
机械加工是现代制造业的核心环节,用于将原材料加工成精密零件。但究竟有多少种机械加工工艺呢?本指南将详细介绍主要的机械加工类别和操作,帮助您快速了解各种选择,并选择合适的工艺。
什么是机械加工?
机械加工是一种核心制造方法,用于将原材料转化为精确、功能齐全的零部件。通过精确去除多余材料,机械加工能够在众多行业中实现高精度、高公差和性能稳定。
机械加工是一种减材制造工艺,它通过切削材料来成形实心工件,最终达到所需的几何形状、尺寸和表面光洁度。初始坯料(例如棒材、板材、铸件或锻件)的尺寸总是大于成品零件。
材料去除是通过切削刀具、砂轮或其他可控技术实现的。常见的机械加工工艺包括车削、铣削、钻孔和磨削,每种工艺的选择都旨在满足特定的设计、精度和公差要求。
为什么机械加工在制造业中如此重要?
机械加工在制造业中扮演着至关重要的角色,它将原材料加工成精密、功能齐全的零部件。机械加工能够控制尺寸、表面质量和一致性,使其成为现代工业生产不可或缺的一部分。
机械加工的主要目的是生产出具有特定几何形状、严格公差和可靠表面光洁度的零件,以满足工程和功能要求。通过精确去除多余材料,机械加工使制造商能够获得精确的形状、孔、螺纹和复杂特征。
机械加工最大的优势之一在于尺寸精度。数控加工通常能达到±0.01mm甚至更小的公差,这对于需要精确配合和互换性的装配至关重要。以我的经验来看,仅靠成型或增材制造工艺很难达到这种精度。
机械加工在表面精加工中也发挥着关键作用。铣削和磨削等工艺可以降低表面粗糙度,从而提高耐磨性、疲劳寿命和外观质量。从成本角度来看,机械加工对于中小批量生产和定制零件尤其高效,因为模具或铸造的造价会非常昂贵。
最后,机械加工能够与其他制造方法无缝衔接。铸造、锻造或3D打印零件通常还需要进行后续机械加工以达到最终精度,这使得机械加工在整个生产链中都不可或缺。
主要的机械加工工艺类型
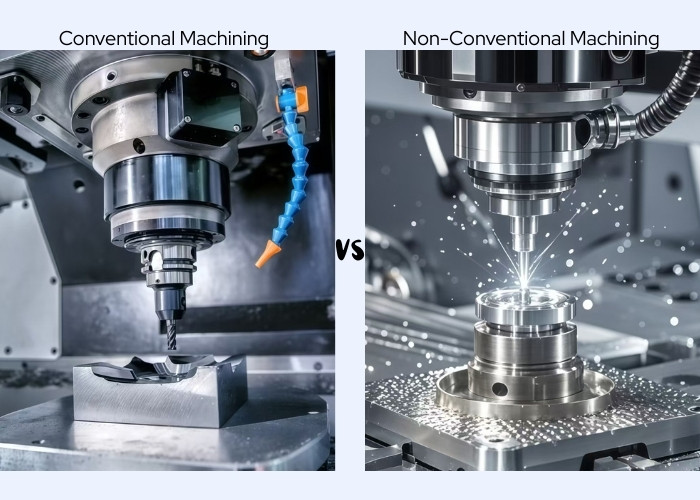
机械加工工艺大致可分为传统加工和非传统加工。二者的主要区别在于材料去除是通过直接机械接触,还是通过热能、化学能或电能来实现。了解这些分类有助于工程师根据精度、材料类型和几何形状选择最具成本效益且技术上最合适的加工工艺。
传统加工工艺
传统机械加工依赖于直接与工件接触的物理切削刀具来去除材料。由于其通用性强、可控性好以及与数控自动化兼容等优点,这些工艺被广泛应用。

谈到
车削是在车床上进行的,工件旋转,单点切削刀具去除材料。它非常适合加工圆柱形、圆锥形和旋转零件,例如轴、衬套、螺纹零件和轴承座。
根据我的经验,CNC车削能够提供极佳的圆度和表面光洁度,尤其适用于对同心度要求严格的大批量生产。
磨
铣削加工使用旋转的多点切削刀具,工件保持固定。它支持诸如开槽、型腔加工、轮廓加工和三维曲面加工等复杂操作。
与 三轴到五轴数控铣削制造商可以实现复杂的几何形状和低至±0.01mm的公差,从而减少设置次数并提高整体精度。
钻孔、镗孔和扩孔
- 钻孔时使用多点钻头钻出初始孔。
- 镗孔用于扩大钻孔尺寸并校正孔位偏差。
