Titanium is one of the most valuable materials in modern manufacturing, known for its high strength, light weight, and resistance to heat and corrosion. Yet these same properties make machining titanium especially challenging. In this article, we’ll explore proven CNC techniques, common challenges, and expert solutions that ensure precision and performance.
What Is Titanium
Titanium is a lightweight, high-strength metal widely used in aerospace, medical, and engineering industries. Known for its excellent corrosion resistance and high melting point, titanium offers unmatched performance where strength, temperature stability, and low weight are essential.
Get 20% offf
Your First Order
Titanium (chemical symbol Ti, atomic number 22) is a transition metal characterized by a density of 4.51 g/cm³, roughly 45% lighter than steel yet equally strong. Its melting point of 1,668°C and exceptional corrosion resistance make it ideal for harsh environments such as jet engines, offshore platforms, and medical implants.
Commercially, titanium is available in nearly 40 ASTM grades and alloys.
Grades 1–4: Commercially pure titanium, varying in tensile strength (240–550 MPa).
Grade 5 (Ti-6Al-4V): The most common alloy, with 6% aluminum and 4% vanadium, offering an ultimate tensile strength of around 900 MPa and excellent machinability when handled correctly.
Other Alloys (e.g., Ti-6Al-2Sn-4Zr-2Mo): Designed for high-temperature aerospace applications.
Due to its low thermal conductivity (around 6.7 W/m·K) and high reactivity, titanium can cause tool wear and heat accumulation during machining. In TiRapid’s CNC facility, engineers use specialized coatings such as AlTiN and high-pressure coolant to manage heat and maintain precision.
In short, titanium’s combination of lightweight strength, biocompatibility, and corrosion resistance makes it one of the most versatile materials in modern manufacturing.
What Are Some Common Titanium Alloys And Their Grades
Titanium comes in many different grades and alloys, each developed to meet specific engineering demands. From pure titanium to high-performance aerospace alloys, each grade offers unique combinations of strength, corrosion resistance, and machinability suitable for CNC production.
| Grade | Type & Composition | Key Properties | Typical Applications |
| Grade 1 | Commercially pure titanium (low oxygen) | Softest and most ductile; excellent corrosion resistance and formability | Chemical processing equipment, medical instruments, automotive parts |
| Grade 2 | Commercially pure titanium (standard oxygen) | Most commonly used grade; combines strength, ductility, and weldability | Aerospace structures, marine components, medical implants |
| Grade 3 | Commercially pure titanium (medium oxygen) | Higher strength than Grade 2, moderate formability, decent machinability | Aerospace fasteners, structural parts |
| Grade 4 | Commercially pure titanium (high oxygen) | Strongest pure titanium; outstanding resistance to corrosion and oxidation | Heat exchangers, hydraulic systems, cryogenic tanks |
| Grade 5 (Ti-6Al-4V) | Alloyed with 6% Aluminum, 4% Vanadium | High strength-to-weight ratio, excellent fatigue resistance, lower machinability | Aircraft engines, surgical implants, precision CNC components |
| Grade 6 (Ti-5Al-2.5Sn) | Aluminum–Tin alloy | Excellent weldability and stability at high temperatures | Jet engines, rocket casings, space vehicles |
| Grade 7 (Ti-0.15Pd) | Palladium-stabilized titanium | Superior corrosion resistance, especially in chemical environments | Chemical plants, desalination systems, marine applications |
| Grade 11 (Ti-0.15Pd, extra pure) | Palladium-stabilized pure titanium | Improved ductility and weldability compared to Grade 7 | Marine and chlorate manufacturing systems |
| Grade 12 (Ti-0.3Mo-0.8Ni) | Molybdenum–Nickel alloy | High strength at elevated temperatures; excellent weldability | Heat exchangers, hydrometallurgical systems, marine pipelines |
| Grade 23 (Ti-6Al-4V ELI) | Extra-low interstitial version of Grade 5 | Biocompatible, high fracture toughness, ideal for medical use | Orthopedic implants, surgical screws, dental prosthetics |
At TiRapid, Grade 2 and Grade 5 titanium are the most frequently used in CNC machining. Grade 2 provides easy formability for prototypes and housings, while Grade 5 ensures strength and precision for aerospace and medical components — improving efficiency by up to 30%.
