Choosing the right machining process is crucial for precision and cost-saving. But with so many options, where do you start? This ultimate guide breaks down 35 essential machining operations for manufacturers. Ready to optimize your next project? Let’s dive in!
What Is Machining?
CNC machining (Computer Numerical Control machining) works by controlling the movement of cutting tools through computer programming to remove excess material from the workpiece, forming the desired shape. This process allows for extremely high precision in part dimensions, meeting the needs of various industries.
CNC machining includes various types, such as milling, turning, drilling, and grinding, each with specific applications.
- Milling: Removes material using rotating tools, ideal for machining complex geometries.
- Turning: Used for processing cylindrical parts, commonly applied in manufacturing shafts and sleeves.
- Drilling: Utilizes rotating drill bits to create holes, a common process in metal part fabrication.
In the automotive industry, CNC machining is used to produce engine components, wheels, and brake systems. In aerospace, it is used for manufacturing aircraft parts, while in medical, CNC machining is critical for producing high-precision medical devices like prosthetics and surgical tools.
CNC machining not only boosts production efficiency but also significantly enhances part accuracy, reducing human error. With the emergence of new materials and technologies, CNC machining will continue to drive the evolution of intelligent and automated manufacturing in the future.
35 Types of Machining Operations Explained
Discover 35 essential machining operations driving modern manufacturing. From conventional milling to advanced EDM, we break down each process so you can choose the most cost-effective solution for your parts. Let’s find your perfect process!
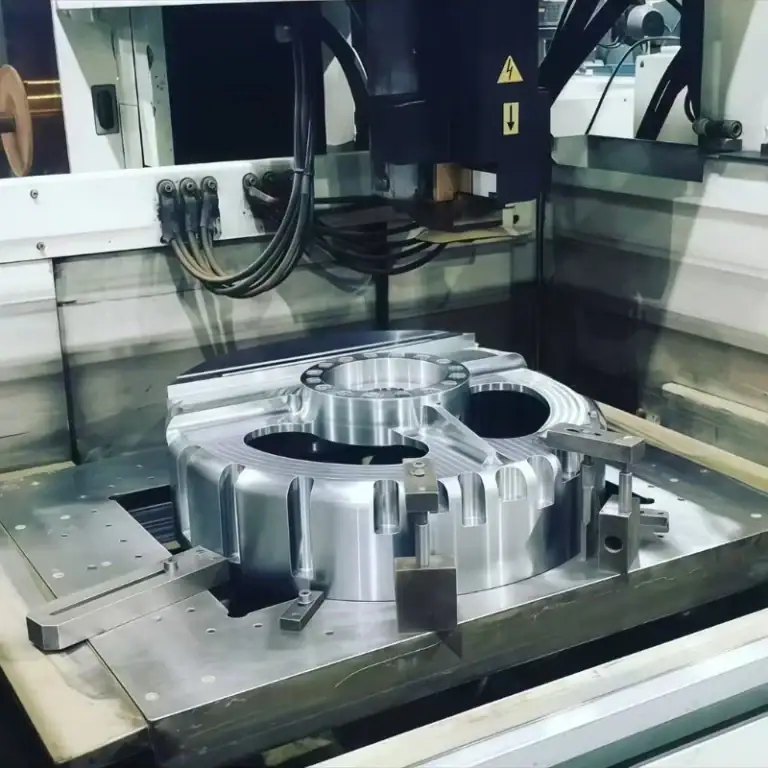
1.Milling
Milling is a highly versatile subtractive machining process that uses a rotating multi-tooth cutter to remove material from a stationary workpiece. Unlike other methods, the cutting tool in a milling machine can move along multiple axes, systematically carving away excess material layer by layer.
Whether utilizing traditional 3-axis machines or advanced 5-axis CNC centers, milling provides unmatched control over depth, width, and cutting speed. This process is the industry standard for creating flat surfaces, intricate 3D contours, slots, and complex geometric shapes.
It is heavily relied upon in the aerospace and automotive sectors to manufacture everything from precision engine enclosures to custom gears. Because of its high material removal rate, milling is incredibly efficient for both rapid prototyping and mass production.
