How to cut aluminum plate?Cutting aluminum is not as simple as dealing with ordinary metals. Due to the high ductility and thermal conductivity of aluminum, it is easy to cause burrs, sticking or thermal deformation when cutting. I know from my processing projects that in order to obtain precise and smooth cutting edges, you must choose the right tools and processes according to the thickness, shape and purpose of the aluminum plate. From metal scissors and circular saws to CNC lasers and water jets, each method has its applicable scenarios. This article will comprehensively introduce the common tools, process flow and practical skills for cutting aluminum plates to help you improve efficiency, control errors, and achieve professional-level cutting results.
What Is Aluminum Plate Cutting
In my many years of processing experience, aluminum sheet is undoubtedly one of the most common and challenging metal materials. It is widely used in a variety of industries such as aviation structural parts, rail transit parts, architectural decorative panels, medical equipment housings, consumer electronics base plates, etc. Aluminum sheet is not only light and strong, but also has excellent corrosion resistance and thermal conductivity. It is a material that combines high performance and machinability.
However, it is precisely these characteristics that make aluminum plate cutting a process that requires highly professional control. For example, due to its high thermal conductivity (about 235 W/m·K), it is easy to heat up quickly during the cutting process, causing thermal deformation . For example, aluminum is soft and easy to stick to the knife, the knife wears quickly, and burrs or even cracks will be generated at the cutting edge, which will seriously affect the assembly accuracy or cause material waste.
In actual projects, I usually choose the appropriate cutting tools and processes based on the thickness, hardness (such as 6061-T6 or 7075), expected accuracy, and downstream processing methods of the aluminum plate. For aluminum plates with a thickness of less than 3mm, I will give priority to laser cutting or shearing equipment , while for aluminum plates with a thickness of more than 10mm, I prefer to use CNC milling or plasma cutting equipment to ensure verticality and dimensional stability.
In a medical housing project, we needed to cut a 15mm thick aluminum plate into a complex outer contour part with an accuracy of ±0.05mm. Finally, through three-axis CNC machining + fine tool path + mist cooling and lubrication strategy, thermal expansion and contraction and tool wear were effectively controlled, the surface roughness reached Ra0.8, and there was no rework for subsequent anodizing.
In the final analysis, aluminum plate cutting is not a simple “cutting”, but a comprehensive project covering the understanding of material properties, equipment adaptation, tool selection, thermal control strategy and quality inspection. In the following content, I will systematically sort out various tools suitable for cutting aluminum plates, processing methods of different thicknesses, avoidance techniques for common problems, and how to balance efficiency and precision in practical applications. I hope to provide a practical reference framework for every practitioner.
Characteristics And Classification Of Aluminum Materials
Before cutting any aluminum plate, I always insist on starting from the material itself. Understanding the characteristics and classification of aluminum is the key to ensuring cutting efficiency, accuracy and cost control. Different types of aluminum not only have significant differences in thickness and hardness, but also reflect complex variables in processing methods, thermal response and tool adaptation.

Usually, we call materials with a thickness of less than 0.2mm aluminum foil, 0.2-6mm aluminum sheet, and 6mm and above aluminum plate. In actual processing, I would consider 1-3mm as medium thickness, suitable for laser or shearing technology , and for aluminum plates with a thickness of more than 10mm, I prefer CNC milling or water jet cutting to ensure verticality and accuracy.
The type of aluminum alloy also directly determines the difficulty of cutting. For example, 5052 aluminum alloy is widely used in the sheet metal and stamping industries due to its good ductility and medium strength. It has good processability and is a non-heat treatment strengthening type. Although 6061 aluminum alloy has higher strength and hardness (Brinell hardness of about 95HB), it has higher requirements for tool wear, especially in the T6 heat treatment state, the cutting resistance increases significantly.
