
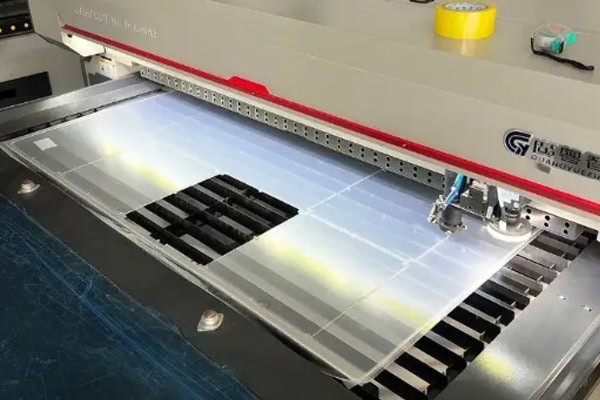
在塑料数控加工中,设备振动是影响加工质量的最重要因素之一。许多工厂在加工塑料零件时都会遇到诸如明显的刀痕、毛刺增多、尺寸不稳定、表面粗糙甚至工件变形等问题。这些问题通常与加工振动有关。尤其是在加工薄壁塑料零件、深腔结构件、长零件或高精度零件时,振动更为显著。与金属相比,塑料材料的刚度较低,且受热容易软化,因此在切削过程中,由于切削力的变化,塑料更容易发生共振。如果振动持续存在,不仅会影响零件的表面质量,还会加速刀具磨损,降低尺寸精度,严重时甚至会导致零件报废。
为什么塑料数控加工中振动现象普遍存在?
什么是加工振动?
简而言之,加工振动是指切削过程中刀具、工件或机床的不稳定振荡。这种振荡可能源于主轴旋转、刀具切削力变化、工件应力不均或机床结构共振。
在塑料加工过程中,振动通常表现为:
表面上有规则的工具痕迹
边缘爆裂或崩裂
瞬时孔径
工件局部过热
处理过程中出现明显的异常噪音。
虽然这些问题看起来像是表面现象,但从根本上讲,它们与切削过程中的动态不稳定性有关。
为什么塑料比金属更容易产生振动?
塑料与金属最大的区别之一在于塑料材料的刚性较低。在切削力的作用下,塑料更容易发生弹性形变,因此即使切削力发生微小变化也会导致工件轻微晃动。同时,许多塑料材料的导热性较差,加工过程中产生的热量难以快速散发。当局部温度升高时,材料会发生轻微软化,进一步降低稳定性,从而导致更明显的振动。在高速加工过程中,这个问题尤为突出。
振动不仅影响外观,还会影响整体加工质量。
许多人认为振动只是“噪音更大”或“表面不够美观”,但它会直接影响零件的整体质量。
例如:
振动会导致刀具路径偏差,从而造成尺寸误差;
持续振动会加剧刀具磨损;
工件反复受力可能导致局部开裂;
高精度组件可能因振动而无法装配。
因此,振动不仅关乎加工经验,还关乎精度和稳定性。
如何逐步减少塑料加工过程中的振动?
