
What Is Casting?
Casting is a manufacturing process in which molten metal is poured or formed inside a mold and then cooled until it becomes a solid part. It is widely used to produce metal components with stable outer shapes, internal geometry, and repeatable structure. Different casting methods are used depending on the material, design, and production goal.
In a casting process, metal is heated to a liquid state and poured or injected into a prepared mold cavity. After cooling and solidification, the part is removed from the mold, cleaned, and prepared for any required post-processing. The mold determines the overall geometry of the part, while the casting method influences the final surface condition, dimensional capability, and production route.
Casting includes several common process types, such as sand casting, investment casting, and die casting. Each method is suited to different production conditions, materials, and design requirements, which is why casting remains an important manufacturing approach across many industries.
What Is Machining?
Machining is a subtractive manufacturing process that creates parts by removing unwanted material from a solid workpiece. It is widely used when a component needs controlled dimensional finishing, functional features, and accurate geometry. Modern machining is common in precision manufacturing because it offers flexibility, repeatability, and strong process control.
The starting material may be a block, bar, plate, tube, or billet, depending on the part design. During machining, cutting tools remove material step by step until the required dimensions and features are achieved. This process can be performed manually, but most modern production uses CNC systems to control tool movement with high accuracy and repeatability.
Common machining operations include milling, turning, drilling, boring, threading, and grinding. Together, these operations allow manufacturers to produce a wide range of part geometries, from simple cylindrical components to more detailed features that require controlled dimensional finishing.
Key Differences Between Casting And CNC Machining Processes
Casting and CNC machining follow different production routes, even when they are used to make similar metal parts. Comparing how each process forms shape, handles material, and reaches final dimensions helps engineers choose the more practical manufacturing path.
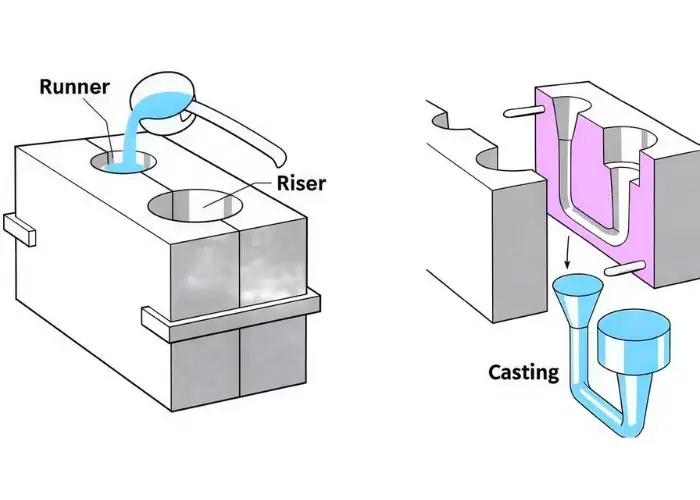
Casting Process
Casting starts by forming the part shape inside a mold. The mold is prepared to match the required geometry while also allowing for shrinkage, metal flow, venting, and part release during solidification.
Once the mold is ready, the metal is heated until it becomes molten and then poured or injected into the mold cavity. After cooling, the cast part is removed, cleaned, trimmed, and inspected before any required secondary operations are carried out.
In many applications, casting creates the near-net shape rather than the final finished part. Holes, threads, sealing faces, and other precision features are often machined afterward to meet final drawing requirements.
CNC Machining Process
CNC machining starts with a solid piece of raw material such as bar, plate, billet, or block. The workpiece is clamped securely, and a CNC program controls the movement of the cutting tools according to the CAD model or machining drawing.
Material is removed step by step until the final geometry is produced. The process can create flat faces, slots, pockets, holes, threads, contours, and curved surfaces, often through one or more setups depending on part complexity.
After machining, the part may go through deburring, polishing, anodizing, coating, or other finishing steps. Inspection is then used to verify that key dimensions, surfaces, and functional features meet specification.
Process Comparison
The main difference between casting and CNC machining is how the part shape is created. Casting forms shape by solidifying molten metal inside a mold, while CNC machining creates shape by removing material from solid stock with controlled cutting tools.