In my project, I paid special attention to the high thermal conductivity (thermal conductivity can reach 235 W/m·K) and ductility of aluminum. Although these two properties make aluminum have good formability, they can also cause problems such as thermal deformation and material sticking to the knife during cutting. When I was processing a 12mm thick 6061-T6 aluminum plate, it was partially warped due to untimely cooling. Finally, I adjusted the cutting path and used the mist cooling system to control the tolerance error within ±0.03mm.
Additionally, certain aluminum alloys have different affinities for coated tools. For example, with 7075 aluminum, I usually prefer DLC (diamond-like carbon) or ZrN coated tools to reduce chip sticking and increase tool life.
In summary, the classification of aluminum not only determines the optional processing methods, but also affects the cutting parameter settings, cooling methods and final product quality. Understanding the material is the starting point for every successful cutting.
Common Tools For Cutting Aluminum Sheets
In aluminum plate cutting, choosing the right tool is more important than anything else. Manual tools such as metal shears and saws are suitable for small batches and simple shapes, while for large-volume, high-precision tasks, I prefer to use CNC laser, plasma or water jet cutting. Each tool has its own advantages in efficiency, cost, surface quality and heat-affected zone control. Only by understanding these differences can we find the optimal solution in actual production.
Hand Tools
For small batches or low thickness aluminum sheet processing tasks, I usually prefer hand tools. They do not rely on power or complex equipment, are flexible to operate, and are low cost, making them ideal for temporary cutting or DIY projects.
Metal shears are one of the tools I use most when dealing with aluminum sheets with a thickness between 0.5mm and 3mm. They can quickly cut straight lines or simple contours, with clean cuts and minimal deformation. However, if the thickness exceeds 3mm, the shear force will be significantly insufficient, which can easily cause material tearing or tool damage.
When it comes to thinner and smaller aluminum sheets (usually less than 2mm), I would choose a manual hacksaw. With a metal cutting saw blade, it is relatively slow in operation, but the cut can be controlled very finely, which is suitable for trimming fine parts. But I must also remind you that this method requires a high level of hand stability from the operator, is inefficient, and is not suitable for medium or large batch production.
In general, manual tools are more suitable for sample making, prototype development or repair scenarios. Although the efficiency is not high, it is still an irreplaceable cutting method in terms of low cost and flexibility.
Power Tools
In daily processing, if the customer requires higher efficiency, thicker plates (3mm~10mm) or complex contour cutting, I generally give priority to electric tools, which provide a good balance between speed and cutting quality. Compared with manual tools, electric cutting can greatly improve efficiency, especially in small batch production or on-site construction.
For example , a circular saw with a dedicated carbide saw blade is my regular choice when dealing with aluminum plates thicker than 6mm. It has a fast cutting speed and a neat cross section, especially suitable for straight-line cutting. Depending on the number of teeth on different brands of tungsten carbide saw blades, I can control the heat-affected zone to less than 1mm to prevent discoloration or melting of the aluminum edge.
When it comes to dealing with complex contours, a jigsaw is more flexible. With a metal-specific saw blade (TPI ≥ 18), it can easily complete non-straight shapes such as arcs and corners. This is particularly useful when making decorative panels, architectural edging or custom shells. However, I also control the cutting feed speed between 5 and 8 cm per minute to avoid aluminum chips accumulation or saw blade sticking.
Additionally, when cutting aluminum with power tools, I usually use a lubricant (like WD-40) or alcohol spray to prevent the tool from sticking, extend the life of the saw blade, and improve the quality of the cut.
In short, power tools are an efficient solution between manual and CNC, suitable for medium and low complexity projects, and are a practical choice for on-site assembly, engineering construction and custom processing.
Sheet Metal Forming Equipment
When a customer’s aluminum sheet needs to be not only cut but also has structural strength or is formed into a specific angle, I will use sheet forming equipment for further processing. Especially when making frames, boxes or shell structures, the bending process is an indispensable part.
