
Choosing between CNC milling and turning directly affects part accuracy, cost, and lead time. While both are core CNC processes, they work in very different ways. This guide breaks down their real differences and shows you how to choose the right CNC process for your part design, material, and production goals.
What Is the Difference Between Milling and Turning?
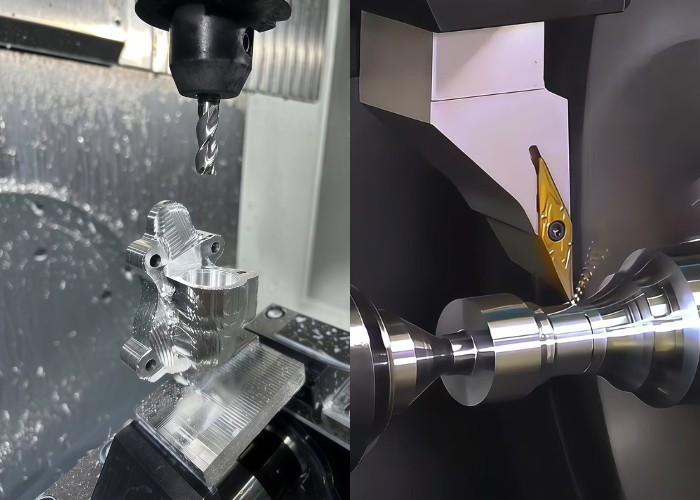
The difference between milling and turning comes down to motion. One rotates the workpiece, the other rotates the tool. Understanding this simple distinction helps you quickly choose the right CNC process for accuracy, cost, and part geometry.
In CNC turning, the workpiece rotates along the spindle axis (typically X and Z axes), while the cutting tool follows programmed linear paths. This configuration enables fast material removal and stable dimensional control for round parts.
CNC milling uses rotating multi-point cutters that move along three or more axes (X, Y, Z, and sometimes A/B). Multi-axis milling allows complex surfaces, undercuts, and angled features to be machined without re-clamping.
Turning typically delivers faster production rates for cylindrical parts thanks to continuous material removal and relatively simple tooling setups. Milling, in contrast, enables much greater geometric flexibility, but often involves longer machining cycles and higher tooling and setup costs.
In engineering practice, process selection depends on part geometry, tolerance requirements, material form, and production volume—not on which process is “better.”
What Is CNC Turning?
CNC turning is a high-accuracy subtractive manufacturing process designed for cylindrical components. By rotating the workpiece instead of the tool, it ensures excellent concentricity, tight tolerances, and efficient material removal.

In CNC turning, the workpiece rotates around its axis while a stationary cutting tool removes material according to programmed toolpaths. Typical tolerances of ±0.01 mm are common, and with optimized tooling and setup, even tighter control is achievable.
CNC turning supports a wide range of operations, including straight turning, taper turning, facing, boring, threading, grooving, knurling, drilling, tapping, and parting off. Each operation requires precise control of cutting geometry, feeds, and spindle speed to ensure surface quality and chip control.
Advanced CNC lathes integrate live tooling and multi-axis motion, enabling light milling features to be added during turning. Swiss-type CNC machines further improve precision for small, slender parts, minimizing deflection and material waste.
From an efficiency standpoint, CNC turning offers lower tooling costs than milling and is ideal for medium to high-volume production, especially when bar feeders enable continuous machining.
What Is CNC Milling?
CNC milling delivers the precision modern products demand. From prototypes to production parts, it enables complex geometries, tight tolerances, and consistent quality across industries.

CNC milling uses a CNC-controlled, multi-point rotating cutter to accurately remove material from a workpiece. Rather than spinning the part as in CNC turning, milling achieves shaping through tool rotation paired with precise linear and rotary motion along the X, Y, and Z axes.
Most CNC milling machines operate on 3-axis systems, while advanced configurations include 4-axis and 5-axis milling. Multi-axis CNC milling enables either the cutting tool or the workpiece to tilt and rotate, making it possible to machine complex angles, undercuts, and deep internal features in a single setup without re-clamping. In real production, this reduces setup time by 30–50% and significantly improves positional accuracy.
CNC milling supports a wide range of operations, including face milling, end milling, slotting, pocketing, contouring, drilling, and tapping. With proper tooling and parameter optimization, CNC milling routinely achieves tolerances of ±0.01mm, and in precision applications, ±0.005mm or better.
From my experience working with CNC-milled aluminum and stainless steel parts, milling offers excellent surface control, with surface roughness commonly reaching Ra0.8–1.6µm, and even finer finishes after secondary polishing. This makes CNC milling especially suitable for functional parts where dimensional accuracy, surface quality, and repeatability are critical.
Similarities Between Milling and Turning
Although milling and turning differ in motion and tooling, they share many fundamental principles. Understanding their similarities helps engineers choose, combine, and optimize machining strategies more effectively.
