آندایزینگ اسید کرومیک (CAA، نوع I) یک فرآیند کلاسیک عملیات سطحی آلیاژ آلومینیوم است که مقاومت در برابر خوردگی و عملکرد اتصال را بدون تغییر ابعاد قطعه به طور قابل توجهی بهبود میبخشد. این فرآیند به طور گسترده در هوافضا، دفاع و تولید دقیق کاربرد دارد و دوام طولانی مدت را برای قطعات حیاتی فراهم میکند. در این مقاله، اصول اولیه CAA، از جمله پیش تصفیه، جریان فرآیند، کنترل پارامترها، بازرسی کیفیت، ملاحظات مهندسی و اقدامات ایمنی را معرفی خواهم کرد تا به مهندسان و شرکتهای تولیدی کمک کنم تا به طور کامل بر این فناوری ضروری تسلط یابند.
آندایزینگ اسید کرومیک چیست؟
آندایزینگ اسید کرومیک یک فرآیند الکترولیتی است که یک لایه اکسید نازک به ضخامت 0.5 تا 2.5 میکرومتر روی آلیاژهای آلومینیوم تشکیل میدهد. اگرچه از آندایزینگ سولفوریک (5 تا 25 میکرومتر) یا آندایزینگ سخت (25 تا 100 میکرومتر) نازکتر است، اما در صورت آببندی صحیح، همچنان مقاومت در برابر خوردگی عالی را بدون تأثیر بر دقت ابعادی ارائه میدهد. این روش معمولاً در قطعات هوافضا مانند پوسته بال، ارابه فرود و اجزای ساخته شده از آلیاژهای آلومینیوم سری 2xxx (مثلاً 2024، استحکام بالا اما مقاومت در برابر خوردگی ضعیف) و سری 7xxx (مثلاً 7075، استحکام عالی اما حساس به خوردگی) استفاده میشود.
انواع Oآندایزینگ اسید کرومیک (CAA، نوع I)
آندایزینگ اسید کرومیک (CAA، نوع I) بر اساس ولتاژ، چگالی جریان و نیازهای کاربردی به چندین زیرگروه طبقهبندی میشود. اگرچه همه آنها تحت آندایزینگ نوع I قرار میگیرند، پارامترهای فرآیند و موارد استفاده آنها به طور قابل توجهی متفاوت است.
نوع اول: آندایزینگ اسید کرومیک استاندارد
پارامترهای فرآیندولتاژ کاری حدود ۴۰ ولت، چگالی جریان ۲۰ تا ۲۵ آمپر بر فوت مربع (≈۲.۱ تا ۲.۷ آمپر بر دسیمتر مربع) و دمای حمام کنترلشده روی ۳۵ تا ۴۰ درجه سانتیگراد.
ضخامت پوشش: معمولاً 0.5 تا 2.5 میکرومتر (20 تا 100 میکرواینچ).
ویژگی های کلیدی:
یک لایه اکسید نازک اما یکنواخت تولید میکند که تلورانسهای ابعادی دقیقی را حفظ میکند.
در صورت آببندی مناسب (آب گرم، استات نیکل یا دیکرومات)، مقاومت در برابر خوردگی ۵۰۰ تا ۱۰۰۰ ساعت در آزمایشهای اسپری نمک را فراهم میکند.
اپلیکیشنهاقطعات هوافضا مانند پوسته بال، قطعات ارابه فرود و سختافزار سیستم سوخت. به ویژه برای آلیاژهای با استحکام بالا و حساس به خستگی مانند 2024 و 7075 مناسب است.
نوع IB: آندایزینگ اسید کرومیک با ولتاژ پایین
پارامترهای فرآیندولتاژ به ۲۲ تا ۲۵ ولت کاهش یافته و چگالی جریان برای به حداقل رساندن تنش، کمتر شده است.
ضخامت پوششحدود ۰.۳ تا ۱.۰ میکرومتر.
ویژگی های کلیدی:
پوششهای نازکتر و انعطافپذیرتری ایجاد میکند که برای قطعات کوچک دقیق ایدهآل هستند.
بهبود عملکرد خستگی در آلیاژهای با استحکام بالا به میزان ۱۰ تا ۱۵ درصد نشان داده شد.
اپلیکیشنها: بستهای دقیق، اجزای دیواره نازک و قطعات کوچک که نیاز به اتصال چسبی دارند.
مقایسه Oاف کا Wi ام Oوجود دارد Aجایگزین Processes
| روند | ضخامت پوشش | مقاومت در برابر خوردگی | دقت ابعادی | عملکرد زیست محیطی | برنامه های رایج |
| CAA (نوع اول) | 0.5-2.5 میکرومتر | نرخ | زیاد | فقیر | هوافضا، دفاع |
| سولفوریک (نوع دوم) | 5-25 میکرومتر | خوب | در حد متوسط | بهتر | قطعات تزئینی |
| آندایزینگ سخت (نوع III) | 25-100 میکرومتر | نرخ | کم | در حد متوسط | قطعات مقاوم در برابر سایش |
| TSA | 2-5 میکرومتر | خوب | زیاد | نرخ | فرآیند جایگزین هوافضا |
| TFSAA | 1-3 میکرومتر | نرخ | زیاد | نرخ | صنعت هوافضای اروپا |
| BSA | 3-8 میکرومتر | خوب | در حد متوسط | نرخ | پیش آماده سازی اتصال چسبی |
پیش فرآوری Fیا آنودایزینگ اسید کرومیک
در آندایزینگ اسید کرومیک (CAA)، کیفیت پیشعملیات تا حد زیادی عملکرد لایه اکسید نهایی را تعیین میکند.اگر سطح قطعه حاوی روغن، پوسته اکسیدی باشد، یا اگر تماس با فیکسچر ضعیف باشد، به راحتی میتواند منجر به ... شود. خاکستری شدن موضعی، تاول زدن یا چسبندگی ناکافیبرای اطمینان از یک لایه آندی یکنواخت و متراکم، کل فرآیند پیش تصفیه باید با دقت کنترل شود.
وضعیت مواد ورودی Aالزامات زبری سطح
رسوب اکسید و نقصهاسطح باید عاری از پوسته اکسیدی سنگین یا آسیب مکانیکی باشد. روش استاندارد شامل اچینگ قلیایی + دودهزدایی/فعالسازی اسیدی برای حذف کامل آلودگیهای سطحی است.
زبری سطحبرای قطعات عمومی، زبری سطح باید در محدوده Ra 0.6 تا 0.8 میکرومتر کنترل شود تا چسبندگی کافی فیلم تضمین شود.
قطعات دقیقآلیاژهای آلومینیوم با استحکام بالای سری 2xxx/7xxx که در صنایع هوافضا کاربرد دارند، اغلب نیاز به پولیش شیمیایی یا پولیش الکتریکی، دستیابی به Ra ≤ 0.4 میکرومتر برای بهبود یکنواختی فیلم.
لوازم نصب کردنی Aو الزامات قفسه بندی
مادهفیکسچرها معمولاً از تیتانیوم یا آلومینیوم ساخته میشوند که مقاومت عالی در برابر خوردگی و رسانایی پایدار ارائه میدهند.