What Are The Methods For Machining Titanium
Machining titanium requires a precise balance of speed, tool geometry, and heat management. Because of its low thermal conductivity and high strength, improper cutting strategies can lead to tool wear or deformation. Below are the most effective machining methods for titanium.
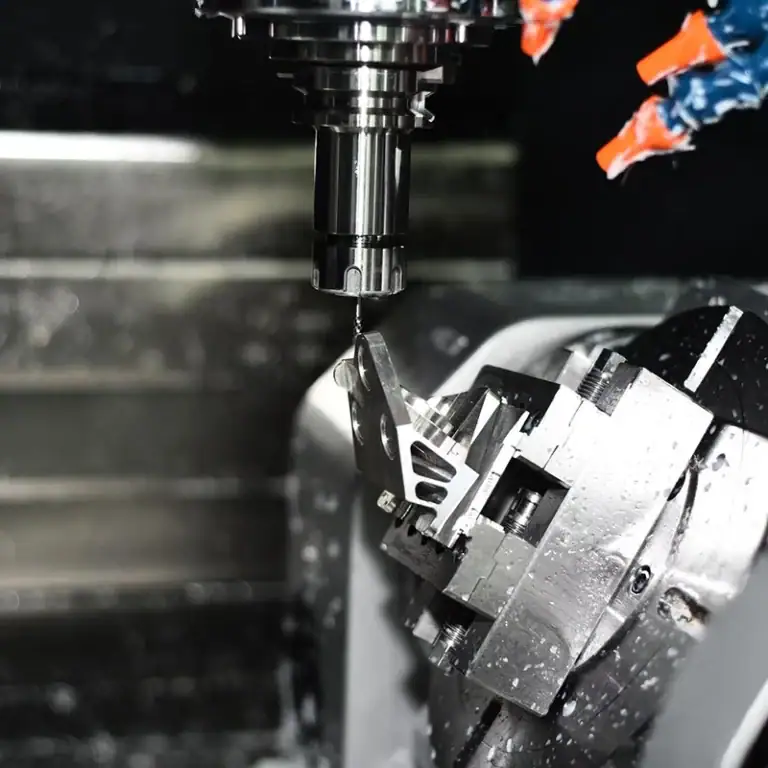
CNC Milling
CNC milling is one of the most common methods for shaping titanium. Using high-speed rotating tools, it allows precise material removal and fine surface finishes. Dynamic milling strategies are often used to reduce heat buildup and extend tool life by maintaining a constant engagement angle below 30°.
Example: In TiRapid’s workshop, high-speed carbide end mills (18,000 rpm) are used for Grade 5 titanium, achieving ±0.02 mm tolerance while minimizing burrs.
Turning and Lathing
During turning, the titanium workpiece rotates while a stationary tool cuts material. This process is ideal for cylindrical parts such as shafts and valves. Dynamic turning methods help stabilize cutting forces and prevent chatter, which is essential when machining flexible titanium alloys.
Drilling and Boring
Titanium drilling requires sharp carbide drills, high-pressure coolant, and slow feed rates to prevent overheating. Boring enlarges pre-drilled holes to achieve high dimensional accuracy — often necessary for aerospace and medical parts.
Helical Milling
Helical milling removes large amounts of material efficiently during roughing. By moving in a helical path, cutting pressure is distributed evenly, reducing tool wear. This method is particularly effective for thick titanium plates and deep cavities.
