
How to cut stainless steel in CNC machining and fabrication is a common challenge due to its unique material behavior. Unlike carbon steel, stainless steel retains heat and work-hardens quickly, causing cutting resistance to increase during machining. Improper speed or feed control often leads to overheating, rapid tool wear, and poor edge quality.
In this guide, you’ll learn how to cut stainless steel efficiently across sheet. It covers cutting methods, tool selection, heat control, and feed strategies to prevent work hardening and ensure consistent results.
What Is Stainless Steel Cutting?
Stainless steel cutting is the process of separating, shaping, or removing material from stainless steel using mechanical or thermal methods. In fabrication and CNC machining, circular saws, angle grinders, as well as industrial processes like laser cutting, plasma cutting, and waterjet cutting are commonly used depending on material thickness, precision requirements, and production volume.
The cutting method is usually selected based on factors such as material thickness, required precision, and production efficiency. Proper cutting techniques help ensure clean edges, stable dimensions, and consistent part quality during manufacturing.
In manufacturing, stainless steel can be cut using tools such as band saws, circular saws, and angle grinders, as well as industrial processes like laser cutting, plasma cutting, and waterjet cutting. The appropriate method depends on factors such as material thickness, production volume, and required edge quality.
Compared with carbon steel, stainless steel is more difficult to cut because it retains heat and work-hardens quickly under friction. Heat tends to concentrate at the cutting zone, which can increase tool wear and reduce cutting efficiency if parameters are not properly controlled.
For this reason, successful stainless steel cutting requires proper tool selection, controlled cutting speed, stable feed rate, and effective cooling. Managing these factors helps produce clean edges, extend tool life, and maintain dimensional accuracy during machining and fabrication.
How to Cut Stainless Steel?
Stainless steel can be cut using different techniques depending on the application, available tools, and working conditions. Whether in manual operations or CNC machining manufacturing, selecting the right cutting method helps maintain edge quality, reduce tool wear, and improve overall cutting efficiency and consistency.

Step 1: Measure and Mark Precisely
Accurate marking is the foundation of clean and precise stainless steel cutting. Even small layout errors can lead to dimensional deviation, wasted material, or misalignment during assembly. For high-precision work, use a fine metal scribe instead of a thick marker to achieve clearer, thinner lines. Always verify measurements using calipers or a steel rule, and double-check critical dimensions before cutting. In batch production, templates or positioning fixtures can significantly improve consistency and reduce human error.
Step 2: Secure the Workpiece Firmly
Proper clamping is essential to prevent vibration, chatter, and distortion during cutting. Stainless steel has higher strength and toughness than mild steel, so any instability can quickly result in uneven edges, tool deflection, or blade damage. Use a vise, clamps, or dedicated fixtures to hold the material securely. For thin sheets, add backing support to reduce flexing, and for pipes or tubes, ensure proper alignment along the cutting axis to avoid deformation or ovality.
Step 3: Select the Proper Tool and Blade
Tool and blade selection has a direct impact on cutting performance, edge quality, and tool life. Stainless steel tends to generate more heat and can work-harden under friction, making proper tooling critical. Choose carbide-tipped or high-quality bi-metal blades specifically designed for stainless steel. Match the tooth pitch (TPI) to the material thickness—use higher TPI for thin sheets to ensure smooth cuts, and lower TPI for thicker materials to improve chip evacuation and reduce heat buildup.
Step 4: Set Correct Speed and Feed
Controlling cutting speed and feed rate is essential when working with stainless steel. Compared to carbon steel, stainless steel should be cut at lower surface speeds to prevent overheating and rapid tool wear. Maintain a steady and consistent feed pressure throughout the cut. Avoid stopping or hesitating mid-cut, as this increases friction and can cause localized work hardening. A smooth, continuous cutting motion ensures better surface finish, improved accuracy, and longer tool life.
Step 5: Control Heat During Cutting
Heat management is one of the most critical factors in stainless steel cutting. Excessive heat can lead to discoloration, reduced corrosion resistance, and premature tool failure. Avoid staying in one cutting position for too long, and ensure proper chip removal to prevent heat accumulation. When possible, apply cutting fluid, coolant, or compressed air to dissipate heat and improve cutting efficiency. For thicker materials, consider intermittent cutting or multi-pass strategies to allow cooling between operations.
