Что такое 5-осевая обработка с ЧПУ? 5-осевая обработка с ЧПУ — это сложный процесс, который перемещает инструмент или заготовку в пяти направлениях одновременно, обеспечивая высокую точность, скорость и сложную геометрию. В этом руководстве рассматриваются ключевые моменты — принципы, типы станков, материалы, программирование и качество, — которые помогут вам быстро понять и освоить основы 5-осевой обработки.
Что такое 5-осевая обработка с ЧПУ
5-осевая обработка на станках с ЧПУ позволяет инструменту или заготовке двигаться в пяти направлениях одновременно. В отличие от 3-осевой обработки, она обеспечивает многоплоскостную обработку за один установ, обеспечивая более высокую точность и эффективность. Она широко применяется в аэрокосмической, медицинской промышленности и производстве прецизионных пресс-форм.
Что представляют собой пять осей 5-осевого станка с ЧПУ?
Понимание пяти осей движения — это первый шаг к освоению 5-осевой обработки:
Ось X: Движение влево и вправо
Ось Y: Движение вперед и назад
Ось Z: Движение вверх и вниз
Ось А: Вращение вокруг оси X
ось B: Вращение вокруг оси Y
Такое вращение позволяет инструменту резать под разными углами, что идеально подходит для глубоких полостей и изогнутых поверхностей.
Мы используем 5-координатные станки для достижения точности обработки титановых деталей ±0.01 мм.
Распространенные типы и конструкции 5-осевых станков
По конфигурации вращения 5-координатные станки обычно делятся на:
Таблица/Таблица: Два вращающихся стола — оптимально подходят для небольших прецизионных деталей.
Руководитель/Таблица: Наклонный шпиндель и вращающийся стол — самая универсальная конструкция.
Голова/Голова: Двойной вращающийся шпиндель с фиксированной заготовкой — идеально подходит для крупных деталей аэрокосмической отрасли.
В одном из проектов для европейского клиента мы использовали установку «Голова/Голова» для обработки кронштейна самолета, сохраняя жесткость при выполнении непрерывной 5-осевой резки.
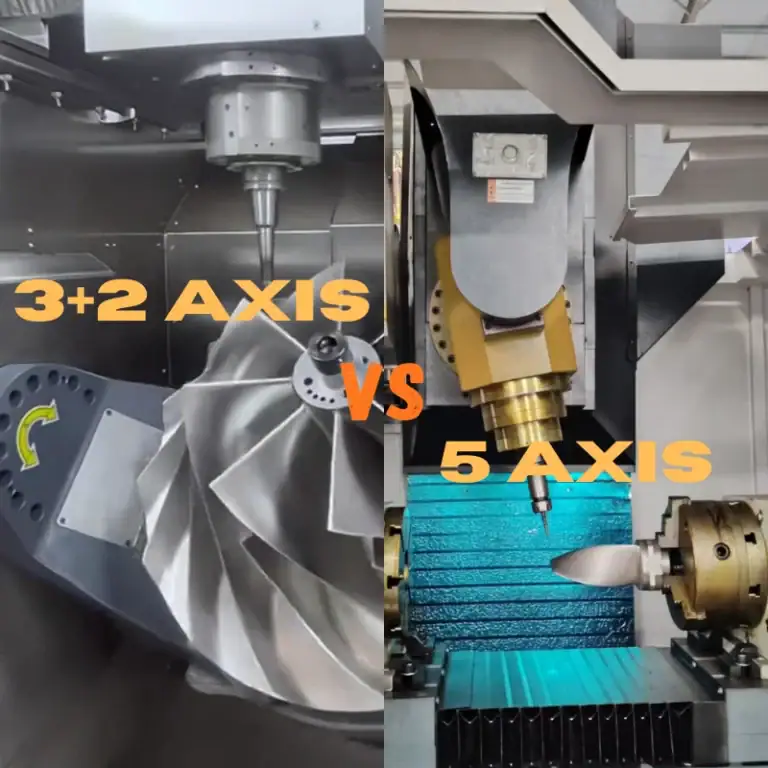
В чем разница между 5-осевой, 3-осевой и токарно-фрезерной обработкой?
3 оси: 3-осевая обработка ограничена линейным движением и требует нескольких настроек для сложных форм.