هدایتمقاومت کنتاکت باید ≤ 0.01 اهم باشد تا توزیع جریان یکنواخت تضمین شود و از گرم شدن بیش از حد موضعی جلوگیری شود.
طراحی رک پوینت:
باید از سطوح عملکردی بحرانی، نواحی آببندی و نواحی رسانا اجتناب شود.
علامتهای روی قفسه باید به کمتر یا مساوی ۱ میلیمتر محدود شوند و موقعیتیابی و قابلیت ردیابی کنترلشدهای داشته باشند.
تعمیر و نگهداری تجهیزاتتمیز کردن منظم لایههای اکسید فیکسچر برای حفظ مقاومت کم و عملکرد پایدار مورد نیاز است.
پوشش Aکنترل شناسایی و
مناطق پوششیرزوهها، سطوح جفتگیری دقیق و نواحی رسانا باید پوشانده شوند تا از تأثیر آندایزینگ بر مونتاژ یا رسانایی جلوگیری شود.
روش های رایج:
نوارهای مقاوم در برابر اسید با کنترل دقیق ±0.2 میلیمتر.
درپوشهای سیلیکونی یا عوامل پوشاننده مایع، مقاوم در برابر اسیدها/قلیاها، ایدهآل برای سوراخهای پیچیده و حفرههای داخلی.
شناساییقطعات باید در خارج از نواحی پوشیده شده با استفاده از جوهرهای مقاوم در برابر اسید یا حکاکی لیزری علامت گذاری شوند تا قابلیت ردیابی دستهای و کنترل فرآیند تضمین شود.
یک لایه آندایزینگ اسید کرومیک با کیفیت بالا به رویههای دقیق پیش تصفیه بستگی دارد. با کنترل ورودی ماده با در نظر گرفتن شرایط، زبری سطح، وسایل نصب و پوشش/علامتگذاری، تولیدکنندگان میتوانند میزان نقص را به میزان قابل توجهی کاهش داده و مقاومت در برابر خوردگی، یکنواختی پوشش و قابلیت اطمینان چسبندگی را بهبود بخشند.
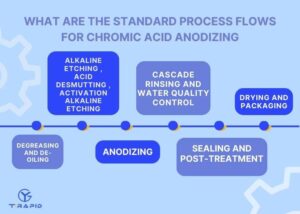
چی Are The Sاستاندارد Pروسی Fپایین For Cکرومیک Aآنودایزینگ سی دی
جریان فرآیند استاندارد آندایزینگ اسید کرومیک شامل چربیزدایی، اچینگ/دودزدایی قلیایی، آندایزینگ، کنترل الکترولیت، شستشو با آب خالص، آببندی، خشک کردن و بستهبندی است. با رعایت دقیق این پارامترها، لایه اکسید میتواند در آزمایشهای اسپری نمک به مقاومت در برابر خوردگی ۵۰۰ تا ۱۰۰۰ ساعت دست یابد و پایداری طولانیمدت قطعات را در کاربردهای هوافضا و نظامی تضمین کند.
رطوبت Aو روغن زدایی
قبل از آندایزینگ با اسید کرومیک، چربیزدایی و حذف روغن مهمترین مراحل اولیه هستند. اگر باقیمانده روغن از حد استاندارد فراتر رود، مستقیماً منجر به ایجاد حفرههای موضعی در فیلم، چسبندگی ناکافی و حتی پوسته شدن در مقیاس بزرگ خواهد شد.
تمیز کردن قلیایی (محلول NaOH)
روش:
غوطهوری در محلول پاککننده قلیایی (NaOH، 20-50 گرم در لیتر) در دمای 50-60 درجه سانتیگراد به مدت 2-5 دقیقه به طور موثری روغنها، گریس و پوسته اکسید سبک را از بین میبرد، در حالی که سطح را کمی اچ میکند تا چسبندگی را برای آندایزینگ بعدی بهبود بخشد.
امتیازات کنترل:
نظارت منظم بر غلظت NaOH و میزان آلودگی.
مناسب برای تولید دستهای و خطوط تمیزکاری مداوم.
تمیز کردن با حلال آلی
حلالهای رایج: تری کلرواتیلن، استون یا الکل.
کاربرد: ایدهآل برای قطعات دقیق یا قطعاتی با هندسههای پیچیده و آلودگی شدید روغن.
الزامات فرآیند:
خلوص حلال باید ≥٪ 99و برای جلوگیری از اشباع شدن، وان حمام باید مرتباً تعویض شود.
قطعات باید فوراً به فرآیند بعدی منتقل شوند تا از آلودگی مجدد جلوگیری شود.
مزایای: قادر به از بین بردن روان کننده های مخصوص و بقایای موم است که پاک کننده های قلیایی نمی توانند آنها را حل کنند.
تمیز کردن اولتراسونیک
روشتمیز کردن اولتراسونیک از اثر کاویتاسیون امواج صوتی در مایع استفاده میکند، که در آن میکروحبابها متلاشی شده و آلایندهها را از بین میبرند، که معمولاً با فرکانس ۲۵ تا ۴۰ کیلوهرتز، دمای ۴۰ تا ۵۰ درجه سانتیگراد و زمان تمیز کردن ۳ تا ۱۰ دقیقه انجام میشود.
کاربردتمیز کردن اولتراسونیک به ویژه برای قطعات هوافضا با سوراخهای ریز، سوراخهای کور یا حفرههای داخلی مؤثر است و تمیز کردن کامل و کاهش باقیمانده روغن تا ≤10 میلیگرم بر متر مربع را تضمین میکند و در نتیجه الزامات سختگیرانه هوافضا را برآورده میسازد.
تأیید کیفیت و هدف
آزمایش شکست آب برای تأیید تمیزی سطح استفاده میشود، که در آن یک قطعه تمیز، یک لایه آب پیوسته را بدون ایجاد دانههای ریز روی خود نگه میدارد و تضمین میکند که سطح کاملاً عاری از آلودگی بوده و آماده تشکیل یک لایه اکسید متراکم و یکنواخت در طول آندایزینگ بعدی است.
اچینگ قلیایی , دودهزدایی با اسید , فعال سازی
اچینگ قلیایی
در اچینگ قلیایی معمولاً از محلول NaOH با غلظت 20 تا 50 گرم در لیتر در دمای 50 تا 60 درجه سانتیگراد به مدت 1 تا 5 دقیقه استفاده میشود. هدف اصلی آن حذف لایه اکسید طبیعی و لایه تنش پسماند روی سطح آلومینیوم و ایجاد یک زیرلایه یکنواختتر است. سرعت اچینگ معمولاً 1 تا 3 گرم در متر مربع در دقیقه است که باید با دقت کنترل شود تا از اچینگ بیش از حد که ممکن است باعث انحراف ابعادی یا زبری سطح فراتر از مشخصات شود، جلوگیری شود. برای آلیاژهای آلومینیوم با استحکام بالا (مانند سری 2xxx و 7xxx)، زمان اچینگ نباید از 3 دقیقه بیشتر شود تا از ایجاد حفره یا حمله بیش از حد به سطح جلوگیری شود.