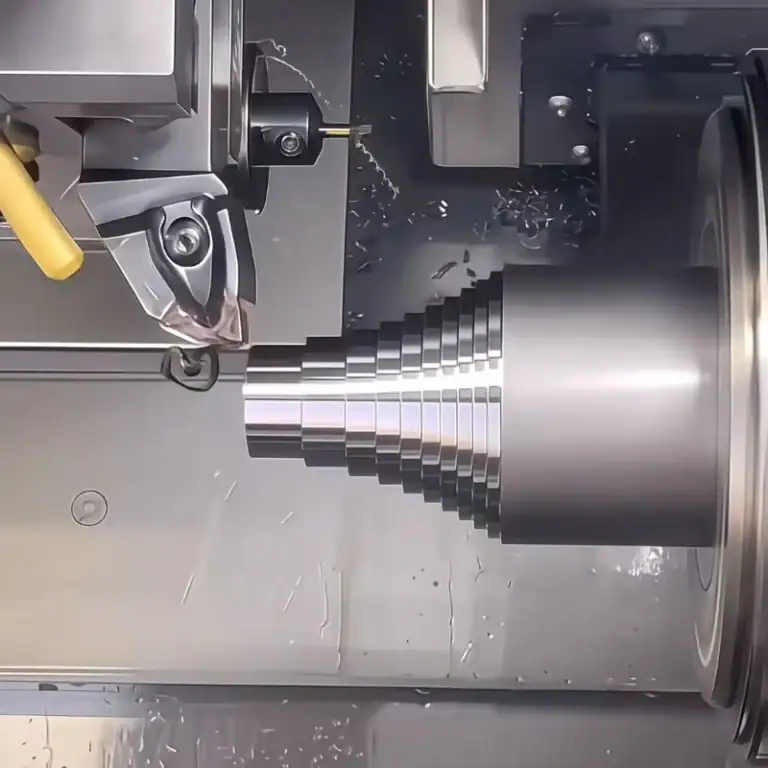
2.Turning
Turning operates on a fundamental but powerful principle: the workpiece rotates at high speeds on a lathe while a stationary, single-point cutting tool shapes it. As the tool moves linearly alongside the spinning material, it peels away the exterior, generating perfectly symmetrical shapes.
Modern CNC turning centers automate this process entirely, ensuring consistent quality and eliminating the fatigue associated with manual operation. This operation is explicitly designed for producing cylindrical or conical components.
If you look at an automobile’s camshaft, a custom shaft for industrial machinery, or even specialized medical implants, turning was likely the primary process used. It is incredibly efficient for creating grooves, tapers, and external threads on materials ranging from aluminum to high-strength titanium.
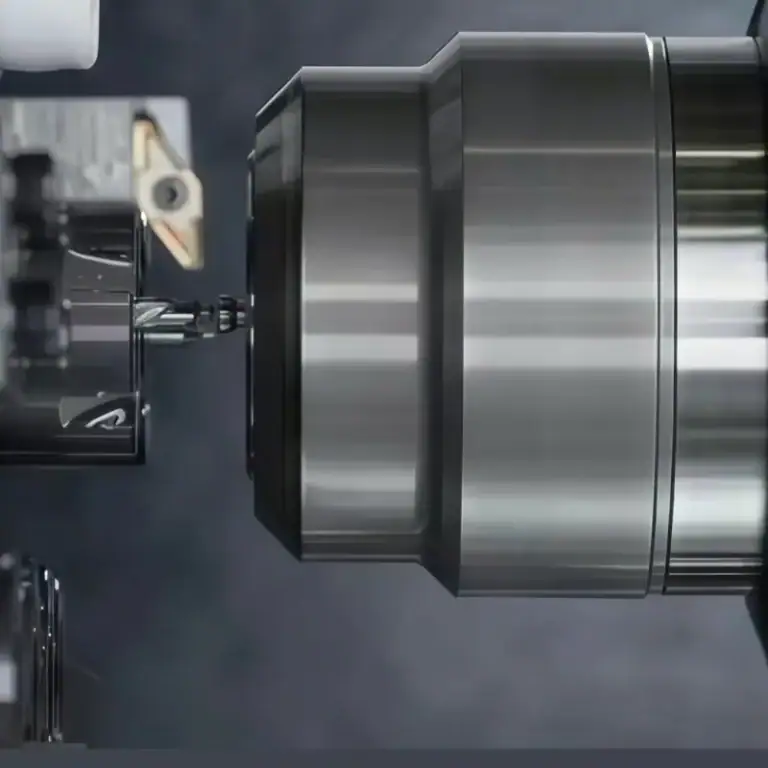
3.Facing
Facing is a specialized and critical subtractive operation typically performed on a lathe. During this process, a single-point cutting tool is fed radially across the end of a rotating cylindrical workpiece to remove material and square off the part.