- 铰孔可精细加工孔径和表面光洁度,以实现精确配合。
这些操作对于装配至关重要,因为孔的精度直接影响零件的性能和对准。
研磨
磨削是一种精密精加工工艺,它使用砂轮来实现严格的公差和优异的表面质量。当尺寸精度需要达到微米级时,例如刀具、航空航天部件和轴承表面,通常会采用磨削工艺。
拉床
拉削加工使用带齿刀具一次性直线切削去除材料,因此在加工键槽、花键、内轮廓和齿轮特征方面效率极高。虽然刀具成本较高,但拉削加工对于大批量生产而言极具成本效益。
非常规加工工艺
非传统加工无需刀具直接接触即可去除材料,因此适用于难以用传统方法加工的坚硬、易碎、热敏或复杂的材料。

电火花加工 (EDM)
电火花加工(EDM)通过可控电火花去除材料。它非常适合加工硬化钢、模具、冲模和复杂型腔,能够在不产生机械应力的情况下实现极高的精度。
激光束加工 (LBM)
LBM(激光束熔化)技术利用聚焦激光熔化或汽化材料。它能够实现高速切割、微孔加工、雕刻和复杂轮廓加工,尤其适用于薄金属和精密零件。
电化学加工 (ECM)
电化学加工(ECM)通过电化学溶解去除材料。由于不存在刀具磨损或热影响区,因此非常适合用于大批量生产涡轮叶片、深腔和高温合金的加工。
磨料和水射流加工
这些工艺利用高速磨料流(与空气或水混合)切割材料。它们产生的热量和变形极少,因此非常适合复合材料、塑料、玻璃和热敏金属。
超声波与微加工
这些方法适用于微尺度特征和脆性材料,能够实现传统工具无法胜任的电子产品、医疗器械和光学元件的精密制造。
传统加工与非传统加工:主要区别
传统加工和非传统加工方式的选择直接影响精度、成本和零件性能。下表列出了主要区别,以帮助您为您的应用选择最合适的加工方法。
| 比较因素 | 传统加工 | 非常规加工 |
| 材料去除方法 | 通过物理刀具接触进行直接机械切削 | 利用电能、热能、化学能或流体能去除材料 |
| 典型流程 | 车削、铣削、钻孔、磨削、攻丝 | 电火花加工、激光切割、水刀切割、电化学加工、超声波加工 |
| 适用材料 | 铝、低碳钢、黄铜、塑料 | 硬化钢、高温合金、钛、陶瓷、复合材料 |
| 难加工材料 | 工具磨损程度高,且工具本身存在局限性。 | 性能卓越,刀具磨损极小 |
| 精密能力 | 高(典型值±0.01–0.02毫米) | 非常高(可达到微米级) |
| 表面光洁度质量 | 良好至优秀,可能需要二次加工。 | 效果极佳,通常无需二次加工。 |
| 复杂几何形状处理 | 受工具获取和形状的限制 | 适用于复杂、深入或内部特征 |
| 材料去除率 | 高效、易于大量去除 | 降低,更注重准确性而非速度 |
| 刀具磨损 | 存在且不可避免的 | 极少或无(非接触式流程) |
| 初始设备成本 | 降低 | 更高 |
| 生产成本效率 | 最适合用于中小型复杂度的零件 | 最适用于高精度或特殊材料 |
| 典型用例 | 结构件、外壳、支架、轴 | 模具嵌件、医疗器械、航空航天部件 |
| 最佳应用阶段 | 原型制作、粗加工、批量生产 | 精密特征、表面处理、复杂几何形状 |
哪种加工工艺精度最高?