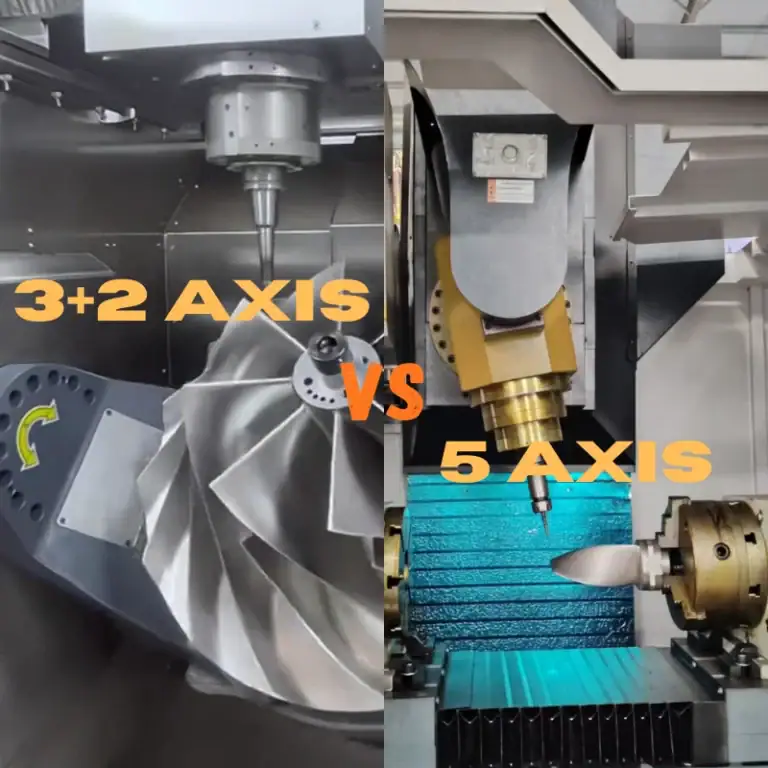
5-Axis Machining
Advanced 5-axis CNC machining provides flexibility for complex shapes and undercuts. It allows simultaneous movement along multiple axes, reducing setups and improving part accuracy — widely used in aerospace and orthopedic implant production.
Emerging Technologies
AI-driven toolpath optimization and hybrid manufacturing (combining additive and subtractive methods) are improving machining efficiency. Machine learning algorithms can now predict tool wear and automatically adjust cutting parameters, reducing downtime by up to 25%.
At TiRapid, our engineers often combine dynamic milling and 5-axis machining to balance precision with efficiency. Through optimized cooling and tool selection, we’ve reduced titanium part machining time by 30% while maintaining perfect surface quality.
Why Is Machining Titanium So Difficult
Titanium is famous for its strength and corrosion resistance—but these same properties make it one of the hardest materials to machine. Its low thermal conductivity, high chemical reactivity, and elastic nature cause rapid tool wear, deformation, and unstable cutting conditions.
Heat Generation & Low Thermal Conductivity
Titanium’s thermal conductivity is only 6.7 W/m·K, about one-sixth that of steel. This means heat remains near the cutting edge instead of dispersing through the chip or tool. As a result, tools wear out faster and workpieces may distort. Using high-pressure coolant and optimized low-RPM, high-feed milling can control temperatures and extend tool life.
At TiRapid, we have achieved up to 40% longer tool life with targeted coolant jets during titanium milling.
Chemical Reactivity And Built-Up Edge
Titanium reacts easily with tool materials like carbide or high-speed steel. This causes material to weld to the cutting edge, forming a built-up edge (BUE) that chips away unpredictably. The result is rough surfaces and damaged tools.
Using AlTiN or TiAlN coatings forms a thin oxide layer that resists adhesion. Continuous feed machining, without stopping the tool, also prevents galling and microcracks.
Work Hardening And Residual Stresses
When titanium is cut, the surface layer can harden up to 30% more than its original hardness. This work hardening increases cutting forces and can cause internal stresses that lead to part distortion after cooling.
To minimize these effects, machinists use balanced roughing and finishing steps, followed by post-machining annealing to relieve stress and stabilize the structure.
Chip Evacuation And Machine Rigidity
Titanium produces long, continuous chips that can clog the cutting zone and trap heat. Poor chip control leads to chatter, vibration, and tool breakage.
Using rigid machine setups, strong fixturing, and chip breakers helps maintain stability. Angled coolant flow improves chip evacuation and reduces vibration by up to 25%, resulting in smoother finishes.
Most machining failures with titanium occur not because of tool quality, but due to improper process control. TiRapid engineers combine vibration-damping fixturing, temperature monitoring, and smart toolpath software to maintain precision—reducing scrap rates by over 35%.
Cutting Parameters Optimization
Optimizing cutting parameters is the heart of successful titanium machining. Because titanium generates high heat and stress during cutting, the right balance of cutting speed, feed rate, depth of cut, and coolant pressure can make the difference between tool failure and perfect precision.
Cutting Speeds And Feed Rates
When machining titanium, slower cutting speeds and higher feed rates help minimize heat buildup. Titanium’s ideal cutting speed ranges between 60–100 ft/min (18–30 m/min) depending on the alloy grade and tooling material.