5 оси: Однако 5-осевые станки обрабатывают все стороны за одну операцию, что сокращает время и вероятность человеческих ошибок.
Токарно-фрезерная обработка объединяет точение и фрезерование и подходит для цилиндрических деталей, в то время как 5-координатная обработка фокусируется на многоугловых поверхностях свободной формы.
Например, мы используем 5-осевой ЧПУ изготавливать турбинные лопатки с безупречными переходами контуров — невозможно на традиционных 3-координатных системах.
Что TОсновные процессы In 5-осевая обработка с ЧПУ
Процесс 5-осевой обработки на станке с ЧПУ — от проектирования и настройки до программирования, резки и проверки — определяет точность и эффективность каждой детали. Чётко структурированный рабочий процесс сводит к минимуму необходимость в доработке, повышает стабильность и гарантирует надёжность и высокое качество производства.

Из дизайна To Рабочее место
Процесс начинается с преобразования 3D-модели заказчика в готовую к производству конструкцию.
Этап проектирования: Инженеры оценивают геометрию, поднутрения, толщину стенок и ориентацию отверстий, чтобы обеспечить жесткость и избежать столкновений инструментов.
Закрепление: Для фиксации детали во время вращения на несколько углов используются специальные 5-осевые приспособления или самоцентрирующиеся тиски.
Например, при обработке титанового корпуса для клиента из аэрокосмической отрасли оптимизация положения зажима сократила количество этапов повторного позиционирования на два и улучшила время цикла на 25%.
CAM-программирование Aи моделирование траектории инструмента
Программирование CAM действует как «мозг» 5-осевой обработки.
Стратегия траектории инструмента: Включает в себя постоянную зубчатую обработку, боковое фрезерование, адаптивную черновую обработку и контурную чистовую обработку — каждая из которых предназначена для определенных поверхностей.
Моделирование: Используя программное обеспечение, такое как PowerMill, HyperMill или NX CAM, инженеры моделируют траекторию резания, чтобы предотвратить столкновения перед обработкой.
Например, при изготовлении медицинского имплантата наша команда использовала многоосевую оптимизацию траектории инструмента PowerMill и добилась допуска обработки ±0.003 мм.
Резка, Инспекция, AОптимизация обратной связи
Точность обработки зависит от точного управления скоростью подачи, скоростью инструмента и системами охлаждения.
Контроль резки: Адаптивное управление подачей обеспечивает постоянную подачу стружки и качество обработки поверхности.
Измерение и обратная связь: Данные внутримашинного зондирования или контроля КИМ помогают автоматически корректировать смещения инструмента.
В проекте по изготовлению энергетического импеллера мы использовали датчики Renishaw для калибровки в реальном времени, что позволило производить круглосуточную обработку без отключения света с выходом годных изделий 99.8%.
Что TОсновные компоненты Of A 5-осевой фрезерный станок с ЧПУ
Производительность 5-осевого станка с ЧПУ зависит от синергии его основных компонентов. Шпиндель определяет мощность резания, поворотная система и привод управляют точностью перемещения, а системы зажима и охлаждения обеспечивают точность и срок службы инструмента. Вместе они определяют качество и надежность обработки.
Шпиндель, поворотные оси и приводная система
Шпиндель — это сердце любого станка с ЧПУ: он определяет скорость, крутящий момент и качество обработки поверхности.
Скорость вращения шпинделя: Высокоскоростные шпиндели (18 000–30 000 об/мин) подходят для обработки алюминия и смолы, низкоскоростные — для титана и стали.
Оси вращения (A/B/C): Обеспечивает сложное движение с точностью позиционирования ±5 угловых секунд, гарантируя плавное 5-осевое контурирование.
Система привода: Использует шариковые винтовые механизмы или линейные двигатели с энкодером обратной связи для субмикронной точности.
Для проекта по изготовлению медицинских имплантатов наш шпиндель со скоростью 24 000 об/мин в сочетании с жесткой осью B обеспечил чистовую обработку поверхности зеркального уровня.
Инструмент Холдинг AСистемы крепления и обработки
Стабильное крепление инструмента и заготовки обеспечивает точность обработки.
Держатели инструментов: Распространенные типы включают HSK и BT. Держатели HSK обеспечивают меньший конус и более высокую жесткость — идеально подходят для высокоскоростной обработки.