The equipment I use most often is a manual or hydraulic press brake (also called a metal brake), which can achieve precise bending of the edges of aluminum sheets. For aluminum sheets with a thickness between 0.8mm and 3.0mm, the bending radius is usually controlled between 1.5 and 2 times the thickness of the sheet, which can maintain strength while avoiding stress cracking. Highly ductile materials such as 5052 aluminum alloy are particularly suitable for bending.
During the processing, I will pay special attention to the following parameters:
Bending angle control : The digital positioning system can control the error within ±0.5° .
Creasing depth adjustment : prevent surface indentation, especially for anodized or sprayed sheets .
Forming edge quality : no cracks or warping at the corners are important criteria for me to judge the bending quality.
Sometimes, customers require U-shaped or Z-shaped structures. For these multi-section bends, a precision bending machine with a back gauge and adjustable blade must be used to ensure consistency. For larger batch orders, I also use a CNC bending center to improve efficiency and repeatability.
In general, sheet metal forming equipment not only gives aluminum sheets a three-dimensional structure, but also extends cutting processing to more functional value. It is an irreplaceable key tool for me in the manufacturing of non-planar products.
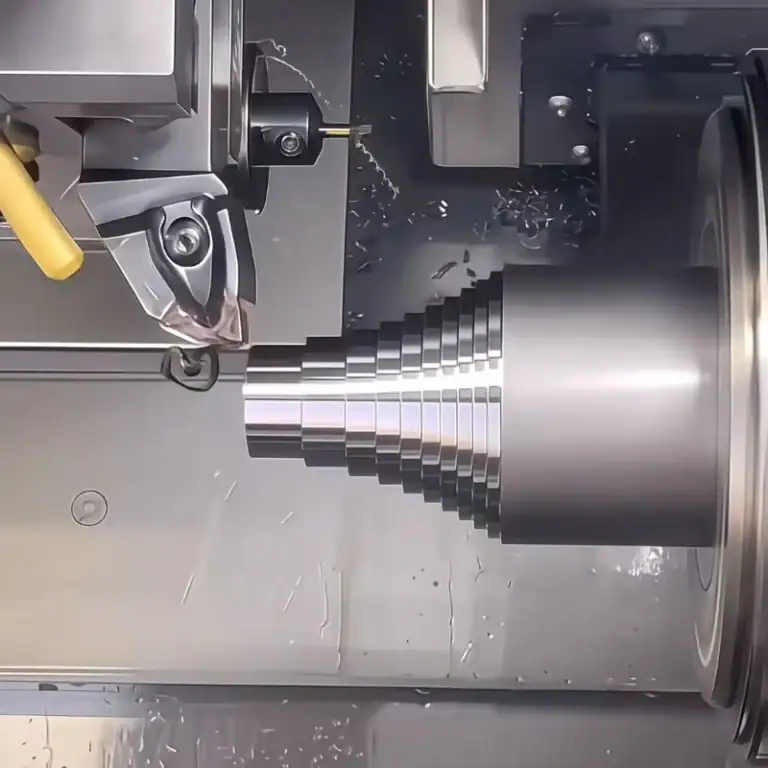
CNC Equipment
When faced with high-precision, large-volume or complex-shaped aluminum plate cutting tasks, I usually give priority to using CNC processing equipment. Compared with traditional tools, CNC equipment has more advantages in accuracy, stability, efficiency and consistency. It can meet the tolerance requirements of ±0.01mm or even ±0.005mm, and is an irreplaceable key link in high-end manufacturing.