دودهزدایی با اسید
پس از اچینگ قلیایی، اغلب بقایایی مانند مس و سیلیسیم روی سطح باقی میمانند. این بقایا با استفاده از محلول اسید نیتریک (30-50 گرم در لیتر) همراه با فلورایدها (1-3 گرم در لیتر) حذف میشوند. فرآیند دودهزدایی معمولاً در عرض 30 تا 120 ثانیه کنترل میشود تا ناخالصیها به طور مؤثر حذف شوند و در عین حال از حمله بیش از حد به زیرلایه آلومینیومی جلوگیری شود. قرار گرفتن طولانی مدت در معرض این ماده ممکن است سرعت خوردگی را افزایش داده و منجر به زبری سطح بیش از Ra 2.0 میکرومتر شود و کیفیت لایه آندی بعدی را به خطر بیندازد. این مرحله به ویژه برای قطعات هوافضا بسیار مهم است، جایی که ناخالصیهای باقیمانده میتوانند یکنواختی پوشش و استحکام چسبندگی را به طور قابل توجهی کاهش دهند.
فعال سازی
پس از دودهزدایی، عملیات فعالسازی، معمولاً از طریق اچینگ اسیدی ملایم یا فعالسازی الکتروشیمیایی، برای افزایش انرژی سطحی زیرلایه آلومینیومی و افزایش هستهزایی لایه اکسید و استحکام اتصال، مورد نیاز است. روشهای معمول شامل فعالسازی با اسید ضعیف (مثلاً اسید سولفوریک 5-10 گرم در لیتر) به مدت 30-60 ثانیه است. فعالسازی میتواند انرژی آزاد سطح را تقریباً 15-25٪ افزایش دهد و در نتیجه استحکام اتصال را بهبود بخشد. آزمایشهای چسبندگی (مقاومت برشی یا پوستهای شدن) معمولاً پس از فعالسازی مناسب، بهبود 10-20٪ را نشان میدهند.
Anodizing
پایداری فرآیند آندایزینگ به کنترل دقیق غلظت الکترولیت، دما، چگالی جریان و ولتاژ بستگی دارد. با کار در شرایط 35-40 درجه سانتیگراد، 20-25 آمپر بر فوت مربع و 40 ولت (نوع I) یا 22 ولت (نوع IB) و نظارت دقیق بر رفتار جریان، میتوان به طور مداوم پوششهای آندایز شده با اسید کرومیک با ضخامت 0.3-2.5 میکرومتر، متراکم و یکنواخت تولید کرد. این امر هم مقاومت در برابر خوردگی و هم پایداری ابعادی را تضمین میکند که برای قطعات هوافضا و نظامی ضروری است.
الکترولیت
الکترولیت آندایزینگ معمولاً از اسید کرومیک با غلظت 30 تا 50 گرم در لیتر تشکیل شده است. این محدوده، یک لایه اکسید متراکم و یکنواخت ایجاد میکند و در عین حال، حمله بیش از حد به زیرلایه را به حداقل میرساند. محلول باید از نظر شیمیایی پایدار بماند و برای حفظ رسانایی، مرتباً شارژ شود. در عمل، pH بین 1.0 تا 1.5 کنترل میشود و آلودگی ناشی از فلزات محلول (مثلاً Al³⁺، Cu²⁺) نباید از 5 گرم در لیتر تجاوز کند، در غیر این صورت، برای حفظ مقاومت در برابر خوردگی، جایگزینی جزئی محلول یا فیلتراسیون لازم است.
درجه حرارت
دما یکی از مهمترین متغیرهای فرآیند است. محدوده توصیهشده ۳۵ تا ۴۰ درجه سانتیگراد است:
بالاتر از ۹۲۰ درجه سانتیگراداندازه منافذ افزایش مییابد، لایه نازک متخلخل میشود و مقاومت در برابر خوردگی میتواند ۱۵ تا ۲۰ درصد کاهش یابد.
زیر ۶۵۰ درجه سانتیگرادسرعت رشد کاهش مییابد، یکنواختی ضخامت کاهش مییابد و زمان چرخه ممکن است ۱۰ تا ۱۵ درصد افزایش یابد.
در تولید هوافضا، پایداری دما در محدوده ±1 درجه سانتیگراد معمولاً توسط حمامهای آب ترموستاتیک یا سیستمهای خنککننده حفظ میشود تا از ثبات دسته به دسته اطمینان حاصل شود.
تراکم فعلی
چگالی جریان معمولاً روی 20 تا 25 آمپر بر فوت مربع (≈2.1 تا 2.7 آمپر بر دسیمتر مربع) تنظیم میشود. این امر ساختار اکسیدی متراکم و مقاومت در برابر خوردگی قابل اعتمادی را تضمین میکند.
<2.0 آمپر بر دسیمتر مربعرشد ناکافی لایه نازک (کمتر از 0.3 میکرومتر).
> 3.0 آمپر بر دسیمتر مربع: ممکن است سوختگی موضعی یا ترکهای ریز ایجاد شود.
در صنعت، اغلب برای حفظ یکنواختی یونها، همزدن کنترلشده الکترولیت با پایش جریان ترکیب میشود.
ولتاژ
۴۰ ولت (نوع اول)آندایزینگ استاندارد اسید کرومیک، ضخامت لایه نازک 0.5 تا 2.5 میکرومتر، مورد استفاده برای اکثر قطعات هوافضا و دفاعی.
۲۲ ولت (نوع IB)آندایزینگ ولتاژ پایین، ضخامت لایه پوششی 0.3 تا 1.0 میکرومتر، ایدهآل برای قطعات دقیق و اجزای دیواره نازک که در آنها تغییرات ابعادی باید به حداقل برسد.
در کاربردهای با دقت بالا، دقت کنترل ولتاژ باید در محدوده ±0.5 ولت باشد.
کنترل فرایند
در طول آندایزینگ، منحنی جریان آندی باید روند نزولی ملایمی را نشان دهد:
منحنی پایدار: نشان دهنده اکسیداسیون مداوم و رشد یکنواخت فیلم است.
نوسانات یا افت شدید: نشان دهنده تماس الکتریکی ضعیف یا آلودگی الکترولیت است.
برای کاربردهای هوافضا، نظارت آنلاین جریان و ثبت خودکار دادهها به طور گسترده مورد استفاده قرار میگیرد، همراه با SPC (کنترل فرآیند آماری) برای اطمینان از ضخامت، یکنواختی و مقاومت در برابر خوردگی مطابق با الزامات MIL-A-8625 نوع I.
شستشوی آبشاری Aو کنترل کیفیت آب
با اعمال شستشوی آبشاری چند مرحلهای (≥۳ مرحله)، حفظ رسانایی آب شستشو ≤۵۰ میکروزیمنس بر سانتیمتر، و نظارت با بررسی pH و رسانایی، تولیدکنندگان میتوانند از عاری بودن کامل سطوح از آلایندهها اطمینان حاصل کنند. این مرحله برای تضمین یکپارچگی لایه اکسید، به حداکثر رساندن مقاومت در برابر خوردگی و اطمینان از قابلیت اطمینان طولانی مدت اجزای آنودایز شده ضروری است.
