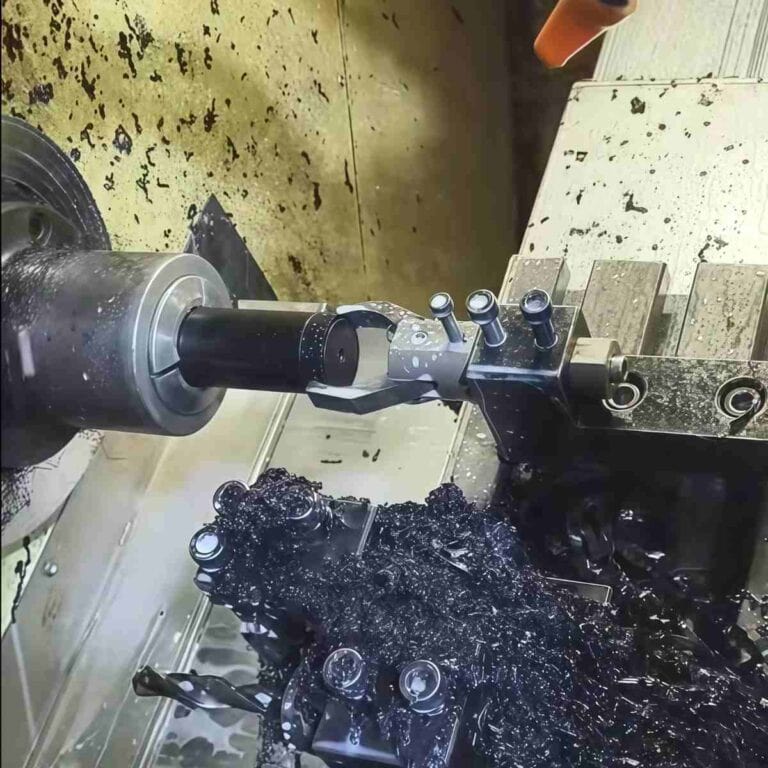
CNC Turning
Application Scope
CNC turning is the preferred method for manufacturing cylindrical components, such as shafts, bushings, hydraulic connectors, and threaded fasteners. This process allows continuous material removal while the workpiece rotates, enabling consistent concentricity and smooth surface finishes.
Tooling Selection
Use carbide insert tools with polished chipbreakers designed for aluminum, minimizing built-up edge (BUE) and improving surface quality.
For high-precision finishing, wiper geometry inserts are selected to achieve superior surface smoothness.
Cutting Parameters
Cutting speed: 250–700 m/min (depending on aluminum grade, e.g., 6061-T6 vs 7075-T6).
Feed rate: 0.05–0.3 mm/rev, adjusted based on surface roughness requirements.
Depth of cut: 0.2–3 mm for roughing, 0.05–0.2 mm for finishing operations.
Coolant: Water-soluble cutting fluids or MQL to control temperature and extend tool life.
CNC Drilling & Tapping
Application Scope
Drilling and tapping are critical operations for creating precision holes and threaded features in aluminum components, widely used in assemblies such as engine housings, electronic enclosures, and aerospace brackets. Accurate hole placement and thread integrity are essential for ensuring interchangeability and reliable fastening performance.
Tooling & Techniques
Drilling:Use carbide twist drills or parabolic flute drills to enhance chip evacuation and prevent clogging.
Drill point geometry: 130°–140° included angle is recommended for aluminum to reduce thrust force and minimize burr formation.
Tapping: Apply spiral-flute taps for blind holes and spiral-point taps for through holes to optimize chip flow.
Coated taps (TiN or TiCN) reduce friction and extend tool life, especially in high-production runs.
Cutting Parameters
Drilling speed: 80–200 m/min (depending on alloy, e.g., 6061 vs 7075).
Feed rate: 0.1–0.3 mm/rev for drilling, 0.05–0.2 mm/rev for tapping.
Hole tolerance: ±0.02 mm on diameter and perpendicularity within 0.05 mm/100 mm depth.
Coolant: Alcohol-based coolants or minimum quantity lubrication (MQL) prevent chip adhesion, improve surface finish, and maintain dimensional accuracy.