Step 6: Deburr and Clean the Edge
After cutting, burrs and sharp edges are common, especially when using mechanical cutting tools. These burrs can affect assembly accuracy and pose safety risks during handling. Use a file, deburring tool, or flap disc to smooth edges and remove sharp corners. If heat tint or oxidation appears on the surface, apply light polishing or passivation to restore corrosion resistance and improve surface finish. Proper edge finishing ensures both functional performance and product quality.
Step 7: Inspect Before Assembly
Before proceeding to assembly or welding, it is important to inspect all cut features and dimensions. Cutting forces, heat, or improper clamping may cause slight deformation or dimensional variation. Check critical parameters such as length, straightness, squareness, and edge condition. For thin sheets or long parts, verify that no warping has occurred. Early inspection helps identify issues before further processing, reducing rework and ensuring consistent assembly performance.
Cutting Stainless Steel by Application and Tools
Different stainless steel forms and working conditions require different cutting approaches. Selecting the right method based on material shape, tool type, and precision requirements helps improve cutting efficiency, reduce heat buildup, and maintain edge quality.
1. Sheet, Pipe, and Plate Applications
Cutting methods vary depending on the form of stainless steel. Thin sheets are commonly processed using laser cutting or circular saws for clean edges. Pipes and tubes are typically cut with band saws or chop saws to ensure straight and stable cuts. Thick plates often require plasma or waterjet cutting to maintain cutting stability and minimize edge defects.
2. Power Tool Cutting
In workshops and fabrication environments, power tools are widely used for stainless steel cutting. Common tools include band saws, angle grinders, and circular saws equipped with carbide-tipped blades. These tools provide efficient cutting for sheet, pipe, and bar stock. Proper blade selection and controlled cutting speed are essential to prevent overheating and work hardening.
3. Manual Cutting Methods
Manual cutting is suitable for thin stainless steel sheets or small components where precision requirements are lower. Tools such as hacksaws, aviation snips, and hand files are commonly used. Maintaining steady pressure and slower cutting speed helps reduce heat buildup and improves edge quality during manual operations.
Stainless Steel Cutting and Machining Method Comparison
Choosing the right stainless steel cutting or machining method requires balancing precision, heat control, material thickness, and production efficiency. Industrial processes such as laser cutting, waterjet, and CNC machining provide higher accuracy and stability, while workshop and DIY tools are more suitable for small-scale or on-site operations.
| Method | Application Type | Thickness Range | Edge Quality | Speed | Heat Affected Zone (HAZ) | Cost Level |
|---|---|---|---|---|---|---|
| CNC Milling | Precision machining | Solid parts / complex geometries | High precision, controlled surface finish | Moderate | Low (controlled) | Medium to high |
| CNC Turning | Precision machining | Cylindrical / shaft components | High precision, excellent concentricity | Fast | Low (controlled) | Medium to high |
| Laser Cutting | Industrial | Thin to medium (up to ~30 mm depending on power) | Very high precision, minimal burr | Fast (CNC controlled) | Moderate on thick sections | High |
| Plasma Cutting | Industrial | Medium to thick plate | Moderate, cleanup required | Very fast | Significant on thicker material | Medium |
| Waterjet Cutting | Industrial | Thin to very thick plate | Excellent, clean edge | Moderate | None (cold cutting) | High |
| Circular Saw | Workshop / DIY | Thin to medium sheet | Good for straight cuts | Moderate | Low to moderate | Low |
| Band Saw | Workshop / DIY | Pipe, tube, bar stock | Clean, minimal burr | Moderate | Low | Low to medium |
| Angle Grinder | DIY / On-site | Thin to medium material | Rough edge, deburring required | Fast (manual) | Moderate to high | Low |
Recommended Cutting Speeds
Cutting speed is critical when machining stainless steel because it retains heat and work-hardens quickly. Excessive RPM raises tool temperature, leading to rapid wear and unstable cutting conditions. Proper speed selection helps control heat, extend tool life, and maintain consistent edge quality.
The best tools for cutting stainless steel depend on material thickness and precision requirements. Laser cutters, plasma cutters, and waterjet systems are commonly used in industrial manufacturing. In workshops, tools such as angle grinders, band saws, and carbide-blade circular saws are widely used for cutting stainless steel.

1. CNC Milling
CNC milling is widely used for machining stainless steel parts with complex geometries and tight tolerances. It uses rotating cutting tools to remove material from solid blocks, making it ideal for slots, pockets, and detailed features. This method provides excellent surface finish and dimensional accuracy. However, stainless steel tends to generate heat and work harden, so proper cutting speed, tooling, and coolant are essential to maintain tool life and machining stability.