الزامات فرآیند
پس از آندایزینگ با اسید کرومیک، یونهای اسید یا فلز باقیمانده اغلب روی سطح قطعه باقی میمانند. اگر این باقیماندهها به طور کامل حذف نشوند، ممکن است باعث خوردگی ثانویه شوند یا عملکرد آببندی و اتصال بعدی را به خطر بیندازند. بنابراین، شستشوی آبشاری چند مرحلهای (حداقل سه مرحله) مورد نیاز است. هر مرحله به تدریج الکترولیت باقیمانده را رقیق میکند و آلودگی یونی سطح را به سطوح ایمن کاهش میدهد. مطالعات نشان میدهد که شستشوی سه مرحلهای، یونهای باقیمانده را در مقایسه با شستشوی تک مرحلهای، 70 تا 80 درصد بیشتر کاهش میدهد. در تولید هوافضا، شستشوی چند مرحلهای یک مرحله اجباری در ممیزیهای NADCAP است.
استانداردهای کیفیت آب
آب شستشو باید دیونیزه یا آب فوق خالص با رسانایی ≤50 μS/cm باشد. برای قطعات با دقت بالا یا نظامی، اغلب محدودیت سختگیرانهتری معادل ≤20 μS/cm اعمال میشود. اگر رسانایی از این آستانهها فراتر رود، یونهای باقیمانده مانند Cl⁻ یا SO₄²⁻ ممکن است به منافذ اکسید نفوذ کنند و منجر به ایجاد حفره یا لایه لایه شدن در طول سرویس شوند. سیستمهای صنعتی معمولاً از نظارت آنلاین رسانایی، همراه با چرخههای خودکار پر کردن و فیلتراسیون آب، برای حفظ عملکرد پایدار درازمدت استفاده میکنند.
روش های بازرسی
تست pHpH آب شستشو باید بین ۵.۵ تا ۷.۰ باشد. انحراف از این محدوده نشان دهنده آلودگی احتمالی اسیدی یا قلیایی است.
نظارت بر هدایتحسگرهای بلادرنگ کیفیت آب را ردیابی میکنند و وقتی رسانایی از مقادیر از پیش تعیینشده فراتر رود، آلارمها فعال میشوند.
آزمایش پارگی کیسه آبپس از شستشو، یک سطح تمیز باید یک لایه آب پیوسته و بدون لکه داشته باشد. وجود رگه یا لکه نشان دهنده تمیز کردن ناقص است.
داده های مورد نیاز
مقدار اسید باقیمانده روی سطوح قطعه باید ... ≤۱ میلیگرم بر دسیمتر مربع.
مخازن شستشوی آبشاری معمولاً پس از ۵۰۰ تا ۱۰۰۰ لیتر از توان عملیاتی فرآیند، نیاز به تعویض جزئی دارند تا از تجمع آلایندهها جلوگیری شود.
در قطعات هوافضا، شستشوی ناکافی میتواند مقاومت در برابر خوردگی را 30 تا 50 درصد کاهش دهد و خطر شکست اتصال یا آببندی را به طور قابل توجهی افزایش دهد.
ختم Aو پس از درمان
آب بندی آب گرماین فرآیند که به مدت 30 دقیقه در دمای 90 تا 100 درجه سانتیگراد انجام میشود، بوهمیت (اکسید آلومینیوم هیدراته) را در منافذ تشکیل میدهد، آنها را به طور مؤثر میبندد و مقاومت در برابر خوردگی را افزایش میدهد.
آب بندی نیکل استات: یک جایگزین سازگار با محیط زیست که به طور قابل توجهی کاهش میدهد کروم شش ظرفیتی انتشار گازهای گلخانهای در عین حفظ حفاظت کافی در برابر خوردگی.
آب بندی با اسید کرومیک: یک روش سنتی که به دلیل مقاومت در برابر خوردگی برتر شناخته شده است، اما استفاده از آن به دلیل مقررات زیست محیطی به طور فزایندهای محدود شده است.
موارد خاصبرای قطعاتی که برای اتصال چسبی در نظر گرفته شدهاند، معمولاً برای حفظ ساختار منافذ، آببندی حذف میشود. این امر به چسب اجازه میدهد تا بهتر نفوذ کند و مقاومت برشی را تقریباً 20 تا 30 درصد افزایش دهد.
خشك كردن Aو بسته بندی
با کنترل دقیق دمای خشک کردن (≤60 درجه سانتیگراد)، مدت زمان خشک کردن (30-60 دقیقه)، استفاده از مواد بستهبندی بدون کلرید و اجرای آببندی خلاء ضد الکتریسیته ساکن با مواد خشککننده، تولیدکنندگان میتوانند به طور مؤثر از ترک خوردگی فیلم و خوردگی تنشی جلوگیری کنند. این اقدامات تضمین میکند که قطعات آنودایز شده با اسید کرومیک، محافظت ≥12 ماه را در طول نگهداری و حمل و نقل حفظ میکنند.
شرایط خشک کردن
در مرحله پس از عملیات آندایزینگ اسید کرومیک، شرایط خشک کردن برای اطمینان از یکپارچگی پوشش و عملکرد طولانی مدت بسیار مهم است:
کنترل دمادمای هوای گرم باید در دمای کمتر یا مساوی ۶۰ درجه سانتیگراد حفظ شود. دمای بالاتر از ۶۵ درجه سانتیگراد ممکن است به دلیل تنش حرارتی باعث ایجاد ریزترکهایی در لایه اکسید شود و مقاومت در برابر خوردگی را ۱۰ تا ۱۵ درصد کاهش دهد.
مدت زمانزمان خشک شدن معمول بین 30 تا 60 دقیقه است که بر اساس هندسه قطعه و ضخامت اکسید تنظیم میشود.
یکنواختی جریان هواسرعت هوا باید ۱ تا ۲ متر بر ثانیه باشد تا خشک شدن یکنواخت در کل سطح تضمین شود و از ایجاد لکههای آب موضعی که ممکن است باعث خوردگی ثانویه شوند، جلوگیری شود.
نظارتدماسنجهای مادون قرمز یا حسگرهای تماسی توصیه میشوند و انحراف دمای سطح را در محدوده ±۲ درجه سانتیگراد نگه میدارند.
الزامات بسته بندی
برای کاربردهای هوافضا و دفاعی، بستهبندی نه تنها به عنوان محافظ ذخیرهسازی، بلکه به عنوان بخشی از سیستم پیشگیری از خوردگی نیز عمل میکند:
محدودیت های موادمواد بستهبندی باید عاری از کلرید باشند، زیرا یونهای کلرید میتوانند باعث ترک خوردگی ناشی از تنش (SCC) در آلیاژهای آلومینیوم با استحکام بالا مانند سریهای 2xxx و 7xxx شوند.
سطح حفاظتروش استاندارد شامل کیسههای ضد الکتریسیته ساکن با درزگیری خلاء است که از تخلیه الکتریسیته ساکن و ورود رطوبت جلوگیری میکند. برای قطعات حساس، مواد خشککننده (مانند ژل سیلیکا، غربالهای مولکولی) برای حفظ رطوبت در رطوبت نسبی کمتر یا مساوی ۳۰٪ اضافه میشوند.
