Hvad er trindrejning? Det er en almindelig CNC-drejeproces, der bruges til at bearbejde aksler og cylindriske dele med flere diametre langs den samme akse. Ved at skabe præcise trinprofiler på en kontrolleret måde hjælper trindrejning producenter med at producere dele med bedre dimensionel ensartethed og funktionel geometri.
I denne guide lærer du, hvordan trindrejning fungerer, hvor det bruges, og hvorfor det er vigtigt i moderne bearbejdning.
Hvad er trindrejning?
Stegdrejning er en drejebænkoperation, der bruges til at bearbejde en cylindrisk del med to eller flere forskellige diametre langs den samme akse. Hver ændring i diameter skaber en skulder eller et trin, som giver processen sit navn. Det bruges almindeligvis til aksler, afstandsstykker og andre dele, der kræver flere funktionelle sektioner.
Enkelt sagt fjerner trindrejning materiale fra udvalgte områder af et roterende emne, så hver sektion når en forskellig størrelse. I modsætning til almindelig drejning, som producerer én ensartet diameter, skaber trindrejning en trindelt profil til montering, positionering eller lastbæring.
Trindrejning kan udføres på både manuelle drejebænke og CNC-drejebænke, men det er især almindeligt i CNC bearbejdning fordi CNC-systemer kan styre trinlængde, diameter og skulderposition mere præcist. Dette gør processen velegnet til dele, der kræver repeterbarhed og snævrere tolerancer.
Trindrejning anvendes i vid udstrækning, fordi mange virkelige dele kræver mere end én diameter på det samme emne. For eksempel kan en aksel have brug for separate sektioner til lejer, gear eller koblinger. Ved at bearbejde disse funktioner i én opsætning kan trindrejning forbedre koncentriciteten, reducere repositionering og understøtte en mere effektiv produktion.
Hvordan fungerer trinvis drejning?
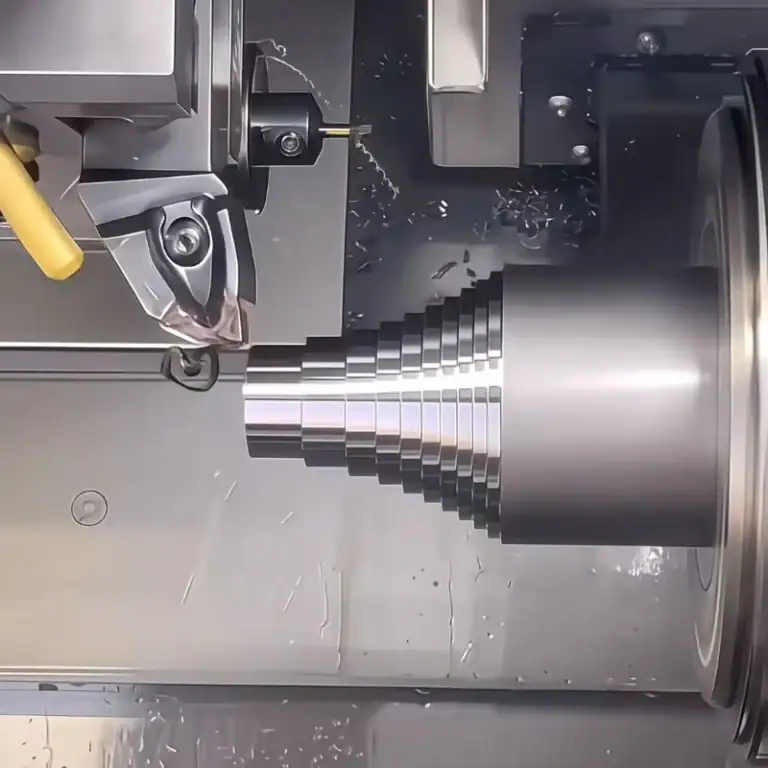
Trindrejning fungerer ved at fjerne materiale fra forskellige sektioner af et roterende cylindrisk emne for at skabe flere diametre langs den samme akse. I stedet for at skære hele overfladen til én størrelse, bearbejder værktøjet udvalgte områder til forskellige dybder og danner tydelige skuldre mellem hver sektion.