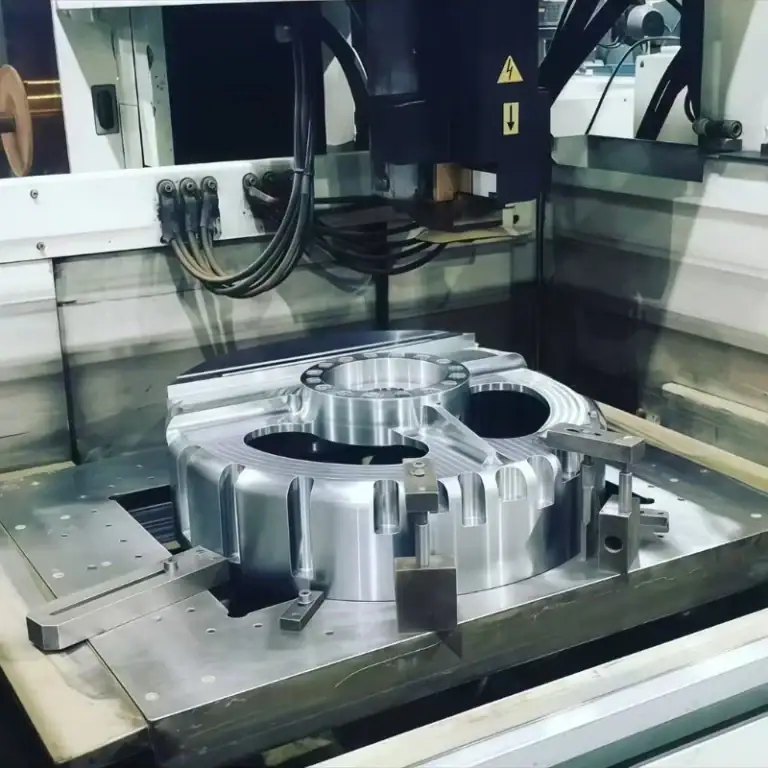
For medium-thin aluminum plates with a thickness between 1–10 mm, especially for projects that require complex contours and fine graphics, I would use a CNC engraving machine. High-speed rotary cutters can achieve precise cutting, and with vacuum adsorption fixtures, it can both improve efficiency and reduce vibration. It is suitable for custom projects such as signs, instrument panels, and housing openings .
CNC milling machine
When customers require extremely precise dimensions, clear edges and corners, and smooth surfaces, three-axis or five-axis CNC milling machines are my first choice. It can achieve ±0.01mm or even higher precision processing and is widely used in medical equipment, aviation structural parts, precision molds and other fields. It can complete multiple processes such as grooving, chamfering, drilling, etc. at the same time, greatly improving processing efficiency and quality.
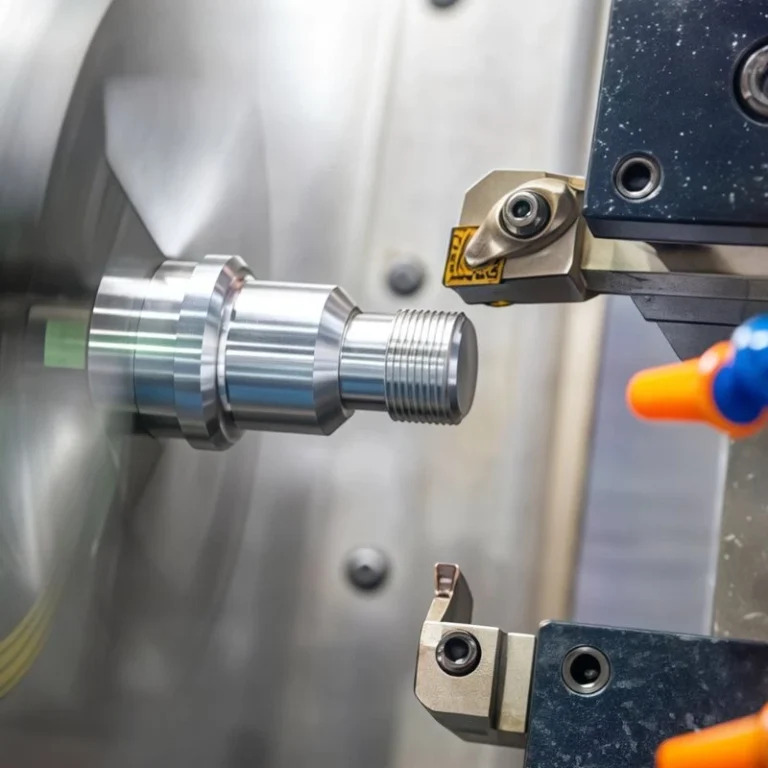
CNC laser cutting machines
have the advantages of non-contact, high speed and high precision. The cut is smooth, no post-processing is required, and the error is less than ±0.1mm. I often use it to process electronic housings, decorative panels, high-end logo parts, etc., especially for projects with high requirements for appearance.
