Os furos estão entre os elementos mais fundamentais do projeto mecânico, mas os tipos de furos usados em engenharia e usinagem são muito mais diversos do que aparentam. Desde furos passantes simples até furos alargados de precisão e passagens profundas, cada tipo de furo desempenha uma função estrutural ou prática específica. A seleção correta da geometria, do diâmetro e da profundidade do furo afeta diretamente a precisão da montagem, a distribuição de carga, o desempenho da vedação e a confiabilidade a longo prazo.
Este guia explica 16 tipos de furos comumente usados em engenharia, como são classificados, como são usinados e como selecionar o tipo de furo apropriado com base na função, tolerância e restrições de fabricação.
O que é um furo em engenharia?
Em engenharia e usinagem, um furo é uma abertura criada intencionalmente dentro de um material, projetada para desempenhar uma função específica em uma peça ou conjunto mecânico. É uma das características geométricas mais comuns em projetos mecânicos e é tipicamente usada para fixação, posicionamento, alinhamento, passagem de fluidos ou redução de peso.
Ao contrário de cavidades ou rebaixos complexos, um furo geralmente é definido por parâmetros dimensionais claros que controlam sua fabricação e interação com outros componentes. Esses parâmetros geralmente incluem:
-
Um diâmetro específico
-
Uma profundidade controlada
-
Um requisito de tolerância
-
Especificação de acabamento superficial (quando aplicável)
Os furos são elementos fundamentais no projeto mecânico e são amplamente utilizados para fixação, alinhamento, passagem de fluidos, redução de peso e posicionamento de precisão.
Desde furos passantes simples até furos usinados ou alargados de alta precisão, a geometria e a classe de tolerância influenciam diretamente o desempenho da montagem, a distribuição de carga e o custo de fabricação.
Compreender as características dos furos é essencial para os engenheiros que buscam equilibrar a intenção do projeto, a usinabilidade e a eficiência da produção.
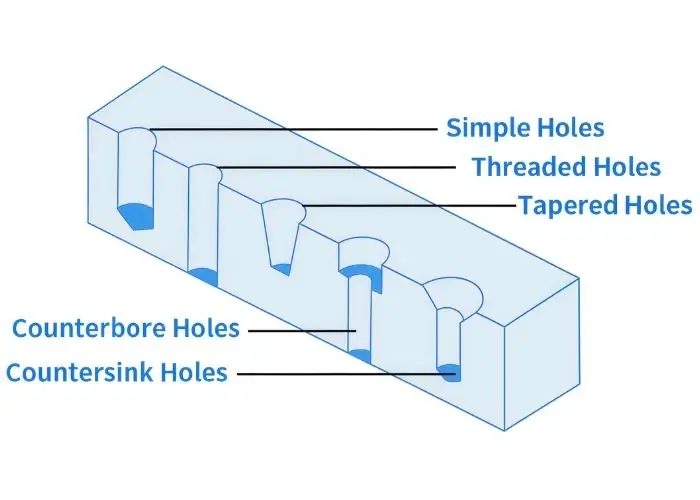
16 tipos comuns de furos em engenharia e usinagem
Em engenharia, os furos são classificados com base em sua geometria, profundidade e função. Cada tipo de furo desempenha um papel específico em fixação, alinhamento, transferência de fluidos ou posicionamento estrutural.In usinagem CNC, A seleção do tipo de furo correto impacta diretamente o controle de tolerância, a confiabilidade da montagem e a capacidade de fabricação em geral.
1. Furo simples
Um furo simples é a característica interna mais fundamental em componentes mecânicos e estruturais, mantendo um diâmetro constante ao longo de toda a sua profundidade. Normalmente, é produzido utilizando operações de furação padrão e requer complexidade mínima de usinagem.

Os furos simples são amplamente utilizados como pontos de fixação, referências de alinhamento, canais de ventilação e para redução de peso em peças usinadas. Devido à sua geometria descomplicada, são fáceis de inspecionar, fabricar e integrar em processos de usinagem CNC de alto volume.
Em muitos projetos de engenharia, furos simples servem como elemento básico antes da aplicação de operações adicionais, como rosqueamento, alargamento ou escareamento. Eles são comumente encontrados em suportes estruturais, carcaças de máquinas e placas de montagem, onde a furação simples é suficiente para atender aos requisitos funcionais.
2. Furo passante
Um furo passante atravessa completamente a espessura de um componente, permitindo a passagem de fixadores, eixos, cabos ou fluidos de um lado para o outro do material. Esse tipo de furo é amplamente utilizado em juntas aparafusadas, conexões estruturais e sistemas de transporte de fluidos.
Do ponto de vista da usinagem, furos passantes são mais fáceis de produzir do que furos cegos, pois os cavacos podem ser evacuados livremente durante as operações de furação ou mandrilamento. Isso melhora a vida útil da ferramenta, reduz o acúmulo de calor e ajuda a manter condições de corte estáveis.
Os furos passantes também são mais fáceis de inspecionar e medir, pois ambas as extremidades do furo são acessíveis. Na usinagem CNC, eles são frequentemente usados para padrões de parafusos, ligações mecânicas, conexões de tubos e canais de roteamento elétrico.
3. Furo cego
Um furo cego tem uma profundidade definida e termina dentro do material, em vez de atravessar todo o componente. Esse tipo de furo é comumente usado quando o lado oposto da peça precisa permanecer vedado ou quando as restrições de espaço impedem um projeto com furo passante.
Os furos cegos são frequentemente usados para fixadores roscados, elementos de montagem ocultos e conjuntos mecânicos compactos. Como o furo termina dentro do material, a usinagem exige controle preciso da profundidade e evacuação adequada dos cavacos.
Se cavacos se acumularem no fundo do furo, pode ocorrer acúmulo de calor, aumentando o desgaste da ferramenta e reduzindo a precisão dimensional. Por esse motivo, a furação de furos cegos normalmente requer taxas de avanço otimizadas, fluxo adequado de fluido de corte e, às vezes, ciclos de furação intermitente em usinagem CNC.
4. Furo cônico
Um furo cônico tem seu diâmetro alterado gradualmente ao longo do eixo, criando uma superfície interna cônica em vez de um furo cilíndrico reto. Essa geometria permite que componentes cônicos, como pinos ou eixos, se encaixem firmemente, mantendo um alinhamento preciso.