طول عمربا آببندی وکیوم مناسب و محافظت در برابر رطوبت، قطعات میتوانند به ماندگاری بیش از ۱۲ ماه و در محیطهای کنترلشده (۲۰-۲۵ درجه سانتیگراد، رطوبت نسبی کمتر از ۵۰٪) تا ۱۸ ماه دست یابند.
تایید کیفیتبازرسی پس از بستهبندی ممکن است شامل آزمایش میزان کلرید (≤5 ppm) و بررسی یکپارچگی خلاء باشد که از مطابقت با استانداردهای هوافضا و نظامی اطمینان حاصل میکند.
پارامترهای کلیدی Aکنترل فرآیند و
با کنترل دقیق شیمی حمام (CrO₃ 30-50 گرم در لیتر), با ترکیب Al⁺ ≤5 g/L)، دما (35-40 درجه سانتیگراد)، چگالی جریان (2.1-2.7 A/dm²) و ولتاژ (22-40 ولت)، تولیدکنندگان میتوانند به طور مداوم به لایههای اکسیدی متناسب با کاربردهای مختلف دست یابند - که مقاومت در برابر خوردگی ≥500 ساعت یا بهبود ≥30 درصدی در استحکام اتصال چسب را تضمین میکند.

شیمی حمام Aو تعادل غلظت
ترکیب الکترولیت نقش تعیینکنندهای در عملکرد آندایزینگ اسید کرومیک (CAA) دارد:
غلظت اسید کرومیک: باید در سطح 30 تا 50 گرم در لیتر حفظ شود. کاهش به زیر 30 گرم در لیتر، چگالی اکسید را کاهش میدهد و مقاومت در برابر خوردگی را 20 تا 30 درصد پایین میآورد، و بیش از 50 گرم در لیتر، رسانایی را افزایش میدهد، مصرف انرژی را بالا میبرد و تخریب حمام را تسریع میکند.
محتوای یون آلومینیوم (Al³⁺): کنترل شده در غلظت ≤5 گرم در لیتر. یونهای آلومینیوم اضافی منجر به تغییر رنگ خاکستری، تخلخل بیشتر و کاهش 15 تا 25 درصدی عمر خوردگی میشوند.
فرکانس نظارتآنالیز شیمیایی جامع (تیتراسیون یا طیفسنجی) باید هفتگی انجام شود و به دنبال آن دوز اصلاحی یا تعویض حمام انجام شود.
دما، چگالی جریان، Aپنجره ولتاژ دوم
درجه حرارتدمای مطلوب: ۳۵ تا ۴۰ درجه سانتیگراد، با تلورانس ±۱ درجه سانتیگراد.
زیر ۳۴ درجه سانتیگراد: سرعت رشد حدود ۱۵٪ کاهش مییابد و باعث تشکیل ناقص اکسید میشود.
بالاتر از ۴۱ درجه سانتیگراد: لایههای نازک متخلخل و در برابر خوردگی مقاومتر میشوند و عملکرد را تا حدود ۲۰٪ کاهش میدهند.
تراکم فعلیجریان در محدوده ۲۰ تا ۲۵ آمپر بر فوت مربع (≈۲.۱ تا ۲.۷ آمپر بر دسیمتر مربع) حفظ شود.
خیلی کم (<2.0 A/dm²): پوشش اکسید ناقص، کاهش عمر خوردگی تا حدود 30٪.
خیلی زیاد (>3.0 A/dm²): اثر "پودری شدن" رخ میدهد و منجر به پوششهای شکننده و ضعیف میشود.
تنظیمات ولتاژ:
۴۰ ولت (استاندارد نوع I) → ضخامت لایه ۰.۵ تا ۲.۵ میکرومتر، مناسب برای قطعات هوافضای عمومی.
۲۲ ولت (نوع IB ولتاژ پایین) → ضخامت لایه ۰.۳ تا ۱.۰ میکرومتر، ایدهآل برای قطعات دقیق که در آنها تلرانسهای دقیق مورد نیاز است.
ضخامت فیلم Aو اهداف ساختار منافذ
کاربردهای اتصال چسبیضخامت لایه: 0.5 تا 1.0 میکرومتر، با تخلخل > 15٪، که امکان نفوذ رزین را فراهم میکند. آزمایشها نشان میدهد که مقاومت برشی در مقایسه با سطوح بدون درزگیر، 20 تا 30 درصد افزایش مییابد.
مقاومت در برابر خوردگیضخامت لایه نازک ۱.۵ تا ۲.۵ میکرومتر، تخلخل کمتر از ۱۰٪، توانایی تحمل بیش از ۵۰۰ ساعت آزمایش اسپری نمک بدون ایجاد حفره.
اندازهگیری تجهیزات Aکالیبراسیون و
یکسوکنندهها و آمپرمترهابرای حفظ دقت کنترل در محدوده ±۱٪، نیاز به کالیبراسیون شش ماهه است.
حسگرها (دما، pH، رسانایی)باید ماهانه کالیبره شود. انحراف >±2% میتواند منجر به خطاهای ضخامت ≥0.2 میکرومتر شود.
ثبت اطلاعاتاستفاده از SPC (کنترل فرآیند آماری) اکیداً توصیه میشود، که امکان نظارت بر دما، جریان و ولتاژ را در زمان واقعی فراهم میکند و قابلیت ردیابی کامل فرآیند را تضمین میکند.
بازرسی کیفیت Aو تأیید
در آندایزینگ اسید کرومیک (CAA، نوع I)، تأیید کیفیت به هر دو مورد نیاز دارد تست غیر مخرب (NDT) و آزمایش مخرب برای اطمینان از پایداری فرآیند و سازگاری بین دستهها. یک سیستم بازرسی ساختاریافته تضمین میکند که اجزا الزامات سختگیرانه هوافضا، دفاعی و تولید دقیق را برآورده میکنند.
پوشش سطح Aارزیابی نقص و عیب
الزامات استانداردسطوح باید ظاهری خاکستری یکنواخت با پوشش ≥ 98٪، عاری از لکه، منافذ، حباب یا تغییر رنگ داشته باشند.
روش بازرسیاز میکروسکوپ نوری (50-100×) استفاده کنید. عیوب بزرگتر از 0.2 میلیمتر قطر یا بیش از چگالی 1 عیب در سانتیمتر مربع، نامنطبق در نظر گرفته میشوند.
معیار فرآینددر تولید، نرخ عدم انطباق باید ثابت بماند. ≤1٪مقادیر بالاتر نیاز به بررسی شرایط پیش تصفیه یا حمام دارند.
اندازه گیری ضخامت پوشش
ضخامت لایه نازک یک پارامتر حیاتی است که برای اعتبارسنجی متقابل به روشهای اندازهگیری متعددی نیاز دارد:
روش جریان گردابیدقت ±0.05 میکرومتر، ایدهآل برای بازرسیهای سریع دستهای.
روش وزن سنجیاستاندارد آزمایشگاهی، دقت تا ±0.02 میکرومتر با وزن کردن قبل و بعد از لخت کردن.
میکروسکوپی مقطع عرضیاستفاده از تصویربرداری متالوگرافی یا SEM برای مشاهده مستقیم، بسیار دقیق اما مخرب.