jet
cutting. Its cold processing characteristics can avoid material deformation and edge ablation, and the cut seam is clean without additional trimming. It is very suitable for applications such as high-strength aluminum alloys, aviation parts, and special equipment bases.
CNC plasma cutting machine is
used in 6-25mm medium and thick plate processing. If the customer does not have high requirements on the surface, I will use plasma cutting. It has fast speed and high cutting efficiency, and is suitable for scenes such as structural parts, brackets, and building templates. Although there is a slight slag on the edge, the overall cost performance is very outstanding.
CNC
punching machine is very practical in batch projects that require a large number of punching or grooving. By changing the mold, it can realize rapid and repeated processing of various hole types. It is suitable for standardized parts such as electrical cabinets, kitchen equipment, sheet metal housings, etc. With high efficiency and low cost, it is an ideal tool for batch processing.
In general, the choice of CNC equipment is the most critical part when I develop a cutting plan. Different equipment is suitable for different plate thickness, tolerance, graphic complexity and batch requirements. Through reasonable combination, I can provide customers with high-efficiency, high-precision and low-cost aluminum plate cutting solutions to ensure that every project achieves the best results.
What Are The Steps For Cutting Aluminum Plates
In my many years of experience in aluminum plate processing, whether it is prototype proofing, engineering structural parts or batch parts, standardized cutting process is always the key to ensure the accuracy and consistency of the finished product . Although aluminum is light and easy to process, the cutting process is far more complicated than imagined. From material fixation, parameter setting to lubrication and cooling, and post-processing, every step affects the final quality.

Step 1: Mark The Cut Line
I usually use a combination of self-adhesive paper tape and a stylus to accurately draw the cutting path on the aluminum surface. For ordinary projects, a steel ruler can complete the marking, but when it comes to complex geometries or multi-section cross-cutting, I prefer to use a projector or CNC positioning system to calibrate the coordinates. Especially in mass production, even a 1mm offset may magnify the error during the assembly stage.
Step 2: Fix The Material
The material fixation is directly related to whether the cutting is stable. I will choose different clamping tools according to the size, shape and cutting method of the plate. Thin plates (<2mm) are more likely to resonate or warp, and need to be fixed with vacuum adsorption + edge strips . For thick plates (>10mm), I use vises or hydraulic clamps to clamp. Insecure fixation will not only cause path deviation, but may also cause tool breakage, increasing safety risks.
Step 3: Set Parameters
Setting the right tool and cutting parameters is the key to ensuring cutting quality. I will first refer to the processing manual data and make fine adjustments according to project requirements. The following are some examples of parameter configurations I often use:
| Material Grade | Thickness(mm) | Tool diameter | Tool Type | Spindle speed (RPM) | Feed speed (mm/min) |
| 5052-H32 | 3 | Φ6 | 2-edge milling cutter for aluminum | 12000 | 800 |
| 6061-T6 | 6 | Φ8 | Titanium plated 4-edged knife | 10000 | 500 |
| 7075-T6 | 10 | Φ10 | Roughing milling cutter | 8000 | 400 |
I will also set the cutting depth to 0.5-1mm each time , and cut multiple times to ensure that the cutting surface is flat and has no step marks.