Grundlæggende arbejdsprincip
Processen begynder med, at emnet roterer i drejebænken, mens skæreværktøjet bevæger sig parallelt med aksen. Ved at kontrollere værktøjets position og spåndybde bearbejder operatøren eller CNC-systemet én sektion til en måldiameter og gentager derefter processen på andre steder, indtil alle nødvendige diameterændringer er oprettet. Dette gør det muligt at bearbejde flere funktionelle sektioner, samtidig med at justeringen langs den samme centerlinje opretholdes.
Oprettelse af den trinvise profil
En trindelt profil dannes ved at reducere diameteren af en del af emnet, mens den tilstødende sektion forbliver større, hvilket skaber skulderen mellem dem. Afhængigt af emnets design kan emnet kun omfatte 2 diameterniveauer eller flere forskellige trin, og disse trindelte områder tjener ofte praktiske funktioner såsom lejesæder, gearmonteringszoner, afstandsholdere eller positioneringsflader.
Grovdrejning og findrejning
I de fleste tilfælde udføres trindrejning i to faser: grovdrejning fjerner mere materiale hurtigt for at bringe emnet tæt på den ønskede form, mens sletdrejning forfiner hver diameter, skulder og overfladefinish for at opfylde de endelige specifikationer. Denne kombination hjælper med at balancere bearbejdningshastighed med dimensionsnøjagtighed, især når diameterforskellene mellem sektionerne er store.
CNC-styringens rolle
CNC-styring forbedrer trindrejning ved automatisk at styre værktøjsbane, skulderposition, trinlængde og slutdiameter, hvilket gør processen mere gentagelig og ensartet end manuel drejning. Dette er især værdifuldt i batchproduktion eller i dele med snævrere tolerancer, fordi når programmet er optimeret, kan den samme tringeometri produceres gentagne gange med minimal variation.
Hvilke værktøjer bruges til trindrejning?
Trindrejning bruger adskillige værktøjer til at bearbejde sektioner med forskellige diametre præcist. Hovedværktøjet er normalt et standarddrejeværktøj, men andre værktøjer kan være nødvendige afhængigt af skulderdetaljer, emnegeometri og dimensionskrav.

Standard drejeværktøjer
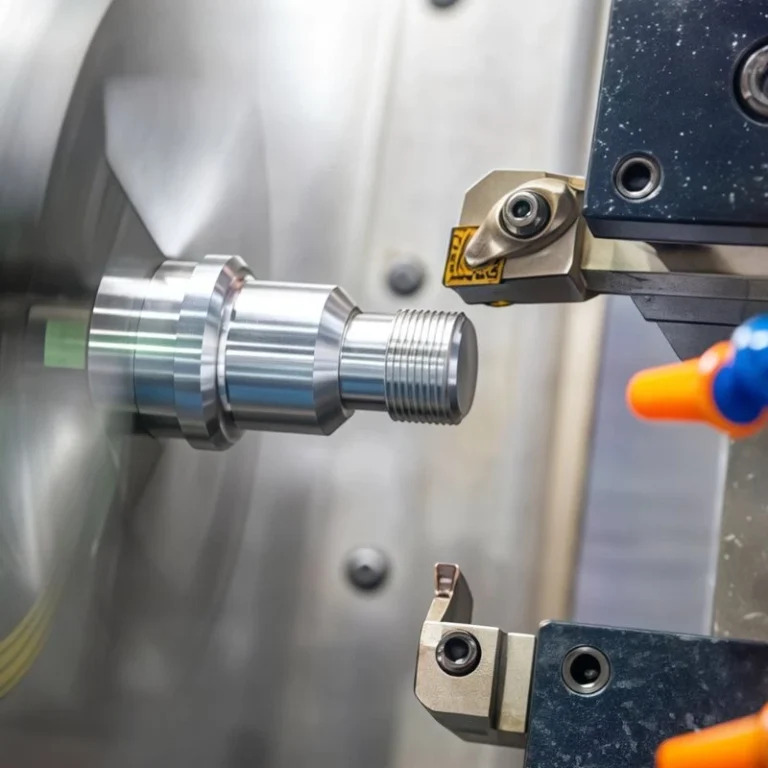
Standard drejeværktøjer er de mest almindeligt anvendte værktøjer i trindrejning, fordi de fjerner materiale fra emnets ydre overflade for at skabe de nødvendige diameterændringer. Disse værktøjer bruges til at bearbejde én sektion ad gangen og gradvist forme den trinvise profil langs akslen eller den cylindriske del.