Os furos cônicos são frequentemente usados em montagens de máquinas-ferramenta, sistemas de alinhamento e juntas mecânicas de precisão, onde o posicionamento controlado é fundamental. Graças à capacidade de autocentragem proporcionada pelo cone, ele ajuda a garantir a montagem repetível e o posicionamento preciso dos componentes de acoplamento.
Esses furos são normalmente produzidos usando alargadores cônicos, brocas especializadas ou operações de usinagem de precisão projetadas para manter um ângulo de conicidade consistente.
5. Furo escareado
Um furo escareado consiste em um furo cilíndrico combinado com um recesso plano maior na abertura. Esse design escalonado permite que as cabeças dos parafusos, principalmente os parafusos de cabeça sextavada interna, fiquem niveladas ou abaixo da superfície da peça.
Furos escareados são comumente usados em montagens mecânicas onde fixadores salientes interfeririam com componentes móveis ou onde uma superfície externa lisa é necessária. Exemplos incluem estruturas de máquinas, carcaças de equipamentos e placas de montagem estruturais.
Manter o alinhamento concêntrico entre o rebaixo e o furo principal é essencial para garantir que o fixador se encaixe corretamente e distribua a carga uniformemente.
6. Furo escareado
Um furo escareado apresenta um recesso cônico na entrada, projetado para acomodar parafusos de cabeça chata. Quando instalado, a cabeça do parafuso fica nivelada com a superfície ao redor.
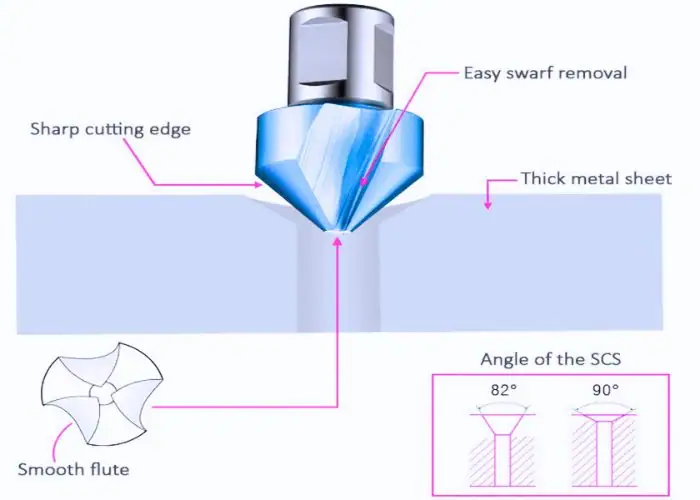
Escareadores são amplamente utilizados em montagens de chapas metálicas, painéis aeroespaciais e componentes estruturais onde a suavidade aerodinâmica ou a aparência estética são importantes. Os ângulos de escareamento mais comuns são 82°, 90° e 100°, dependendo da norma do fixador.
A correspondência precisa do ângulo entre o rebaixo e a cabeça do fixador é fundamental para garantir a transferência adequada da carga e evitar a concentração de tensão localizada ao redor do furo.
7. Furo de face localizada
Um furo de faceamento é um recurso de usinagem raso criado ao redor da abertura de um furo perfurado para produzir uma superfície de assentamento plana. Isso garante que parafusos, porcas ou arruelas se acomodem uniformemente contra a superfície da peça.
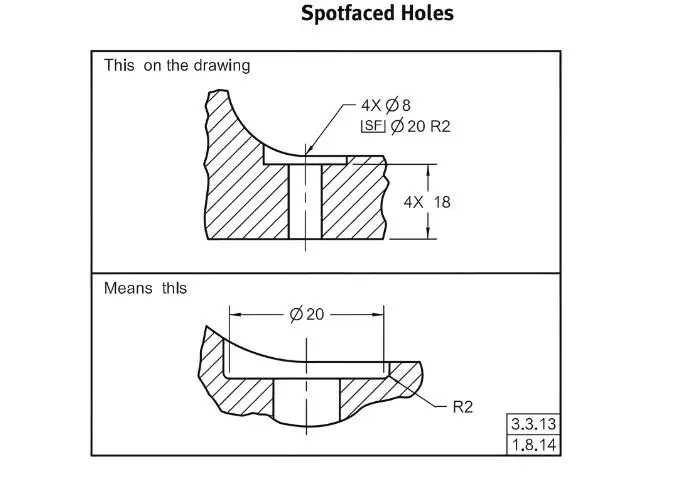
O faceamento pontual é especialmente útil quando a superfície do material base é áspera, fundida ou irregular. Sem o faceamento pontual, o fixador pode não entrar em contato com a superfície de maneira uniforme, o que pode levar a uma distribuição desigual da carga ou ao afrouxamento durante a operação.
Os acabamentos Spotface são comumente usados em peças fundidas, peças forjadas e conjuntos estruturais onde irregularidades na superfície são comuns.
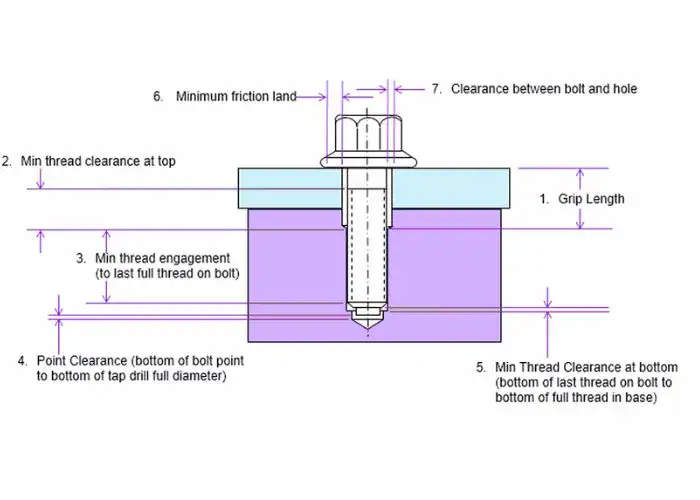
8. Furo Roscado
Um furo roscado contém roscas internas que permitem que parafusos ou pinos se encaixem diretamente no componente. Isso elimina a necessidade de porcas separadas e ajuda a criar conjuntos mecânicos compactos.

Os furos roscados são amplamente utilizados em máquinas, componentes automotivos e equipamentos industriais onde é necessária uma fixação segura. Manter a geometria correta da rosca, a precisão do passo e a profundidade é essencial para garantir uma transferência de carga confiável.
A má qualidade da rosca pode levar ao desgaste da mesma, à redução da força de aperto ou ao afrouxamento relacionado à vibração em juntas mecânicas.