It slices away thin layers of material to create a pristine, perfectly flat surface that is strictly perpendicular to the rotational axis. In manufacturing, achieving absolute precision in the overall length of a workpiece is just as important as its diameter.
Facing is crucial for setting accurate lengths, ensuring that multiple components fit together seamlessly during final assembly. It is widely used in industries where every millimeter matters, such as fluid dynamics valves, custom pipes, and heavy machinery.
4.Drilling
Drilling is arguably the most fundamental and ubiquitous machining operation in the manufacturing world. It employs a rotating multi-point cutting tool, known as a drill bit, which is pushed axially into solid material to carve out round, cylindrical holes.
As the tool drives deeper into the workpiece, the spiral channels (flutes) on the drill bit elegantly evacuate the metal chips out of the hole. Utilizing CNC drill presses ensures these holes are placed with pinpoint accuracy, avoiding manual deviations.
From tiny screw holes in consumer electronics to large fluid pathways in engine blocks, drilling is an essential step. It is frequently the necessary precursor to secondary precision operations like boring, reaming, or tapping for almost all complex assemblies.

5.Boring
While drilling creates a primary hole, boring perfects it. Boring is a subtractive machining technique that utilizes a single-point cutting tool to significantly enlarge and refine a hole that has already been pre-drilled or cast into the raw material.
The cutting tool radially progresses into the internal surface, meticulously shaving off minute amounts of material. This corrects microscopic errors left by standard drill bits, greatly improving the hole’s dimensional accuracy, straightness, and concentricity.
By offering a premium surface finish, boring achieves tight tolerances that drilling alone simply cannot match. Industries demanding absolute internal precision, such as aerospace turbine manufacturing and defense equipment production, rely heavily on boring.
6.Reaming
Think of reaming as the ultimate finishing touch for internal diameters. After a hole is drilled or bored, a specialized multi-edged cutting tool called a reamer continuously rotates and slowly moves axially through the existing hole in the workpiece.
Unlike drilling, which removes massive volumes of material, reaming is explicitly designed to shave off just a microscopic fraction of the metal. This action slightly enlarges the hole to its exact, final dimension while removing unwanted tool marks.
A reamer guarantees the hole meets exact tolerance specifications and leaves an exceptionally smooth, mirror-like finish. This is indispensable for components needing airtight fits, like aircraft landing gears, medical syringes, and engine mechanics.
7.Tapping
Tapping is the delicate and precise art of cutting internal threads into a pre-drilled hole. This operation utilizes a specialized rotating tool called a tap, which closely resembles a standard bolt but is equipped with sharp cutting edges and flutes.
By systematically driving the tap into the workpiece material, it carves uniform, continuous threads along the internal periphery of the hole. It requires a meticulous balance of cutting speed and applied force to prevent the tool from snapping inside hard metals.
Without tapping, modern mechanical assembly would be impossible. Whether you need coarse threads for construction fasteners or ultra-fine threads for aerospace assemblies, tapping provides the secure, leak-proof screw connections your final products rely on.
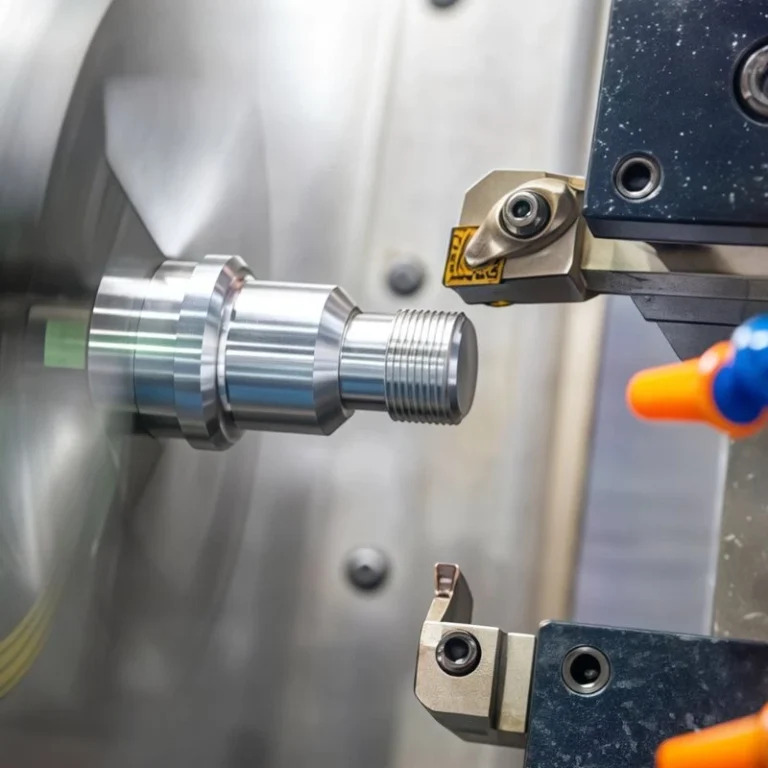
8.Threading
Threading is a critical subtractive machining operation used to create precisely pitched external or internal threads on a workpiece. Often performed on CNC turning centers or lathes, this process methodically removes material to form continuous helical ridges.