Закрепление: Системы нулевой точки, вакуумные приспособления или специальные приспособления сводят к минимуму ошибки повторного позиционирования.
Для роботизированного компонента сустава мы использовали приспособление с нулевой точкой, которое позволяло проводить настройку за 3 секунды с повторяемостью 0.002 мм.
Система охлаждения, терморегулирование, Aи жесткость конструкции
Температурная стабильность играет важную роль в точной резке.
Система охлаждения: Инструменты с внутренней подачей СОЖ под высоким давлением 70 бар эффективно отводят тепло.
Термическая компенсация: Датчики автоматически корректируют тепловой дрейф.
Жесткость: Станины из чугуна или минерального наполнителя поглощают вибрацию, обеспечивая стабильную резку.
При обработке Inconel X-750 мы использовали охлаждение масляным туманом и контроль температуры станины для поддержания постоянства размеров ±0.003 мм.
Чем 5-осевое программирование отличается от 3-осевого?
Программирование 5-осевой обработки с ЧПУ сложнее, но при этом гораздо более функционально, чем 3-осевой. Оно включает в себя многонаправленное движение, динамическую ориентацию инструмента и управление столкновениями. Понимание ключевых различий помогает инженерам добиться более высокой точности, более гладкой поверхности и сокращения времени наладки.
Стратегии многоосевой траектории инструмента
В основе 5-осевого программирования лежит управление траекторией инструмента.
Фрезерование торцов: Использует боковую кромку инструмента для резки по криволинейной поверхности — идеально подходит для импеллеров и лопаток. По сравнению с 3-координатной точечной резкой, обеспечивает более гладкие поверхности и сокращает время цикла.
Констант Скаллоп: Обеспечивает равномерное расстояние между инструментами для получения однородной текстуры поверхности. При обработке медицинских имплантатов это позволило снизить шероховатость поверхности с Ra 0.8 мкм до 0.3 мкм.
Комплексное бурение: Совмещает наклон осей A/B для обработки наклонных отверстий без повторного зажима.
В автомобильном проекте мы применили 5-координатное составное сверление, чтобы сократить количество повторных зажимов на 40% и повысить точность до ±0.005 мм.
Постобработка AМоделирование столкновений
Эти два шага обеспечивают точность и надежность оборудования.
Постобработка: Преобразует траектории инструмента CAM в машиночитаемые G-коды, совместимые с различными контроллерами ЧПУ (Heidenhain, Fanuc, Siemens).
Моделирование столкновений: Обнаруживает помехи между инструментами, приспособлениями и шпинделями до фактической резки.
Я бы использовал виртуальное моделирование HyperMill для заблаговременного выявления столкновений держателей инструментов, что позволило бы сэкономить около 2,000 долларов на каждом проекте на возможных затратах на доработку.
Какие материалы и отрасли промышленности получают наибольшую выгоду от 5-осевой обработки
5-осевая обработка на станках с ЧПУ позволяет обрабатывать самые разные материалы — от алюминия и титана до нержавеющей стали, композитов и пластика. Каждый из них подходит для определённых отраслей: аэрокосмическая промышленность требует прочности и лёгкости, медицина — точности, а автомобилестроение ценит эффективность. Правильный выбор материала обеспечивает производительность и контроль затрат.