For example, Grade 5 Ti-6Al-4V performs best around 70 ft/min with a feed rate of 0.05–0.12 mm/tooth using carbide tools. High-speed machining with proper coolant flow can improve productivity by up to 25% without sacrificing surface finish.
TiRapid engineers often use adaptive control systems to automatically adjust spindle speed and feed rate based on real-time temperature and load data, reducing tool wear by nearly 30%.
Depth of Cut And Engagement
In titanium machining, excessive radial engagement quickly increases heat and deflection. To stabilize cutting, machinists use low radial engagement (Ae < 30%) and high axial depth (Ap 1–2×D) strategies.
This “high-efficiency milling” approach keeps chip thickness consistent and allows better heat dissipation. When roughing titanium components, maintaining a constant tool engagement angle is essential for uniform wear and dimensional control.
Coolant Pressure And Application
Temperature control is critical. A steady high-pressure coolant system (≥70 bar) prevents localized overheating and washes chips away from the cutting zone.
Emulsion-based or synthetic coolants with high lubricity are preferred for titanium because they reduce friction and extend tool life. Directing coolant through internal tool channels ensures even coverage and minimizes thermal cracking.
Machine Rigidity And Vibration Control
Because titanium cutting involves high forces, any machine deflection directly affects part accuracy. Short, rigid tool holders and stable fixturing are essential.
At TiRapid, we use hybrid damping toolholders that reduce vibration amplitude by 40%, achieving mirror-like finishes even on thin-walled titanium housings.
In real production, parameter optimization is never “one setting fits all.” TiRapid combines toolpath simulation, real-time temperature feedback, and vibration sensors to continuously refine cutting performance. This adaptive machining approach has reduced cycle times by 20–35% for aerospace titanium components.
Design And Process Optimization
Designing titanium parts isn’t just about geometry—it’s about manufacturability. Because titanium is expensive and difficult to machine, optimizing part design, CAD/CAM programming, and fixture setup can dramatically reduce cost, improve quality, and extend tool life in CNC titanium machining.
CAD/CAM Integration For Titanium Machining
Modern CAD/CAM systems are essential for machining titanium efficiently. CAD tools define precise geometry, while CAM generates optimized toolpaths that control cutting forces and heat buildup.
For example, adaptive toolpaths using constant engagement reduce cutting time by up to 25% and minimize tool wear. Simulation software such as ANSYS or Fusion 360 can predict tool deflection and stress points before machining begins—saving costly trial runs.
At TiRapid, our engineers combine SolidWorks for part design and PowerMill for complex 5-axis titanium programming, ensuring smooth surfaces and consistent dimensional accuracy even in tight-tolerance aerospace parts.
Fixture And Jig Optimization
Titanium’s elasticity requires rigid and vibration-free fixturing. Weak setups cause chatter, dimensional drift, and tool breakage.
An effective fixture should:
Support the workpiece close to the cutting area.
Distribute clamping pressure evenly to avoid deformation.
Allow efficient chip removal and coolant access.
For example, using custom 3D-printed soft jaws or vacuum fixtures reduces setup vibration by 40% and improves part flatness during finishing.
Design For Manufacturability (DFM) Principles
Design for Manufacturability (DFM) ensures that parts are practical to produce without compromising performance.
For titanium machining, this means simplifying features—larger fillet radii, uniform wall thickness, and shallow cavities—to reduce tool stress and cycle time.
Avoid deep, narrow pockets that trap heat, and ensure tool access from multiple sides if 5-axis machining is available.
From TiRapid’s experience, redesigning a medical implant with 0.5 mm thicker walls and rounded corners shortened machining time by 30% while maintaining required tolerance.
True optimization happens before machining starts. By combining DFM review, fixture simulation, and parameter testing, TiRapid helps clients cut prototype costs and transition smoothly into production. Our design-to-delivery approach reduces rework and achieves up to 20% cost savings per project.
Surface Finishing And Post-Processing
Surface finishing and post-processing are crucial steps in titanium CNC machining. They not only enhance the metal’s corrosion resistance and surface aesthetics but also improve wear performance, biocompatibility, and dimensional accuracy—essential for aerospace and medical-grade titanium parts.