The two processes also differ in starting material, tooling approach, and how precision is achieved. Casting depends on mold design and solidification behavior to create the main geometry, while machining depends on toolpath control and material removal to reach final size and surface condition.
In practice, casting is often used to create the general body of a part efficiently, while CNC machining is used to refine critical features such as holes, threads, sealing faces, and tight-tolerance interfaces. That is why the two processes are often compared together and also commonly used in combination.
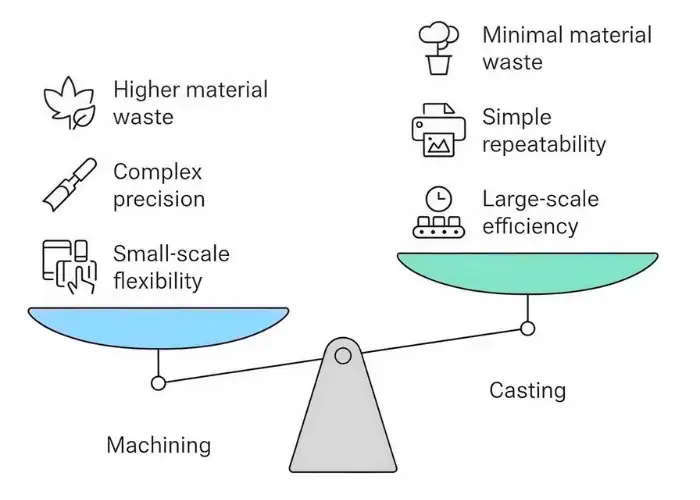
What Are The Advantages And Disadvantages Of Casting Vs Machining?
Casting and machining offer different strengths, so the better choice depends on what the part really needs. Casting is more efficient for creating complex shapes and supporting repeat production at scale. Machining is better for feature control, dimensional finishing, and flexible changes during development.
1.Advantages Of Casting
Casting is efficient when the part includes curves, enclosed forms, or geometry that would be wasteful to cut from solid stock. Because the mold creates most of the shape directly, the process can reduce excess material removal and improve material utilization on complex parts.
Casting also becomes more competitive in repeat production. Once tooling has been built and validated, the cost per part can drop significantly across stable volume demand. This makes casting a strong option when the design is mature and the production plan is expected to continue over time.
2.Disadvantages Of Casting
Casting usually requires tooling before production begins, which increases the initial investment and extends launch preparation. If the design changes after tooling is completed, revision cost and delay can become significant.
Casting also has more process-related variation than machining. Final quality may be influenced by mold condition, shrinkage behavior, filling stability, and cooling control. For this reason, important surfaces and tolerance-sensitive features often still need secondary machining before the part is ready for use.
3.Advantages Of Machining
Machining gives direct control over the final dimensions and feature geometry of a part. This makes it especially useful for bores, threads, datum surfaces, sealing faces, and other areas where fit and function depend on tighter control.
Machining is also easier to adapt during product development. Because it does not rely on mold tooling, changes can usually be handled by adjusting the CNC program, setup, or fixturing. This makes it well suited to prototyping, short runs, and projects where revision flexibility matters.
4.Disadvantages Of Machining
Machining often removes a large amount of raw material, especially when the finished geometry is far smaller than the starting stock. As a result, scrap volume, cutting time, and tool wear may all increase, especially on larger parts or expensive materials.
Machining can also become less economical in stable higher-volume production. Even when the process is precise, cost remains tied to cycle time, machine capacity, and repeated material removal. For some parts, this makes full machining less practical than a cast-and-finish route.
Casting Vs Machining: General Comparison
Casting and machining differ in process type, tooling cost, material use, and production flexibility. Casting forms parts through mold-based shaping, while machining removes material from solid stock. Each process supports different part requirements, production targets, and quality priorities. The better choice depends on geometry, tolerance, volume, and overall manufacturing goals.