9. Furo Roscado
Um furo roscado é produzido através da perfuração de um furo piloto e, em seguida, da abertura de roscas internas com uma ferramenta de rosqueamento. O termo refere-se especificamente ao processo de usinagem utilizado para criar a rosca.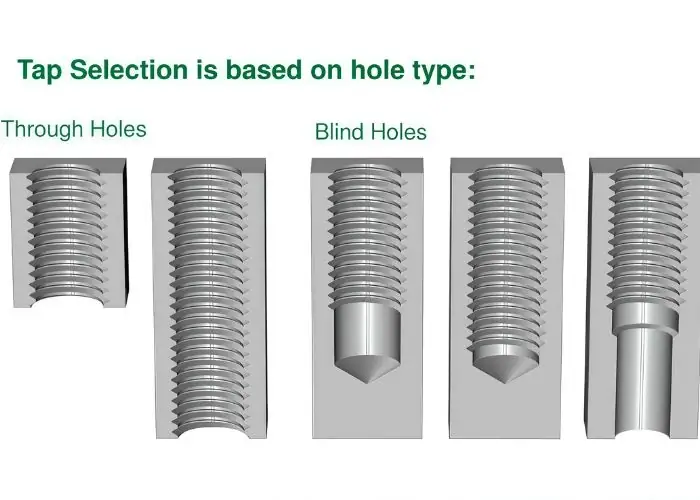
Em ambientes modernos de usinagem CNC, as operações de rosqueamento são frequentemente automatizadas para manter a qualidade consistente da rosca em grandes lotes de produção. A velocidade de corte correta, a lubrificação e o alinhamento são essenciais para evitar a quebra do macho e manter a integridade da rosca.
Os furos roscados são comumente usados em carcaças de máquinas, suportes de montagem e estruturas de equipamentos.
10. Orifício de folga para parafuso
Um furo de folga para parafuso é intencionalmente maior que o diâmetro do fixador para que o parafuso possa passar livremente sem engatar na rosca. A força de aperto é então criada em outro componente roscado ou porca.
Os furos de folga são normalmente classificados como de ajuste justo, ajuste normal ou ajuste folgado, dependendo dos requisitos de montagem. O dimensionamento correto da folga garante a instalação suave dos fixadores, mantendo o alinhamento preciso entre os componentes montados.
Este tipo de furo é comumente usado em juntas estruturais, montagens aparafusadas e sistemas de montagem ajustáveis.
11. Furo escareado
Um furo escareado apresenta uma geometria interna escalonada com dois ou mais diâmetros ao longo do mesmo eixo. Geralmente, é produzido pela realização de múltiplas operações de perfuração que alargam diferentes seções do furo.
Esse design permite a integração de múltiplas funções em um único elemento, como o assentamento de parafusos, a folga do eixo ou o alinhamento de fixadores. Furos escareados são comumente usados em carcaças de máquinas, estruturas mecânicas e conjuntos estruturais.
Na usinagem CNC, os furos escareados exigem um alinhamento preciso entre cada degrau de diâmetro. Operações de furação sequenciais ou ferramentas de furação escalonadas são normalmente usadas para manter a concentricidade e a precisão dimensional.
12. Buraco Interrompido
Um furo interrompido ocorre quando o furo intercepta outra característica, como uma ranhura, um furo transversal ou uma superfície aberta. Isso cria um caminho de corte descontínuo durante a usinagem.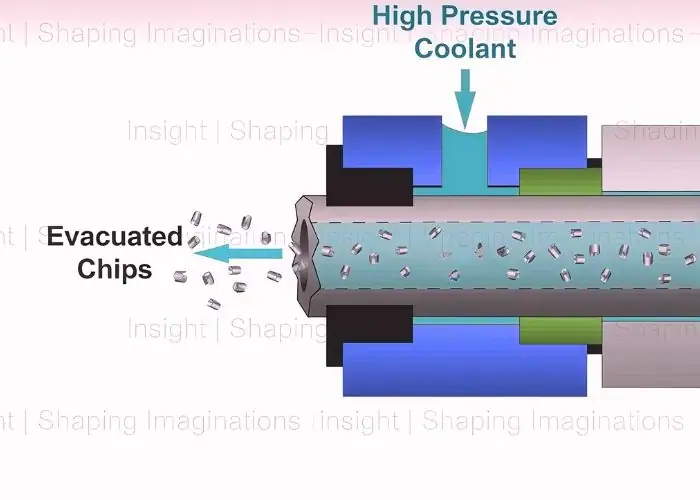
Orifícios interrompidos aparecem frequentemente em peças com canais que se cruzam, recortes estruturais ou geometrias internas complexas. São comuns em componentes hidráulicos, coletores e projetos estruturais leves.
Como a ferramenta de corte perde e retoma o contato com o material repetidamente, furos interrompidos podem causar vibração e oscilação da ferramenta. Fixação estável e parâmetros de corte otimizados são necessários para manter a estabilidade da usinagem.
13. Orifício sobreposto
Os furos sobrepostos são formados quando dois furos adjacentes se intersectam parcialmente e compartilham uma porção de sua geometria interna. Essa configuração pode criar canais internos combinados ou reduzir o peso do material.

Às vezes, são usados em sistemas de roteamento de fluidos, estruturas leves ou componentes que exigem passagens internas que se cruzam. A área de sobreposição permite a passagem de fluidos ou ar entre os orifícios.
No entanto, furos sobrepostos podem criar áreas de concentração de tensão no material circundante. Os engenheiros devem avaliar cuidadosamente a distribuição de carga e a resistência estrutural para garantir a confiabilidade mecânica.
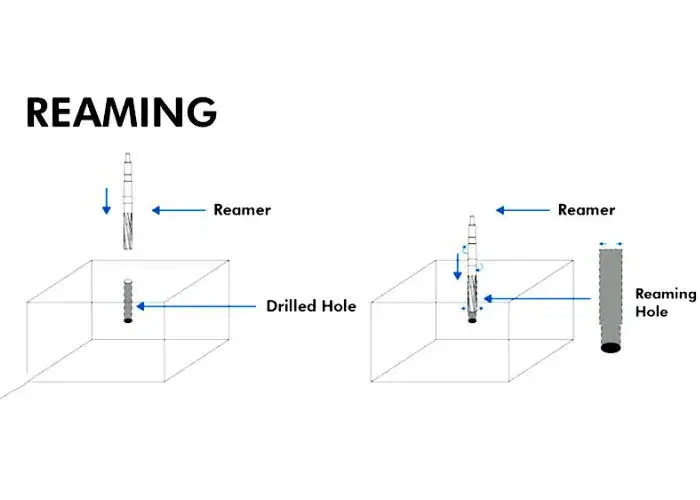
14. Furo alargado
Um furo alargado é um furo cilíndrico com acabamento de precisão, produzido pelo alargamento de um furo previamente perfurado utilizando um alargador. O processo de alargamento melhora a precisão dimensional, a circularidade e o acabamento superficial.