Whether using single-point cutting tools or specialized thread-cutting dies, achieving tight tolerances is absolutely essential. This guarantees a perfect mechanical fit and prevents failure in custom bolts and assembled components under extreme pressure.
This technique is the backbone of mechanical assembly, relied upon heavily across industries from aerospace to construction. It solves the complex challenge of creating secure, leak-proof connections in fluid dynamics, such as custom pipes and valves.
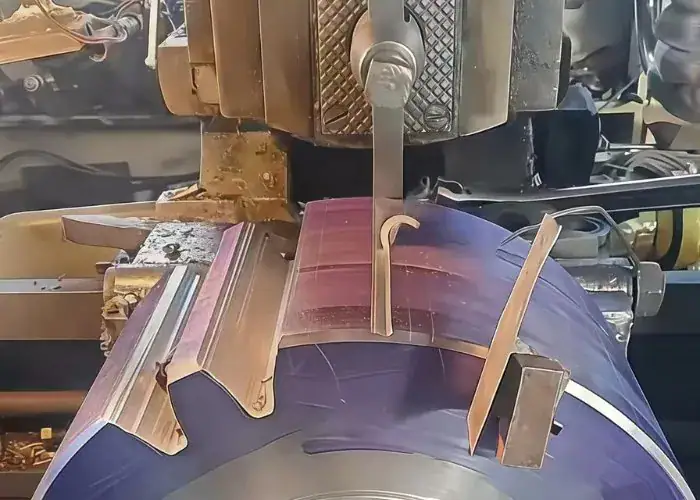
9.Grinding
Grinding is a premium abrasive machining process that utilizes a high-speed rotating wheel packed with abrasive particles. By systematically removing unwanted material, it refines hardened metals to achieve an immaculate surface finish and tight tolerances.
As a vital secondary finishing operation, surface and cylindrical grinders deliver exceptional dimensional accuracy that traditional tools simply cannot achieve. Whenever a project demands ultra-precise flatness, parallelism, or a mirror-like exterior, grinding is indispensable.
It is heavily utilized in the automotive and medical device sectors to manufacture critical components and sharpen tools. By eliminating microscopic defects and thermal distortions from prior rough steps, grinding ensures parts meet the strictest requirements.

10.Honing
Honing is a highly specialized abrasive machining process designed exclusively to perfect the internal geometry and surface finish of cylindrical holes. This subtractive technique effectively erases microscopic defects from pre-drilled or bored holes.
By rotating and reciprocating a tool equipped with bonded abrasive stones, it provides ultimate control over internal dimensions. If boring leaves unwanted tool marks, honing solves these pain points by offering a pristine, high-quality surface finish.
This operation is an absolute necessity for industries where airtight seals and frictionless mechanics are non-negotiable, like aerospace and automotive engines. It guarantees that custom pistons will operate smoothly under extreme pressures without wear.
11.Lapping
Lapping takes precision to the microscopic level, employing a free-flowing abrasive paste or powder sandwiched between the workpiece and a lap plate. Unlike aggressive techniques, this gentle rubbing relies on fine particles to achieve unparalleled flatness.
It is often the final pinnacle of precision machining, demanding continuous supervision due to its meticulous material removal rate. By eliminating microscopic peaks and valleys, lapping solves friction issues and ensures mating parts achieve a perfect seal.
When even the slightest surface irregularity can cause catastrophic failure, engineers turn to lapping. It is heavily relied upon in the optical industry for lenses, the semiconductor sector for silicon wafers, and the fluid control industry for seals.
12.Broaching
Broaching is a highly efficient subtractive machining operation that uses a multi-toothed cutting tool—known as a broach—to remove material in a single, continuous pass. It is pushed or pulled linearly through or across the workpiece to shear away metal.