Common Surface Finishing Methods For Titanium
Several finishing techniques are applied depending on the functional or aesthetic requirement:
Polishing: Produces a mirror-like surface by mechanically smoothing tool marks; ideal for medical implants or optical parts.
Bead Blasting: Uses fine glass beads to create a uniform matte surface and hide machining lines—perfect for aerospace housings.
Anodizing: A controlled electrochemical process that improves corrosion resistance and allows colorful oxide coatings; also enhances hardness.
PVD Coating: Deposits hard films such as TiN or TiCN for wear resistance and decorative gold-like finishes.
Powder Coating / Painting: Adds color and protection for industrial or consumer products.
Electrophoresis: Offers uniform coating thickness and strong adhesion, especially for small titanium parts.
At TiRapid, we often combine CNC precision machining + Type II anodizing, achieving both fine appearance and protection in one process.
Post-Processing For Functional Performance
After machining, titanium components often require further steps to ensure precision and reliability:
Deburring: Removes sharp edges or residual burrs to prevent assembly damage.
Stress Relief Annealing: Heat-treating parts between 480–650°C reduces internal stress and prevents deformation during use.
Precision Grinding: Achieves tight tolerances for mating surfaces, especially in aerospace joints or valves.
Ultrasonic Cleaning: Eliminates microscopic residues, essential for medical and semiconductor parts.
TiRapid’s post-processing workflow integrates CMM inspection and ultrasonic cleaning, ensuring every titanium part meets ISO9001 and ASTM standards.
Choosing The Right Finish For Application
Different industries demand specific finishing:
Aerospace: Type III anodizing or PVD for extreme wear resistance.
Medical: Mirror polishing and passivation for biocompatibility.
Automotive: Brushed or blasted finishes for a sleek, durable look.
Our engineers evaluate your application environment—temperature, stress, and contact materials—to recommend the most effective surface treatment, saving rework costs and improving lifespan by up to 40%.
Cost, Efficiency, And Safety
Machining titanium requires balancing cost, efficiency, and safety. By optimizing tool use, improving process control, and enforcing strong safety measures, manufacturers can reduce waste, enhance productivity, and maintain consistent part quality.
| Category | Key Strategies | Description & Data | Example from TiRapid |
| Cost Management | Optimize toolpath design | Use adaptive milling to extend tool life and lower wear; dynamic cutting reduces tool change frequency. | Tool life improved by 30%, average cost per part reduced by 18%. |
| Select high-performance tools | TiAlN-coated carbide tools offer better heat resistance and longer service life. | Tool replacement cycle extended by 2.5×. | |
| Plan efficient production batches | Group similar titanium parts to reduce machine setup time. | 15% less downtime between runs. | |
| Recycle titanium chips | Recovered chips can reclaim up to 20% material cost. | TiRapid chip recycling reduced raw material expense by 12%. | |
| Efficiency Improvement | Apply high-pressure coolant (>70 bar) | Maintains temperature and removes chips effectively. | Reduced tool wear rate by 22%. |
| Use shorter tools | Reduces vibration and deflection during cutting. | Surface roughness improved by 35%. | |
| Optimize feed and spindle rates | Smart CAM software dynamically adjusts speeds and feeds to reduce heat buildup. | Machining cycle time reduced from 3.2 hrs → 2.4 hrs. | |
| Perform CAM simulation before machining | Prevents tool collision and wasted material. | Scrap rate dropped by 10%. | |
| Safety & Reliability | Use PPE and maintain clean workspace | Prevents burns, eye injuries, and chip ignition. | 0 accidents in 5 years of operation. |
| Handle coolants & chips properly | Store and dispose of lubricants following ISO safety standards. | Complies with ISO9001:2015. | |
| Fire prevention and emergency training | Regular safety drills and automatic suppression systems in CNC rooms. | 100% staff trained; monthly inspections maintained. |
Applications Of Machined Titanium
Titanium’s exceptional strength-to-weight ratio, corrosion resistance, and biocompatibility make it a preferred material in demanding industries. From aerospace turbines to medical implants, CNC-machined titanium parts deliver precision, reliability, and long-term performance where failure is not an option.