I确定振动源
解决振动问题的第一步并非立即调整参数,而是首先找出振动的根源。不同的振动原因需要完全不同的解决方案。常见的振动来源包括:主轴轴承磨损、刀具伸出过长、工件夹持不稳定、参数设置不合理、刀具磨损严重以及刀具路径变化过大。在未找到真正原因的情况下盲目调整参数往往收效甚微。
检查机床和夹具的稳定性
虽然塑料加工的切削负荷不如金属加工那么高,但对稳定性的要求却并不低。如果机床导轨松动、主轴间隙过大或夹具支撑不足,振动问题很容易被放大。因此,在正式加工前,通常需要检查:主轴运转是否平稳、刀架是否牢固锁定、夹具是否松动以及工件支撑是否充分。尤其对于大型钣金件或薄壁件,如果中间悬伸区域过大,加工过程中容易产生振动。
优化加工顺序和刀具路径
塑料加工中的许多振动实际上是由不合理的刀具路径引起的。例如,突然的较大切削深度、急转弯或某些区域的连续重切削都会导致切削力的瞬时变化。因此,加工过程中通常采用分层切削、圆滑过渡、平滑的刀具路径以及渐进的进给和退刀。这使得切削力的变化更加稳定,从而减少了共振。
通过试切逐步调整参数
许多塑料材料对振动的敏感度各不相同。因此,大多数工厂会通过试切逐步优化加工参数。例如:先减小切削深度观察效果,然后调整进给速度,最后微调主轴转速。通过不断比较表面质量和噪音状况,可以找到更稳定的加工范围。
减少塑料加工振动的方法
更短的刀具悬伸长度可提高稳定性
刀具悬伸越长,其刚度越低,切削过程中越容易发生摆动。因此,在满足所需加工深度的前提下,通常会尽量缩短刀具悬伸长度。尤其是在深腔塑料零件加工中,过长的刀具容易产生共振,导致表面出现明显的刀痕。因此,选择合适的刀具长度是减少振动最直接的方法之一。
工具锋利度直接影响振动
塑料加工高度依赖刀具锋利度。刀具越钝,切削阻力越大,刀具与材料之间越容易产生“挤压”而非“切削”。这不仅会增加振动,还会导致材料过热、表面泛白、毛刺增多以及刀痕更加明显。因此,许多塑料加工厂会更频繁地检查刀具状况,并及时更换磨损的刀具。
不应仅仅为了追求高速而追求参数。
许多人认为提高主轴转速和进给速度可以提高效率,但在塑料加工中,过于激进的参数反而会加剧振动。例如,过高的主轴转速会导致热量积聚;过大的切削深度会导致切削力突然增大;不稳定的进给速度会产生周期性共振。因此,塑料加工强调的是“稳定切削”,而不是单纯的高速切削。
更充分的工件支撑可带来更高的稳定性。
塑料工件本身刚性较低,因此夹具设计至关重要。如果工件悬伸面积过大,加工过程中容易随刀具振动。因此,高精度塑料加工通常采用真空吸附夹具、多点支撑结构、柔性压板和辅助定位块等。其目的是确保加工过程中工件上的应力分布更加均匀。
为什么不同的塑料会表现出不同的振动特性?
POM塑料材料
POM是一种工程塑料,具有良好的加工性能。它在加工过程中不易产生严重的毛刺和拉丝现象,因此振动相对较小。它适用于加工高精度结构件和自动化设备部件,是许多工厂首选的塑料材料之一。
ABS塑料材质
虽然ABS材料易于加工,但在高速切削过程中,由于局部发热,容易发生轻微软化。材料软化后,切削稳定性下降,振动加剧。因此,加工ABS时,通常优先考虑排屑和冷却。
PC材质
PC材料韧性高,但切削阻力波动较大。如果刀具不够锋利或切削参数变化过大,容易出现连续振动和拉丝现象。因此,PC加工通常需要更平滑的刀具路径和更稳定的切削参数。
高性能工程塑料
高性能工程塑料(例如PEEK)虽然稳定性好,但切削载荷较高,对机床刚性要求也更高。即使材料性能优异,如果设备稳定性不足,也可能出现振动问题。
常见问题
为什么有些工厂在加工塑料时非常安静,而另一些工厂却会产生明显的振动?
这主要与设备状况、刀具管理、夹具设计和加工经验有关。经验丰富的工厂通常会预先优化刀具路径,选择合适的刀具长度,并控制切削参数,从而实现更平稳的加工过程。虽然有些工厂的设备参数可能相似,但如果刀具磨损严重、夹具支撑不足或程序不合理,则很容易出现明显的振动。因此,塑料数控加工的真正竞争不仅仅在于设备价格,更在于整体的加工控制能力。
I结论
塑料数控加工过程中的振动是一个非常典型的加工问题,但仅仅“降低速度”并不能解决它。振动通常与设备状态、刀具长度、夹紧方式、切削参数和材料特性密切相关。任何一个环节的不稳定都可能导致整个加工过程中的共振。因此,真正有效的办法是优化整个加工流程。这包括缩短刀具长度并使其更锋利,确保夹具支撑更加稳定,以及平滑刀具路径,同时避免使用过于激进的参数。这样做不仅可以减少振动,还能提高表面质量、尺寸稳定性和刀具寿命。对于塑料数控加工而言,“稳定加工”往往比“高速加工”更为重要。只有加工过程稳定,零件质量才能真正稳定,从而提高批次一致性。



