The comparison below gives a clear side-by-side view of their main differences:
| Factor | Casting | Machining |
| Process Type | Forms parts from molten metal in a mold | Removes material from solid stock |
| Best For | Complex shapes, cavities, medium to high volumes | Tight tolerances, detailed features, low to medium volumes |
| Initial Cost | Higher because tooling is needed | Lower because no mold is needed |
| Unit Cost At Scale | Lower at higher volume | Often higher at higher volume |
| Precision | Moderate, depends on casting method | High |
| Surface Finish | Rougher, may need extra finishing | Smoother and more consistent |
| Design Flexibility | Lower after tooling is made | Higher and easier to revise |
| Material Waste | Lower for near-net-shape parts | Higher due to material removal |
| First-Part Lead Time | Longer because of tooling and setup | Faster for prototypes and small batches |
| Common Production Role | Creates the base shape | Finishes precise features and dimensions |
Which Is More Cost-Effective: Casting Or Machining?
Casting and machining create cost in different ways, so the better choice depends on the full production plan. Casting usually involves higher upfront tooling cost, while machining depends more on cycle time and material removal. A useful comparison should consider quantity, post-processing, waste, and the total manufacturing effort.
1.Initial Tooling Cost
Casting usually starts with a higher upfront cost because patterns, molds, or dies must be prepared before production can begin. In processes such as die casting and investment casting, this investment can be substantial, especially when the part geometry is more involved.
Machining begins with a lower entry cost because no mold tooling is required. Most of the early cost comes from programming, setup, fixturing, and cutting tools. This is why machining is often easier to justify at the sample stage or during early design validation.
2.Unit Cost At Different Volumes
At lower quantities, machining is often the more practical option because it avoids tooling recovery. Even if each part takes more cutting time, the total project cost can still remain lower when order volume is limited.
As demand becomes more stable and repeated production increases, casting often gains a stronger cost position. Once tooling is amortized across more parts, the per-unit cost usually falls faster than it does in a machining-only route.
3.Total Manufacturing Cost
A useful cost comparison should include the full part route rather than the primary process alone. Cast parts may require trimming, cleaning, inspection, heat treatment, and local finish machining. Machined parts may require more raw stock, longer cutting time, and greater tool consumption.
For that reason, the best cost decision should be based on total manufacturing effort, expected production scale, and how much of the part actually needs precision finishing.
Which Process Offers Better Precision?
Machining usually offers better precision when a part depends on controlled dimensions and repeatable fit. It is more suitable for functional surfaces, critical interfaces, and features that require stable finishing quality. Casting can form accurate overall geometry, but it is less reliable when many tight features must be controlled together.
Dimensional Accuracy
Machining reaches final size through direct cutting control, which makes it more reliable for dimensions that affect assembly, sealing, and alignment. Features such as precision bores, datum faces, and controlled positions are easier to manage when the geometry is finished through CNC operations.
Casting can produce shapes close to the final form, but the outcome is still affected by mold quality, material flow, shrinkage, and cooling behavior. This makes it more difficult to maintain the same level of control across multiple critical dimensions without follow-up machining.
Surface Finish
Machined surfaces are generally easier to control because the finish is created directly by the cutting tool. This makes machining more suitable for interfaces where roughness, contact quality, or surface consistency influence performance.
Cast surfaces depend more heavily on the selected casting method and the condition of the mold. While some casting processes provide better surface quality than others, critical contact areas still often require machining to achieve the needed result.
Repeatability And Consistency
Machining is often preferred when repeatable fit matters from one part to the next. Because the toolpath is controlled directly, variation on key features is usually lower, especially when setup and inspection are stable.
Casting can also achieve good production consistency, but it remains more sensitive to process variation during filling and solidification. For parts with strict dimensional interfaces, machining is usually the more dependable finishing route.
Which Is Stronger: Cast Parts Or Machined Parts?
Machined parts are often more consistent in strength because they come from solid stock. Cast parts can also be strong, but the process must control defects and solidification quality well. Strength comparison is not only about shape or alloy. It is also about internal structure, process stability, and defect control. The manufacturing route can affect the reliability of the final part in real service conditions.
Process Influence On Mechanical Properties
Cast parts can deliver good strength, but the final mechanical properties depend heavily on cooling rate, material quality, and defect control. Internal porosity, shrinkage, and uneven grain structure can reduce performance if the casting process is not well managed.