محدودههای هدف:
اتصال چسب: 0.5-1.0 میکرومتر
حفاظت در برابر خوردگی: 1.5-2.5 میکرومتر
چسبندگی، استحکام اتصال، Aو مقاومت در برابر خوردگی
چسبندگی/استحکام اتصالمقاومت برشی لبه باید ≥ 20 مگاپاسکال باشد، که معمولاً 30 تا 40 درصد بیشتر از آلومینیوم فرآوری نشده است.
آزمایش اسپری نمک (ASTM B117): ≥ ۳۳۶ ساعت بدون ایجاد حفره، قطعات هوافضای پیشرفته ممکن است به ۵۰۰ تا ۱۰۰۰ ساعت برسند.
طیفسنجی امپدانس الکتروشیمیایی (EIS): حداقل امپدانس ≥ 10⁷ Ω·cm²، که نشان دهنده لایههای متراکم و مقاوم در برابر خوردگی است.
مقاومت الکتریکی Aو رسانایی
برای کاربردهای اتصال به زمین و شیلدینگ، رسانایی موضعی باید تأیید شود:
مقاومت زمین: ≤ ۲.۵ میلی اهم.
روش تست: پراب چهار نقطهای یا میکرو اهممتر، قابلیت اطمینان تماس را تضمین میکند.
ماده اول، آزمایشهای دورهای، Aو قابلیت ردیابی
بازرسی مقاله اول (FAI)آزمایش جامع ضخامت لایه، ظاهر، چسبندگی و مقاومت در برابر خوردگی برای تعیین خط مبنای بچ.
پنلهای تست دورهایحداقل هفتگی، کوپنهای تست استاندارد پردازش و اعتبارسنجی میشوند تا پایداری حمام تأیید شود.
قابلیت ردیابیتمام نتایج آزمایش باید مطابق با NADCAP یا ... به شمارههای دسته و پارامترهای فرآیند مرتبط باشند. ISO 9001 الزامات مدیریت کیفیت.
چی Are The Cاومون Dتأثیرات In The Cکرومیک Aآنودایزینگ سی دی Pروسی
شایعترین نقصها در CAA شامل موارد زیر است: تغییر رنگ، پودر شدن، پوشش غیر یکنواخت و چسبندگی ضعیف، هر کدام به شیمی محلول، چگالی جریان، پیش تصفیه و طراحی فیکسچربا نظارت دقیق بر حمام، کنترل چگالی جریان، اطمینان از نصب مناسب و اجرای بازفرآوری استاندارد، میتوان نرخ نقص را به ... کاهش داد. و در نتیجه تضمین میکند که پوششهای آنودایز شده، استانداردهای سختگیرانه هوافضا و دفاعی را رعایت میکنند.
بی رنگی
علتآلودگی حمام یا کهنه شدن الکترولیت، به ویژه هنگامی که غلظت یون آلومینیوم از 5 گرم در لیتر بیشتر شود یا ناخالصیهای آلی تجمع یابند.
کشفرنگسنجی نوری یا بازرسی بصری، سطوحی که سفید یا زرد میشوند نشان دهنده نیاز به تعویض الکترولیت است.
اقدامات مخالفبررسی هفتگی ترکیبات حمام. در صورت انحراف Al³⁺ ≥ 5 گرم در لیتر یا pH از مشخصات، اسید کرومیک را تعویض یا دوباره پر کنید.
پودر کردن
علتچگالی جریان بیش از حد (> 3 آمپر بر دسیمتر مربع) یا پوششهای بیش از حد ضخیم (> 3 میکرومتر) که باعث ایجاد لایههای اکسید متخلخل و شکننده میشوند.
ظاهرفیلم سطحی به راحتی مانند پودر هنگام مالش جدا میشود.
اقدامات مخالفضخامت لایه محافظ را برای نوع اول در محدوده 0.5 تا 2.5 میکرومتر حفظ کنید. منحنی جریان آندایزینگ را زیر نظر داشته باشید - نوسانات زیاد نشان دهنده تماس ضعیف یا آلودگی محلول است.
پوشش غیر یکنواخت
علتتماس الکتریکی ضعیف از قفسهها (مقاومت تماس > 0.05 Ω) یا هندسه پیچیده قطعه که منجر به توزیع جریان ناهموار میشود.
ظاهرنواحی نازک یا لخت موضعی.
اقدامات مخالفاز رکهای تیتانیومی یا آلومینیومی با مقاومت تماسی ≤ 0.01 اهم استفاده کنید. نقاط رک را خارج از مناطق بحرانی قرار دهید و برای جریان یکنواخت، محل قرارگیری را بهینه کنید.
چسبندگی ضعیف
علتپیش تصفیه ناقص، باقیمانده روغن > 10 میلیگرم بر متر مربع، یا دوده زدایی ناکافی.
کشفآزمایش برش لبهای یا لایهبرداری، مقادیر زیر 20 مگاپاسکال نشاندهندهی شکست است.
اقدامات مخالفبرای بازیابی تمیزی سطح، اچینگ قلیایی (NaOH 20-50 گرم در لیتر، 50-60 درجه سانتیگراد، 1-5 دقیقه) و دودهزدایی اسیدی (HNO₃ + فلوراید، 30-120 ثانیه) را تکرار کنید.
پروتکل بازفرآوری
مراحل:
برهنه کردن پرده هالایه معیوب را با استفاده از لایه بردار قلیایی (NaOH 50-100 گرم در لیتر، 50-60 درجه سانتیگراد) بردارید.
شستشوشستشوی آبشاری با آب خالص (رسانایی ≤ 50 میکروزیمنس بر سانتیمتر).
آندایز کردن مجددآندایزینگ را با پارامترهای استاندارد از سر بگیرید.
محدودیت هاقطعات نباید بیش از دو چرخه بازفرآوری شوند، زیرا عملیات مکرر باعث افزایش زبری سطح و کاهش استحکام خستگی میشود.
ملاحظات خط تولید Iآنودایزینگ اسید کرومیک
عملکرد خط تولید در آندایزینگ اسید کرومیک نه تنها به دقت فرآیند، بلکه به ... نیز بستگی دارد. راندمان جابجایی قفسه، بازسازی حمام، نگهداری پیشگیرانه و انطباق با محیط زیستبا اتخاذ نظارت دقیق بر حمام، بازسازی مؤثر و تصفیه قوی ضایعات، تولیدکنندگان میتوانند نرخ نقص را در سطوح پایینتری نگه دارند. 2%، دستیابی به کیفیت پوشش ثابت و بهبود کلی مقرون به صرفه بودن و پایداری.
هزینه Aو زمان تاکت
راندمان تغییر رکزمان مورد نیاز برای نصب قطعات و تماس الکتریکی ۱۵ تا ۲۵ درصد از کل چرخه را تشکیل میدهد. طراحی بهینه قفسه و نقاط تماس ایمن میتواند زمان تعویض قطعه را به ۲ تا ۳ دقیقه برای هر قطعه کاهش دهد و هزینه واحد را پایین بیاورد.