As each progressively larger tooth engages, it shears away a predetermined amount of metal. This method is incredibly valuable for producing unique geometric profiles, sharp internal corners, square holes, or intricate splines with a superb surface finish.
Crafting intricate splines using standard milling can be exceptionally slow and costly, but broaching eliminates this bottleneck. Heavily favored in automotive mass-production, it delivers unmatched speed and precise repeatability across thousands of parts.
13.Planing
Planing is a conventional machining process tailored for carving material off massive, flat surfaces. Operating with linear toolpaths, the workpiece generally moves on a sliding table against a stationary, single-point cutting tool to shear metal.
This robust subtractive method is capable of rapidly removing material from large-scale stock, preparing flat surfaces for subsequent finishing. Dealing with oversized industrial workpieces or raw castings often poses a challenge for standard CNC mills.
Planing is specifically deployed to manufacture large components such as heavy machinery bases, ship parts, and machine tool ways. By efficiently leveling massive plates, it provides a cost-effective and accurate foundation for heavy-duty projects.
14.Shaping
Shaping is a versatile machining technique that operates with a distinct dynamic: a single-point cutting tool glides in a linear motion while the workpiece remains completely stationary. During its forward stroke, the tool methodically carves away material.
This subtractive manufacturing process is excellent for generating large flat surfaces, intricate grooves, and stepped profiles. It excels when creating internal splines, dovetail joints, or blind slots in a single setup becomes a geometric headache.
Shaping excels in solving these exact pain points, particularly when dealing with unique components that require complex planar cuts. It is widely applied in custom tool-and-die shops and industrial repair facilities, offering a highly accurate carving method.
15.Sawing
Sawing is an indispensable subtractive manufacturing process that employs a cutting tool with sharp toothed edges or abrasive wheels. Utilizing equipment like band saws, this operation severs material from a larger workpiece to manageable lengths.
The cutting speed is carefully calibrated—from as low as 30 fpm for high-temperature alloys to over 1,000 fpm for softer aluminum. This essential preliminary step ensures efficient material removal without causing excessive thermal distortion.
In aerospace and metal fabrication, sawing solves the logistical challenge of handling oversized stock. By managing heat generation during the severing of high-strength metals, it sets a reliable foundation for all downstream precision machining tasks.
16.Knurling
Unlike processes that remove large volumes of metal, knurling is a specialized operation dedicated to altering the surface texture. By pressing a knurling tool against a rotating surface, it displaces material to create a cross-hatched or straight pattern.
lIt is a precise texturing technique that achieves uniform depth and enhances the tactile properties of the machined component. Crucially, this operation achieves these results without fundamentally changing the internal dimensions of the workpiece.
In manufacturing industrial tools and medical instruments, knurling is highly sought after because a slip-resistant grip is a necessity. Beyond functional ergonomics, it provides an immediate, highly durable solution that improves visual appeal.
17.Slotting
Slotting is a precise subtractive machining technique closely related to shaping, explicitly designed to carve vertical grooves or keyways. A vertical single-point cutting tool moves up and down, removing material on the downward stroke.
Operating typically on a dedicated machine, this operation is essential for generating intricate internal profiles and specialized recesses. It creates unique geometric features like perfect square holes that are impossible with standard rotating cutters.
The automotive and heavy machinery sectors rely heavily on slotting for mass-producing interlocking components. When a design requires internal keyways for shafts, slotting eliminates bottlenecks and ensures parts fit seamlessly without mechanical failure.
18.Gear Cutting
Gear cutting encompasses a suite of specialized subtractive operations forming precise gear teeth on a blank. Utilizing meticulously crafted cutters, the machine systematically chisels away material to generate intricate tooth spaces that mirror the exact desired profile.
Achieving strict tolerances and exact pitch dimensions during this process is non-negotiable. Even microscopic deviations can severely compromise the mechanical advantage and overall efficiency of the final power-transmission components operating under extreme torque.
From heavy industrial machinery transmissions to luxury timepiece micro-mechanisms, precision gear cutting drives the kinematic world. It solves mechanical pain points by delivering flawlessly aligned, high-strength gear profiles, ensuring seamless power transfer and extended longevity.
19.Engraving
Engraving is an intricate machining operation that imparts letters, numbers, or complex micro-patterns onto the surface of a workpiece. Modern engraving heavily utilizes computer numerical control (CNC) machines equipped with high-speed, fine-point cutters for exceptional accuracy.
