Quando gli ingegneri confrontano asse 4 vs Lavorazione CNC a 5 assiLa decisione va ben oltre la capacità della macchina e ha un impatto diretto su precisione, stabilità del processo, costi e rischio di produzione. La selezione degli assi influenza i costi di produzione, i tempi di consegna, la stabilità dimensionale, la complessità dell'ispezione e la resa complessiva. La scelta di una configurazione errata spesso porta a un eccessivo serraggio, accumulo di tolleranze, qualità superficiale incoerente e tassi di scarto più elevati, soprattutto nei programmi a basso volume o ad alta precisione.
Questa guida analizza le 9 differenze chiave che gli ingegneri devono comprendere quando valutano un CNC a 4 assi rispetto a uno a 5 assi, concentrandosi sui risultati di produzione reali piuttosto che sulle capacità teoriche.
Cos'è la lavorazione CNC a 4 assi?
La lavorazione CNC a 4 assi è un processo di fresatura avanzato che aggiunge un asse rotativo al movimento standard a 3 assi, consentendo la lavorazione di pezzi su più lati con un'unica configurazione. È ampiamente utilizzato per migliorare la precisione, l'efficienza e la coerenza di pezzi CNC complessi o multi-faccia.

Lavorazione CNC a 4 assi si basa sulla tradizionale lavorazione a 3 assi introducendo un asse rotante aggiuntivo, solitamente l'asse A, che ruota il pezzo attorno all'asse X. Questa rotazione consente agli utensili da taglio di accedere a più facce di un pezzo senza doverlo riposizionare manualmente.
Dal punto di vista produttivo, questo riduce gli errori di posizionamento cumulativi e migliora la coerenza dimensionale. Nella mia esperienza, l'utilizzo di lavorazioni a 4 assi può ridurre i tempi di attrezzaggio del 30-50% rispetto ai processi a 3 assi con più attrezzaggi, soprattutto per componenti con caratteristiche distribuite attorno a un asse centrale.
La lavorazione a 4 assi è ampiamente utilizzata per componenti come alberi, staffe con fori laterali, elementi di turbine e superfici indicizzate. Rappresenta un equilibrio tra costi e capacità, offrendo un'efficienza maggiore rispetto alla lavorazione a 3 assi, pur rimanendo più economica delle soluzioni a 5 assi complete.
Cos'è la lavorazione CNC a 5 assi e quando è necessaria?
La lavorazione CNC a 5 assi consente all'utensile da taglio di avvicinarsi al pezzo da lavorare praticamente da qualsiasi orientamento, ruotando continuamente sia l'utensile che il pezzo durante la lavorazione.

Questa capacità è fondamentale per produrre:
- Superfici complesse, sagomate e di forma libera
- Cavità profonde che richiedono un innesto controllato dell'utensile
- Caratteristiche interne e veri sottosquadri
- Parti con tolleranze di posizione strette su più facce
Nella produzione ad alta precisione, Lavorazione a 5 assi è apprezzato meno per la riduzione dei tempi di ciclo e più per l'affidabilità del processo. Riducendo al minimo o eliminando le configurazioni multiple, migliora la coerenza dimensionale, accorcia la catena di riferimento, semplifica l'ispezione e riduce significativamente il rischio di scarti, in particolare per componenti complessi e di alto valore.
Spiegazione di 3+2 assi vs 5 assi simultanei
La lavorazione a 3+2 assi posiziona il pezzo a un angolo fisso utilizzando due assi rotanti, quindi esegue le operazioni di taglio come un processo rigido a 3 assi. La lavorazione simultanea a 5 assi sposta tutti gli assi lineari e rotanti in modo continuo durante il taglio, consentendo modifiche fluide dell'orientamento dell'utensile su superfici complesse.
- Lavorazione a 3+2 assioffre maggiore rigidità, programmazione più semplice e migliore stabilità per parti prismatiche con caratteristiche angolate o tolleranze di posizione ristrette.
- Lavorazione simultanea a 5 assieccelle nelle superfici libere, nelle geometrie a lama e nelle transizioni superficiali uniformi in cui è richiesto un movimento continuo dell'utensile.
Nella produzione reale, molti componenti industriali non richiedono un movimento simultaneo completo a 5 assi. In questi casi, la lavorazione a 3+2 assi offre spesso il miglior equilibrio tra precisione, stabilità e costi.