Machined parts are made from solid stock with already established material properties. Since the main process does not melt and re-solidify the material, the mechanical performance is usually more stable and predictable.
Strength In Real Applications
For many load-bearing or precision applications, machined parts provide more reliable strength consistency. This matters in parts exposed to repeated loads, tight fits, fatigue, or critical safety requirements.
Casting is still widely used in strong industrial parts, especially when the geometry is complex or the part is large. In many such cases, the most practical solution is to cast the main body and machine the critical areas afterward.
Which Process Is Better For Different Production Volumes?
Machining is usually better for prototypes and small batches, while casting becomes more efficient for larger volumes. Production quantity often changes the best process choice. The right process often depends on where the project is in its lifecycle. Early development, pilot production, and mass production may each need a different manufacturing strategy to balance cost, speed, and stability.

1.Prototyping And Low-Volume Production
Machining is usually the better choice for prototypes and low-volume production because it offers faster turnaround, lower startup cost, and easier design changes. Without mold tooling, it can move from drawing to part quickly and supports development work more efficiently. This is especially useful when engineers are still testing fit, function, or assembly performance. If the design changes during this stage, machining can usually adapt faster and with less cost than casting.
2.Mid-Volume Production
At medium production volume, the cost balance often begins to change. Machining may still be practical, but cutting time, material waste, and per-part cost can become less competitive as quantity increases. At this stage, casting or a hybrid route often becomes more attractive. A common solution is to cast the near-net shape first and machine only the features that need tighter dimensional or surface control.
3.High-Volume Production
At high production volume, casting usually becomes more efficient because tooling cost can be spread across more parts. Once the process is stable, it can produce parts faster and at a lower unit cost than machining alone. Even then, machining often remains part of the route for threads, holes, sealing faces, and precision interfaces. In many cases, the most practical solution is casting for the main shape and machining for the critical features.
When To Choose Casting?
Casting should be chosen when the part geometry is complex, the design is relatively stable, and the expected production volume is high enough to justify tooling investment. It is especially suitable for parts with broad body forms, internal cavities, or shapes that would require excessive stock removal in machining.

1.Complex Part Geometry
Casting is well suited to parts with curved outer forms, enclosed volumes, ribs, and internal passages. These features are often difficult or expensive to create from solid stock through machining alone.
2.Stable Design And Repeat Production
Casting becomes more practical when the design is no longer changing frequently. Once the tooling is built and validated, the process can support repeated production more efficiently and with lower long-term unit cost.
3.Better Material Efficiency
For larger parts or parts with significant material removal, casting can reduce waste by forming a shape close to the final geometry. This helps improve material utilization and lower overall production cost.
4.Combined Manufacturing Routes
Casting is often the better starting point when the part needs efficient shape creation first and finish machining only on selected areas later. This approach is common in housings, valve bodies, pump parts, and structural components.
When To Choose Machining?
Machining should be chosen when the part requires tighter dimensional control, faster design changes, lower startup cost, or more flexibility during development. It is especially suitable for prototypes, low-volume production, and features that directly affect fit, sealing, alignment, or performance.
1.Tight Tolerances And Critical Features
Machining is preferred when the part includes precision bores, sealing faces, datum surfaces, threads, or alignment features. These areas often require more direct dimensional and surface control than casting can provide alone.
2.Prototypes And Low-Volume Production
Machining is usually more efficient for prototypes and short runs because it avoids tooling cost and allows faster turnaround. It is especially useful when engineers are still testing fit, function, or assembly performance.
3.Faster Design Changes
When the design is still evolving, machining offers more flexibility because revisions can often be handled through program changes, setup adjustments, or fixturing updates rather than new tooling.
4.High Precision Surface Control
Machining is the stronger choice when a part needs controlled surface finish, repeatable fit, and consistent feature geometry. This is especially important for precision assemblies, contact areas, and functional interfaces.