This subtractive process removes only a very shallow layer of material. It demands absolute precision in depth control to ensure the resulting markings are distinct, highly durable, and completely free of burrs without compromising the structural integrity of the hard metal or plastic.
Across the aerospace, automotive, and jewelry industries, engraving is critical for permanent part identification, serial numbering, and aesthetic branding. It provides permanent, wear-resistant traceability that outlasts printed labels in harsh operating environments.

20.Counterboring
Counterboring is a vital secondary hole-making operation that uses a specialized drill bit or an end mill to enlarge the top portion of a previously drilled hole. The primary objective is to create a flat-bottomed recess perfectly concentric with the original hole.
This precision subtractive method strictly controls both the diameter and the depth of the recess. It elegantly resolves critical design constraints by allowing socket-head cap screws and bolts to sit completely flush with, or safely below, the material’s exterior surface.
In structural engineering, automotive assembly, and high-end construction, protruding fasteners can interfere with moving mechanisms. Counterboring ensures structural integrity and a streamlined profile, avoiding any external snags or visual imperfections on the final assembled product.
21.Countersinking
Countersinking is a highly precise machining process aimed at generating a conical, V-shaped recess at the opening of a pre-drilled hole. Executed using a specialized fluted cutting tool rotating at high speeds, this operation carefully removes material around the hole’s rim.
The recess is specifically cut to match the exact angle of a specific fastener’s conical head. Achieving absolute consistency across multiple countersinks requires meticulous tool control, particularly when machining high-strength metals or tough steel to avoid structural weakness.
idely utilized in woodworking, electronics, and custom metal fabrication, countersinking is essential for aerodynamic efficiency and ergonomic safety. It installs flat-head screws perfectly flush, preventing stress concentrations and ensuring a smooth, damage-free exterior surface.
22.Electrical Discharge Machining (EDM)
Electrical Discharge Machining (EDM) is a highly precise non-conventional process utilizing thermal erosion to remove material. It generates rapid electrical sparks by maintaining a controlled voltage difference between an electrode tool and a conductive workpiece submerged in dielectric fluid.
These fiery arcs melt and vaporize the workpiece material without any direct mechanical contact. By eliminating tool wear and mechanical stress, EDM perfectly addresses the pain point of machining complex geometries that require extreme accuracy, close tolerances, and sharp internal corners.
When traditional CNC milling struggles with extremely hard materials like high-temperature alloys or hardened steel, EDM is the ultimate solution. It is indispensable in the aerospace, electronics, and tool-making industries for manufacturing intricate molds and highly detailed die features.
23.Wire EDM (WEDM)
Wire Electrical Discharge Machining (WEDM) is a specialized variation of EDM. Instead of a shaped electrode, it employs a continuously spooling, ultra-thin electrically charged wire to cleanly slice through conductive workpieces using spark erosion.
Functioning like a highly advanced, non-contact band saw, the wire achieves microscopic precision and remarkably tight tolerances without exerting physical force. Because the wire never touches the metal, it completely prevents distortion in fragile parts.
It is highly valued in electronics and aerospace manufacturing for creating custom dies and precision micro-components. For projects demanding complex, intricate profiles cut into thick, high-strength metals, WEDM consistently provides unmatched accuracy.
24.Electrochemical Machining (ECM)
Electrochemical Machining (ECM) operates on the principle of anodic dissolution, functioning as a highly controlled reverse electroplating process. By passing a high current between a shaped cathode tool and an anodic workpiece, material is dissolved at an atomic level.
This non-traditional machining operation leaves behind a mirror-like surface finish without generating any sparks, tool wear, or thermal/mechanical stress. It easily eliminates the pain point of metallurgical damage common in conventional cutting methods.
ECM is uniquely suited for mass-producing complex internal cavities and shaping exceptionally hard metals used in extreme environments. It is heavily relied upon to manufacture aerospace turbine blades and intricate automotive components requiring high structural integrity.
25.Chemical Machining
Chemical machining, also known as chemical etching, is a non-conventional subtractive process that relies on strong acidic or alkaline solutions to dissolve unwanted material. The workpiece is carefully masked, leaving only targeted areas exposed to the corrosive bath.
This technique ensures a uniform material removal rate across flat or curved surfaces without imparting any mechanical or thermal stress to the part. It bypasses the challenge of warping or burrs often caused by cutting foil-like metals with standard CNC routers.
Providing a burr-free, mass-production-ready solution, it excels at handling delicate materials without altering physical properties. This process shines when manufacturing incredibly thin parts like PCB patterns, fine wire meshes, and aerospace panels.