تأثیر تعویض حمامهزینههای واحد ممکن است بسته به جایگزینی الکترولیت، ۱۵ تا ۲۰ درصد نوسان داشته باشد. به عنوان مثال، جایگزینی یک حمام ۱۰۰۰ لیتری (شامل مواد شیمیایی و تصفیه) میتواند ۳۰۰۰ تا ۵۰۰۰ دلار هزینه داشته باشد که در تولید با حجم بالا قابل توجه میشود.
طول عمر حمام Aو بازسازی
چرخه جایگزینیبه طور سنتی، حمام اسید کرومیک هر ۳ تا ۶ ماه یکبار تعویض میشود تا تعادل شیمیایی و کیفیت پوشش حفظ شود.
استراتژی بازسازیبا ترکیب فیلتراسیون آنلاین و شارژ مجدد اسید کرومیک، عمر حمام میتواند به ۹ تا ۱۲ ماه افزایش یابد. دادهها نشان میدهند که اجرای بازسازی، میزان نقص را حدود ۳۰٪ و هزینههای واحد را ۱۰ تا ۱۵٪ کاهش میدهد.
تعمیر و نگهداری تجهیزات
چک های روزانهپمپها، خطوط لوله و یکسوکنندهها باید تحت نظارت باشند تا نوسانات جریان در محدوده ±۲٪ باقی بماند.
نظافت هفتگیفیلترها، صفحات آند و قفسهها باید هفتگی تمیز شوند تا از تجمع آلودگی جلوگیری شود و توزیع یکنواخت جریان تضمین گردد.
کالیبراسیون سالانهیکسوکنندهها، سیستمهای کنترل دما و حسگرها باید سالانه کالیبره شوند تا پایداری دما در محدوده ±۱ درجه سانتیگراد و انحراف چگالی جریان ≤ ۰.۰۵ آمپر بر دسیمتر مربع تضمین شود.
فاضلاب Aو تصفیه اگزوز
کاهش کروم شش ظرفیتیمایع پسماند باید تحت عملیات شیمیایی (مثلاً بیسولفیت سدیم یا نمکهای آهن) قرار گیرد تا کروم شش ظرفیتی (Cr⁶⁺) به کروم سه ظرفیتی (Cr⁺) تبدیل شود و پس از آن رسوبگذاری و فیلتراسیون انجام شود. مطابق با مقررات جهانی محیط زیست، میزان Cr⁶⁺ در پساب خروجی باید کمتر یا مساوی 0.1 میلیگرم در لیتر باشد.
تصفیه گاز اگزوزمه اسیدی باید با تهویه موضعی و برجهای اسکرابر با راندمان ≥ ۹۵٪ گرفته شود و خطرات مواجهه با آن برای اپراتور و جامعه کاهش یابد.
قبولتأسیسات باید الزامات RoHS، REACH و NADCAP را رعایت کنند و ممیزیهای شخص ثالث به طور منظم برای اطمینان از ایمنی زیستمحیطی و شغلی انجام شود.
استانداردهای صنعت Aو دستورالعملهای مرجع Fیا آنودایزینگ اسید کرومیک
آندایزینگ اسید کرومیک نه تنها یک فرآیند فنی است، بلکه یک چارچوب انطباق تنظیمشده نیز میباشد. پایبندی به MIL-PRF-8625 نوع اول, اعتبار NADCAP, الزامات SDS/SOPو مستندات بازرسی قابل ردیابی برای برآورده کردن نیازهای دقیق کیفیت و قابلیت اطمینان صنایع هوافضا، دفاعی و صنایع تولیدی با دقت بالا بسیار مهم است.
MIL-PRF-8625 نوع اول
مشخصات عملکرد نظامی به طور گسترده در هوافضا و دفاع پذیرفته شده است.
الزامات حیاتی مانند موارد زیر را تعریف میکند:
ضخامت پوشش: ۲۰۰–۵۰۰ میکرومتر.
مقاومت در برابر خوردگی: ≥ ۳۳۶ ساعت در آزمایشهای اسپری نمک بدون ایجاد حفره.
قدرت چسبندگی: مقاومت برشی ≥ 20 مگاپاسکال.
کنترل دقیق بر آمادهسازی سطح، شرایط آندایزینگ و روشهای آببندی را به همراه مستندات کامل برای ممیزیهای مشتری یا دولتی مشخص میکند.
NADCAP (سازمان ملی هوافضا) Aو برنامه اعتباربخشی پیمانکاران دفاعی)
یک سیستم اعتباربخشی جهانی که کل زنجیره تأمین هوافضا را پوشش میدهد.
الزامات عبارتند از:
کنترل فرایندشیمی حمام، دما و چگالی جریان باید به طور مداوم پایش شوند و سوابق حداقل به مدت ۳ سال نگهداری شوند.
تست و اعتبار سنجیبازرسی اولیه کالا، کوپنهای دورهای و تحلیل خرابی الزامی است.
انطباق با EHSتأسیسات باید یک طرح مدیریت کروم شش ظرفیتی، شامل اسکرابرها، سیستمهای کاهش فاضلاب و پایش دورهای انتشار گازهای گلخانهای، اجرا کنند.
SDS Aو دستورالعملهای کاری (برگههای اطلاعات ایمنی و SOP/WI)
هر ماده شیمیایی مورد استفاده (اسید کرومیک، اسید نیتریک، فلورایدها و غیره) باید دارای یک برگه اطلاعات ایمنی (SDS) مربوطه باشد که جزئیات طبقهبندی خطرات، اقدامات کمکهای اولیه، الزامات ذخیرهسازی و رویههای دفع را شرح دهد.
خطوط تولید باید از رویههای عملیاتی استاندارد (SOP/WI) که شامل استفاده از تجهیزات حفاظت فردی (PPE)، پارامترهای فرآیند و اقدامات اضطراری است، پیروی کنند.
اپراتورها ملزم به گذراندن آموزشهای سالانه EHS برای اطمینان از رعایت الزامات و آگاهی از ایمنی هستند.
سوابق بازرسی Aممیزیهای مشتری/OEM
تمام دادههای فرآیند و نتایج بازرسی باید کاملاً قابل ردیابی باشند، از جمله ضخامت پوشش، مقاومت در برابر خوردگی، چسبندگی و مقاومت الکتریکی.
ممیزیهای OEM و مشتری معمولاً ۱۲ ماه از سوابق دستهای را بررسی میکنند و از کامل بودن و انطباق اسناد اطمینان حاصل میکنند.
تولیدکنندگان اصلی تجهیزات (OEM) هوافضا مانند ایرباس و بوئینگ اغلب به شاخصهای قابلیت فرآیند اضافی (مثلاً Cpk ≥ 1.33) برای تعیین کمیت و تأیید قابلیت اطمینان فرآیند نیاز دارند.
