As a common engineering plastic, nylon is widely used in machinery, automobile, electrical and other fields due to its excellent strength, wear resistance and self-lubricating properties. It is not only suitable for injection molding, but also very suitable for CNC processing. Starting from the basic characteristics of nylon, I will systematically explain its practical skills and precautions in CNC processing to help you gain a deeper understanding of how to apply nylon materials to precision manufacturing more efficiently.
What Is Nylon
Nylon is a synthetic polymer, the full name is polyamide, which was first developed by DuPont in 1935 and is widely used in engineering manufacturing. In actual projects, I most often use PA6 and PA66, which have excellent mechanical strength (PA66 tensile strength of 80-90 MPa), good wear resistance, low friction coefficient of 0.25, and can run for a long time under dry friction conditions.
Nylon also has good oil and alkali resistance, as well as excellent electrical insulation properties, making it an ideal material for automotive parts, electronic components, sliding parts, gears and industrial pulleys.
In CNC machining, nylon is very suitable for turning, milling and drilling operations due to its thermoplasticity and medium hardness. Especially in scenarios with high requirements for lightweight and self-lubricating, nylon can effectively replace some metal parts while reducing system noise and maintenance costs.
Whether it is unreinforced PA6 or PA66-GF30 reinforced with 30% glass fiber, I can achieve a tolerance of ±0.05 mm through reasonable tool selection and processing parameters. For structural and functional parts, nylon is always one of the cost-effective materials I recommend.
Common Types Of Nylon And Their Performance Differences
In the various projects I have participated in, nylon is not only known for its strength and toughness, but also has a variety of modified models to meet different application requirements. The most commonly used types include PA6, PA66, PA12 and glass fiber reinforced nylon. The performance differences between them directly affect the processing strategy and terminal application performance . Not only are there various types, but the physical properties of each grade are also significantly different.

In my CNC machining projects, I will choose the appropriate nylon model based on the purpose of the part, mechanical requirements and environmental conditions. The following is an analysis of several common nylon materials:
PA6 (Nylon 6)
PA6 is one of the nylons I process most frequently, especially for pulleys, guide rails and general structural parts. It has a tensile strength of up to 80 MPa and an elongation at break of up to 50%, and has good impact resistance and toughness. However, it has a water absorption rate of up to 2.5%, and humidity changes will affect dimensional accuracy, so I usually need to dry it for 6–12 hours (80°C) before processing.
PA66 (Nylon 66)
Compared with PA6, PA66 has higher crystallinity, tensile strength increased to 85-95 MPa, and heat deformation temperature reaches 250°C (under 0.45MPa). It is often used to manufacture parts such as connectors, gears, fasteners, etc. that are subject to high forces. It has stronger rigidity, but also has the problem of high hygroscopicity, and it also needs to be fully dried before processing.
PA12
PA12 is my first choice for projects that require high dimensional stability and low water absorption, such as medical seals, pneumatic fittings, etc. Its water absorption is as low as 0.2%, and its dimensional retention after processing is excellent. Its tensile strength is slightly lower (about 50-60 MPa), but its chemical resistance and impact resistance are excellent, making it suitable for precision structural parts.
30% Glass Fiber Reinforced Nylon
This model can increase the tensile strength to more than 90 MPa, and some can reach 130 MPa. It is my first choice when processing high-strength support parts (such as brackets and load-bearing shells). Its rigidity, dimensional stability and heat deformation temperature are far higher than unreinforced nylon, but the tool wear during processing is significantly increased. I generally use carbide tools and supplement them with mist cooling to extend tool life and obtain better surface quality.