Step 4: Lubrication
Aluminum is prone to chip sticking, especially in high-speed cutting. To ensure smooth cutting and no tool sintering, I spray WD-40, isopropyl alcohol or special aluminum cutting fluid before cutting , and install a cooling oil mist system or drip cooling head under high load conditions. Keeping the tool temperature below 50°C is an important criterion for me to control thermal deformation .
Step 5: Start Cutting
When I am cutting, I will keep the cutting even and at a consistent speed , neither too fast nor too slow, to avoid the edge of the aluminum plate breaking due to unstable thrust. When using CNC machining, I will use simulation software (such as Fusion360 or Mastercam) to simulate the cutting path in advance to avoid accidental collision or path overlap. For complex contours, I will first use a large knife to roughen the edges, and then use a small knife to refine the edges, advancing layer by layer . In practice, I found that this multi-step cutting method is more stable than a one-time cutting method, and the cut surface is smoother.
Step 6: Deburring And Cleaning
The last step is often overlooked, but it directly affects the quality of the parts. I usually use hand files, sandpaper, and pneumatic deburring machines to gently process along the edges to ensure that there are no sharp edges. On important workpieces, I will also add chamfers to control between 0.2 and 0.5 mm to improve the smoothness of assembly. After cleaning, I will check the dimensions again, using a vernier caliper or a three-coordinate measuring machine for spot checks to ensure that all key dimensions meet the drawing tolerances.
Summary:
A standardized aluminum plate cutting process is not only a reflection of technical control, but also my responsible attitude towards customers. Whether it is batch processing or customized parts, as long as every step is strictly followed and reasonable equipment and parameter settings are used, I can achieve “neat cuts, no burrs, qualified precision, and stable delivery time” for any aluminum plate. This is my promise to every customer.
Tips To Improve Cutting Quality
In actual processing, the quality of aluminum plate cutting is not only affected by the tool itself, but also by the operating details. Even if the same equipment is used, the cutting effect may be very different if the process control is done well or not. In order to ensure that every cut is accurate and smooth, I have summarized the following practical tips to help me control the error within ±0.01mm in customer projects and greatly reduce the scrap rate.
Small Diameter Tools: Reduce Friction And Heat
When I fine-cut aluminum plates, I prefer tools with diameters between 3–6 mm. Small tools have high rotation speeds and concentrated cutting forces, which can significantly reduce heat accumulation during cutting, especially for plates with a thickness of less than 4 mm. I found in actual measurements that compared to Φ10 tools, Φ6 tools have improved the cut finish by about 25% when cutting the same path.
Keep Your Knives Sharp: Avoid Aluminum Chip Accumulation And Tooth Collapse
Aluminum has the characteristic of “eating knives”, and the chips are very easy to adhere to the edge of the blade, forming “built-up edge” over time. I always check the integrity of the tool edge before processing, clean and visually inspect every 10 meters of processing, and replace the new tool directly when necessary. Keeping the tool sharp not only improves the surface quality, but also avoids the whole piece of waste due to knife breakage.
Cooling Control: Timely Shutdown Or Spray Cooling
When cutting aluminum, the temperature rises very quickly, especially under high-speed feed and continuous cutting conditions. When the temperature exceeds 60°C, the cut surface tends to turn black or even deform. I usually use a combination of spray cooling and intermittent cutting – that is, a short stop after cutting for a few minutes to let the aluminum plate cool down, and spray atomized lubricant at the same time. After this treatment, my CNC cutting pass rate can be maintained above 98%.
Accurate Measurement: Confirm The Marking Line Multiple Times Before Cutting
I firmly believe in the principle of “measure three times, cut once”. Before formal cutting, I will use a vernier caliper, a square and a laser aligner to check the markings, especially the angle and straightness, with a tolerance of ±0.2mm. Even when cutting by hand, I will never cut based on my feelings, because once the deviation occurs, it will be difficult to make up for it in subsequent bending or assembly.