2. CNC Turning
CNC turning is commonly used for producing cylindrical stainless steel components such as shafts, bushings, and threaded parts. The workpiece rotates while a cutting tool removes material to achieve precise diameters and smooth surfaces. CNC turning offers high efficiency and excellent concentricity, especially for high-volume production. To avoid tool wear and heat buildup, controlled cutting parameters and adequate lubrication are critical when machining stainless steel.
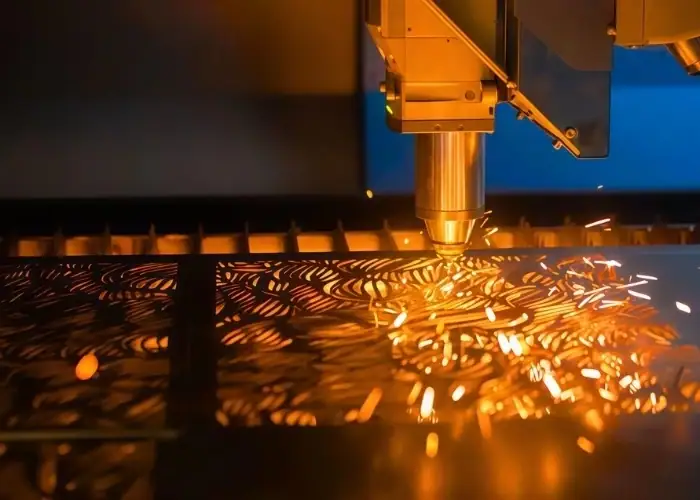
3. Laser Cutting
Laser cutting is widely used in CNC Machining for stainless steel sheet and medium-thickness plates. A high-energy laser beam melts the material along a programmed path, producing very clean edges and tight tolerances. This method is ideal for complex shapes, precise holes, and high-volume production. However, equipment cost is relatively high and thickness capability depends on laser power.
4. Plasma Cutting
Plasma cutting is commonly used for thicker stainless steel plates where high cutting speed is required. The process uses an electrically ionized gas jet to melt and remove metal. Plasma cutting is faster for heavy sections, but edge quality is usually lower than laser cutting and may require secondary finishing.
5. Waterjet Cutting
Waterjet cutting uses a high-pressure stream of water mixed with abrasive particles to cut stainless steel. Because it is a cold cutting process, it produces no heat-affected zone (HAZ) and avoids discoloration or metallurgical changes. This method is useful when cutting thick plates or heat-sensitive components.
6. Angle Grinder
An angle grinder equipped with a thin stainless-steel cutting disc is widely used in workshops and on-site fabrication. It is suitable for cutting stainless steel sheet, pipes, bars, and small plates. While it is fast and flexible, the cut edge is rougher and usually requires deburring or finishing.
7. Band Saw
Band saws are commonly used to cut stainless steel pipe, tube, and solid bar stock. They provide stable, straight cuts with relatively low heat generation. With the correct blade tooth pitch and cutting speed, band saws can deliver good edge quality and longer blade life.
8. Circular Saw with Carbide Blade
Circular saws fitted with carbide-tipped metal-cutting blades are effective for straight cuts in stainless steel sheets and plates. They are often used in fabrication shops for repetitive cutting tasks. Using the correct blade geometry and lower cutting speed helps prevent overheating and work hardening.
Common Cutting Problems and Solutions
Most stainless steel cutting problems are related to heat buildup, inconsistent feed rate, or improper tooling. Because stainless steel work-hardens quickly, even small process mistakes can lead to rough edges, rapid blade wear, or dimensional inaccuracy. Identifying the root cause early helps maintain cutting efficiency and improve edge quality.

1. Work Hardening
Work hardening happens when the cutting tool slows down, pauses, or rubs against the material instead of cutting smoothly. This causes the surface of stainless steel to become harder, making further cutting more difficult and increasing tool wear. To avoid this, maintain a steady feed rate and consistent cutting motion. Never stop mid-cut, and always keep the tool engaged with proper pressure.
2. Discoloration
Discoloration, often seen as blue or brown marks on the surface, is caused by excessive heat during cutting. This usually indicates that the cutting speed is too high or cooling is insufficient. To reduce heat buildup, lower the RPM, keep a steady feed, and use coolant or compressed air when possible. Proper heat control helps maintain surface quality and prevents damage to the material.