Os furos alargados são comumente usados para pinos guia, eixos de precisão e elementos de alinhamento em montagens mecânicas onde o posicionamento preciso é fundamental.
Como o alargamento remove apenas uma pequena quantidade de material, o furo piloto deve ser perfurado com precisão previamente. Condições de corte e lubrificação adequadas ajudam a obter tolerâncias consistentes e qualidade de superfície.
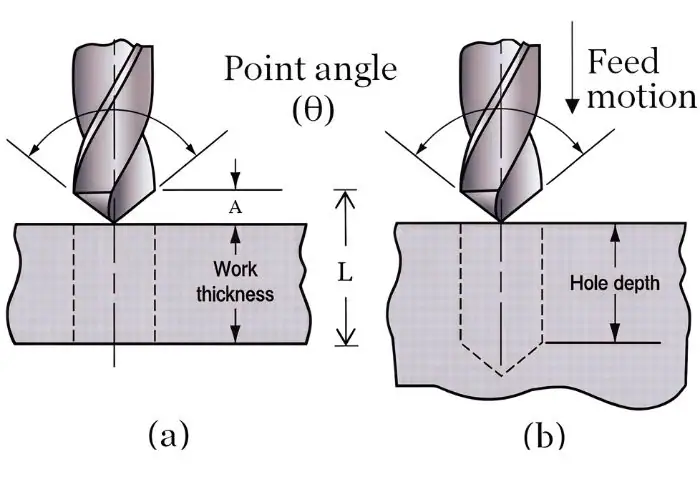
15. Buraco Profundo
Um furo profundo é normalmente definido como um furo com uma relação profundidade/diâmetro superior a 10:1. À medida que a profundidade do furo aumenta, a usinagem torna-se mais difícil devido à evacuação de cavacos e à deflexão da ferramenta.
Orifícios profundos são amplamente utilizados em cilindros hidráulicos, componentes aeroespaciais e eixos mecânicos onde são necessárias longas passagens internas.
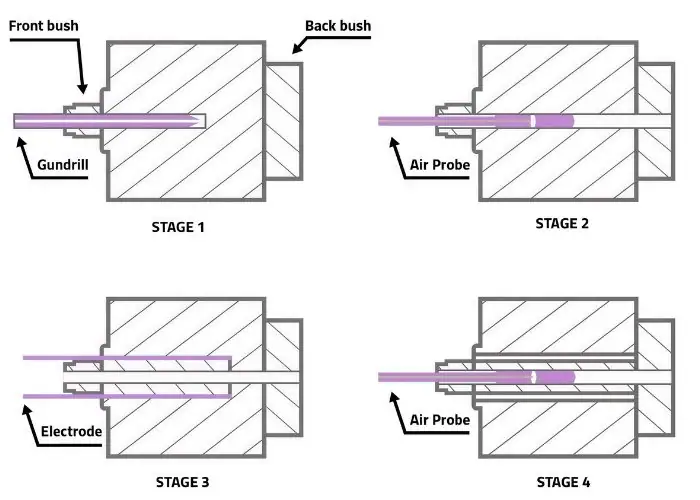
A usinagem de furos profundos geralmente requer técnicas especializadas, como furação profunda ou furação BTA. O fluido de corte de alta pressão e a guia precisa da ferramenta ajudam a manter a retilineidade e a precisão dimensional.
16. Furo em forma de fenda ou trincheira
Uma ranhura, também chamada de furo de encaixe, é uma abertura alongada em vez de um furo circular. Essa geometria permite que os componentes deslizem ou ajustem sua posição durante a montagem.
Considerações de engenharia para o projeto e usinagem de furos
O projeto dos furos afeta diretamente o desempenho da peça, a precisão da montagem e a eficiência da usinagem. Embora os furos sejam elementos simples, fatores como distribuição de carga, precisão de alinhamento, propriedades do material e acessibilidade da usinagem devem ser considerados. Um projeto de furo adequado ajuda a garantir a confiabilidade estrutural, mantendo os processos de usinagem CNC eficientes e econômicos.

Distribuição de carga
A criação de um furo remove material de um componente e altera a forma como as forças se propagam pela estrutura. Se o furo estiver muito próximo de uma borda ou se a espessura da parede ao redor for insuficiente, pode ocorrer concentração de tensão. Normalmente, os engenheiros mantêm uma distância adequada da borda e uma espessura de material adequada ao redor dos furos para garantir que as cargas sejam distribuídas com segurança por toda a peça.
Requisitos de alinhamento
Durante a montagem, muitos furos são utilizados para posicionar as peças com precisão, especialmente quando combinados com pinos guia, eixos ou fixadores de precisão. Mesmo pequenos desvios de posição podem causar desalinhamento entre os componentes. Manter o posicionamento correto dos furos e o controle de tolerância ajuda a garantir uma montagem suave e um desempenho mecânico confiável.
Comportamento do material e da usinagem
Materiais diferentes se comportam de maneira distinta durante a furação e usinagem. Materiais duros, como o aço inoxidável, exigem velocidades de corte mais lentas e ferramentas mais robustas, enquanto materiais mais macios, como o alumínio, são mais fáceis de usinar. Compreender as características dos materiais auxilia os engenheiros na seleção das ferramentas adequadas, dos parâmetros de corte e das estratégias de refrigeração.
Acessibilidade da ferramenta
A localização dos furos deve permitir que as ferramentas de corte alcancem a área de usinagem com segurança e eficiência. Furos localizados em cavidades profundas ou próximos a geometrias complexas podem ser de difícil acesso com ferramentas padrão. Projetar furos com folga adequada para as ferramentas ajuda a manter a estabilidade da usinagem e a melhorar a eficiência da produção.
Evacuação e resfriamento de cavacos
Durante a furação, os cavacos devem ser removidos da zona de corte para evitar o acúmulo de calor e danos à ferramenta. A má evacuação dos cavacos pode reduzir a qualidade do furo e o acabamento superficial. Essa questão é especialmente importante em furos cegos e furos profundos, onde os cavacos têm pouco espaço para escapar.