Advanced Machining Technologies
5-Axis Machining
Capability: 5-axis machining allows tool movement along five axes simultaneously, enabling precise machining of complex geometries, including compound angles and free-form surfaces.
Accuracy & Efficiency: Eliminating multiple setups improves accuracy and reduces cumulative error, making it ideal for aerospace brackets, impellers, and orthopedic implants.
Performance Metrics: Typical positional accuracy reaches ±0.005–0.01 mm, and complex features can be machined in a single setup, reducing lead time by 30–50% compared to conventional 3-axis operations.
High-Speed Machining (HSM)
Capability: Designed for rapid material removal and superior surface quality, HSM uses optimized tool paths and high spindle speeds.
Typical Parameters: Cutting speeds often exceed 600 m/min, spindle speeds surpass 20,000 RPM, and feed rates range from 5–30 m/min depending on cutter size and material thickness.
Applications: Commonly used for thin-walled aerospace components, molds, and lightweight structural parts, delivering surface finishes as smooth as Ra 0.4–0.8 μm and minimizing distortion risks.
Micro-Machining
Capability: Essential for producing miniature, high-precision components where every micron is critical.
Tolerances & Dimensions: Enables features as small as 50–100 μm with tolerances within ±2–5 μm, often using tools smaller than 0.2 mm in diameter.
Applications: Frequently applied in medical device components, microfluidic systems, and miniaturized electronic housings, where accuracy and delicate edge quality are crucial.
Auxiliary Processes
Electrical Discharge Machining (EDM)
Capability: EDM removes material using electrical discharges (sparks), making it ideal for hard-to-reach cavities, sharp internal corners, and intricate profiles that conventional tools cannot access.
Precision & Surface Finish: Achieves dimensional tolerances within ±0.005–0.01 mm and surface finishes as fine as Ra 0.2–0.4 μm, depending on electrode material and power settings.
Applications: Commonly used for mold cavities, die inserts, aerospace cooling channels, and features requiring tight dimensional control and minimal mechanical stress.
Laser Cutting & Waterjet Cutting
Laser Cutting: Uses a focused laser beam to cut metals with high precision and minimal heat-affected zones. Typical cutting accuracy is ±0.05 mm, with edge roughness around Ra 3.2–6.3 μm.
Waterjet Cutting: Employs a high-pressure water jet (up to 400 MPa) often mixed with abrasive particles, enabling cold cutting without thermal distortion. Dimensional accuracy typically reaches ±0.1 mm.
Applications: Ideal for sheet metal parts, aluminum plates, enclosures, and decorative panels where speed, edge quality, and material integrity are essential.
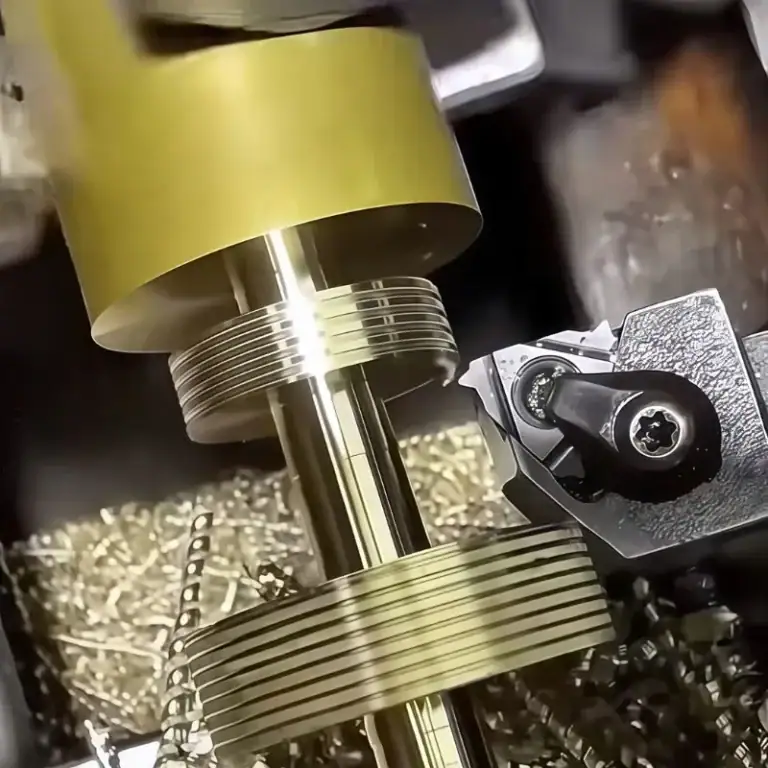
Grooving & Boring
Capability: Grooving creates precision channels or reliefs, while boring enlarges pre-drilled holes to tight tolerances.