Both CNC milling and CNC turning are subtractive machining processes. In each case, material is gradually removed from a solid workpiece—such as bar stock, plate, casting, or forging—to create precise, functional parts. This shared principle is the foundation of modern precision manufacturing.
Automation is another key similarity. Both processes rely on CNC systems driven by CAD/CAM software. Tool paths, feeds, spindle speeds, and depths of cut are digitally programmed, allowing machines to execute operations with high repeatability. From my experience, this automation significantly reduces human error and ensures consistent quality across production batches.
Material compatibility also overlaps. Milling and turning can both be applied to aluminum, steel, stainless steel, titanium, engineering plastics, and composites. With the right tooling and cutting parameters, both methods can achieve tight tolerances and reliable surface finishes.
Cutting tools and process control play comparable roles as well. While milling uses rotating multi-point cutters and turning uses single-point tools, both require careful tool selection, coolant application, and chip management. Proper cooling reduces heat, extends tool life, and improves surface quality in both operations.
Finally, milling and turning often share downstream steps. Deburring, polishing, or surface finishing are commonly required after machining, regardless of the process.
Benefits and Limitations of Turning and Milling
Choosing between CNC turning and CNC milling isn’t just about machine type—it directly affects cost, accuracy, and lead time. Each process has unique strengths and limitations depending on part geometry, volume, and tolerance. The comparison below helps you decide faster and smarter.
| Aspect | CNC Turning | CNC Milling |
| Process Principle | The workpiece rotates while a stationary cutting tool removes material, ideal for axis-symmetric parts | A rotating multi-point cutting tool removes material from a fixed or slow-moving workpiece |
| Best-Suited Geometry | Cylindrical and conical parts such as shafts, bushings, pins, and spacers | Complex geometries including pockets, slots, flat surfaces, and 3D contours |
| Precision & Accuracy | Excellent concentricity and dimensional control for round features | High accuracy across multiple surfaces, especially with 3- and 5-axis machines |
| Production Efficiency | Highly efficient for high-volume production, bar feeders enable continuous machining | Efficient for complex parts, but cycle time may increase for simple geometries |
| Typical Tolerances | ±0.01–0.02 mm commonly achievable | ±0.005–0.01 mm achievable with proper setup |
| Tooling Cost | Lower tooling cost, mainly single-point cutting tools | Higher tooling cost due to multiple cutters and frequent tool changes |
| Setup & Automation | Simple setup, sub-spindles and live tooling allow multiple operations in one setup | More complex setup, multi-axis machining reduces setups but increases programming time |
| Material Handling | Good chip evacuation due to rotating workpiece | Efficient chip control with high-speed strategies, but heat buildup requires attention |
| Main Advantages | Fast, cost-effective, excellent surface finish for round parts | Maximum design freedom, suitable for complex and multi-surface parts |
| Main Limitations | Limited to round or symmetrical shapes, less suitable for prismatic features | Higher cost and longer cycle time for simple cylindrical parts |
Applications of Milling vs Turning
Milling and turning are widely used across industries, but they serve different purposes. Understanding where each process performs best helps you reduce cost, improve accuracy, and choose the right CNC method for your parts.
Applications of CNC Milling
CNC milling is especially well suited for producing parts with complex geometries, flat surfaces, and features that must be machined from several directions. Because the cutting tool moves along multiple axes, milling is ideal for components that require pockets, slots, contours, and 3D shapes.
In aerospace manufacturing, milling is commonly used for airframe structures, engine housings, and complex aluminum or titanium parts. In my experience, multi-axis milling is often the only practical way to machine lightweight yet structurally complex aerospace components.
The automotive industry relies on CNC milling for brackets, suspension components, transmission housings, and engine blocks where precision and repeatability are critical. Medical manufacturers use milling to produce surgical instruments, implants, and prosthetic components from stainless steel and titanium.
CNC milling is also widely used in electronics for heat sinks, enclosures, and PCB housings, as well as in tool and die making for molds and dies. Its ability to machine metals, plastics, and composites makes milling a go-to process for complex parts and low-to-medium volume production.
Applications of CNC Turning
CNC turning is best suited for parts with cylindrical or rotational symmetry. Because the workpiece rotates continuously, turning delivers excellent roundness, concentricity, and surface finish at high efficiency.
In automotive manufacturing, CNC turning is commonly used for shafts, pistons, bushings, fasteners, and threaded components. These parts demand tight diameter control, which turning handles efficiently in both low and high volumes.
The aerospace sector applies CNC turning for engine shafts, landing gear components, and precision bushings. Medical manufacturers use turning for screws, pins, and joint replacement components where dimensional accuracy directly affects performance.
CNC turning is also essential in oil and gas for couplings, pipeline fittings, and pressure-resistant components. In electronics, turning is used for small connectors, contacts, and precision pins. From my experience, turning is often the fastest and most cost-effective solution for round parts produced in large quantities.
When to Choose Turning vs Milling
The decision between turning and milling is driven by factors such as part shape, required tolerances, material type, and production quantity. The right decision can reduce cost, shorten lead time, and improve overall machining accuracy.