Eficiência de fabricação
O projeto de furos deve equilibrar os requisitos de desempenho com o custo de fabricação. Tolerâncias extremamente apertadas ou características complexas nos furos aumentam o tempo de usinagem e o esforço de inspeção. A escolha de tolerâncias e métodos de usinagem adequados ajuda a manter a qualidade do produto, ao mesmo tempo que garante a eficiência da produção.
Tolerâncias, ajustes e indicações de furos
O desempenho dos furos está intimamente ligado à classificação de tolerância e à seleção do ajuste. A forma como um furo é dimensionado e especificado em desenhos de engenharia afeta diretamente o comportamento da montagem, a transferência de carga e a durabilidade a longo prazo. A compreensão adequada dos ajustes, das tolerâncias posicionais e dos requisitos de acabamento superficial garante que os componentes funcionem conforme o esperado, sem tensão excessiva ou desalinhamento.
1. Ajuste com folga
Um ajuste com folga ocorre quando o diâmetro do furo é intencionalmente maior que o diâmetro do eixo, deixando um pequeno espaço entre as duas peças. Esse espaço permite que o eixo se mova ou gire livremente dentro do furo, sem atrito ou força, durante a montagem. Ajustes com folga são comumente usados em peças que exigem fácil instalação, desmontagem ou movimento suave.
As aplicações típicas incluem eixos rotativos, componentes deslizantes, rolamentos e fixadores removíveis. Como a montagem não requer força de compressão, os ajustes com folga são amplamente utilizados em projetos que facilitam a manutenção. Os engenheiros selecionam combinações de tolerâncias específicas para garantir um movimento confiável, mantendo o alinhamento adequado e a estabilidade operacional.
2. Ajuste de Transição
Um ajuste de transição é um meio-termo entre o ajuste com folga e o ajuste com interferência. Dependendo das tolerâncias exatas do eixo e do furo, a montagem pode resultar em uma pequena folga ou em uma leve interferência. Isso permite que as peças sejam montadas com uma pequena resistência, mantendo ainda um posicionamento preciso.
Os ajustes de transição são comumente usados quando os componentes precisam permanecer bem alinhados, mas ainda permitir uma montagem relativamente fácil. As aplicações típicas incluem pinos de localização, acoplamentos de precisão, engrenagens e componentes de máquinas-ferramenta. Como o ajuste pode variar ligeiramente entre folga e interferência, os engenheiros selecionam cuidadosamente as tolerâncias para equilibrar a facilidade de montagem com uma maior precisão posicional.
3. Ajuste por interferência
Um ajuste por interferência ocorre quando o diâmetro do eixo é intencionalmente ligeiramente maior que o diâmetro do furo. Durante a montagem, é necessário aplicar força ou utilizar a expansão térmica para pressionar o eixo contra o furo. Uma vez montado, o atrito entre as duas superfícies cria uma forte ligação mecânica.
Esse tipo de encaixe proporciona excelente transferência de carga e impede o movimento relativo entre os componentes. Os encaixes por interferência são amplamente utilizados em aplicações como engrenagens montadas em eixos, rolamentos em alojamentos e peças estruturais de máquinas. Como as peças são unidas firmemente, esse método elimina a necessidade de fixadores adicionais, garantindo resistência e estabilidade confiáveis.
4. Tolerância de posição GD&T
A tolerância de posição em Dimensionamento e Tolerância Geométrica (GD&T) controla a localização exata de um furo em relação a outros elementos de uma peça. Em vez de especificar apenas o tamanho, o GD&T define uma zona de tolerância dentro da qual o centro do furo deve estar localizado.
Isso garante que os furos se alinhem corretamente durante a montagem, especialmente quando várias peças precisam ser encaixadas com parafusos, pinos ou eixos. A tolerância de posição é comumente usada em componentes mecânicos de precisão, peças aeroespaciais e montagens automotivas. Ao definir claramente a variação permitida, a GD&T ajuda os fabricantes a manter um alinhamento consistente, melhorar a confiabilidade da montagem e reduzir erros de produção.
5. Sistema de Tolerância ISO
O sistema de tolerâncias ISO define limites padronizados para a variação dimensional na fabricação. Tolerâncias de furos, como H7, especificam o quanto o tamanho real do furo pode variar em relação à dimensão nominal, mantendo-se dentro dos limites aceitáveis.
A utilização de tolerâncias padronizadas garante que as peças produzidas por diferentes fabricantes ainda se encaixem corretamente. Os engenheiros frequentemente combinam tolerâncias de furos, como H7, com tolerâncias de eixos, como g6 ou h6, para criar tipos de encaixe específicos. Esse sistema proporciona um comportamento de montagem previsível e simplifica a comunicação entre projetistas, operadores de máquinas e inspetores de qualidade.
6. Considerações sobre o acabamento da superfície
O acabamento superficial refere-se à textura microscópica de uma superfície usinada, normalmente expressa por valores de rugosidade superficial, como Ra. A qualidade do acabamento superficial no interior de um furo pode influenciar significativamente o desempenho do componente.
Superfícies lisas reduzem o atrito e o desgaste, o que é importante para eixos rotativos e rolamentos. Em aplicações de vedação, um acabamento superficial adequado ajuda a prevenir vazamentos de fluidos e melhora a confiabilidade da vedação. A rugosidade da superfície também pode afetar a resistência à fadiga sob cargas repetidas. Por esses motivos, os engenheiros frequentemente especificam requisitos de acabamento superficial ao projetar furos de precisão usados em conjuntos de alta carga ou alto desempenho.
Como medir furos com precisão?
A medição precisa de furos é essencial para garantir a conformidade com os requisitos de tolerância e o desempenho adequado da montagem. Mesmo uma pequena variação no diâmetro, circularidade ou posição pode afetar o encaixe, a distribuição de carga e a confiabilidade a longo prazo. A seleção do método de medição correto depende do tamanho do furo, do nível de tolerância e da acessibilidade. As seguintes ferramentas são comumente usadas em engenharia e usinagem.
1. Paquímetros
O paquímetro é uma das ferramentas de medição mais comuns usadas em usinagem e inspeção de qualidade. Ele pode medir dimensões externas, diâmetros internos e profundidades, sendo útil para verificações rápidas durante a produção. Ao medir furos, as garras internas do paquímetro se expandem para entrar em contato com as paredes internas do furo e fornecer uma leitura direta.