Accuracy: Achievable tolerances are ±0.01–0.02 mm with surface finishes as fine as Ra 1.6 μm, ensuring concentricity and dimensional accuracy critical for bearing housings, sealing grooves, and hydraulic fittings.
Applications: Used for components requiring precision fits and leak-free sealing surfaces, especially in automotive, hydraulic, and aerospace assemblies.
Main Post-Processing Processes For Aluminum
Finishing operations are crucial to enhance aesthetics, wear resistance, corrosion protection, and to prepare surfaces for assembly or further coating. Post-processing ensures aluminum parts meet both functional and cosmetic requirements demanded in aerospace, automotive, medical, and consumer product industries.

Sandblasting
Purpose: Creates a uniform matte texture and removes minor surface imperfections, providing an ideal surface profile for downstream coatings.
Technical Parameters: Common media include aluminum oxide (50–120 grit) or glass beads, with air pressure ranging from 0.4–0.6 MPa (60–90 psi). Surface roughness typically improves to Ra 2.5–3.5 μm, which enhances adhesion for coatings or anodizing.
Anodizing
Type II Anodizing: Provides a decorative finish and corrosion protection, commonly available in colors (black, clear, blue, red, etc.). Typical coating thickness ranges from 5–25 μm, improving corrosion resistance up to 500+ hours salt spray (ASTM B117).
Type III Hard Anodizing: Used for wear-resistant applications, achieving coating thicknesses of 25–125 μm and hardness up to HV 400–500. This process significantly improves abrasion resistance and electrical insulation properties, making it ideal for aerospace structural components and defense parts.
Electroplating
Purpose: Provides conductive or corrosion-resistant coatings such as nickel, chrome, or zinc, depending on functional requirements.
Performance: Nickel plating, for example, improves surface hardness to HV 500–700 and corrosion resistance exceeding 96 hours in salt spray testing.
Powder Coating
Purpose: Applies a durable, decorative polymer layer with a wide range of colors and textures.
Technical Parameters: Typical coating thickness is 50–150 μm, with impact resistance up to 160 inch-lb and adhesion rated 5B (ASTM D3359). This process offers excellent weather resistance and is widely used for consumer products and outdoor applications.
Heat Treatment
Heat treatment improves strength and dimensional stability in structural aluminum components.
Solution Heat Treatment (SHT): Performed at 530–550 °C for 1–2 h, followed by rapid quenching to lock alloying elements in solution.
Aging (T6 Temper): Typically at 160–180 °C for 6–18 h, increasing 6061 hardness from ~60 HB to ~95 HB and tensile strength to ~310 MPa.
Applications: Aerospace structures, automotive frames, and hydraulic parts requiring high strength-to-weight ratios and stable dimensions.
Common Aluminum Alloys And Their Properties
Aluminum alloy choice affects performance and machinability. 6061 balances strength and corrosion resistance, 7075 offers high strength-to-weight, 2024 excels in fatigue resistance, 5052/5754/5083 provide superior corrosion protection, MIC-6 ensures stability, and 6082 delivers structural strength for demanding applications.