| Категория | Общие типы | Ключевые особенности и преимущества | Типичные отрасли |
| Алюминиевые сплавы | 6061, 7075, 2024 | Легкий, теплопроводный, простой в обработке, идеально подходит для высокоскоростных 5-осевых операций | Авиакосмическая промышленность, автомобилестроение, робототехника |
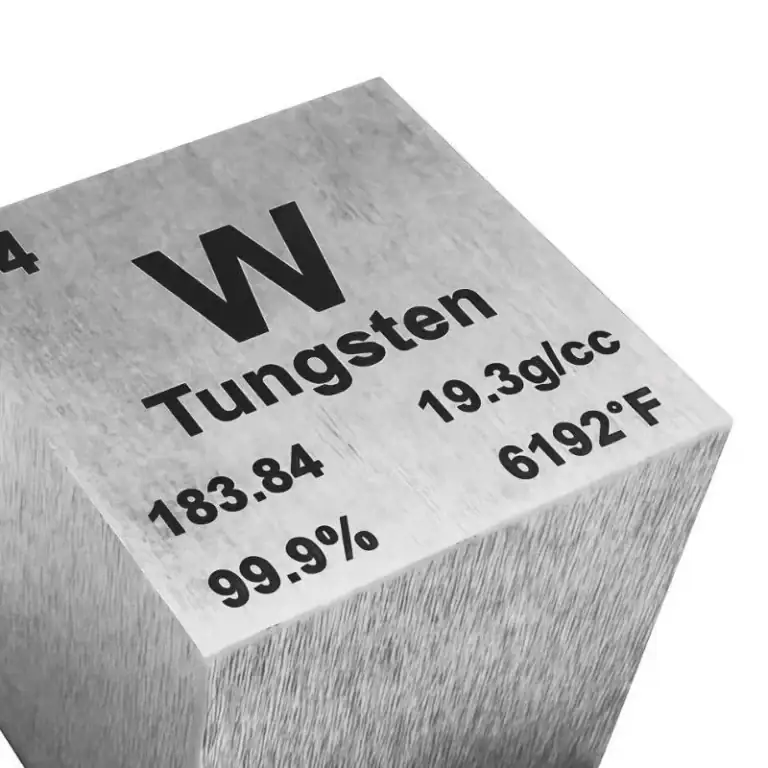
| Титановые сплавы | Ti-6Al-4V, TC4 | Высокая прочность при небольшом весе, коррозионная стойкость, требует жесткой установки и охлаждения | Авиакосмическая промышленность, медицинские имплантаты, энергетика |
| Нержавеющая сталь | 304, 316L, 17-4PH | Высокая прочность, отличная износостойкость и коррозионная стойкость | Медицина, автомобилестроение, оборона, пресс-формы |
| композиты | Углеродное волокно, Стекловолокно | Легкий, с высокой жесткостью, требует специального инструмента для обработки. | Авиация и космонавтика, дроны, спортивное оборудование |
| Медь и латунь | H62, C11000 | Отличная проводимость, идеально подходит для электрических компонентов | Электроника, энергетика, приборостроение |
| Инженерные пластмассы | PEEK, PA66+GF, Delrin | Легкий, изолирующий, отлично подходит для прототипов и тестирования деталей | Медицина, робототехника, быстрое прототипирование |
Каковы основные преимущества и проблемы 5-осевой обработки?
5-осевая обработка на станках с ЧПУ играет ключевую роль в современном производстве. Благодаря одновременному перемещению инструментов по пяти осям, она обеспечивает точную многоугловую обработку таких деталей, как турбинные лопатки, медицинские имплантаты и пресс-формы. Однако она также сопряжена с определенными трудностями: высокой стоимостью станков, сложным программированием и высокой потребностью в квалифицированной рабочей силе.
Преимущества
Многосторонняя обработка за одну установку
В отличие от 3-осевой обработки, требующей нескольких операций зажима, 5-осевая обработка позволяет обрабатывать несколько поверхностей за одну установку, что сокращает общее время производства на 30–50 % и сводит к минимуму накопленные ошибки.
Возможность создания сложных геометрических форм
Оси вращения A и B позволяют режущему инструменту подходить под любым углом, что идеально подходит для сложных поверхностей, поднутрений и глубоких полостей — часто встречается в aлопасти, формы и ортопедические компоненты для аэрокосмической отрасли.
Превосходное качество поверхности и долговечность инструмента
Поддержание совмещения инструмента с нормалями поверхности снижает вибрацию и нагрев, обеспечивая чистоту обработки до Ra 0.2 мкм и продлевая срок службы инструмента более чем на 20%.
Более высокая автоматизация и согласованность
Меньше ручных перемещений означает меньше человеческих ошибок и более стабильное качество при производстве больших партий продукции.
Задачи
Высокие затраты на оборудование и техническое обслуживание
Стоимость пятикоординатных станков премиум-класса составляет от 200 000 до 800 000 долларов США, а стоимость топовых брендов превышает 1 миллион долларов США. Регулярная калибровка и техническое обслуживание также увеличивают долгосрочные расходы.
Сложное программирование и затраты на CAM
Для точного моделирования траектории инструмента и предотвращения столкновений требуется современное программное обеспечение CAM (например, Mastercam, Siemens NX, HyperMill). Для полного использования этой технологии необходимы опытные программисты.