O paquímetro é mais adequado para medições gerais onde tolerâncias extremamente rigorosas não são necessárias. Ele é frequentemente usado para inspecionar furos maiores ou verificar dimensões aproximadas antes de realizar medições mais precisas. Embora o paquímetro seja prático e rápido, sua precisão geralmente é menor do que a de ferramentas de medição interna especializadas.
2. Micrômetros
Micrômetros internos são instrumentos de medição de precisão projetados especificamente para medir diâmetros internos. Eles oferecem maior precisão do que paquímetros e são comumente usados quando tolerâncias rigorosas precisam ser verificadas. A ferramenta utiliza hastes ou extensões de medição ajustáveis que se expandem dentro do furo até entrarem em contato com a superfície interna.
Devido à sua alta precisão, os micrômetros internos são frequentemente usados em ambientes de inspeção controlados, como laboratórios de controle de qualidade ou verificação de produtos finais. Eles são amplamente aplicados em componentes aeroespaciais, peças mecânicas de precisão e montagens de alta exatidão. O manuseio e a calibração adequados são importantes para garantir resultados de medição consistentes e evitar erros do operador.
3. Calibradores de diâmetro interno
Os relógios comparadores de diâmetro interno são amplamente utilizados em usinagem e inspeção para medir o diâmetro interno com alta precisão. O relógio comparador é inserido no furo e movido ligeiramente para frente e para trás até encontrar a menor leitura de diâmetro, que representa o diâmetro real do furo. Esse método ajuda a detectar variações de circularidade, conicidade ou pequenas deformações dentro do furo.
Os calibradores de diâmetro interno são particularmente úteis para furos com tolerâncias médias a apertadas, onde a precisão dimensional é crítica. São comumente usados em cilindros de motores, sedes de mancais e carcaças usinadas com precisão. Por fornecerem medições repetíveis e confiáveis, os calibradores de diâmetro interno com mostrador são ferramentas padrão em muitas oficinas de usinagem CNC.
4. Máquina de Medição por Coordenadas
Uma Máquina de Medição por Coordenadas (MMC) é um sistema de inspeção avançado usado para medições dimensionais de alta precisão. A máquina utiliza um sistema de apalpadores para medir pontos em uma peça e calcular digitalmente dimensões, geometria e localização de características. Isso permite a inspeção precisa de peças complexas que exigem um controle de tolerância rigoroso.
Os sistemas CMM podem medir o diâmetro de furos, a tolerância de posição, a perpendicularidade e a concentricidade em relação a outras características. Devido à sua alta precisão e capacidade de registro de dados, os CMMs são amplamente utilizados nas indústrias aeroespacial, automotiva e de manufatura de precisão. Eles desempenham um papel importante na garantia da qualidade e ajudam a verificar se as peças atendem às especificações exatas do projeto.
5. Calibradores de esfera bipartidos
Os calibradores de esfera bipartidos são ferramentas de medição especializadas usadas para inspecionar pequenos furos internos, especialmente quando o acesso é limitado. A ferramenta contém uma cabeça de medição esférica bipartida que se expande ligeiramente dentro do furo. Uma vez ajustada ao furo, a dimensão pode ser medida usando um micrômetro externo.
Esses calibradores são particularmente úteis para furos estreitos ou cegos, onde os calibradores de diâmetro interno convencionais podem não caber. Os calibradores de esfera bipartida são comumente usados em usinagem de precisão, fabricação de ferramentas e inspeção de pequenos componentes mecânicos. Seu design compacto permite medições precisas em espaços confinados, mantendo boa repetibilidade para furos de pequeno diâmetro.
Considerações de engenharia na escolha dos tipos de furos

1. Distribuição de Carga
Os furos utilizados em peças estruturais devem distribuir as cargas mecânicas sem criar concentrações excessivas de tensão. Quando um furo é introduzido em um componente, ele remove material e altera a forma como as forças fluem pela estrutura. Os engenheiros devem considerar fatores como o diâmetro do furo, a distância da borda e a espessura da parede circundante para evitar fissuras ou deformações sob carga.
Se o furo estiver muito próximo de uma borda ou se o material ao redor for muito fino, o componente pode falhar prematuramente. Um projeto de furo adequado garante que as cargas sejam transferidas uniformemente pela peça, mantendo a resistência estrutural e a confiabilidade a longo prazo.
2. Requisitos de alinhamento
Em montagens que exigem posicionamento preciso, o alinhamento dos furos torna-se extremamente importante. Componentes como pinos guia, eixos e fixadores de precisão dependem de furos posicionados com exatidão para manter a orientação correta entre as peças.
Mesmo pequenos erros de posicionamento podem causar desalinhamento cumulativo quando vários componentes são montados. Isso pode levar a vibrações, aumento do desgaste ou dificuldades durante a instalação. Para evitar esses problemas, os engenheiros geralmente especificam tolerâncias de posicionamento rigorosas usando GD&T (Dimensionamento e Tolerância Geométrica). Usinagem e inspeção precisas garantem que os furos se alinhem corretamente e mantenham um desempenho consistente na montagem.
3. Exposição à corrosão
Em ambientes agressivos ou corrosivos, a geometria dos furos pode reter umidade, produtos químicos ou detritos. Esses contaminantes retidos podem acelerar a corrosão dentro do furo, enfraquecendo gradualmente o material circundante. Isso é especialmente importante para componentes usados em equipamentos marítimos, de processamento químico ou para uso externo.
Os projetistas frequentemente consideram estratégias de proteção, como caminhos de drenagem aprimorados, revestimentos protetores ou materiais resistentes à corrosão. Tratamentos de superfície como anodização, galvanoplastia ou passivação também podem ajudar a proteger as superfícies internas dos furos. Um projeto de furo adequado ajuda a reduzir a degradação a longo prazo e melhora a durabilidade do componente como um todo.
4. Custo de Fabricação
O projeto de furos pode influenciar significativamente o custo de fabricação e a eficiência da produção. Furos simples com tolerâncias moderadas podem ser produzidos rapidamente usando operações de furação padrão. No entanto, características complexas de furos, como furos profundos, furos roscados ou tolerâncias extremamente apertadas, exigem mais tempo de usinagem e ferramentas especializadas.
Processos adicionais, como alargamento, brunimento ou inspeção de precisão, também podem aumentar o custo. Os engenheiros devem equilibrar os requisitos de desempenho com a praticidade de fabricação. Otimizar o projeto do furo logo no início da fase de projeto ajuda a reduzir a complexidade da usinagem, mantendo a funcionalidade necessária.
