Swiss turning is widely used for manufacturing small, slender, and complex parts that require high precision, tight tolerances, and consistent repeatability. It is especially useful when standard CNC turning may have difficulty controlling deflection, vibration, or dimensional stability on narrow-diameter components.
In this guide, we will explain how Swiss turning works, what makes it different from conventional CNC turning,its main advantages and limitations, and when it is the right choice.
What Is Swiss Turning?
Swiss turning, also called Swiss machining or Swiss-type turning, is a CNC machining process used to produce small precision parts from bar stock. It is especially effective for components with fine features, tight tolerances, and relatively high length-to-diameter ratios. In many manufacturing environments, it is chosen not because the part is large or visually complex, but because the required dimensional control is difficult to maintain with ordinary turning methods.
What makes Swiss turning different is the way the material is supported during cutting. In a conventional lathe, the workpiece is held farther from the cutting point, which can increase deflection when the part is long and slim. In a Swiss-type machine, the bar passes through a guide bushing, and the cutting happens close to that support point. This improves rigidity during machining and helps control vibration, concentricity, and surface consistency.
Modern Swiss turning is also more than a simple turning process. Many machines combine turning, drilling, milling, threading, cross drilling, and back-working in one setup. With live tooling, sub-spindles, and bar feeders, Swiss turning has become a highly efficient solution for precision parts that need both geometric complexity and stable batch production.
How Swiss Turning Works?
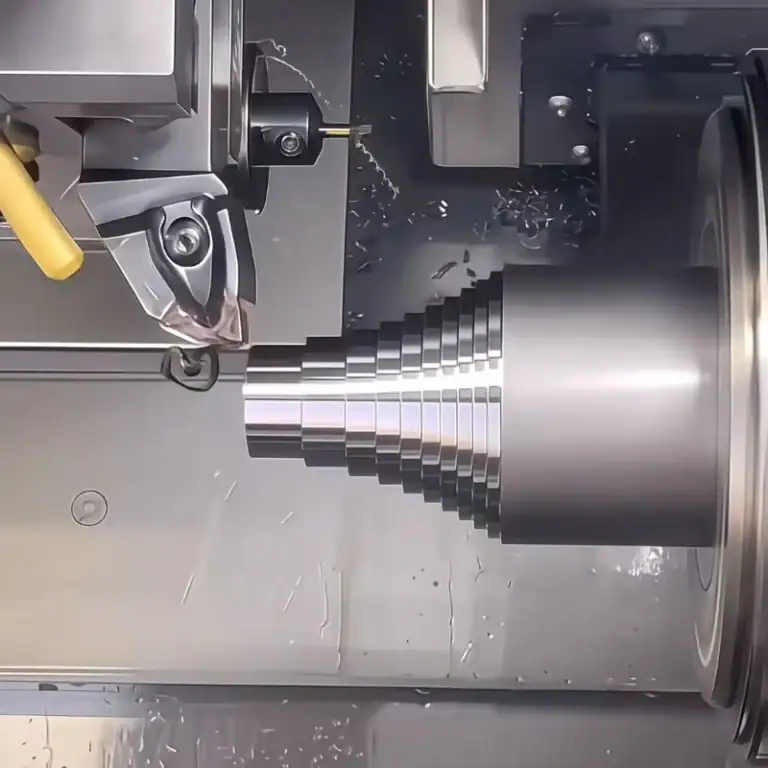
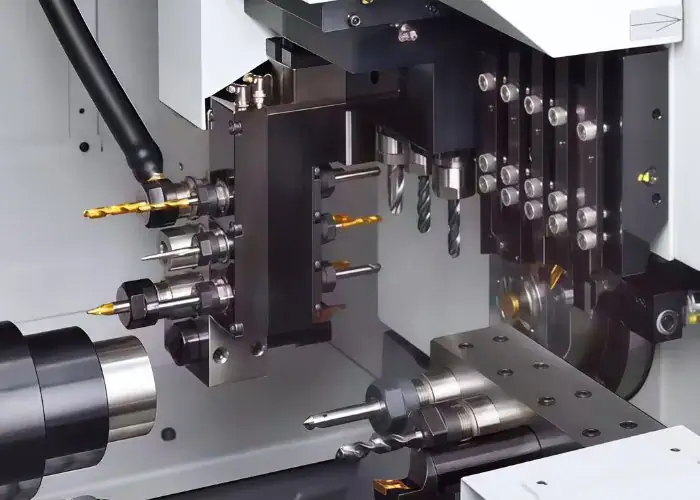
Swiss turning works by feeding bar stock through a guide bushing while the sliding headstock moves the material along the machining axis. The guide bushing supports the stock very near the tool, so the unsupported length is kept short during cutting. This is one of the most important reasons the process performs so well on small and slender parts that would otherwise be difficult to machine with stable accuracy.