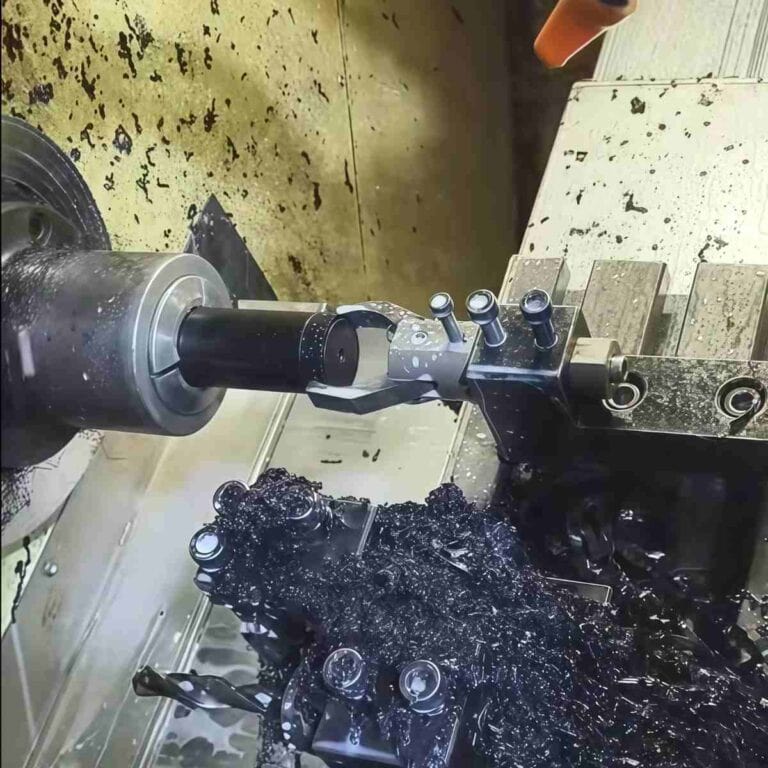
Can Nylon Be Processed By CNC
Nylon is an engineering plastic suitable for CNC machining, with good cutting performance and wide processing adaptability. Its processing difficulty is moderate, but it also requires mastering key skills, such as controlling material stress, tool selection, cooling method, etc. Especially in mass production, dimensional stability, hygroscopicity and thermal expansion must be managed in advance, otherwise tolerance deviation or surface defects are very likely to occur.
Preparation Work Before Nylon Processing (Such As Annealing, Drying)
Nylon is hygroscopic, so drying before processing is critical. For example, PA6 has a water absorption rate of up to 2.5%, and its dimensions may expand by more than 0.3% when wet. I generally dry it at 80°C for 8–12 hours to ensure that the moisture content drops below 0.2%. In addition, for molded blanks with high stress (such as injection molded parts), I will consider annealing (90°C–100°C for 2 hours) to release internal stress and prevent warping or cracking during processing.
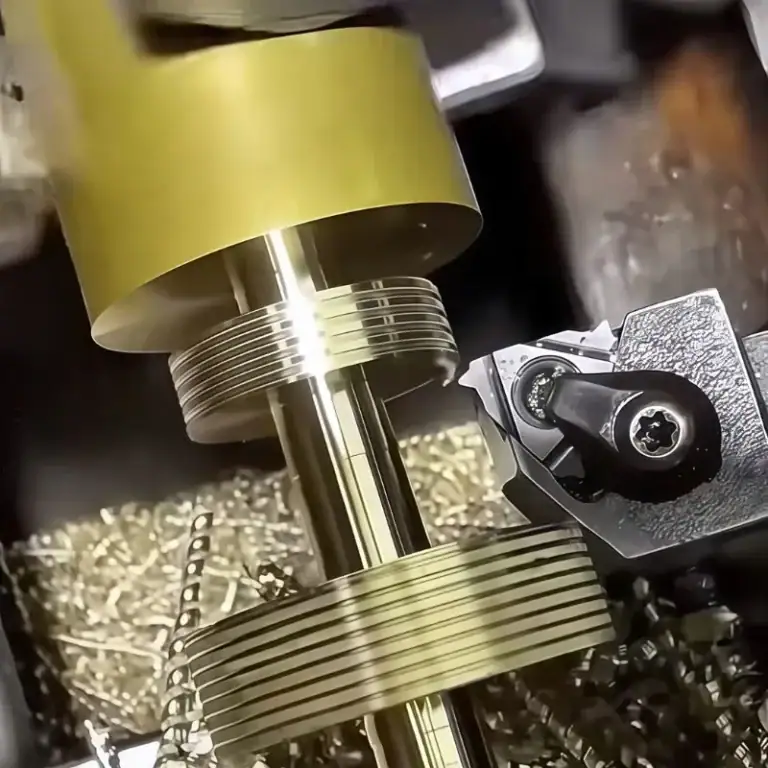
Recommended Machining Parameters (Cutting Speed, Feed, Depth Of Cut)
Depending on the nylon type, the processing parameters are slightly different:
PA6/PA66
Cutting speed: 180–250 m/min
Feed rate: 0.1–0.3 mm/rev
Cutting depth: 0.5–1.5 mm
30% glass fiber reinforced nylon
cutting speed: 100-180 m/min (because the glass fiber wears the tool)
Use carbide tools or titanium-coated HSS tools, and use a spray cooling system to keep the temperature stable.