| Alloy | Key Properties & Advantages | Tensile Strength (MPa) | Yield Strength (MPa) | Hardness (HB) | Density (g/cm³) |
| 6061-T6 | Balanced strength, corrosion resistance, excellent machinability | ~310 | ~276 | ~95 | 2.70 |
| 7075-T6 | Very high strength-to-weight ratio, less machinable | ~572 | ~503 | ~150 | 2.81 |
| 2024-T3 | Excellent fatigue resistance, good strength | ~470 | ~325 | ~120 | 2.78 |
| 5052-H32 | Superior corrosion resistance (marine/chemical environments) | ~228 | ~193 | ~60 | 2.68 |
| 5754-H111 | Excellent corrosion resistance, moderate strength | ~220 | ~130 | ~65 | 2.67 |
| 5083-H116 | High corrosion resistance, good weldability | ~317 | ~228 | ~75 | 2.66 |
| MIC-6 | Exceptional dimensional stability, stress-relieved | ~172 | ~103 | ~65 | 2.70 |
| 6082-T6 | Strong structural alloy with good corrosion resistance | ~340 | ~280 | ~89 | 2.70 |
Advantages And Challenges Of Machining Aluminum
Aluminum machining delivers speed, precision, and sustainability, making it ideal for aerospace and automotive use. Yet, thin-wall deformation, tool wear, and cooling demands present challenges. I will explores how to harness aluminum’s advantages while overcoming its machining difficulties.
Advantages Of Machining Aluminum
High Strength-to-Weight Ratio
Aluminum alloys such as 6061-T6 and 7075-T6 offer tensile strengths of 310–570 MPa while maintaining a low density of ~2.7 g/cm³, making them one-third the weight of steel at comparable strength levels. This property is critical for aerospace, automotive, and robotics applications where every kilogram saved can reduce fuel consumption by up to 6% in transportation systems.
Excellent Machinability & Thermal Conductivity
Aluminum’s relatively low hardness (e.g., 95 HB for 6061-T6) and ductility allow cutting speeds up to 3–4 times higher than steel, improving cycle times and reducing production costs. Its thermal conductivity, typically 205 W/m·K, ensures effective heat dissipation, minimizing thermal distortion during machining and enabling reliable performance in heat exchangers, housings, and electronics enclosures.
Corrosion Resistance & Recyclability
Aluminum naturally forms a protective oxide layer that resists corrosion, extending component life even in marine and chemical environments. Furthermore, aluminum is 100% recyclable without losing mechanical properties, and over 75% of all aluminum ever produced is still in use, supporting sustainability initiatives and reducing environmental impact compared to virgin material production.
Challenges Of Machining Aluminum
Deformation During Machining
Aluminum alloys have a relatively low modulus of elasticity (~69 GPa, compared to ~210 GPa for steel), making thin-walled components prone to deflection and warping under cutting forces. For parts with wall thickness below 1.5 mm, improper clamping or excessive step-down depth can lead to dimensional deviations exceeding ±0.05 mm. To mitigate this, machinists often employ vacuum fixtures, soft jaws, and incremental depth passes, reducing stress and improving dimensional stability.
Tool Wear & Built-Up Edge (BUE)
Aluminum’s ductility and adhesive properties can cause BUE formation, where chips weld to the tool edge, degrading surface finish and increasing cutting forces. In high-speed milling (>10,000 RPM), uncoated tools may lose edge sharpness after just 30–40 minutes of continuous operation. Using sharp carbide tools with TiB₂ or DLC coatings, combined with appropriate feeds (0.05–0.15 mm/tooth) and high-helix designs, can extend tool life by 20–30% and maintain surface finish quality (up to Ra 0.8 μm).
Cooling & Lubrication Requirements
Due to aluminum’s high thermal conductivity (~205 W/m·K), heat dissipates quickly, but improper cooling can still cause thermal expansion and surface roughness. Flood coolant or minimum quantity lubrication (MQL) is often required to prevent chip adhesion and maintain tolerance stability within ±0.01–0.02 mm. In high-speed or micro-machining applications, mist cooling combined with alcohol-based lubricants has shown to reduce chip welding and improve surface integrity by 15–25%.