During machining, the tools are arranged around the working zone while the material advances in controlled increments. Since the stock is supported close to the cut, the machine can reduce bar whip, minimize vibration, and maintain better dimensional control than a standard lathe in similar slender-part applications. This helps improve roundness, concentricity, and repeatability, especially on parts with narrow diameters and demanding tolerance requirements.
Many Swiss turning centers can perform multiple operations in a single cycle. In addition to OD turning and facing, they may also carry out drilling, cross holes, slotting, threading, milling flats, and back-end features using a sub-spindle. Because more work can be completed in one machine and one handling route, the process often reduces secondary operations and improves consistency from part to part.
Swiss Turning vs Conventional CNC Turning
The table below provides a concise comparison of Swiss Turning and conventional CNC turning in terms of part suitability, accuracy and stability, productivity, and typical use. It helps readers quickly understand which process is better for small, slender precision parts and which is more suitable for larger or simpler turned components.
| Process | Best For | Accuracy & Stability | Productivity | Notes |
| Swiss Turning | Long,thin, high-precision parts | Better control of deflection and vibration, tighter tolerances and better concentricity | Multiple operations in one setup, good for medium- to high-volume runs | Best for small, intricate parts needing repeatable precision |
| Conventional CNC Turning | Larger or less slender parts | Suitable when tiny features do not require extreme precision | Efficient for simpler parts, but often less optimized for complex small parts | More practical for simple geometries and general turning work |
Key Advantages of Swiss Turning
High Precision for Small and Slender Parts
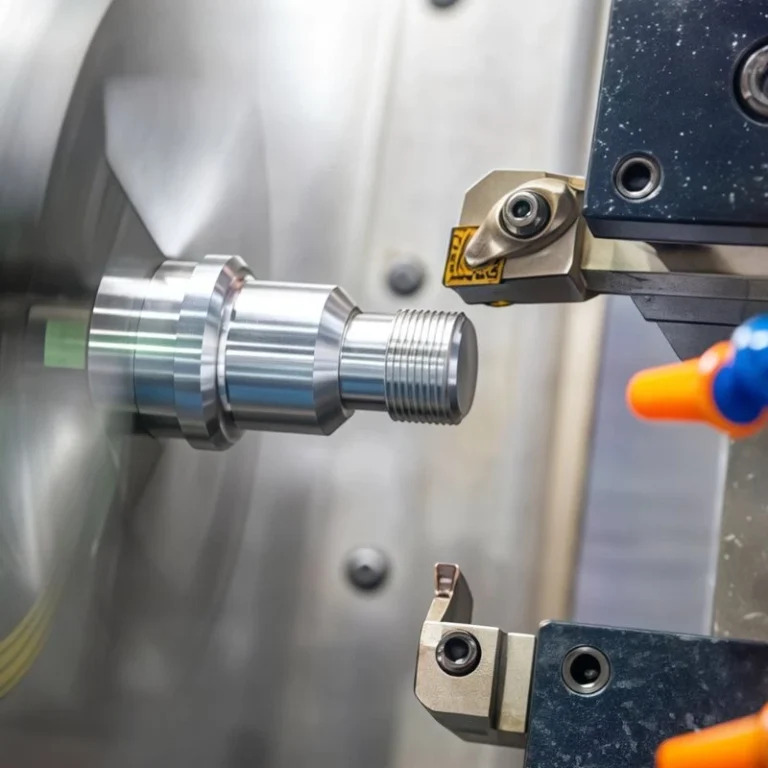
One of the greatest strengths of Swiss turning is its ability to maintain precision on very small and slender parts. Because the material is supported close to the tool, the process can reduce deflection and maintain better geometric control during cutting. This is especially important for tiny shafts, pins, connectors, medical components, and sensor parts where even small movement in the stock can affect final accuracy.