Rille- og afskæringsværktøjer
Spor- og afskæringsværktøjer kan også bruges til trindrejning, når emnet kræver smalle skuldre, reliefspor eller skarpe overgange mellem forskellige diametre. Disse værktøjer hjælper med at definere tringrænser mere tydeligt og er nyttige, når standarddrejeværktøjer ikke kan opnå den nødvendige detalje.
Efterbehandlingsværktøjer
Finbearbejdningsværktøjer bruges efter grovbearbejdning for at forbedre skulderdefinition, nøjagtighed af den endelige diameter og overfladekvalitet. I mange trinvise drejningsoperationer er en finbearbejdning nødvendig for at overholde snævrere tolerancer og producere en glattere bearbejdet overflade, især på funktionelle pasningsområder.
Måleværktøj
Måleværktøjer er essentielle ved trindrejning, fordi hver diameter og skulderposition skal kontrolleres omhyggeligt. Værktøjer som skydelære, mikrometre og dybdemålere bruges almindeligvis til at verificere trinlængde, diameterstørrelse og dimensionel ensartethed under eller efter bearbejdning.
CNC-værktøjssystemer
Ved CNC-drejning med trinvis drejning er værktøjssystemer ofte mere avancerede og kan omfatte indekserede skær, hurtigskifteværktøjsholdere og programmerede værktøjsforskydninger. Disse systemer forbedrer repeterbarheden, reducerer opsætningstiden og hjælper med at opretholde ensartede resultater ved produktion af trinvise dele i større volumener.
Værktøjsvalg er vigtigt, fordi forskellige værktøjer påvirker materialefjernelse, skulderskarphed, overfladefinish og processtabilitet på forskellige måder. Brug af den rigtige kombination af skrub-, slet- og måleværktøjer hjælper med at sikre, at den endelige trinprofil opfylder både funktionelle og dimensionelle krav.
Hvad er de vigtigste anvendelser af trindrejning?
Stegdrejning bruges hovedsageligt til at bearbejde dele, der kræver flere diametre langs den samme akse. Det er især almindeligt i aksellignende komponenter, hvor hver diametersektion tjener en forskellig funktion i forbindelse med montering, positionering eller bevægelsesoverførsel.

Aksler og transmissionskomponenter
En af de mest almindelige anvendelser af trindrejning er i produktionen af aksler og transmissionsdele. Mange aksler kræver forskellige diametersektioner for at understøtte tandhjul, lejer, remskiver eller koblinger, og trindrejning gør det muligt at bearbejde disse funktioner præcist på et enkelt emne.
Lejesæder og monteringsområder
Trindrejning bruges også i vid udstrækning til at skabe lejesæder og monteringsflader. Disse områder kræver ofte præcis diameterkontrol, så lejer, kraver eller muffer kan passe korrekt, hvilket gør trindrejning til en vigtig proces for dele, der er afhængige af præcis samling.
Afstandsstykker, ærmer og bøsninger
Afstandsstykker, muffer og bøsninger har ofte trinvis geometri for at passe ind i større samlinger eller skabe kontrollerede mellemrum mellem komponenter. Trinvis drejning er velegnet til disse dele, fordi det kan producere klare skuldre og flere pasningszoner på en relativt effektiv måde.
Mekaniske dele med funktionelle diameterændringer
Mange mekaniske dele kræver mere end én diameter for styrke, understøtning eller forbindelse. Trindrejning bruges almindeligvis, når en komponent skal kombinere forskellige funktionelle sektioner i ét design, såsom understøtningsområder, monteringszoner og gevindskårne eller roterende sektioner.