Key Applications Of Aluminum
Aluminum’s light weight, strength, and corrosion resistance drive its use in aerospace, automotive, electronics, medical devices, and architecture. From aircraft brackets to engine parts, heat sinks, medical housings, and curtain walls, aluminum enhances performance, efficiency, and design versatility across industries.
| Industry | Key Applications & Benefits |
| Aerospace | Brackets, fuel system components, and structural parts for lightweight performance and improved fuel efficiency. |
| Automotive | Engine parts, transmission housings, and body structures leveraging strength, heat conductivity, and corrosion resistance. |
| Electronics & Electrical | Enclosures, heat sinks, and connectors utilizing excellent electrical and thermal properties. |
| Medical Devices | Precision housings and installation brackets offering cleanliness, corrosion resistance, and reliability in medical environments. |
| Architecture & Decoration | Curtain walls, window frames, and decorative components featuring aesthetic versatility and weather resistance. |
Design And Cost Optimization Tips
Design and cost optimization in aluminum machining focuses on reducing unnecessary weight, improving toolpaths to cut cycle time, and using proper clamping methods like vacuum fixtures or soft jaws to prevent deformation. Choosing the right alloy and surface finish avoids over-specification, lowering costs while maintaining required performance and quality.
Effective design and process planning are key to reducing manufacturing costs and improving efficiency.
Weight Reduction
Structural optimization and finite element analysis (FEA) are used to remove non-critical material while maintaining strength and stiffness. In one aerospace bracket project, this approach achieved 15% weight reduction and 12% shorter machining time, directly improving fuel efficiency.
Toolpath Optimization
Carefully programmed toolpaths minimize air cutting and rapid movements. High-efficiency milling (HEM) strategies and optimized step-over values often reduce cycle time by 10–20% while maintaining surface finish at Ra 0.8–1.6 μm. This is especially beneficial in large production runs.
Clamping & Deformation Control
Due to aluminum’s relatively low modulus of elasticity (~69 GPa), thin-walled parts are prone to warping. Vacuum fixtures, soft jaws, and step-down machining effectively reduce clamping stress, achieving ±0.02 mm flatness on housings with wall thicknesses under 1.5 mm.
Material & Surface Finish Selection
Selecting alloys and finishes based on functional needs avoids over-specification. For example, replacing 7075-T6 with 6061-T6 in non-critical structural components reduced material costs by 20%. Using standard anodizing instead of hard anodizing in non-wear parts cut finishing costs by 30%.
These strategies enable the production of lighter, faster, and more cost-effective components while meeting performance and budget requirements.
FAQs
Is Aluminum Easy To Machine?
Yes. Aluminum’s low hardness (60–150 HB) and good chip formation allow cutting speeds 3–4× steel. I often mill above 10,000 RPM, using sharp carbide cutters and coolant to prevent built-up edge (BUE), achieving surface finishes around Ra 0.8–1.6 μm.
What Is The Most Common CNC Aluminum?
The most common CNC aluminum is 6061-T6, thanks to its balance of strength (~310 MPa tensile), corrosion resistance, and machinability rating of ~90%. I often choose it for aerospace brackets, automotive parts, and general industrial components because it supports tight tolerances of ±0.01 mm and offers cost efficiency.
What Is The Mechanical Surface Pretreatment Of Aluminum?
Mechanical surface pretreatment involves grinding, polishing, or sandblasting aluminum to remove oxides, scratches, and contaminants before coating or anodizing. I typically use fine abrasive blasting (80–120 grit) to achieve uniform roughness (Ra 0.8–1.6 µm), improving adhesion for subsequent finishes like anodizing or painting.
Why Choose Aluminum Material For CNC Machining?
I choose aluminum for CNC machining due to its high strength-to-weight ratio (density ~2.7 g/cm³, tensile up to 570 MPa), excellent machinability, and thermal conductivity (~205 W/m·K). It supports high-speed cutting, achieves mirror-like finishes, and offers cost savings compared to titanium or stainless steel while meeting aerospace, automotive, and medical standards.
What Is The Best Bit For Cutting Aluminum?
High-helix (40°–55°) carbide end mills are best. For holes, I use polished parabolic-flute drills. With TiB₂ or DLC coatings and feeds 0.05–0.15 mm/tooth, spindle speeds often exceed 10,000 RPM, ensuring clean chips and tight tolerances.
Conclusion
Aluminum’s unique combination of lightweight strength, corrosion resistance, and design flexibility makes it one of the most valuable materials in CNC machining. Choosing the right alloy, optimizing machining strategies, and applying proper finishes help achieve tight tolerances, smooth surfaces, and cost efficiency.Have you worked with aluminum parts before? What machining methods or design tips have worked best for you? Message me to share your experiences and processing challenges.