26.Laser Beam Machining (LBM)
Laser Beam Machining (LBM) utilizes a highly focused, high-energy beam of coherent light to rapidly melt, vaporize, and blow away workpiece material. This non-contact operation is governed by optical lenses and CNC programming, allowing for microscopic cutting widths.
Unlike EDM, LBM is not restricted to electrically conductive materials, making it a universally applicable solution for a wide range of substrates, including ceramics and polymers. It resolves the common manufacturing headache of tool breakage and physical part clamping.
Whether drilling micro-holes in delicate ceramics or etching medical implants, LBM offers unparalleled speed and precision. For rapid prototyping and high-volume sheet metal fabrication, it delivers intricate, burr-free profiles with minimal heat-affected zones.
27.Electron Beam Machining (EBM)
Electron Beam Machining (EBM) is a highly sophisticated subtractive process that fires a concentrated stream of high-velocity electrons at the workpiece. Operating strictly within a vacuum chamber, the kinetic energy transforms into intense thermal energy upon impact.
This instantly vaporizes the targeted micro-area, allowing for extraordinary accuracy. It is an excellent process for micro-finishing and micro-cutting without geometric restrictions, entirely eliminating the need for physical cutting tools.
When conventional methods fail against materials with extremely high melting points, EBM stands as the premier choice. It is heavily utilized to drill thousands of microscopic, high-precision holes in jet engine turbine blades and nuclear components.
28.Ultrasonic Machining
Ultrasonic Machining (USM) is a non-conventional, cold-cutting process that removes material through high-frequency, low-amplitude vibrations. A specialized tool oscillates at ultrasonic speeds while a liquid slurry with hard abrasive particles is fed into the cut.
The intense vibration hammers the abrasives into the material surface, gently chipping away microscopic particles without altering the microstructure. It circumvents the pain point of shattering or cracking fragile substrates common in traditional drilling or milling.
This highly effective technique is specifically engineered for machining hard, brittle, and heat-sensitive materials like glass, technical ceramics, and semiconductors. It enables engineers to precisely carve micro-holes and complex profiles into delicate optical devices.
29.Abrasive Jet Machining
Abrasive Jet Machining (AJM) blasts a highly focused, high-speed stream of compressed gas mixed with fine abrasive particles directly against the workpiece. This non-traditional method acts like a hyper-precise sandblaster, eroding small bits of material upon impact.
It is a highly flexible, low-heat operation guided by a narrow nozzle that can access hard-to-reach internal areas normally inaccessible to rigid tools. Because it produces virtually no heat, it prevents warping under laser or mechanical friction.
AJM is a lifesaver when deburring intricate plastic assemblies, cutting thin metal foils, or removing parting lines from delicate injection-molded parts. It safely cleans, frosts glass, or permanently engraves sensitive components without physical distortion.
30.Water Jet Machining
Water Jet Machining (WJM) is an advanced cold-cutting process utilizing an immensely pressurized stream of water to slice through materials. For denser materials, abrasive particles are mixed into the water stream (Abrasive Waterjet) to amplify its erosive cutting power.
Guided by a highly accurate CNC gantry, the cutting tool ensures precise, burr-free cuts. As a process entirely free of heat-affected zones (HAZ), it directly addresses the common pain point of thermal distortion or metallurgical hardening caused by laser or plasma cutters.
It is invaluable for processing heat-sensitive materials like rubber, wood, composites, and thick metal plates. From cutting aerospace titanium to fabricating automotive parts, WJM delivers clean, stress-free edges ready for immediate assembly.

31.Plasma Arc Machining
Plasma Arc Machining generates massive thermal energy by forcing an inert gas through a narrow nozzle and ionizing it into a plasma state via an electrical arc. This high-temperature jet instantly melts and severs conductive metals at incredible speeds.
The intense kinetic energy of the gas simultaneously blows the molten metal away, leaving a surprisingly clean and precise cut. Compared to traditional sawing or milling, plasma cutting drastically increases production rates for profile cutting and metal fabrication.
For heavy industries dealing with thick stainless steel alloys, aluminum plates, or custom conductive materials, PAM offers unmatched efficiency. It solves the challenge of rapidly cutting heavy-duty stock where both high speed and reasonable accuracy are prioritized.
32.Ion Beam Machining
Ion Beam Machining (IBM) represents the absolute pinnacle of microscopic subtractive manufacturing. Operating in a strict vacuum environment, it accelerates a concentrated beam of ions to systematically bombard the surface of a precisely targeted workpiece.