5. Acessibilidade da ferramenta
Algumas posições de furos podem ser de difícil acesso com ferramentas de usinagem padrão. O acesso limitado da ferramenta pode ocorrer quando os furos estão posicionados dentro de cavidades profundas, perto de paredes ou em ângulos incomuns. Essas condições podem exigir ferramentas mais longas, dispositivos de fixação especializados ou equipamentos de usinagem multieixos.
A baixa acessibilidade pode reduzir a estabilidade da usinagem e aumentar a complexidade da configuração. Também pode afetar a precisão dimensional e a qualidade do acabamento superficial. Os projetistas devem considerar a acessibilidade da ferramenta durante a fase de projeto para garantir que os furos possam ser usinados de forma eficiente e confiável usando os processos de usinagem CNC disponíveis.
6. Evacuação de chips
A evacuação de cavacos é um fator importante na usinagem de furos, especialmente em furos cegos e furos profundos. Durante a furação, os cavacos devem ser removidos continuamente da zona de corte para evitar bloqueios e acúmulo excessivo de calor.
Se cavacos se acumularem dentro do furo, podem danificar a ferramenta de corte ou riscar a superfície do furo. Isso pode reduzir a precisão dimensional e a qualidade da superfície. Os operadores de máquinas frequentemente utilizam técnicas como furação intermitente ou refrigeração de alta pressão para melhorar a remoção de cavacos. Uma evacuação eficaz dos cavacos ajuda a manter condições de corte estáveis e garante uma qualidade consistente do furo.
7. Problemas comuns na fabricação de furos
Mesmo com os parâmetros de usinagem configurados corretamente, problemas ainda podem ocorrer durante a produção de furos. Muitos desses problemas estão relacionados ao desgaste da ferramenta, velocidades de corte incorretas, fixação instável da peça ou evacuação inadequada de cavacos. Esses fatores podem afetar gradualmente a precisão do furo e a qualidade da superfície.
Se os problemas não forem detectados precocemente, podem levar a erros dimensionais que afetam o desempenho da montagem. Inspeções regulares de ferramentas, fixações estáveis e parâmetros de usinagem adequados ajudam a reduzir esses riscos. Compreender os problemas comuns de usinagem permite que os fabricantes melhorem a estabilidade do processo e mantenham a qualidade consistente do produto.
8. Formação de rebarbas
Rebarbas são pequenas arestas afiadas que se formam ao redor da entrada ou da saída de um furo. Geralmente aparecem quando a ferramenta de corte perde o fio ou quando a taxa de avanço não é controlada adequadamente. Rebarbas também podem se formar quando a broca atravessa o material e empurra o metal para fora.
Embora as rebarbas sejam pequenas, podem causar problemas de montagem ou riscos à segurança se não forem removidas. Processos de rebarbação, como acabamento manual, chanframento ou ferramentas automatizadas de rebarbação, são frequentemente utilizados para remover essas arestas vivas e melhorar a qualidade geral da peça.
9. Deriva de Tolerância
A deriva de tolerância ocorre quando o diâmetro do furo se desvia gradualmente da especificação durante a produção. Isso geralmente é causado por desgaste da ferramenta, acúmulo de calor ou alterações nas condições de corte durante longos ciclos de usinagem.
À medida que a ferramenta de corte se desgasta, ela pode remover menos material, fazendo com que o tamanho do furo fique ligeiramente menor ou inconsistente. Se não for monitorada, essa variação pode levar a problemas de montagem. A substituição regular da ferramenta, o monitoramento do processo e o controle estatístico de qualidade ajudam a manter tolerâncias estáveis ao longo dos lotes de produção.
10. Desalinhamento
O desalinhamento do furo ocorre quando o furo perfurado se desvia da posição ou direção pretendida. Isso pode acontecer se a peça não estiver firmemente fixada, se a máquina não for rígida o suficiente ou se a broca sofrer deflexão durante o corte.
Furos desalinhados podem causar dificuldades na montagem, especialmente em peças que exigem alinhamento preciso com outros componentes. Para evitar esse problema, os operadores de máquinas garantem a fixação adequada, a estabilidade da máquina e os parâmetros de corte corretos. Procedimentos precisos de preparação e inspeção ajudam a manter a precisão da posição dos furos durante a usinagem.
11. Ovalidade
A ovalização ocorre quando um furo se torna ligeiramente oval em vez de perfeitamente redondo. Esse problema geralmente é causado por vibração, forças de corte excessivas ou deflexão da ferramenta durante as operações de perfuração.
Quando ocorre ovalização, o furo pode não se encaixar corretamente em eixos, rolamentos ou outros componentes de acoplamento. Isso pode afetar o desempenho mecânico e aumentar o desgaste durante a operação. Manter condições de usinagem estáveis, selecionar parâmetros de corte adequados e usar ferramentas rígidas ajudam a reduzir o risco de formação de furos ovais.
12. Rugosidade superficial inadequada
A rugosidade superficial inadequada no interior de um furo pode reduzir o desempenho do componente, especialmente em aplicações que envolvem rotação, vedação ou transferência de carga. Superfícies internas rugosas podem aumentar o atrito, causar desgaste prematuro ou afetar o desempenho da vedação.
Esse problema geralmente ocorre quando os parâmetros de corte não são otimizados ou quando o fluxo de fluido de corte é insuficiente. A seleção adequada da ferramenta, as velocidades de corte corretas e a lubrificação adequada ajudam a melhorar a qualidade do acabamento superficial. Em aplicações de precisão, processos adicionais, como alargamento ou brunimento, podem ser utilizados para obter superfícies internas mais lisas.
Métodos comuns para usinagem de furos
Uma vez compreendidos os tipos de furos, a próxima questão é: como eles são produzidos? O método de usinagem selecionado afeta diretamente a precisão dimensional, o acabamento superficial, a vida útil da ferramenta e a eficiência da produção. Diferentes geometrias de furos, materiais e requisitos de tolerância exigem diferentes estratégias de usinagem. Os métodos de usinagem de furos mais comuns incluem:

1. Perfuração CNC
A furação CNC é o método mais comum para produzir furos cilíndricos padrão em usinagem. Uma broca rotativa remove material na direção axial para criar furos passantes ou cegos de forma rápida e eficiente. Esse processo funciona bem com diversos materiais, incluindo alumínio, aço e plásticos.