Brugerdefinerede CNC-drejede dele
I CNC-drejning bruges trindrejning ofte til specialfremstillede dele med ikke-ensartede profiler. Det er især nyttigt, når designet kræver flere diameterændringer i én opsætning, hvilket hjælper producenter med at forbedre koncentriciteten, reducere repositionering og producere mere ensartede dele.
Fordele og begrænsninger ved trindrejning
Stegdrejning er meget udbredt, fordi det kan bearbejde flere diametre på ét emne på en kontrolleret og effektiv måde. Samtidig har det, ligesom enhver bearbejdningsproces, også begrænsninger, der bør tages i betragtning ved planlægning af emnedesign og -produktion.
Fordele ved trindrejning
En af de største fordele ved trindrejning er, at det gør det muligt at bearbejde sektioner med flere diametre i en enkelt opsætning. Dette hjælper med at reducere repositionering, forbedre bearbejdningseffektiviteten og forkorte den samlede produktionstid, især for aksellignende dele med flere funktionelle zoner.
En anden vigtig fordel er bedre justering og koncentricitet mellem trinvise sektioner. Fordi alle funktioner er bearbejdet langs den samme akse, er det lettere at opretholde dimensionel ensartethed, hvilket er særligt værdifuldt for roterende dele og præcisionssamlinger.
Trindrejning er også yderst praktisk til en bred vifte af cylindriske dele, herunder aksler, lejesæder, afstandsstykker, muffer og specialfremstillede CNC-drejede komponenter. Ved CNC-bearbejdning forbedrer det yderligere repeterbarheden, hvilket gør det velegnet til både små serier og større produktionsserier.
Begrænsninger ved trindrejning
Trods sine fordele har trindrejning også nogle begrænsninger. Hvis forskellen mellem tilstødende diametre er stor, kan processen kræve betydelig materialefjernelse, hvilket kan øge bearbejdningstiden og producere mere materialespild, især når man starter med massivt stangmateriale.
Processen afhænger også i høj grad af opsætningsnøjagtigheden. Hvis værktøjets position, fastspændingsstabilitet eller maskinens stivhed ikke er godt kontrolleret, kan skulderplaceringen og de endelige dimensioner blive påvirket, hvilket kan skabe tilpasningsproblemer under montering.
Derudover er trindrejning primært egnet til trindelte cylindriske profiler. Hvis emnet omfatter mere komplekse konturer, koniske træk eller ikke-aksesymmetrisk geometri, kan andre drejemetoder eller sekundære bearbejdningsoperationer være nødvendige.
Trindrejning vs. andre drejeoperationer
Trindrejning er kun én type drejeoperation, og den sammenlignes ofte med andre almindelige metoder såsom almindelig drejning og konisk drejning. Selvom de alle udføres på en drejebænk, bruges hver proces til en forskellig form og formål. De vigtigste forskelle præsenteres i sammenligningstabellen nedenfor.
| Drejedrift | Hovedformål | Resulterende form | Key Feature | Almindelige applikationer |
| Trindrejning | Til bearbejdning af flere diametre på samme akse | Trinvis cylindrisk profil | Giver klare skuldre mellem diameterændringer | Aksler, lejesæder, afstandsstykker, muffer |
| Almindelig drejning | For at reducere emnet til én ensartet diameter | Lige cylindrisk overflade | Opretholder en konstant diameter langs hele længden | Grundlæggende aksler, stænger, simple cylindriske dele |
| Konisk drejning | For at skabe en gradvis ændring i diameter | Konisk eller tilspidset overflade | Producerer en kontinuerlig diameterreduktion | Koniske aksler, værktøjsholdere, koniske fittings |
| Konturdrejning | Til at skabe buede eller uregelmæssige ydre profiler | Ikke-lineær ydre form | Producerer kompleks ydre geometri | Brugerdefinerede profiler, dekorative dele, specialkomponenter |
| Skulderdrejning | For at danne en enkelt skulder eller overgang mellem diametre | Et hovedtrin eller skulder | Fokuserer på én pludselig diameterændring | Stop, lokaliseringsfunktioner, simple trindelte dele |
Hvilke materialer kan bruges til trindrejning?