Common Mistakes When Choosing Between Casting And Machining
Many teams compare casting and machining too simply and focus only on price, tolerance, or one visible factor. In practice, the wrong process choice often happens when tooling, post-processing, lead time, and future volume are not reviewed together. A better decision comes from comparing the full manufacturing route instead of judging only the first quote.

1.Looking Only At Unit Price
One of the most common mistakes is judging the process only by the quoted piece price. A lower unit price may look attractive at first, but it does not show the full project cost. Tooling, scrap, inspection, launch effort, post-processing, and design revision risk can all change the real economics.
A better approach is to compare total manufacturing cost across the whole program. This includes startup cost, production cost, finishing cost, expected reorder volume, and how easily the process can support future design or schedule changes.
2.Ignoring Tooling Amortization
Some buyers reject casting because the mold cost looks too high. Others choose casting too early without enough volume to spread that cost effectively. In both cases, the problem is the same: the tooling cost is being judged without considering how many parts will actually absorb it.
Tooling should be evaluated across realistic production volume, not just the first order. If the part is likely to scale from pilot run to repeat production, casting may make sense sooner than expected. If demand remains uncertain, machining may still be the lower-risk choice.
3.Assuming Machining Is Always Better
Machining is often seen as the premium solution because it offers better tolerances and cleaner finishes. However, higher precision does not automatically mean better overall manufacturing. For large, complex, or volume-driven parts, machining the whole part may be slower and far more expensive than necessary.
The better question is not which process is more precise in theory, but which route delivers the required function at the best balance of cost, quality, and efficiency. In many industrial parts, that answer is a hybrid route rather than machining alone.
4.Assuming Casting Cannot Be Accurate
Casting is less accurate than machining, but that does not mean it is too rough for practical use. Many industrial parts do not need every surface to be tightly controlled. In those cases, casting can form the main geometry successfully while machining is reserved only for the critical areas.
This is a common reality in valve bodies, pump housings, brackets, and structural parts. Rejecting casting too quickly can lead to over-machining, higher cost, and longer lead time without delivering meaningful extra value on non-critical features.
5.Overlooking Secondary Operations
Another common mistake is comparing only the primary forming process while ignoring the rest of the manufacturing route. Cast parts may still need trimming, drilling, tapping, machining, blasting, or heat treatment. Machined parts may need deburring, polishing, coating, stress relief, or additional inspection.
If these follow-up steps are not included in the comparison, the process decision may be misleading. The better evaluation always looks at the full part route from raw material to final approved component, not just the first operation.
6.Forgetting Future Volume Growth
A process that works well for ten parts may not work well for ten thousand. Some teams choose machining because it is easy at the beginning, but later find that the process is too slow or too costly once demand grows. Others invest in casting too early before real demand is proven.
The better strategy is to think in stages. Prototype, pilot run, and mass production do not always need the same process. In many successful programs, machining supports early validation and casting becomes the long-term production route once volume and design stability are confirmed.
Casting Vs Machining By Part Feature
The best process is often determined by part features rather than the overall part name alone. Walls, cavities, holes, sealing areas, and visible surfaces each place different demands on manufacturing. Looking at the part feature by feature gives a clearer guide for real engineering and sourcing decisions.
1.Thin Walls
Thin walls are challenging in both casting and machining, but for different technical reasons. In casting, the main risks are incomplete fill, uneven cooling, and local weakness if the wall is too thin for the selected process or alloy. The thinner the wall becomes, the more sensitive the part is to flow and solidification behavior.
In machining, the problem is often deformation during cutting. Thin sections may vibrate, bend, or deflect under tool pressure, especially if support is poor or material removal is aggressive. If the wall must also meet strict flatness or thickness control, machining may still be the better option, but the setup and cutting strategy need careful control.
2.Deep Cavities
Deep cavities are usually more natural for casting because the mold can create much of the internal volume directly. This reduces the need to remove large amounts of material and avoids long-reach cutting tools that may reduce stability and productivity.
By contrast, machining deep cavities often increases cycle time and process difficulty. Long tools are more prone to chatter, poor chip evacuation, and reduced cutting efficiency. If the cavity is deep, enclosed, or difficult to reach from multiple sides, casting often becomes the more economical base process.