In many experiments, I found that using a tool with a chipbreaker can reduce chip entanglement, reduce heat build-up, and improve surface quality.
Common Processing Problems And Solutions (Edge Collapse, Expansion)
Problem 1: Many Chipping/BurrsNylon
has high toughness. If the tool is not sharp enough or the feed is too strong, it is easy to pull the material instead of cutting it. The solution is to use a sharp tool with a small rake angle and reduce the feed rate to 0.1 mm/rev.
Problem 2: Dimensional Expansion/Deformation
is mainly caused by moisture absorption or uneven local heating leading to stress release. I avoid this by pre-drying the material and using a phased roughing + finishing strategy. For example, a 4-hour interval between roughing and finishing helps stabilize the material.
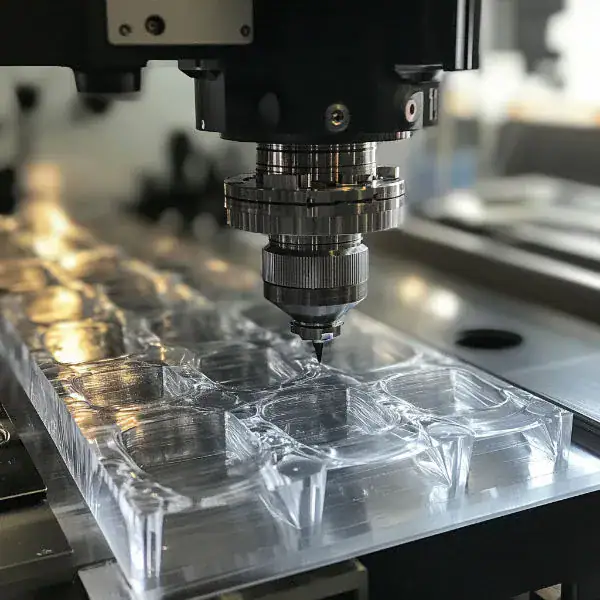
Surface Treatment Methods (Polishing, Dyeing, Sandblasting)
Although the nylon surface itself is relatively smooth, if there are special requirements, I usually do:
Mechanical Polishing : improve transparency or smoothness (Ra<0.8 μm)
Dyeing : used for custom colors, commonly seen on consumer product housings
Sandblasting : To improve friction properties or achieve a matte effect, often used on handheld parts!
Comparative Analysis Of Nylon And Other Engineering Plastics
In actual processing projects, nylon is often compared with other common engineering plastics such as POM, ABS, and polycarbonate (PC). My experience is that nylon is suitable for parts with medium strength, wear resistance, and self-lubrication requirements, while POM is more wear-resistant, ABS is light but weak in strength, and PC wins in terms of transparency and impact resistance. The key to selecting materials lies in performance matching, especially focusing on friction coefficient, hygroscopicity, and heat deformation temperature.
| Comparison Dimensions | Nylon (PA6/PA66) | POM (Polyoxymethylene) | ABS (Acrylonitrile Butadiene Styrene) | Polycarbonate (PC) |
| Friction coefficient | ≈0.25 | ≈0.2 | ≈0.35 | ≈0.4 |
| Wear resistance | ★★★★☆ | ★★★★★ | ★★☆☆☆ | ★★☆☆☆ |
| Impact strength | medium | medium | generally | Very high (>850 J/m) |
| Dimensional stability | Medium (high hygroscopicity) | High (low hygroscopicity) | high | medium |
| Heat Deflection Temperature | ≈200–250°C | ≈160–180°C | ≈90–100°C | ≈135–145°C |
| Processing performance | excellent | excellent | excellent | generally |
| Recommended Uses | Gears, Slide Blocks, Bushings | Pulleys, bearings, racks | Housings, toys, structural supports | Transparent cover, impact-resistant shell |
Common Industry Application Scenarios Of Nylon
In my CNC machining projects, nylon materials are widely used in many key industries due to their light weight, high strength, self-lubrication and excellent electrical insulation properties. Whether in the automotive, electronics, food or medical equipment fields, I select the appropriate type of nylon (such as PA6, PA66, PA12, glass fiber reinforced nylon) according to their mechanical requirements, environmental conditions and regulatory standards. Its tensile strength can reach 90 MPa, and its heat deformation temperature can reach up to 250°C. It also has good dimensional stability and chemical corrosion resistance, making it suitable for high-frequency operation and precision parts manufacturing in harsh environments.