Trindrejning kan anvendes på en bred vifte af bearbejdelige materialer, så længe emnet kan roteres og skæres præcist på en drejebænk. Det bedste materialevalg afhænger af emnets funktion, styrkekrav, forventninger til overfladefinish og produktionsomkostninger. I praksis anvendes trindrejning almindeligvis til både metaller og visse tekniske plasttyper.
Aluminium og messing
Aluminium bruges også i vid udstrækning til trindrejning, fordi det er let, nemt at bearbejde og velegnet til højhastighedsproduktion. Det vælges ofte til dele, der kræver god dimensionsnøjagtighed med lav vægt, såsom huse, afstandsstykker og lette aksler. Messing er en anden god mulighed, fordi det giver jævn bearbejdelighed og kan producere rene overflader, hvilket gør det velegnet til fittings, muffer og præcisionsdrejede dele.
Stål og rustfrit stål
Stål er et af de mest almindelige materialer, der anvendes til trindrejning, fordi det tilbyder god styrke, holdbarhed og bred industriel anvendelse. Kulstofstål vælges ofte til generelle aksler, mekaniske dele og strukturelle komponenter, mens rustfrit stål foretrækkes, når korrosionsbestandighed er vigtig. Da rustfrit stål er hårdere at bearbejde end blødt stål, kræver skæreparametre og værktøjsvalg normalt nøje kontrol.
Tekniske plastmaterialer og andre materialer
Ud over metaller kan visse tekniske plasttyper også bruges til trindrejning, især når emnet kræver lav vægt, elektrisk isolering eller kemisk resistens. Materialer som nylon, POM, PTFE og akryl kan trindrejes afhængigt af design og anvendelse. Disse materialer kræver dog normalt en mere omhyggelig kontrol af varme og skærekræfter, fordi de kan deformeres lettere end metaller under bearbejdning.
Hvorfor materialevalg er vigtigt
Valg af det rigtige materiale til trindrejning er med til at sikre, at den færdige del opfylder både funktionelle og fremstillingsmæssige krav. Et passende materiale kan forbedre bearbejdeligheden, reducere produktionstiden og understøtte bedre dimensionsnøjagtighed. I mange tilfælde kommer de bedste resultater ved at afbalancere delens ydeevne, bearbejdelighed og omkostninger, før produktionen begynder.
Hvilke faktorer påvirker kvaliteten af trindrejning?
Kvaliteten af trindrejning afhænger af mere end blot selve maskinen. For at producere rene skuldre, præcise diametre og stabil overfladefinish skal flere bearbejdningsfaktorer arbejde sammen. Hvis nogen af disse ikke kontrolleres korrekt, opfylder den endelige trinprofil muligvis ikke de nødvendige dimensioner eller funktionel pasform.
Værktøjsvalg og værktøjsgeometri
Værktøjsvalg har en stor indflydelse på kvaliteten af trindrejning. Skæreværktøjet skal være egnet til materialet, skulderdetaljen og den ønskede overfladefinish. Værktøjsgeometrien er også vigtig, fordi spånvinkel, næseradius og skærform kan påvirke skærekræfter, spånkontrol og hvor tydeligt skulderen er formet.
Tilspændingshastighed, skærehastighed og skæredybde
Skæreparametre påvirker direkte det endelige resultat. Hvis tilspændingshastigheden er for høj, kan overfladen blive ruere, og skulderdefinitionen kan lide. Hvis skærehastigheden er for høj, kan overdreven varme øge værktøjssliddet. Spåndybden skal også passe til materialet og opsætningen, da ustabile eller for aggressive skæreforhold kan reducere dimensionsnøjagtigheden og bearbejdningsstabiliteten.
Emneopsætning og fastspændingsstabilitet
En stabil opsætning er afgørende for god trindrejningskvalitet. Hvis emnet ikke er fastspændt sikkert, eller hvis der er for meget udhæng, kan der opstå vibrationer og udbøjning under bearbejdningen. Dette kan påvirke skulderposition, diameterstørrelse og den samlede konsistens, især på længere aksler eller sektioner med mindre diameter.