| Industry | Typical Titanium Parts | Why Titanium? | Real-World Example |
| Aerospace | Turbine blades, seat frames, engine housings, fasteners, oxygen system valves | Up to 40% lighter than steel, withstands 600 °C+, excellent fatigue resistance | TiRapid supplied 5-axis-machined Grade 5 titanium housings for aircraft hydraulic systems |
| Automotive | Valve springs, connecting rods, brake calipers, piston pins, suspension parts | Reduces vehicle weight and improves fuel efficiency; durable under vibration | Titanium valve retainers used in racing engines extend life by 3× |
| Medical & Dental | Bone screws, spinal rods, dental implants, surgical plates | Biocompatible, non-magnetic, corrosion-proof, safe for sterilization | CNC-milled Ti-6Al-4V implants used in orthopedic and dental reconstruction |
| Marine & Offshore | Propeller shafts, heat exchangers, underwater housings, pump parts | High corrosion resistance in seawater and chloride environments | Titanium components last 10 years longer than stainless steel in offshore rigs |
| Industrial Equipment | Chemical process valves, heat-resistant housings, precision tooling | Excellent chemical resistance and strength at high temperatures | Used in chlorate production and desalination plants for reliability |
| Consumer Electronics & Luxury Goods | Watch cases, smartphone frames, audio components | Lightweight, strong, aesthetic metallic finish | Polished titanium watch cases maintain shine and resist scratches |
At TiRapid, we have extensive experience machining Grade 2 and Grade 5 titanium for aerospace, medical, and marine clients. Our precision CNC and surface finishing technologies ensure each component meets international standards (ASTM B348 / ISO 5832-3).
FAQs
Is Titanium Hard To Machine?
Yes, titanium is difficult to machine due to its low thermal conductivity (6.7 W/m·K) and high strength-to-weight ratio. It traps heat near the cutting edge, causing rapid tool wear. In my CNC experience, optimizing coolant pressure (≥70 bar) and reducing radial engagement improved tool life by 40%.
What Is The Best Tool For Machining Titanium?
The best tools for titanium are carbide end mills with AlTiN or TiAlN coatings, as they resist heat and galling. I typically use tools with a sharp 35°–45° helix angle and 0.02–0.04 mm/tooth feed. These parameters improve chip evacuation and extend tool lifespan by 2.5 times.
How Much Is 1 Lb Of Titanium Worth?
The price of titanium varies by grade and market, but on average, 1 lb costs between 4 and 9 USD. Aerospace-grade titanium alloys like Ti-6Al-4V (Grade 5) are more expensive due to their purity and strength. I’ve seen raw material costs rise 15–20% annually in the global market.
Why Does Titanium Scratch Easily?
Although titanium is strong, its oxide layer (2–5 nm thick) is relatively soft, which makes it prone to surface scratches. I often apply PVD coatings or Type III anodizing to enhance surface hardness to HV > 400, reducing wear and maintaining a smooth finish under stress.
How To Be Absolutely Sure That A Metal Is Really Titanium?
To verify titanium, I use X-ray fluorescence (XRF) or spark spectroscopy to detect its unique elemental spectrum. Titanium is non-magnetic, lightweight (density ≈ 4.5 g/cm³), and highly corrosion-resistant. In TiRapid’s lab, density and spark tests confirm titanium authenticity with 99.8% accuracy.
What Makes Titanium So Difficult For Machining?
Titanium’s high strength (up to 1100 MPa) and low thermal conductivity make it hard on tools. Heat builds up at the cutting edge, causing deformation and micro-cracks. In my machining projects, using constant-engagement toolpaths and high-pressure coolant reduced scrap rates by 35%.
How Hard Is Titanium?
Titanium’s hardness depends on grade—Grade 2 averages around 160 HB, while Grade 5 (Ti-6Al-4V) reaches approximately 349 HB. That’s nearly twice as hard as aluminum but lighter than steel. During CNC machining, I maintain sharp tools and effective cooling to prevent tool failure.
Why Is Titanium So Hard To Produce?
Titanium production involves the Kroll process, reducing titanium tetrachloride (TiCl₄) with magnesium at 800–900 °C. This requires high energy and complex refining steps. Producing one ton of titanium consumes about 30 times more energy than aluminum, which makes it costly and labor-intensive.
Conclusion
Titanium machining combines science, precision, and innovation. Though challenging, with the right tools, optimized parameters, and expert design strategies, it delivers unmatched performance across industries—from aerospace to medical engineering. At TiRapid, we turn titanium’s complexity into your competitive edge.