A furação CNC é amplamente utilizada tanto em protótipos quanto na produção em massa, pois oferece alta velocidade e boa produtividade. Embora a furação proporcione resultados confiáveis para aplicações gerais, sua precisão dimensional e acabamento superficial são geralmente moderados em comparação com operações de acabamento, como o alargamento.
2. Fresagem CNC
A fresagem CNC também pode ser usada para produzir furos, especialmente quando são necessários diâmetros maiores ou formatos não padronizados. Em vez de furar diretamente para baixo, a ferramenta de fresagem pode se mover ao longo de uma trajetória circular programada, um processo conhecido como interpolação circular.
Este método proporciona maior flexibilidade e melhor controle posicional em comparação com a furação tradicional. A fresagem CNC é frequentemente utilizada quando a precisão na localização do furo é crítica ou quando o diâmetro do furo excede o diâmetro da broca disponível. Também é útil para produzir ranhuras, cavidades ou geometrias de furos complexas em peças mecânicas de precisão.
3.EDM
A usinagem por eletroerosão (EDM) é um método de usinagem não tradicional que remove material utilizando faíscas elétricas controladas. Como o processo não depende de forças de corte mecânicas, a EDM é particularmente adequada para usinar materiais endurecidos e furos muito pequenos.
A eletroerosão (EDM) é comumente usada na fabricação de moldes, componentes aeroespaciais e ferramentas de precisão. Ela pode criar geometrias internas complexas que seriam difíceis de obter com ferramentas de corte convencionais. No entanto, a EDM geralmente é mais lenta do que os métodos de usinagem tradicionais e normalmente é usada quando são necessárias alta precisão ou condições especiais do material.
4. Mandrilagem
O alargamento é um processo de acabamento utilizado após a furação para melhorar a precisão do furo e a qualidade da superfície. Um alargador remove uma pequena quantidade de material do furo perfurado para obter tolerâncias de diâmetro mais rigorosas e uma superfície interna mais lisa.
Como o alargador segue o furo existente, ele não altera significativamente a posição do furo, mas refina o tamanho e o acabamento finais. Furos alargados são comumente usados em aplicações que exigem alinhamento preciso, como furos para pinos guia, assentos de rolamentos e montagens mecânicas de precisão, onde o ajuste consistente e a precisão dimensional são importantes.
5. Perfuração de furos profundos
Necessário para furos com elevadas relações comprimento/diâmetro (normalmente L/D > 10). Os métodos de perfuração padrão tornam-se instáveis em maiores profundidades devido aos desafios de evacuação de cavacos e acúmulo de calor.
A seleção do método de usinagem depende do tipo de material, da tolerância exigida, da profundidade do furo, do diâmetro e do volume de produção. A estabilidade do processo, o fornecimento de fluido de corte e a rigidez da ferramenta devem ser considerados para manter uma qualidade consistente.
A perfuração de furos profundos envolve equipamentos especializados, sistemas de refrigeração de alta pressão e estratégias aprimoradas de evacuação de cavacos, que serão discutidas na próxima seção.
Perguntas Frequentes
Qual tipo tem furos?
Muitos componentes mecânicos contêm furos como características funcionais utilizadas para fixação, alinhamento ou passagem de fluidos. Exemplos incluem suportes, placas, carcaças de máquinas e estruturas metálicas. Em engenharia e usinagem, os furos podem ser perfurados, roscados, alargados ou escareados, dependendo da necessidade do projeto. Essas características permitem a passagem de parafusos, eixos, pinos guia ou tubos, ou a conexão de diferentes peças dentro de uma montagem.
Quais são as classificações padrão de furos em engenharia?
Em engenharia, os furos são geralmente classificados com base na geometria e na função. As categorias comuns incluem furos simples, furos passantes, furos cegos, furos roscados e furos de precisão, como furos alargados. Outros tipos incluem furos escalonados, como furos de rebaixo ou escareados, e características especiais, como furos profundos ou furos interrompidos. Essas classificações ajudam os engenheiros a selecionar o tipo de furo apropriado, dependendo dos requisitos de montagem e dos processos de fabricação.
Quais são os diferentes tipos de furos para parafusos?
Os furos para parafusos são projetados para acomodar parafusos usados em montagens mecânicas ou estruturais. Os tipos mais comuns incluem furos de folga, furos roscados, furos escareados e furos de rebaixo. Os furos de folga permitem que o parafuso passe livremente pela peça, enquanto os furos roscados fixam o parafuso diretamente. Os furos escareados criam espaço para que as cabeças dos parafusos fiquem abaixo da superfície, e os furos de rebaixo permitem que parafusos de cabeça chata fiquem nivelados com a superfície.
Como determinar o diâmetro e a tolerância do furo de folga?
O diâmetro de um furo de folga é normalmente determinado pelo tamanho do parafuso ou da porca utilizada na montagem. Os engenheiros geralmente seguem tabelas padrão, como as tabelas de furos de folga ISO ou ANSI. Os furos de folga podem ser classificados como de ajuste justo, ajuste normal ou ajuste folgado, dependendo dos requisitos de precisão da montagem. A seleção adequada da tolerância garante que o fixador possa passar facilmente, mantendo o alinhamento preciso entre as peças conectadas.
Quais são os diferentes tipos de furos de perfuração?
Furos de mandrilamento são furos que são alargados ou acabados utilizando uma ferramenta de mandrilamento após uma operação inicial de perfuração. Os tipos comuns incluem furos de mandrilamento de precisão, furos de mandrilamento escalonados e furos de alinhamento. O mandrilamento é utilizado quando se exige alta precisão dimensional, melhoria da circularidade ou melhor acabamento superficial. Este processo é amplamente aplicado em cilindros de motores, alojamentos de rolamentos e outros componentes mecânicos de precisão onde tolerâncias rigorosas devem ser mantidas.
Conclusão
Compreender os 16 tipos de furos em engenharia e usinagem fornece a base para um melhor projeto, precisão de fabricação e confiabilidade de montagem. Desde furos passantes simples até furos profundos de precisão, a geometria do furo, a tolerância, o método de usinagem e a estratégia de medição devem estar alinhados com os requisitos da aplicação.
At TiRapid Podemos fornecer orientação de fabricação e soluções de produção personalizadas de acordo com suas especificações. A seleção correta de furos e o controle de usinagem influenciam diretamente o desempenho, a relação custo-benefício e a integridade estrutural na fabricação CNC moderna.