That close support also helps improve concentricity and surface consistency. In slender-part machining, the difference between acceptable quality and unstable quality often comes down to rigidity at the cutting zone. Swiss turning is effective because it addresses that exact issue. Instead of relying on a longer unsupported section of stock, it keeps the machining condition more controlled and predictable.
For industries where miniature parts must still meet strict dimensional standards, this advantage is significant. It allows manufacturers to produce components that are not only small, but also repeatably accurate. When tolerances are tight and part geometry is sensitive to movement during cutting, Swiss turning often provides a more dependable process window than standard turning methods.
Better Process Integration
Another major advantage of Swiss turning is its ability to combine several machining operations into one setup. Many Swiss machines include live tooling, sub-spindles, and multiple tool stations, which means turning, drilling, milling, threading, and back-working can often be completed in one cycle. This reduces the need to transfer the part between machines or setups for secondary operations.
Fewer setups usually mean fewer opportunities for positional error, handling damage, or dimensional shift. That matters even more on small precision parts, where re-clamping can introduce variation that is difficult to control later. By keeping more of the process inside one machine, Swiss turning helps manufacturers improve repeatability while shortening the route from raw bar stock to completed component.
This integration also supports productivity. Even when a part is intricate, the machine can often complete it with a streamlined sequence rather than a fragmented production path. For feature-rich parts made in steady quantities, that makes Swiss turning not only a precision solution, but also a production efficiency solution.
Strong Repeatability in Batch Production
Swiss turning is widely valued for its repeatability, especially in medium- to high-volume production. Many industries do not just need one accurate part. They need hundreds or thousands of parts that all stay within the same dimensional window. Swiss-type machines are well suited to this because their cutting conditions are highly controlled and their bar-fed process is optimized for consistent part production.
Repeatability is especially important in medical, electronics, aerospace, and automotive applications. In these sectors, batch stability affects downstream assembly, inspection efficiency, and overall product reliability. If one production lot varies too much, the issue is not only scrap cost. It may also create assembly mismatch, functional problems, or delays in later manufacturing stages.
Because Swiss turning supports the stock in a stable way and often reduces setup variation through integrated operations, it creates a strong foundation for batch consistency. That is one reason manufacturers often choose it when the part is small, but the production requirement is serious. For precision components made at scale, repeatability is often just as important as nominal accuracy.

Limitations of Swiss Turning
Higher Machine and Setup Complexity
Swiss turning is highly capable, but it is not always the simplest or lowest-cost option. Swiss-type machines are more specialized than conventional CNC lathes, and they often require more detailed planning in programming, tooling, process layout, and first-article validation. For simple parts or very low-volume jobs, that additional setup effort may not always make economic sense.
This is especially true when the part geometry is straightforward and the tolerance demand is not unusually strict. In such cases, a conventional CNC turning process may reach the same result with less setup complexity and lower machine cost. Swiss turning becomes most valuable when the part truly needs the process advantages it offers, rather than when it is used simply because it sounds more advanced.
In practical terms, this means process selection should stay tied to part requirements. Swiss turning should not be treated as the default choice for every turned component. It is a specialized strength process, and it delivers its best value when precision, stability, and integrated small-part production are genuinely important.
Limited Part Size Range
Swiss turning is mainly designed for small-diameter bar-fed parts. That means it is not the right process for every turned component, especially when the part is too large, too heavy, or simply not suited to bar stock production. For bigger workpieces, a standard CNC lathe is usually the more practical and more economical choice.