Maskinstivhed og justering
Maskinstivhed og justering spiller også en vigtig rolle. En drejebænk med dårlig stivhed eller forkert justering kan forårsage vibrationer, dimensionsfejl eller ujævn skæring. For præcis trindrejning skal maskinen, værktøjsholderen og emnet forblive korrekt justeret under hele operationen.
Materialetype og bearbejdelighed
Det materiale, der bearbejdes, påvirker, hvor let den trinvise profil kan fremstilles. Hårdere materialer kan øge værktøjsslid og skærekraft, mens blødere eller mere duktile materialer kan skabe problemer med spånkontrol eller dårligere overfladefinish. God bearbejdelighed gør det normalt lettere at opnå stabil skæring og bedre dimensionskontrol.
Måling og processtyring
Kvaliteten af trindrejning afhænger også af inspektion og proceskontrol. Diametre, skulderplaceringer og trinlængder bør kontrolleres under bearbejdning, især når emnet har snævrere tolerancer. Brug af de rigtige måleværktøjer og overvågning af skæreydelsen hjælper med at opdage fejl tidligt og forbedre repeterbarheden fra emne til emne.
Ofte Stillede Spørgsmål
Hvad er trindrejning i drejebænk?
Trindrejning i en drejebænk er en drejeoperation, der bruges til at producere en cylindrisk del med 2 eller flere forskellige diametre langs den samme akse. Skiftet mellem diametrene danner en tydelig skulder eller et trin, normalt tæt på 90°. Det bruges almindeligvis til aksler, afstandsstykker og lejesæder, der kræver flere funktionelle sektioner. I CNC- og konventionelle drejebænke forbedrer trindrejning dimensionskontrollen og reducerer opsætningsændringer ved bearbejdning af trinprofiler på et enkelt emne.
Hvad er trinnene i trinvis drejning?
De grundlæggende trin i trindrejning omfatter normalt opsætning af emne, markering eller programmering af trinplaceringer, valg af skæreværktøj, grovdrejning, sletdrejning og dimensionsinspektion. Først monteres og justeres stangen i drejebænken. Derefter defineres diametrene og trinlængderne i henhold til tegningen. Materialet fjernes sektion for sektion, indtil de nødvendige diametre er opnået. I mange tilfælde foretages tolerancekontroller efter hvert trin, især når trinnøjagtigheden skal holdes inden for ±0.02 mm til ±0.05 mm.
Hvad er formålet med trindrejning?
Hovedformålet med trindrejning er at bearbejde en del med flere diametre på en kontrolleret og præcis måde. Dette er vigtigt for komponenter som aksler, hvor forskellige sektioner muligvis skal monteres med lejer, gear, bøsninger eller koblinger. I stedet for at bruge separate bearbejdningsopstillinger, tillader trindrejning at disse funktioner produceres i én kontinuerlig drejeproces. Dette forbedrer dimensionskonsistensen, reducerer produktionstiden og hjælper med at opretholde koncentriciteten mellem diameterændringer langs den samme akse.
Konklusion
Trindrejning er en praktisk og udbredt drejeproces til bearbejdning af cylindriske dele med flere diametre langs den samme akse. Den er især nyttig til aksler og andre komponenter, der kræver klare skuldre, præcise trinprofiler og pålidelig dimensionel ensartethed. Når den bruges korrekt, kan trindrejning bidrage til at forbedre bearbejdningseffektiviteten, emnekvaliteten og den samlede produktionsstabilitet.
At TiRapidVi understøtter brugerdefinerede CNC-drejningsprojekter med pålidelig bearbejdningsekspertise, streng kvalitetskontrol og fleksibel produktionskapacitet. Uanset om du har brug for trinformede aksler, præcisionsdrejede dele eller brugerdefinerede cylindriske komponenter, kan vores team hjælpe med at omdanne dine tegninger til præcise, produktionsklare dele.