Trial Cutting And Proofing: Waste Materials Can Be Used For Trial Cutting And Adjustment Before Batch Production
Every time I receive new material, change a new batch or a complex pattern, I will first use scrap aluminum to test cut 1-2 pieces to verify whether the program settings, feed speed, and cooling effect are ideal. Only after confirming that everything is correct, will I start the formal cutting. This simple action helps me reduce the potential scrap risk by more than 30% every year.
Summary:
Cutting aluminum plates is not a simple “knife up and down”, but a set of meticulous system engineering. Only by carefully controlling each link can we truly achieve “accurate size, clean edges, low cost, and stable delivery”. These skills may seem trivial, but they often determine whether you make a finished product or a piece of waste.
Safety Points During Cutting
Whether it is manual cutting or using CNC equipment, safety always comes first. According to my many years of workshop experience, more than 80% of processing accidents are caused by ignoring operating specifications. Especially in the high-speed, high-temperature, and high-speed conditions of cutting aluminum plates, if you are not careful, not only the equipment will be damaged, but also the operator himself may be endangered. Therefore, I always insist on implementing every safety measure, even if it is just cutting a small piece of aluminum, I will never take it lightly.
Wear Goggles, Cut-Resistant Gloves, And Noise-Proof earmuffs
I never let employees get close to the rotating tool area with bare hands. Aluminum chips can fly at speeds of tens of meters per second, which can easily injure eyes and exposed skin. Goggles are basic equipment, and cut-resistant gloves are especially important when manually handling or deburring. The noise generated during cutting often reaches 90–110 dB, so noise-proof earmuffs are also essential, especially when working continuously in a closed workshop.
Maintain Ventilation During CNC Cutting To Prevent Smoke Accumulation
When cutting aluminum plates with laser, plasma or water jet, metal will produce smoke and dust at high temperatures, some of which contain aluminum oxide, which is irritating to the respiratory system. I usually install an exhaust system in the CNC work area and configure a HEPA high-efficiency filter to ensure that the air exchange rate is not less than 15 times per hour to maintain the air cleanliness in the workshop within an acceptable range.
The Power Supply Must Be Cut Off When Changing The Tool.
The most important point I emphasize in workshop training is: “Don’t use the tool without power off.” Even if you are just adjusting a screw or changing a small blade, you must first turn off the main control power and wait for the spindle to stop. I have seen accidents where operators were involved in the spindle due to accidentally touching the start button without power off. That lesson made me completely establish the double standard of “tool change = power off + hang up”.
Keep Away From Tool Movement Areas When High Temperatures, Splashes Or High-Pressure Water Are Involved
When using a high-pressure water jet or plasma cutting machine, the temperature of the cutting area can reach thousands of degrees Celsius in an instant, and the metal in the cut is liquefied and ejected at high speed. I require all operators to stay more than 0.5 meters away from the cutting head after the cutting starts, and not to put their bodies into the cutting area. Monitoring, adjustment or observation can only be done through a remote screen or a closed observation window.
Summary:
Although aluminum plate cutting is a “cold process”, the hidden safety risks have never cooled down. Standardized operation not only protects people, but also protects the continuity of equipment and projects. Remember – every act of ignoring safety is laying a mine for accidents. Therefore, I would rather spend 5 more minutes checking than take the risk of a possible 5-day shutdown.
Recommended Cutting Methods For Different Projects
Different aluminum plate cutting projects have significantly different tool selection and process requirements. As an engineer engaged in precision machining, I always adhere to the principle of “choosing the right tool will get twice the result with half the effort”. Whether it is home DIY, industrial proofing involving ±0.01mm tolerance, or large-volume orders for the construction and manufacturing industries, correctly matching the cutting method is the key to ensuring efficiency and quality.