精度通常是选择加工工艺的决定性因素。从航空航天到医疗器械,即使是微米级的偏差也会影响性能。了解哪种加工工艺能够提供最高的精度,有助于工程师降低风险并优化结果。
根据我的经验,非常规加工工艺由于其非接触式或基于能量的材料去除机制,始终能够达到最高的精度。
电火花加工 (EDM)、激光束加工 (LBM)、电子束加工 (EBM) 和电化学加工 (ECM) 等工艺使用的切割介质比人类头发还细——通常小于 0.01 毫米,在某些情况下甚至可以达到微米级精度。
由于无需使用物理切削刀具,这些工艺消除了刀具挠曲、振动和机械磨损——这些都是传统加工中常见的精度限制因素。因此,它们非常适合加工硬质材料、微小特征、尖锐内角和复杂几何形状。
也就是说,当工艺控制、刀具和夹具都得到优化时,精密数控加工(包括高端铣削、车削和磨削)仍然可以达到±0.005mm至±0.001mm的公差。在实际生产中,我经常看到将精密数控加工与非常规精加工工艺相结合,才能取得最佳效果。
不同加工工艺的应用
之所以存在不同的加工工艺,是因为没有一种方法能够适用于所有应用。从简单的孔加工到微米级特征加工,每种加工工艺都有其特定的用途。了解每种工艺的最佳应用场景有助于降低成本、提高质量并加快生产速度。
在实际制造项目中,加工工艺的选择取决于几何形状的复杂性、公差要求、材料类型和生产量。
转身和面向
车削加工非常适合加工旋转零件,例如轴、衬套、销和螺纹部件。我经常看到它被用于发动机零件和机械组件的加工,在这些加工中,同心度和圆度至关重要。
磨
铣削加工在涉及槽、凹槽、轮廓和复杂三维几何形状的加工中占据主导地位,例如模具、外壳和支架。多轴数控铣削在航空航天和自动化部件的加工中尤为有效。
钻孔、镗孔和扩孔
这些工艺对于精密孔加工至关重要。钻孔形成孔,镗孔提高同心度,铰孔实现严格的公差——这在汽车、航空航天和医疗器械装配中通常是必需的。
研磨与抛光
当表面光洁度和精度要求极高时,通常会采用磨削和研磨工艺。这些工艺广泛应用于轴承、密封件表面、切削刀具以及需要微米级表面光洁度的精密零件。
拉削和滚花
拉削是批量生产中加工键槽、花键和内轮廓的理想方法,而滚花则常用于提高把手、旋钮和紧固件的抓握力。
精密与微加工
对于公差要求低于±0.005毫米或具有微米级特征的零件,精密加工和微加工至关重要。我经常在医疗器械、电子产品、光学器件和航空航天传感器领域看到这些技术的应用。
非常规加工(电火花加工、激光加工、水刀加工、电化学加工)
这些工艺尤其擅长加工硬质、脆性、热敏性或结构复杂的材料。其应用领域包括模具、涡轮叶片、手术器械和薄壁结构,而传统切削刀具在这些领域往往难以胜任。
根据我的经验,最成功的项目通常会将传统的机械加工以提高效率,与非常规或精密加工工艺相结合,以实现关键特征。
常见问题
如何针对不同材料选择合适的加工工艺?
我根据材料的硬度、可加工性和热敏感性来选择加工工艺。铝和低碳钢适合车削和铣削,而硬化钢则更适合磨削或电火花加工。像陶瓷或玻璃这样的脆性材料需要超声波或激光加工。正确的选择可以减少30%至50%的刀具磨损,并提高零件的一致性。
为什么一个零件通常需要多种加工工艺?
在实际生产制造中,我很少只使用一种加工工艺。零件可能需要铣削成型、钻孔和铰孔,然后再进行磨削或研磨以达到最终精度。多种工艺的组合能够平衡速度、成本和精度,通常可以缩短20%到40%的整体生产时间,同时确保严格的公差。
加工工艺如何影响制造成本?
根据我的经验,加工成本很大程度上取决于工艺选择。传统的加工方式,例如车削和铣削,在中大批量生产中成本最低;而非常规的加工方式,例如电火花加工或激光加工,由于能源消耗和设备投资,可能会使单位成本增加20%至60%。然而,对于复杂或坚硬的材料,这些先进工艺通常可以减少返工和废品,从而降低项目总成本。
对于复杂几何形状,哪些加工工艺最佳?
在处理复杂几何形状时,我通常会结合使用数控铣削、五轴加工和非常规工艺。五轴数控加工可以在一次装夹中加工多个面的特征,从而将对准误差降低 50% 以上。对于尖锐的内角或深腔,电火花加工和激光加工优于传统工具,尤其是在模具、航空航天和医疗应用领域。
数控加工工艺如何提高生产效率?
在我的项目中,数控加工通过自动化和可重复性显著提高了效率。与手工加工相比,数控加工可以将生产效率提高2-4倍,同时保持一致的公差。多轴数控加工进一步减少了设置时间和人为误差,使其成为原型制作和批量生产的理想选择。
结语
机械加工通过控制材料去除,将原材料加工成精密零件。通过将传统机械加工以提高效率,与非常规、精密和微加工技术相结合,制造商能够实现各行业精度、成本和性能的最佳平衡。



