3. Burr Formation
Burrs are rough edges or small metal fragments left after cutting. They usually occur when the blade is dull, worn out, or not suitable for stainless steel. Incorrect tooth pitch can also cause tearing instead of clean cutting. To minimize burrs, always use sharp, stainless-steel-rated blades, select the correct tooth count, and ensure the workpiece is securely clamped during cutting.
4. Warping
Warping often occurs in thin stainless steel sheets due to uneven heat distribution or lack of proper support. As heat builds up, the material expands and bends, affecting dimensional accuracy. To prevent warping, use proper backing support, clamp the material firmly, and avoid excessive heat by controlling cutting speed and applying cooling when needed.
FAQs
Is Stainless Steel Harder to Cut Than Mild Steel?
Yes. Stainless steel is generally harder to cut than mild steel because it work-hardens quickly and retains heat during cutting. When friction builds up, the material surface becomes even harder, which increases tool wear and cutting resistance. Mild steel does not harden as aggressively under heat, making it easier on blades and cutting wheels. That’s why I always use slower speeds, consistent feed rates, and carbide tooling when cutting stainless steel.
What Blade Is Best for Stainless Steel?
For stainless steel cutting, carbide-tipped or high-quality bi-metal blades specifically rated for stainless applications provide the best performance. Blade selection should match material thickness. Use higher TPI (18–24) for thin sheet to ensure smoother cuts and reduced vibration. For thicker sections, select lower TPI to improve chip evacuation, reduce heat buildup, and minimize work hardening. Proper blade geometry significantly extends tool life and improves edge quality.
Can You Cut Stainless Steel with a Wood Saw?
A standard wood blade is not suitable for stainless steel and can overheat, dull rapidly, or chip under load. If using a circular saw, install a carbide-tipped metal-cutting blade specifically designed for stainless steel. Reduce RPM, secure the workpiece firmly, and maintain steady feed pressure. Always wear full protective equipment, as stainless steel cutting generates sparks and high heat.
Can You Use an Angle Grinder to Cut Stainless Steel?
Yes. An angle grinder can cut stainless steel when equipped with a thin stainless-steel cutting disc designed for metal. These discs are strong enough to handle the hardness of stainless steel and are commonly used for cutting sheet, pipe, and small plates. When cutting, maintain steady control and avoid excessive pressure to reduce heat buildup and disc wear. Angle grinders are widely used in workshops and on-site fabrication because they are portable and efficient, although the cut edge may require deburring or light finishing afterward.
How Can You Cut Stainless Steel Sheet at Home?
You can cut stainless steel sheet at home using common tools such as an angle grinder, circular saw, jigsaw, tin snips, or a band saw. The best method depends on material thickness, cut type, and available tools. Using proper blades and maintaining a steady cutting speed helps reduce heat buildup, improve edge quality, and achieve more consistent results.
How to Cut Stainless Steel Pipe?
Stainless steel pipe can be cut using tools such as a tube cutter, angle grinder, band saw, or chop saw. The best method depends on the pipe diameter, wall thickness, and the required cutting accuracy. For thin pipes, a tube cutter provides clean and precise cuts, while thicker pipes are commonly cut with power tools like grinders or saws equipped with stainless-steel-compatible blades.
What Is the Best Way to Cut Stainless Steel?
The best way to cut stainless steel depends on the material thickness, required precision, and available tools. For thin sheets and high precision, laser cutting provides clean edges and tight tolerances. For thick plates, waterjet cutting is ideal because it avoids heat-affected zones, while plasma cutting offers faster results for less critical applications. In workshop or home settings, tools like angle grinders or circular saws with carbide blades are commonly used. In all cases, controlling heat, using sharp blades, and maintaining a steady feed are essential for achieving clean cuts and reducing tool wear.
Conclusion
After mastering stainless steel cutting, At TiRapid delivers high-precision boring and drilling with exceptional stability. Our machining processes maintain tight tolerances (as close as ±0.005mm), ensuring every hole meets exact specifications. Each operation undergoes rigorous CNC control with real-time monitoring for consistent quality.
Parts are verified through comprehensive inspection protocols, guaranteeing reliability across production runs. From prototype to volume manufacturing, TiRapid provides the precision and repeatability critical for demanding applications in aerospace, medical, and automotive industries.



