The following are the recommended cutting methods I have summarized based on common project scenarios. I hope it can provide you with a clear reference in actual operation :
| Project Type | Recommended cutting tools | Features and recommendations |
| Home DIY Small Items | Metal shears or jigsaw | It is suitable for thin aluminum plates with a thickness of 1-3mm. It is simple to operate and low in cost, making it suitable for individual users or small batch production. |
| High-precision proofing | CNC Milling Machine / CNC Laser Cutting Machine | The accuracy can reach ±0.01mm, which is suitable for single-piece or sample production in medical, aviation and other fields with extremely high requirements on contour and size. |
| Mass production | CNC Punch Machine / CNC Plasma Cutting Machine | It is suitable for fast cutting of repeated graphics, with high efficiency and low unit cost, and is suitable for large-volume orders, such as batch processing of building curtain walls or heat sinks. |
| Curved shaped parts | CNC engraving machine / CNC water jet cutting machine | It is suitable for complex contours, internal hollowing or arc cutting, with smooth incision edges and no heat-affected zone. It is especially suitable for decorative parts and industrial customized parts. |
FAQs
What Is The Easiest Way To Cut Aluminum Plates?
In my experience, the easiest way to cut aluminum plates under 3mm is using metal shears or a jigsaw with a fine-tooth blade. These tools offer sufficient control and minimal setup, especially for small jobs. For plates thicker than 6mm, I recommend using a circular saw with a carbide-tipped blade for better efficiency and cut quality.
What Is The Best Tool To Cut Aluminium?
For precision and speed, a CNC laser cutter is the best tool. It delivers clean edges and accuracy within ±0.05mm. For manual operations, a circular saw with a 60–80 tooth carbide blade provides reliable results on sheets up to 10mm thick. Tool choice depends on thickness, finish, and volume.
What Is The Best Bit For Cutting Aluminum?
I always use a high-speed steel (HSS) or solid carbide end mill designed for non-ferrous metals. A 2-flute flat end mill with a polished finish and 45° helix performs best. For example, a 6mm diameter, 2-flute carbide bit with TiAlN coating ensures smooth cutting and reduces built-up edge on aluminum.
What Saw Is Best For Cutting Aluminum Plate?
A circular saw with a non-ferrous carbide-tipped blade (such as 80T or 100T) is ideal. I typically use one running at 3,000–6,000 RPM with a saw blade diameter of 7–10 inches. It balances speed and control, and works well for plates up to 12mm thick with proper clamping and lubrication.
Do You Need A Special Saw To Cut Aluminum?
Yes. I recommend using saws specifically designed for non-ferrous metals. These saws include slower feed rates, tighter tooth spacing (e.g., 80T+), and often come with built-in lubrication systems. Standard wood blades cause burring, overheating, or blade failure when used on aluminum.
Do You Cut Aluminum Fast Or Slowly?
I cut aluminum at moderate to high feed rates with lower spindle speeds. For example, on CNC routers, I set the feed rate to 800–1,200 mm/min with RPM between 10,000–14,000. Cutting too slowly increases friction and burring; too fast risks melting or tool wear. Balance is key.
How To Cut An Aluminium Profile At Home?
At home, I use a miter saw with a carbide-tipped blade and clamps for safety. For profiles like 6063-T5, a 60–80 tooth blade running at 3,500 RPM works well. Adding light oil (like WD-40) improves the cut. Always wear safety gear and cut steadily to avoid vibration or chatter.
Conclusion
Cutting aluminum plates may seem simple, but it actually requires strict tool selection, operation procedures, and technical details. From hand tools to high-precision CNC equipment, each method is suitable for different thicknesses, shapes, and production requirements. Reasonable lubrication, precise fixation, and control of cutting parameters can not only improve cutting quality, but also effectively extend tool life. For me, true professionalism is not blindly relying on high-end equipment, but understanding the principles behind each step of the process and flexibly applying it to actual scenarios. Mastering these techniques, whether it is DIY production or industrial production, can easily cope with various aluminum plate cutting challenges.