Le 9 differenze chiave tra CNC a 4 assi e CNC a 5 assi
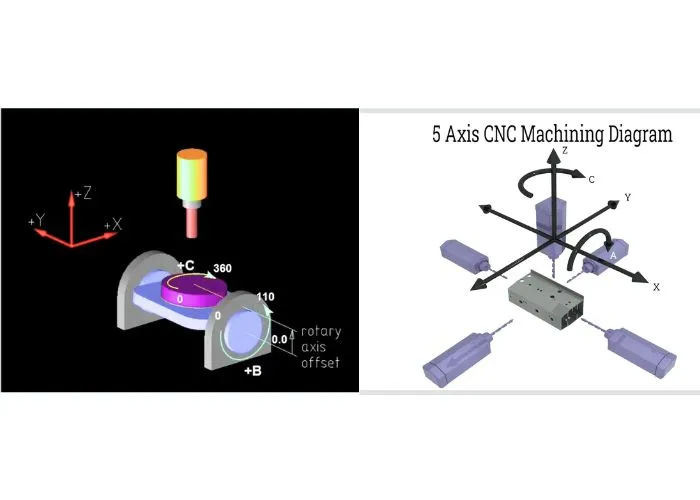
Configurazione dell'asse e principio di funzionamento
La lavorazione a 4 assi ruota il pezzo tra posizioni indicizzate, mentre la lavorazione a 5 assi ruota sia l'utensile che il pezzo in modo continuo. Questo influisce direttamente sull'accessibilità delle feature e sulla flessibilità del percorso utensile.
Controllo della precisione e della precisione della lavorazione
La lavorazione a 5 assi riduce gli errori di serraggio completando più lavorazioni in un'unica configurazione. Questo riduce direttamente l'accumulo di tolleranze, i tempi di ispezione e il rischio di rilavorazione.
Tuttavia, il numero di assi da solo non garantisce la precisione. La qualità del fissaggio, la strategia di tastatura, il controllo termico e la programmazione CAM rimangono fondamentali.
Capacità di geometria e complessità delle parti
La lavorazione a 4 assi gestisce in modo efficace le caratteristiche indicizzate e i componenti multi-faccia.
La lavorazione a 5 assi è necessaria per angoli composti, superfici organiche, cavità profonde e sottosquadri interni.
Accessibilità degli strumenti e rischio di collisione
La lavorazione a 5 assi migliora notevolmente l'accesso agli utensili, ma aumenta anche il rischio di collisioni. Per gestire questa situazione in sicurezza, sono essenziali una simulazione CAM avanzata e programmatori esperti.
Complessità di programmazione e strategia di configurazione
La programmazione a 4 assi è relativamente semplice e ampiamente supportata.
La lavorazione a 5 assi richiede software CAM avanzato, post-elaborazione accurata e programmazione qualificata.
Tempi di consegna ed efficienza di installazione
Per i pezzi complessi, la lavorazione a 5 assi spesso riduce i tempi di consegna totali eliminando le operazioni di attrezzaggio. Per i pezzi più semplici, la lavorazione a 4 assi può rimanere complessivamente più rapida ed economica.
Finitura superficiale e consistenza
Mantenendo angoli di taglio ottimali, la lavorazione a 5 assi garantisce finiture più uniformi e una qualità superficiale più uniforme su superfici sagomate o angolate.
Applicazioni tipiche e casi d'uso industriali
La lavorazione a 4 assi è comune nei settori automobilistico, delle attrezzature industriali e dei componenti meccanici in generale.
La lavorazione a 5 assi domina le applicazioni aerospaziali, mediche, energetiche e ad alte prestazioni.
Impatto sui costi di produzione e sulle attrezzature
La lavorazione a 4 assi offre tariffe orarie più basse e flussi di lavoro più semplici.
La lavorazione a 5 assi aumenta i costi delle macchine e della programmazione, ma può ridurre il rischio di scarti, lo sforzo di ispezione e il costo totale per parti complesse.
Quali sono i vantaggi e gli svantaggi della lavorazione CNC a 4 e 5 assi?
Scegliere tra la lavorazione CNC a 4 e 5 assi non significa scegliere l'attrezzatura più avanzata, ma adattare la capacità di lavorazione alle reali esigenze di produzione. Ogni configurazione offre un diverso equilibrio tra costi, flessibilità, precisione e rischio di produzione. La tabella seguente fornisce una panoramica comparativa dei principali vantaggi e limiti della lavorazione CNC a 4 e 5 assi, aiutando gli ingegneri a valutare rapidamente quale opzione si adatti meglio alla geometria del pezzo, ai requisiti di tolleranza e alla strategia di produzione.