The following are typical applications of nylon parts that I often handle in different industries:
Automotive Industry
I often process nylon parts for customers used in powertrain and body structures, including:
Highly wear-resistant nylon gears (PA66-GF30) are suitable for gearbox and motor transmission systems
Fixed brackets and connectors, with both rigidity and vibration reduction performance
Oil pipe clips , wire harness clips and other small structural parts that need to be oil-resistant and high-temperature resistant
Electrical Industry
of nylon make it an indispensable material for electrical systems. Typical parts I have processed include:
Insulation screws , insulation washers (commonly used PA6 and PA66)
Isolation pads for cable separation , high breakdown voltage and excellent safety
The nylon positioning block in the electric control box ensures stable and reliable operation of the line system
In The Food industry , we mainly use low-hygroscopic, FDA-certified PA12 materials in this field . Common parts are:
Conveyor roller and chain slider, low friction coefficient and quiet operation
Cutting guide rails and guide chutes maintain high cleanliness while meeting structural strength requirements
Removable nylon snap-on connector for easy cleaning and maintenance
Medical Industry Among the European and American medical customers I serve, nylon is widely used in the manufacture of high-precision structural parts, such as:
Medical equipment housing, bracket system (using PA12, excellent dimensional stability)
Positioning components in disposable surgical tools
Drive pinions and fasteners in dental equipment
Material Selection Recommendation Table For Nylon CNC Machining
The following comparison tables can be listed (it is recommended to be placed in the front):
| Material grade | Water absorption | Tensile Strength | Dimensional stability | Application Scenario |
| PA6 | High (2.5%) | 80 MPa | generally | Pulley, guide rail |
| PA66 | High (2.0%) | 90 MPa | good | Gears, connectors |
| PA12 | Low (0.2%) | 60 MPa | Excellent | Medical, sealing ring |
| PA66-GF30 | 低 | 130 MPa | 极佳 | 支架、壳体 |
FAQ
How Machinable Is Nylon?
Nylon is highly machinable with CNC methods like milling and turning. I typically achieve ±0.05 mm tolerances. Its medium hardness and low friction allow smooth cuts, but sharp tools and cooling are essential to prevent melting or deformation.
What Is The Best Way To Machine Nylon?
I recommend using sharp carbide tools, moderate cutting speeds (180–250 m/min), and coolant spray. Pre-drying nylon and applying interrupted cuts help prevent burrs and surface softening. Avoid aggressive feeds to maintain dimensional stability.
What Is The Difference Between Nylon And PA6?
Nylon is a general term for polyamide, while PA6 refers to Nylon 6 specifically. PA6 has ~80 MPa tensile strength and good impact resistance. However, its 2.5% water absorption can affect precision, making drying essential before machining.
What Is The Tolerance Of Nylon In Machining?
I usually maintain ±0.05 mm tolerance when machining nylon. For critical fits, ±0.02 mm is achievable with dry material and tight fixturing. However, moisture and thermal expansion make ±0.1 mm a safer general guideline for complex parts.
What Are The Limitations Of Nylon?
Nylon absorbs moisture (up to 2.5%), which causes dimensional changes. It’s sensitive to heat, has moderate stiffness, and can deform or produce burrs during machining. These factors make tight tolerances and long-term stability more challenging.
What Is A Good Tolerance For Machining?
In my experience, ±0.1 mm is a practical default tolerance for CNC plastic parts. With good material prep and machine control, ±0.05 mm is common. Tolerances below ±0.02 mm require post-machining calibration or special fixtures.
What Is The Temperature Tolerance Of Nylon?
Standard nylon withstands -40°C to 120°C in continuous service. For short bursts, it handles up to 150°C. For higher resistance, I use PA66-GF30, which maintains strength at elevated temperatures and resists softening under load.
What Are The Grades Of Nylon For Machining?
I commonly use PA6, PA66, PA12, and PA66-GF30. PA6 is tough and affordable, PA66 adds rigidity, PA12 offers low moisture absorption, and 30% glass-filled PA66 boosts tensile strength to over 130 MPa for structural applications.
Conclusion
The purpose of writing this nylon processing guide is to help you fully understand the performance differences, application scenarios and CNC processing techniques of nylon. Whether you are a design engineer, purchaser, or operator on the manufacturing side, as long as you master moisture absorption control, reasonable selection and processing parameters, you can effectively improve part quality, reduce defective rates, and more flexibly achieve functional design and cost optimization in the automotive, electrical, medical and other industries. I hope this guide can be a practical reference for you in material selection and precision processing.