This size limitation is not a weakness so much as a clear application boundary. Swiss turning excels in a specific range of parts, particularly those that are compact, slender, and precision-focused. Once a part moves outside that range, the reasons for using a Swiss machine become weaker, and the process may no longer be the most efficient route.
Understanding this limitation helps prevent overuse of the process. A manufacturer should not choose Swiss turning only because a part is “precision.” The better question is whether the part’s size, stock form, and geometry align with what Swiss-type equipment was built to do best.
Not Always Best for Simple Low-Volume Parts
Swiss turning is most effective when the part has a strong match with the process. If the geometry is simple, the tolerance is moderate, and the order quantity is low, the overall process advantage may not outweigh the preparation cost. In those cases, conventional CNC turning may achieve the same engineering result with a more economical setup.
This is especially relevant in prototyping or short-run work where setup amortization is limited. If the part does not benefit from guide bushing support, integrated cross features, or batch repeatability, Swiss turning may be more process than the job really needs. The issue is not that Swiss turning cannot make the part. The issue is whether it is the most rational production choice.
As with any machining method, the best process depends on fit between the part and the production route. Swiss turning is excellent, but it is not universal. Manufacturers get the most value from it when the part is small, slender, precise, and likely to benefit from integrated multi-operation bar-fed machining.
Design Tips for Swiss Turned Parts
Good part design can make Swiss turning more efficient, more stable, and more cost-effective. Since this process is optimized for bar-fed production and small precision components, designs that match the machine’s strengths usually achieve better tolerances, shorter cycle times, and fewer secondary operations.
One useful guideline is to keep features suitable for bar stock machining and avoid unnecessary complexity. Designers should also be careful with extreme length-to-diameter ratios, overly tight tolerances that are not functionally required, and geometries that force extra post-processing. When possible, parts should be designed so that turning, drilling, milling, and threading can be completed in one setup.
In practice, the best Swiss turned parts are those designed with both precision and manufacturability in mind. When geometry, tolerance, and production method are aligned early in the design stage, manufacturers can reduce cost, improve repeatability, and get better overall machining results from Swiss turning.
FAQs
What parts are best suited for Swiss turning?
Swiss turning is best suited for small, precise, and slender parts that require tight tolerances, strong concentricity, and repeatable production quality. Typical examples include pins, shafts, bushings, connectors, terminals, sensor parts, medical components, and other bar-fed parts with fine features, small diameters, and relatively high length-to-diameter ratios.
What materials are commonly used in Swiss turning?
Common materials used in Swiss turning include stainless steel, aluminum, brass, copper alloys, titanium, and engineering plastics such as PEEK, Delrin, PTFE, and nylon. The best material depends on the part’s function, tolerance requirements, corrosion resistance, machinability, weight targets, and overall production cost in the final application.
Which industries use Swiss turning most often?
Swiss turning is widely used in medical, aerospace, electronics, automotive, and industrial equipment industries. These sectors often require small, high-precision components with stable dimensions, strong repeatability, and reliable batch consistency. It is especially useful when part performance depends on tight tolerances, fine details, and dependable production quality.
When should you choose Swiss turning instead of standard CNC turning?
Swiss turning is usually the better choice when a part is small, slender, complex, and requires tight tolerances, high concentricity, or stable repeatability. It is especially effective for medium- to high-volume production, where multiple operations can be completed in one setup, reducing handling time, secondary processes, and overall variation between parts.
Conclusion
Swiss turning is a highly effective machining process for small, complex, and slender parts that require tight tolerances, stable repeatability, and efficient batch production. Understanding how Swiss turning works, along with its advantages, limitations, and best-use scenarios, helps manufacturers choose the right process and improve machining quality.
At TiRapid, we provide precision CNC machining and manufacturing services for custom metal parts, welded assemblies, and industrial components for industries such as automotive, robotics, and industrial equipment.