3.Threads And Holes
Threads and precision holes are usually better handled by machining because they demand stronger dimensional control and cleaner feature quality. The location, diameter, straightness, and thread form all affect assembly and function, especially in parts that use fasteners, fittings, or fluid connections.
Even when the part body is cast, these features are commonly drilled, bored, or tapped afterward. That is because machining provides better repeatability and makes it easier to meet exact fit requirements in practical production.
4.Sealing Surfaces
Sealing surfaces almost always favor machining because sealing performance depends on flatness, smoothness, and accurate geometry. Even small surface variation can affect leakage, compression behavior, or gasket performance in fluid, air, or hydraulic systems.
As-cast surfaces may be acceptable on non-critical areas, but they are rarely the best choice for final sealing contact. Machining gives much stronger control over the finished interface and is therefore the standard choice for faces, seats, and mating surfaces that must seal reliably.
5.Large Structural Parts
Large structural parts often favor casting when the overall geometry is complex and the amount of removable stock would be too high for machining to remain efficient. Casting can create ribs, curves, and broad body forms more directly, which reduces both waste and production time.
However, large structural parts still often need machining on selected areas. Mounting faces, precision bores, alignment interfaces, and connection points usually require tighter control than casting alone can provide, so the two processes often work together in the final route.
6.Tight Tolerance Interfaces
Whenever two parts must align, locate, mate, or move together precisely, machining is usually the preferred method. Tight-tolerance interfaces depend on accurate size, position, flatness, and repeatability, and these are areas where CNC machining performs much better than casting.
This applies to bearing seats, locating faces, dowel holes, alignment grooves, and precision mating steps. Even in a cast component, these interfaces are typically machined afterward to make sure assembly quality and functional accuracy stay consistent from part to part.
7.Cosmetic Surfaces
Cosmetic surfaces depend on what kind of appearance the final product requires. Some casting methods can deliver good visual quality, especially when the tooling is refined and the surface finish standard is moderate. This may be enough for industrial housings or non-decorative visible parts.
If the product needs a cleaner, more uniform, or more premium-looking surface, machining often offers better control. This is especially true for visible precision areas, branded surfaces, or parts that will receive anodizing, polishing, plating, or other finish treatments where underlying surface quality matters.
Which Process Delivers Better Surface Finish?
Surface finish affects more than appearance, because it can also influence sealing, wear, friction, and assembly. Comparing casting and machining at the surface level helps show how each process supports different functional needs. It also makes it easier to judge whether later finishing steps will be needed for the final part.

As-Cast Surface Finish
As-cast surfaces are formed by the mold and influenced by melt behavior, solidification, and mold condition. Because of this, they are usually rougher and less uniform than machined surfaces. The exact finish depends heavily on the casting process used.
Sand casting typically produces the roughest finish, which may be acceptable for non-critical structural areas but not for precision or visible surfaces. Investment casting and die casting can provide smoother results, yet even these processes often still fall short of the finish needed on tight sealing or precision contact areas.
Machined Surface Finish
Machined surfaces are generated directly by the cutting action of the tool, which gives better control over smoothness, consistency, and surface pattern. The final result depends on feed rate, tool geometry, tool wear, machine stability, and material behavior, but the process is still much easier to tune for precision finish quality.
This makes machining the stronger choice when the surface affects fit, sealing, motion, or appearance. It is also more suitable when a part will later receive finishing processes that benefit from a stable, uniform base surface.
Functional Vs Cosmetic Finish
Not all surfaces serve the same purpose. Some mainly affect how the part looks, while others directly affect how it works. Functional surfaces include sealing faces, bearing areas, sliding interfaces, and locating points. These usually require better finish control than cosmetic-only areas.
Cosmetic surfaces can sometimes accept a cast finish if the appearance standard is moderate and the process is well controlled. Functional surfaces, however, usually benefit from machining because performance depends on more than general appearance.
Secondary Finishing Requirements
Neither casting nor machining should be judged only by the raw surface condition. Cast parts may later be blasted, polished, coated, or machined. Machined parts may also be polished, anodized, plated, or coated depending on final product requirements.