| Categoria | Lavorazione CNC a 4 assi | Lavorazione CNC a 5 assi |
|---|---|---|
| Costo di lavorazione | Tariffe orarie più basse, tempi di programmazione più brevi e utensili più semplici lo rendono conveniente per geometrie semplici e molti pezzi di produzione. | Maggiori investimenti nelle macchine, costi di manutenzione e tempi più lunghi di programmazione e verifica CAM aumentano i costi complessivi di lavorazione. |
| Configurazione e programmazione | I sistemi di serraggio standard e i flussi di lavoro CAM più semplici riducono i tempi di configurazione e semplificano la convalida dei processi. | Sono necessarie una programmazione e una simulazione più complesse, soprattutto per evitare collisioni e ottimizzare il percorso utensile. |
| Capacità geometrica | Ideale per geometrie indicizzate in cui si accede alle feature ad angoli fissi, come cerchi di bulloni, parti multi-faccia e componenti prismatici. | Offre la massima libertà geometrica, consentendo la lavorazione di contorni complessi, angoli composti, cavità profonde e superfici di forma libera. |
| Impostazione conteggio e coerenza | I componenti avanzati spesso richiedono più serraggi, aumentando il tempo di ciclo e il rischio di accumulo di tolleranze. | Un minor numero di configurazioni consente una migliore coerenza dimensionale, una migliore ripetibilità e flussi di lavoro di ispezione più semplici. |
| Finitura di superficie | La qualità della superficie è accettabile per la maggior parte delle caratteristiche indicizzate, ma potrebbe essere limitata per gli angoli complessi. | Finitura superficiale superiore su parti complesse grazie all'orientamento ottimale dell'utensile e alla sporgenza ridotta dell'utensile. |
| Requisiti tecnici | Più facile da usare e manutenere, con minore dipendenza dalle competenze CAM avanzate e dall'esperienza dell'operatore. | Per ottenere i massimi vantaggi sono necessari programmatori esperti, un fissaggio stabile, una post-elaborazione accurata e un controllo rigoroso del processo. |
DOMANDE FREQUENTI
Come funziona la lavorazione CNC a 4 assi?
La lavorazione CNC a 4 assi funziona aggiungendo un singolo asse di rotazione (solitamente l'asse A) ai movimenti lineari standard X, Y e Z, consentendo al pezzo di ruotare automaticamente durante la lavorazione. Ciò consente di lavorare più lati di un componente con un'unica configurazione senza riposizionamento manuale, migliorando la precisione e l'efficienza. Nella produzione CNC, la lavorazione a 4 assi è comunemente utilizzata per componenti con caratteristiche distribuite attorno a un asse centrale, come fori, asole o contorni su componenti cilindrici o prismatici. Rispetto alla lavorazione a 3 assi, riduce i tempi di configurazione e gli errori di allineamento, offrendo al contempo una soluzione più economica e più facile da programmare rispetto alla lavorazione completa a 5 assi per componenti di media complessità.
Quando gli ingegneri dovrebbero scegliere un CNC a 4 assi invece di uno a 5 assi?
Gli ingegneri dovrebbero scegliere un CNC a 4 assi anziché uno a 5 assi quando la geometria del pezzo è completamente accessibile tramite rotazione indicizzata e non richiede movimenti continui dell'utensile su più angoli. Per componenti con caratteristiche disposte attorno a un asse centrale, superfici laterali ripetute o semplici fori angolati, la lavorazione a 4 assi offre una flessibilità sufficiente, mantenendo al contempo programmazione, fissaggio e tempi macchina più convenienti. In questi casi, il CNC a 4 assi offre una soluzione equilibrata che soddisfa i requisiti di precisione e qualità senza i costi e la complessità maggiori associati alla lavorazione completa a 5 assi.
Il CNC a 5 assi è sempre più preciso del CNC a 4 assi?
No, un CNC a 5 assi non è sempre più preciso di uno a 4 assi. La precisione della lavorazione è determinata principalmente dalla rigidità degli elementi di fissaggio, dalla calibrazione della macchina, dalla stabilità termica, dalle condizioni degli utensili e dal controllo del processo, piuttosto che dal solo numero di assi. Una configurazione a 4 assi ben progettata con elementi di fissaggio stabili e programmazione ottimizzata può raggiungere una precisione pari o addirittura superiore a quella di un processo a 5 assi scarsamente controllato, mentre la lavorazione a 5 assi migliora principalmente l'accessibilità e la riduzione dei tempi di attrezzaggio, piuttosto che garantire una maggiore precisione.
La lavorazione CNC a 5 assi è eccessiva per la maggior parte dei componenti?
In alcuni scenari di produzione, la lavorazione a 4 assi può sostituire quella a 5 assi quando la geometria del pezzo consente di raggiungere tutte le caratteristiche tramite rotazione indicizzata senza orientamento continuo dell'utensile. Per pezzi prismatici, componenti a simmetria rotazionale o progetti con caratteristiche posizionate ad angoli fissi, il CNC a 4 assi può raggiungere la precisione e la ripetibilità richieste a un costo inferiore. Tuttavia, superfici complesse a forma libera, curve composte, sottosquadri e pezzi che richiedono una regolazione costante dell'angolo utensile dipendono ancora dalla reale capacità della lavorazione a 5 assi per mantenere la qualità superficiale, la coerenza dimensionale e l'affidabilità del processo in produzione.
Conclusione
Scegliere tra la lavorazione CNC a 4 o 5 assi è una decisione strategica di produzione, non solo un aggiornamento tecnologico. Consiglio sempre di valutare insieme la geometria del pezzo, i requisiti di tolleranza, il volume di produzione, la strategia di ispezione e il budget.
At TiRapid, ci concentriamo sulla producibilità e sull'efficienza dei costi, aiutando gli ingegneri a selezionare la configurazione degli assi più adatta senza aggiungere inutili complessità o costi. Se non siete sicuri di quale opzione sia più adatta al vostro progetto, non esitate a inviarci i vostri disegni per una rapida e pratica valutazione di fattibilità.