When to Choose CNC Turning
Choose CNC turning when your part is primarily cylindrical or axisymmetric. Typical examples include shafts, pins, bushings, tubes, threaded fasteners, and discs. Because the workpiece rotates continuously, turning offers excellent roundness, concentricity, and surface finish.
From my experience, turning is usually faster and more cost-effective for medium to high-volume production, especially when using bar-fed lathes. If your raw material is round bar stock and most features lie along the central axis, turning minimizes setup time and tool changes.
When to Choose CNC Milling
Choose CNC milling when your part includes flat surfaces, slots, pockets, holes at multiple angles, or complex 3D geometries. Milling uses rotating multi-point cutters and supports multi-axis movement, making it ideal for brackets, housings, molds, and custom components.
Milling is especially effective for low- to medium-volume production, prototypes, or parts that require machining on multiple faces. If your stock material is plate, block, or irregular shapes, milling typically provides better fixturing flexibility and feature access.
When to Combine Turning and Milling
In many real-world projects, the best solution is a combination of both. Turn-mill centers or secondary milling after turning are commonly used when a part has a cylindrical base with milled flats, holes, or slots. This hybrid approach reduces setups, improves accuracy, and shortens total production time.
How to Choose the Right CNC Process for Your Project
Choosing the right CNC process is about more than machining—it’s about optimizing accuracy, cost, and lead time. By evaluating geometry, material, and production volume, you can select a process that delivers the best overall result.
The first factor is part geometry. If your design includes flat surfaces, pockets, angled faces, or multi-side features, CNC milling is usually the best choice. Milling machines use rotating multi-point cutters and support 3-, 4-, or 5-axis motion, enabling complex shapes without re-clamping.
If your part is axially symmetric, such as shafts, pins, rollers, or bushings, CNC turning offers higher efficiency. Because the workpiece rotates continuously, turning achieves excellent concentricity and surface finish with shorter cycle times.
The second factor is material form. Round bar stock naturally fits turning setups, especially with bar feeders for automated, high-volume production. Plate or block materials are better suited for milling, where flexible fixturing allows access to multiple faces.
The third factor is production volume and cost. For prototypes and low-to-medium volumes, milling provides unmatched flexibility and faster design changes. For medium-to-high volumes of round parts, turning significantly reduces per-part cost.
In real projects, the most efficient solution is often a combined approach. Modern turning centers with live tooling or turn-mill machines allow milling features to be added during turning, reducing setups and improving accuracy.
FAQs
Is Turning Faster Than Milling?
Yes, in most cylindrical-part scenarios, turning is faster than milling. From my experience, CNC turning achieves continuous cutting with spindle speeds often exceeding 3,000 RPM, enabling higher material removal rates for round parts. For shafts, pins, or bushings, turning can reduce cycle time by 30–50% compared to milling. Milling becomes slower when multiple tool changes and repositioning are required, especially for simple rotational geometries where turning is inherently optimized.
Are Milling And Turning The Same Machining Process?
No, milling and turning are different machining processes, even though both belong to subtractive manufacturing. In my experience, the key distinction is how motion is applied: during turning, the part rotates against a stationary cutting tool, which makes the process highly efficient for cylindrical components. In milling, the cutter rotates and moves along multiple axes while the workpiece remains fixed. As a result, CNC turning is generally faster for round parts, whereas CNC milling is better suited for complex shapes and multi-surface features.
What’s The Difference Between A Lathe And A Mill?
The main difference between a lathe and a mill lies in how material is removed. Based on my machining experience, a lathe rotates the workpiece and is optimized for round or axial parts, while a mill rotates the cutter and handles flat, angular, and complex surfaces. Lathes typically operate on 2 axes (X, Z), while mills commonly use 3–5 axes, enabling far greater geometric flexibility.
Is CNC Turning Hard?
CNC turning is relatively easier to learn compared to CNC milling, especially for basic operations. In practice, most turning programs use simple linear toolpaths along X and Z axes, reducing programming complexity. I’ve seen operators become proficient in CNC turning 20–30% faster than milling. However, advanced turning with live tooling, tight tolerances below ±0.01 mm, and chip control still requires strong process knowledge and experience.
What Is The Golden Rule Of Milling?
The golden rule of milling is to maintain stable cutting conditions while matching the tool to the material and geometry. In my experience, this means controlling chip load, avoiding tool deflection, and minimizing unnecessary tool engagement. For example, proper feed per tooth and step-over can extend tool life by over 40% and significantly improve surface finish. Consistency, not aggression, is the key to successful milling.
Conclusion
Knowing how CNC milling differs from CNC turning allows you to select the most suitable CNC machining method for your project. CNC turning is best suited for round or rotational parts, delivering high productivity and lower unit costs, while CNC milling is ideal for complex shapes and multi-face features. Choosing the right CNC process enhances precision, optimizes cost, and helps reduce overall lead times.



