That is why finish comparison should consider the whole finishing plan. In many real projects, the raw process only creates the base condition, while the final appearance and function are achieved through additional finishing steps.
Casting Vs Machining Tolerance Comparison
Tolerance is one of the most important practical differences between casting and machining. How each process controls size, position, and critical features directly affects function and manufacturability. A clear tolerance comparison also helps balance inspection effort, production cost, and final part performance.

Machining Tolerance Capability
Machining generally holds tighter tolerances because the final shape is created directly by controlled cutting. CNC machines position and move tools with high accuracy, allowing better control over feature size, hole location, concentricity, flatness, and surface relationships.
This makes machining especially valuable for functional features that affect assembly, sealing, motion, or interchangeability. If a drawing includes many tolerance-sensitive dimensions, machining is usually the more reliable route for hitting those requirements consistently.
Casting Tolerance Variation
Casting tolerances vary more because the process depends on mold quality, material flow, cooling rate, shrinkage behavior, and local part geometry. Even when tooling is good and the process is stable, natural variation is still typically greater than in machining.
That does not mean casting is poor in general. It simply means the process is better suited to moderate tolerance ranges and near-net-shape production, especially when final machining is planned for the most important surfaces and interfaces.
Critical Features Requiring Machining
Even in a cast part, some features are usually better machined afterward. These often include precision bores, tapped holes, threads, datum faces, sealing surfaces, alignment steps, and interfaces that directly affect fit or performance.
By limiting machining to these selected areas, manufacturers can keep the efficiency advantage of casting while still meeting the strictest functional requirements. This is one of the most common and practical combined-process strategies in industrial production.
Cost Impact Of Tight Tolerances
Tighter tolerances increase cost in both casting and machining, but they do so in different ways. In casting, tighter control may require improved tooling, stronger process stability, and more finish machining. In machining, tighter tolerance often increases cycle time, setup care, inspection effort, and rejection risk.
For that reason, not every feature should be specified more tightly than needed. Good engineering decisions align tolerance with actual function, so production cost stays under control without sacrificing part performance.
What Are The Common Applications Of Casting And Machining?
Casting is common for complex structural parts, while machining is common for precision and functional parts. Many industrial products use both processes together in the same component strategy. Different industries use casting and machining for different reasons. The most suitable process depends on part shape, tolerance, function, and production demand.
Common Applications Of Casting
Casting is often used for housings, pump bodies, valve bodies, brackets, engine components, and structural parts with complex outer forms or internal channels. It is common in automotive, industrial equipment, heavy machinery, and fluid control systems.
Common Applications Of Machining
Machining is often used for shafts, precision housings, fixtures, connectors, medical components, aerospace parts, threaded features, and sealing surfaces. It is preferred where tight tolerances, clean finishes, and accurate positioning matter.
Combined Use In Industrial Production
In real manufacturing, many parts use both processes. Casting creates the base geometry efficiently, and machining finishes the critical areas that affect fit, sealing, alignment, and performance.
This combined method often gives the best balance between manufacturing efficiency and functional precision.
What Materials Are Commonly Used In Casting Vs Machining?
Casting commonly uses materials such as aluminum alloys, cast iron, brass, and bronze, while machining more often uses aluminum, steel, stainless steel, titanium, and other materials that support tighter tolerances and better cutting control. Some materials, such as aluminum and stainless steel, can be used in both processes depending on part design and production needs.

1.Common Materials Used In Casting
Casting is often used with materials that flow well in molds or are widely applied in near-net-shape production. Common casting materials include aluminum alloys, cast iron, zinc alloys, magnesium alloys, and some grades of steel, stainless steel, brass, and bronze.
Aluminum is common in die casting and investment casting because it is lightweight and efficient for complex shapes. Cast iron is widely used for structural parts and housings. Brass and bronze are also common in cast valves, fittings, and industrial components.
2.Common Materials Used In Machining
Machining is often preferred for materials that need tighter tolerances, more stable mechanical properties, or better surface and dimensional control. Common machining materials include aluminum alloys, steel, stainless steel, brass, bronze, titanium, and engineering plastics.