Требования к квалифицированному оператору
5-осевая обработка требует глубокого понимания многоосевой кинематики, оптимизации настроек и стратегий резки — обычно для стабильной работы требуется 3–6 месяцев обучения.
Более длительный цикл окупаемости инвестиций
Несмотря на превосходную производительность и точность, окупаемость инвестиций обычно составляет 2–3 года, что делает 5-осевую технологию идеальным решением для отраслей с высокой добавленной стоимостью, таких как аэрокосмическая промышленность, энергетика и медицинское производство.
Как обеспечить качество 5-осевой обработки с ЧПУ
При 5-осевой обработке на станках с ЧПУ контроль качества обеспечивает точность и надёжность. Каждый этап обработки контролируется с помощью внутристаночного зондирования, контроля на КИМ и калибровки допусков. Замкнутая система поддерживает отклонение размеров в пределах ±0.005 мм, гарантируя постоянную точность и чистоту поверхности.
Внутримашинное зондирование Aинспекция КИМ
Внутримашинное зондирование
Современные 5-осевые станки с ЧПУ используют датчики Renishaw или Blum для автоматического измерения в процессе обработки.
Например, системы могут проверить пять ключевых размеров менее чем за 60 секунд, применяя компенсацию инструмента в реальном времени для предотвращения дрейфа размеров.
Такой подход исключает ошибки повторного зажима и повышает эффективность производства более чем на 20% при серийном производстве.
Контроль координатно-измерительной машины (КИМ)
После обработки детали проходят точный контроль в условиях контролируемой температуры с использованием КИМ.
Эти системы достигают точности 0.002 мм, что идеально подходит для сложных лопаток аэрокосмической техники или медицинских имплантатов.
Сравнивая модели САПР с измеренными данными, КИМ предоставляют полные отчеты о прослеживаемости, укрепляя доверие и прозрачность в отношениях с клиентами.
Как выбрать правильный 5-осевой станок с ЧПУ
Выбор правильного 5-осевого станка с ЧПУ влияет как на точность, так и на эффективность, определяя долгосрочную конкурентоспособность. Идеальная конфигурация обеспечивает баланс перемещения, мощности шпинделя, управления и обслуживания. Благодаря продуманной конфигурации предприятия могут окупить инвестиции в течение 2–3 лет и обеспечить стабильное и высококачественное производство.
Ключевые факторы
Диапазон перемещения и совместимость размеров деталей
Максимальный размер детали определяется перемещением станка по осям X/Y/Z. Для крупных компонентов аэрокосмической или энергетической промышленности требуется перемещение по осям X >1000 мм и Z >600 мм, в то время как для небольших медицинских или электронных деталей требуются высокое разрешение и более высокие скорости вращения шпинделя.
Мощность и скорость шпинделя
Шпиндель — это сердце станка. Высокомоментные шпиндели подходят для обработки прочных материалов, таких как титан или нержавеющая сталь, а высокоскоростные (более 20 000 об/мин) лучше всего подходят для обработки алюминия и пресс-форм. Я обычно использую шпиндели BT40 / HSK63, поскольку они прочные и точные.
Интеллектуальность и совместимость системы управления
Передовые системы, такие как Fanuc, Siemens или Heidenhain, обеспечивают более плавное движение и компенсацию ошибок. Например, контроллер Fanuc 31i-B5 обеспечивает предварительный просмотр на 1000 блоков, что снижает вибрацию и повышает точность обработки криволинейных поверхностей.
Послепродажное обслуживание и техническая поддержка
Покупка 5-осевого станка — это инвестиция в надежность обслуживания. Быстрое реагирование, поставка запасных частей и удалённая диагностика напрямую влияют на продолжительность безотказной работы. Такие бренды, как Mazak и DMG MORI, предоставляют круглосуточную поддержку, что крайне важно для крупносерийного производства.
Оценка рентабельности инвестиций Aи долгосрочная эффективность
Инвестиции и срок окупаемости
Типичный срок окупаемости инвестиций в 5-осевой станок составляет 24–36 месяцев. Формула:
Рентабельность инвестиций = (годовая экономия затрат ÷ общие инвестиции) × 100%.
Например, экономия 120 000 долларов США в год на оборудовании стоимостью 300 000 долларов США обеспечивает рентабельность инвестиций в размере 40% при сроке окупаемости 2.5 года.