چی Are The Aدرخواست Aدلایل Of Cکرومیک Aآنودایزینگ سی دی
آندایزینگ اسید کرومیک به طور گسترده در صنایع هوافضا، دفاعی، خودرو، الکترونیک و پزشکی کاربرد دارد. پوششهای نازک اما بادوام آن (0.5 تا 2.5 میکرومتر) مقاومت در برابر خوردگی، استحکام اتصال، پایداری ابعادی و زیست سازگاری را فراهم میکنند و آن را برای قطعات حساس آلومینیومی که نیاز به قابلیت اطمینان طولانی مدت و کنترل دقیق تلرانس دارند، ضروری میسازد.
| صنعت | قطعات/اجزای معمول | اهداف برنامه | یادداشت |
| هوافضا | پوسته بال، ارابه فرود، درب موتور، سازههای ماهوارهای | مقاومت در برابر خوردگی، پایه اتصال، دقت ابعادی | CAA بیشترین کاربرد را در هوافضا دارد، مطابق با استانداردهای MIL-PRF-8625 Type I و NADCAP، و ضخامت پوشش آن 0.5 تا 2.5 میکرومتر است. |
| دفاع | غلاف موشک، بخشهای موشکی، محفظههای الکترونیکی نظامی | مقاومت در برابر خوردگی، حفظ عمر خستگی | پوششهای نازک CAA عملکرد خستگی آلیاژهای آلومینیوم با استحکام بالا (سریهای 2xxx، 7xxx) را حفظ میکنند. |
| خودرو | فریمهای با عملکرد بالا، قطعات موتور، اجزای سازهای آلومینیومی | محافظت در برابر خوردگی، چسبندگی رنگ | کمتر از هوافضا رایج است، اما به طور فزایندهای برای قطعات سبک و حساس به خوردگی استفاده میشود. |
| الکترونیک | کانکتورهای الکتریکی، هیت سینکها، محفظههای محافظ | عایق، محافظت در برابر خوردگی | پوششهای نازک (0.5 تا 1.0 میکرومتر) اعمال میشوند، و نواحی رسانا از طریق تکنیکهای ماسکینگ حفظ میشوند. |
| تجهیزات پزشکی | محفظههای ابزار جراحی، قابهای تجهیزات تصویربرداری | مقاومت در برابر خوردگی، زیست سازگاری | پوششهای یکنواخت و پایدار، قابلیت اطمینان درازمدت را در محیطهای پزشکی تضمین میکنند. |
سوالات متداول
Is Cکرومیک Aانجین Aسر تکان دادن Bپس از Tهان Sسولفوریک Acid
طبق تجربه من، آنودایزینگ اسید کرومیک (CAA، نوع I) برای قطعات دقیق برتر است. لایه اکسید آن تنها 0.5 تا 2.5 میکرومتر است، در مقایسه با 5 تا 25 میکرومتر برای آنودایزینگ اسید سولفوریک (نوع II). با وجود پوشش نازکتر، CAA که به درستی آببندی شده باشد، مقاومت در برابر خوردگی برابر یا بهتری را به دست میآورد و در عین حال از تغییرات ابعادی جلوگیری میکند. این امر آن را به ویژه برای قطعات هوافضا که در آنها عمر خستگی و تلرانسهای دقیق بسیار مهم هستند، مؤثر میکند.
چگونه Tلعنتی Is Cکرومیک Aانجین Aسر تکان دادن؟
آندایزینگ اسید کرومیک معمولاً ضخامت پوششی بین 0.5 تا 2.5 میکرومتر ایجاد میکند که بسیار نازکتر از آندایزینگ سولفوریک یا سخت است. در کاربردهای هوافضا، من اغلب پوششهای نوع اول را در محدوده 1.0 تا 1.5 میکرومتر کنترل میکنم تا مقاومت در برابر خوردگی را با دقت ابعادی متعادل کنم. این لایه نازک برای مجموعههای با تلرانس پایین مانند ارابه فرود یا پوسته بال ایدهآل است و دوام و دقت را بدون تغییر در تطابقهای بحرانی تضمین میکند.
چی Is The Dاستنباط Bفاصله بین Hسرسخت Aسر تکان دادن And Cکرومیک Aانجین Aسر تکان دادن؟
آندایزینگ سخت (نوع III) پوششهایی با ضخامت ۲۵ تا ۱۰۰ میکرومتر ایجاد میکند که مقاومت سایشی عالی ارائه میدهد اما باعث تغییرات ابعادی میشود. در مقابل، آندایزینگ اسید کرومیک لایه بسیار نازکتری با ضخامت ۰.۵ تا ۲.۵ میکرومتر تشکیل میدهد که عمدتاً محافظت در برابر خوردگی و سطوح پیوند قوی را فراهم میکند. من از CAA برای قطعات دقیق هوافضا استفاده میکنم که در آنها مقاومت در برابر خستگی و کنترل ابعادی ضروری است، در حالی که آندایزینگ سخت برای کاربردهای با سایش بالا مانند سیلندرها، پیستونها یا اجزای کشویی استفاده میشود.
چی Mاتال ها Are Sقابل استفاده For Cکرومیک Aانجین Aسر تکان دادن؟
آندایزینگ اسید کرومیک برای آلومینیوم و آلیاژهای آن، به ویژه 2xxx (مبتنی بر مس با استحکام بالا، به عنوان مثال، 2024) و 7xxx (مبتنی بر روی با استحکام فوق العاده بالا، به عنوان مثال، 7075) مناسب ترین است. من اغلب از CAA در آلیاژهای هوافضا استفاده می کنم که در آنها عمر خستگی و مقاومت در برابر خوردگی هر دو بسیار مهم هستند. منیزیم و فولاد مناسب نیستند، در حالی که تیتانیوم ممکن است به روش های آندایزینگ جایگزین نیاز داشته باشد. CAA هم محافظت در برابر خوردگی و هم عملکرد اتصال را بدون به خطر انداختن یکپارچگی ساختاری اجزای آلومینیوم تضمین می کند.
آیا آندایزینگ با اسید کرومیک دائمی است؟
آنودایزینگ اسید کرومیک بسیار بادوام است اما کاملاً دائمی نیست. لایه اکسید میتواند در محیطهای اسیدی یا قلیایی تخریب شود و ممکن است به مرور زمان ساییده شود. با این حال، با آببندی مناسب، قطعات هوافضا را دیدهام که 10 تا 20 سال بدون خوردگی دوام میآورند. در حالی که پوشش آنودایز شده از آلومینیوم پایه "رشد میکند" و حذف مکانیکی آن دشوار است، میتواند توسط محلولهای اسیدی از بین برود یا در شرایط کاری شدید فرسایش یابد.
نتیجه
آندایزینگ اسید کرومیک یک فرآیند کلاسیک است که تعادل بین پایداری فرآیند، دقت ابعادی و مقاومت در برابر خوردگی را برقرار میکند. این روش همچنان یک روش تصفیه سطح حیاتی و غیرقابل جایگزین در هوافضا، نظامی و تولید دقیق است. با تشدید مقررات زیستمحیطی، فرآیندهای جایگزینی مانند TFSAA در حال ظهور هستند، اما CAA همچنان یکی از قابل اعتمادترین راهحلها در عمل مهندسی است. آیا در کار خود با چالش رعایت مقررات زیستمحیطی ضمن تضمین مقاومت در برابر خوردگی مواجه شدهاید؟ تجربیات و بینشهای خود را در یک پیام خصوصی به اشتراک بگذارید. بیایید روندهای آینده در تصفیه سطح آلیاژ آلومینیوم را بررسی کنیم.