Aluminum is widely machined because it cuts efficiently and supports good finish quality. Steel and stainless steel are common where strength and precision matter. Titanium and specialty alloys are more often machined in high-performance applications, although the cost is usually higher.
3.Materials Commonly Used In Both Processes
Some materials are widely used in both casting and machining, but the preferred route depends on part geometry, tolerance, and production volume. Aluminum, steel, stainless steel, brass, and bronze can all be used in both processes under different conditions.
In many real applications, casting is used to create the main body shape, while machining is used later on critical features such as holes, threads, sealing faces, and precision interfaces. That is why material choice and process choice are often evaluated together.
How Should You Choose Between Casting And Machining?
Choose casting when
Choose machining when
Choose a combined route when
FAQs
How Early Should Buyers Evaluate Casting Tooling Cost?
Buyers should evaluate casting tooling cost as early as the quotation stage, especially when a project may move from samples to repeat production. Many teams focus only on the first order price, but tooling cost can strongly affect the long-term economics of the part. Early review helps compare short-term machining flexibility with long-term casting savings, and it reduces the risk of delaying the process decision until tooling or production planning becomes harder to change.
What Can Happen If The Wrong Process Is Chosen Too Early?
Choosing the wrong process too early can increase total cost, delay production launch, and create avoidable engineering changes later. If casting is selected before the design is stable, tooling revisions may become expensive and time-consuming. If machining is kept for too long, the project may carry unnecessary cycle time and material waste once volume grows. The right process should match the current project stage as well as expected future demand.
What Information Should Be Confirmed Before Requesting A Quote?
Before requesting a quote, buyers should confirm part geometry, material grade, quantity, tolerance requirements, and surface finish expectations. It is also helpful to clarify whether the project is in prototype, pilot, or production stage, and which features are truly function-critical. This information helps the supplier judge whether casting, machining, or a hybrid route is more suitable. Clear technical input usually leads to more accurate pricing, better process advice, and fewer revisions later.
How Should Buyers Compare Suppliers For Casting And Machining Projects?
Buyers should compare suppliers using more than unit price alone. Important factors include process capability, inspection method, engineering communication, tooling experience, quality control, and the ability to explain manufacturing risks clearly. A strong supplier should be able to identify cost drivers, point out critical features, and recommend a practical route based on the part itself. In many projects, this kind of support matters more than getting the lowest initial quote.
When Should A Project Move From Machining To Casting?
A project should move from machining to casting when the design becomes stable and future production volume is easier to predict. At that stage, tooling cost can be spread across more parts, which often improves long-term cost efficiency. The shift also makes sense when machining is creating too much waste, too much cycle time, or too much cost for repeated production. In many cases, the move is driven as much by commercial logic as by technical need.
Why Is Early Manufacturability Review Important In Process Selection?
Early manufacturability review helps teams make better process decisions before cost and timing problems become difficult to correct. It can identify unnecessary tolerances, inefficient geometry, and features that should be cast first and machined later. This kind of review also helps determine whether a part should stay fully machined, move to casting, or use a combined route. As a result, it often improves lead time, quoting accuracy, production efficiency, and total project control.
What Is The Best Way To Balance Cost And Precision In Metal Part Production?
The best way to balance cost and precision is to apply tighter control only where the part truly needs it. Features that affect fit, sealing, alignment, motion, or assembly should receive stricter dimensional and surface control, while non-critical areas can often remain less demanding. Many successful projects reduce cost by using an efficient base process for the general shape and machining only the critical features afterward. This keeps performance reliable without overloading the entire part with unnecessary manufacturing cost.
Conclusion
Understanding casting vs machining helps manufacturers, engineers, and sourcing teams make better decisions on cost, precision, and production efficiency. Whether you need complex cast components, tight-tolerance machined parts, or a hybrid manufacturing solution, the best choice depends on your design, material, and volume requirements.
At TiRapid, we provide both casting and CNC machining services backed by engineering support, strict CMM inspection, and ISO9001 quality control. Upload your CAD files today to get a fast quote and the right process recommendation for your project.



