Повышение эффективности и производительности
5-осевая установка позволяет сократить количество смен приспособлений на 70% и повысить производительность на 30–50%. В обычной ситуации один 5-осевой станок заменяет два 3-осевых станка, обеспечивая превосходное качество поверхности и размерную стабильность.
Стоимость обслуживания и модернизации
Модульная конструкция станков позволяет модернизировать систему управления, шпиндель и автоматизацию. При правильном обслуживании 5-осевой станок с ЧПУ может прослужить 10–15 лет, а эффективная послепродажная поддержка продлевает срок его службы.
Допуск, качество поверхности, Aи калибровка
Контроль толерантности
Типичные допуски по 5 осям составляют ±0.005–0.01 мм. Наши прецизионные шарико-винтовые передачи и термостабилизированные шпиндели снижают воздействие термической деформации до 30%, обеспечивая повторяемость точности в каждом производственном цикле.
Оптимизация качества поверхности
Регулируя радиус фрезы, скорость подачи и стратегию траектории инструмента, можно достичь шероховатости алюминиевых деталей Ra 0.6 мкм и лучше.
Для оптических или медицинских компонентов мы добавляем этапы полировки или анодирования для повышения эстетичности и долговечности.
Калибровка и обслуживание машины
Регулярная калибровка поддерживает точность. Я провожу калибровку лазерного интерферометра и проверку биения шпинделя каждые шесть месяцев для поддержания соответствия стандарту ISO 230. Профилактическое обслуживание сокращает время простоя и продлевает срок службы станка более чем на 25%.
Часто задаваемые вопросы (FAQ)
В чем разница между 4- и 5-осевым ЧПУ?
Ключевое различие между 4-осевой и 5-осевой обработкой с ЧПУ заключается в количестве осей вращения. При 4-осевой обработке заготовка вращается по одной оси, в то время как 5-осевая обработка позволяет и инструменту, и заготовке вращаться по двум отдельным осям. Это дополнительное вращательное движение в 5-осевой обработке с ЧПУ позволяет производить более сложные детали с большей точностью и меньшим временем настройки.
Сколько осей может иметь ЧПУ?
Станки с ЧПУ выпускаются в различных конфигурациях, наиболее распространены стандартные 3-осевые модели, в то время как более продвинутые системы имеют 5, 6 или даже 9 осей для большей универсальности и точности. Чем больше осей у станка, тем более сложные формы и геометрии он может производить.
Какие существуют типы 5-осевых станков с ЧПУ?
Распространенные типы 5-осевых станков с ЧПУ включают индексированные 5-осевые, непрерывные 5-осевые и фрезерно-токарные центры, каждый из которых предлагает различные возможности для различных требований к обработке. Каждый тип предлагает различные возможности, причем непрерывные 5-осевые являются наиболее продвинутыми.
Детали какого размера можно обрабатывать на 5-координатном обрабатывающем центре?
Пятикоординатный обрабатывающий центр может обрабатывать детали размером от прецизионных компонентов толщиной 5 мм до крупногабаритных конструкций размером 2,000 мм, в зависимости от диапазона перемещения станка и мощности шпинделя. По моему опыту, компактные модели с цапфой подходят для обработки кронштейнов в аэрокосмической отрасли, а крупные портальные системы эффективно обрабатывают пресс-формы весом до 2 тонн.
Подходит ли 5-осевая обработка для мелкосерийного производства?
Да, 5-осевая обработка идеально подходит для мелко- и среднесерийного производства благодаря возможности выполнять несколько операций за один установ. Мне часто удается сократить сроки изготовления на 30–40% и вдвое снизить затраты на оснастку, что делает её экономически выгодной для прототипов, медицинских имплантатов и прецизионной оснастки партиями менее 100 штук.
Заключение
5-осевая обработка на станках с ЧПУ меняет будущее прецизионного производства.
Это не только повышает эффективность, но и открывает свободу дизайна, которая ранее считалась невозможной.
По моему опыту, освоение 5-осевой обработки означает более быструю, точную и сложную обработку деталей — и именно это определяет следующее поколение мирового производства. Расскажите мне о ваших потребностях в пятиосевой обработке с ЧПУ, и я предоставлю идеальное решение!