Instead of mechanical shearing or thermal melting, this technique relies on atomic erosion—altering the material’s molecular structure particle by particle. IBM solves this pain point, delivering flawless micro-holes and frictionless surfaces without macroscopic stress.
Conventional polishing techniques simply cannot achieve the extreme smoothness required for modern high-tech components. Therefore, the semiconductor and precision optics industries rely heavily on IBM for etching silicon wafers and polishing specialized lenses.
33.Photochemical Machining
Photochemical Machining (PCM), an advanced chemical process, marries photography with chemical erosion to produce highly intricate metal components. A photoresist layer is applied to a thin metal sheet and exposed to light through a photographic mask.
The metal material is then precisely dissolved by chemical etchants where exposed, producing complex, burr-free profiles. PCM bypasses expensive tooling costs entirely and effectively solves the issue of metal edge deformation common in traditional stamping.
It is ideal when engineers need to mass-produce thousands of ultra-thin, highly complex metal parts like electronic lead frames or aerospace filters. It delivers perfectly flat parts with zero impact on the material’s structural integrity.
34.Magnetic Field Assisted Machining
Magnetic Field Assisted Machining (MFAM) is an innovative process integrating magnetic fields with machining operations. By strategically applying electromagnetic forces, the cutting tool or abrasive particles are guided and stabilized with incredible precision.
This advanced magnetic manipulation supports deeper cuts, faster material removal rates, and significantly enhances the cutting dynamic. It solves the challenge of micro-cracking when aggressive cutting is applied to extremely hard or exceptionally brittle ceramics.
Used in specialized high-volume manufacturing, MFAM effectively provides a smoother, more controlled surface finish directly during the cutting process. It often eliminates the need for subsequent finishing operations, ensuring high yield rates for fragile components.
35.Hot Machining
Hot Machining takes a proactive approach to difficult-to-cut materials by intentionally elevating the temperature of the workpiece ahead of the cutting tool. Using localized heating mechanisms, the material’s yield strength and shear resistance are temporarily reduced.
This localized softening allows conventional cutting tools to slice through metals with much greater ease and a drastically elevated material removal rate compared to cold machining. It extends tool life exponentially and prevents catastrophic tool failure.
In the aerospace industry, engineers frequently battle with superalloys that instantly destroy standard carbide cutters at room temperature. Hot machining guarantees a cost-effective cycle for metals deemed nearly impossible to cut conventionally.
FAQs
What Types of Materials Are Compatible with Various Machining Methods?
Conventional operations effectively machine metals like aluminum, steel, brass, and plastics. Cutting speeds range from 1,000 fpm for soft aluminum down to 30 fpm for high-temperature alloys. For ultra-hard, brittle ceramics and exotic alloys, non-contact processes like EDM handle them effortlessly without inducing thermal stress.
Which Specific Tools Are Essential for Metal Fabrication Processes?
Fabrication strictly relies on tools tailored to the part’s geometry. Turning uses single-point tools, while milling and drilling rely on multi-point cutters with spiral flutes. Grinding utilizes abrasive wheels to achieve 0.02mm tolerances , whereas non-conventional machining eliminates physical tools, substituting them with high-energy laser beams or high-pressure water jets reaching 88,000 PSI.
Machining vs. Welding: What Is the Fundamental Difference?
Machining is fundamentally a subtractive manufacturing process that removes unwanted material from a solid block to achieve precise dimensions and tolerances up to 0.02mm. In contrast, welding is a fabrication process that joins materials together using high heat to melt the parts into one piece. Advanced tools like Plasma Arc Machining (PAM) actually bridge these concepts, performing both high-speed precision cutting and welding operations on conductive alloys.
How Do You Determine the Best Machining Strategy for Your Parts?
Selecting the ideal process depends strictly on material hardness, part geometry, and required tolerance. For creating flat surfaces or standard cylindrical shapes, conventional 3-axis to 5-axis CNC milling and turning are highly efficient. However, if your design involves intricate micro-patterns on extremely hard or heat-sensitive materials, non-conventional techniques like Wire EDM or Water Jet Machining are required to prevent thermal distortion.
Conclusion
Understanding these 35 types of machining operations helps manufacturers select the most cost-effective and precise solutions—from conventional cutting to advanced non-contact methods—tailored to specific material hardness and strict tolerance requirements.
At TiRapid, we execute complex types of machining operations with strict CMM inspections and ISO9001 standards. Get an instant quote now to bring your designs to life!