阳极氧化铝的颜色兼具耐用性、耐腐蚀性和美观性。阳极氧化工艺能够强化金属,同时赋予其持久不褪色的色彩,适用于工程、消费品、电子产品和建筑等领域。本指南将解释阳极氧化的原理、所有可用的颜色以及如何为您的应用选择合适的表面处理。
什么是阳极氧化
阳极氧化是一种可控的电化学工艺,它将铝表面转化为更坚硬、更耐用的氧化层。本节将解释该反应的原理、其增强防腐蚀性能的原因,以及不同行业如何利用阳极氧化技术实现持久稳定的性能。
阳极氧化工艺通过将铝的外表面转化为致密的氧化铝(Al₂O₃)层来增强其性能。与覆盖在金属表面的涂层不同,这种氧化物结构是从金属内部生长出来的,从而确保了优异的附着力和长期的耐久性。
在此过程中,铝制部件浸入电解液(通常是硫酸)中,并作为阳极。当电流通过时,氧离子与铝原子结合,使天然氧化层增厚。处理后的表面耐腐蚀性可比未经处理的铝高出10倍。
阳极氧化铝有哪些优点
与原铝相比,阳极氧化铝具有更坚固、更耐用、更耐腐蚀的表面。通过在分子层面改变金属结构,该工艺显著提升了铝的性能、外观和使用寿命,使其成为严苛工程应用的理想之选。
增强耐腐蚀性
在阳极氧化过程中,氧分子与铝结合形成致密稳定的氧化层Al₂O₃。这层氧化层能够有效抵御潮气、盐分、酸和化学物质的侵蚀。在我的项目中,采用II型阳极氧化处理的零件通常能够经受300至1,000小时以上的盐雾试验,且性能无明显下降。
表面硬度和耐磨性显著提高
氧化层具有类似陶瓷的性质,硬度远高于基体铝。硬质阳极氧化(III型)表面硬度可达洛氏硬度60-70C,具有优异的抗刮擦、耐磨损和耐高摩擦性能。正因如此,许多航空航天和机器人部件都采用阳极氧化表面。
兼具美观灵活性和优异的色彩稳定性
由于染料在密封前渗入氧化物孔隙,阳极氧化处理后的颜色具有抗紫外线、抗褪色和色泽均匀的特点。透明阳极氧化保留了金属质感,而彩色阳极氧化则在不牺牲耐久性的前提下,呈现出鲜艳的色彩。
环保且安全
阳极氧化工艺不产生挥发性有机化合物(VOC),不使用重金属,并能形成可回收利用的无毒表面。它符合RoHS和REACH法规,是全球制造标准的理想选择。
长期性能卓越,维护成本极低
氧化层不会剥落、脱落或分层。清洁通常只需使用温和的肥皂水即可。这显著降低了建筑、汽车和工业部件的生命周期成本。
阳极氧化处理的类型
铝可以通过多种方式进行阳极氧化处理,每种方式都会产生不同的氧化层厚度、硬度、外观和性能。了解这些表面处理类型有助于工程师根据应用需求选择合适的耐久性、成本和美观性平衡点。
| 阳极氧化类型 | 氧化层厚度 | 进度解析 | 关键属性 | 典型应用 |
| I 型 – 铬酸阳极氧化 | 0.08–0.25 微米(非常薄) | 利用铬酸电解液形成一层薄而柔韧的氧化层 | • 最佳抗疲劳性能 • 良好的耐腐蚀性 • 优异的涂料附着力 | 航空航天零部件、精密零件、尺寸变化极小的组件 |
| II型——硫酸阳极氧化(标准) | 2.5–25微米 | 最常见的阳极氧化方法是使用硫酸;这种方法兼顾了性能和成本。 | • 良好的硬度 • 可以染成多种颜色 • 提高了耐磨性 | 消费电子产品、汽车装饰件、建筑铝材 |
| III型——硬质阳极氧化 | 25–150 微米(非常厚) | 利用低温高电压形成致密、高耐磨的氧化层 | • 表面硬度高于工具钢 • 极强的耐磨性 • 优异的耐腐蚀性能 | 航空航天、军事、工业机械、高磨损部件 |
| 亮光阳极氧化 | 与 II 型类似,但已预先抛光 | 结合电化学抛光和阳极氧化工艺,打造出反光、镜面般的表面。 | • 高反射率 • 装饰性饰面 • 光滑表面 | 照明反射器、汽车装饰件、消费品 |
| 透明阳极氧化 | 5–25微米 | II型阳极氧化,无需染色;保持金属的天然外观 | • 透明层 • 简洁的银色外观 • 防腐蚀和耐磨保护 | 电子元件外壳、建筑型材、通用铝件 |
| 彩色阳极氧化 | 5–25 微米(染色) | 在密封前向多孔氧化物层中添加染料。 | • 色彩鲜艳持久 • 抗紫外线 • 出色的美学设计 | 消费品、运动器材、品牌组件 |
着色方法
阳极氧化铝的着色涉及多种技术,这些技术决定了零件的最终外观、耐久性和颜色稳定性。每种方法在微观层面的作用机制各不相同,从而产生从微妙的金属色调到鲜艳持久的色彩的各种效果。
电解着色
电解着色是利用交流或直流电解液将金属离子沉积到阳极层的孔隙中。
• 钴、镍、锡或铜等金属盐决定了最终的颜色。
• 颜色具有极佳的抗紫外线性能,非常适合户外使用。
我在生产环境中处理过的示例:
钴盐 → 深黑色
锡盐 → 青铜变体
• 铁基盐 → 蓝灰色
这种方法广泛应用于建筑铝材,因为即使在大面积面板上也能保持颜色一致。
染料着色
染色工艺是将阳极氧化后的部件浸入有机染料浴中。
• 光谱范围广:红色、蓝色、紫色、绿色、橙色、粉色等。
• 颜色深度受染料浓度、温度和浸泡时间控制。
• 需要清洁、无残留物的表面才能均匀吸收。
染料着色是消费电子产品的首选,因为鲜艳的色彩和美观性至关重要。
整体着色(积分着色)
整体着色工艺在阳极氧化过程中使用特定的铝合金,使氧化层内自然形成颜色。
• 可产生金属色调:金铜色、香槟色、深铜色、黑色。
• 由于颜色是在氧化层内部形成的,而不是之后沉积的,因此非常耐用。
这种方法常用于高档建筑装饰和高端工业部件。
干涉着色
干涉着色技术通过改变阳极膜的厚度,利用光学干涉产生颜色。
• 可能会出现蓝灰色、金灰色以及特殊的虹彩“彩虹”效果等颜色。
• 非常适合需要独特金属色调的装饰品。
最终外观取决于对孔隙结构和薄膜厚度的精确控制——这通常用于高档五金产品。
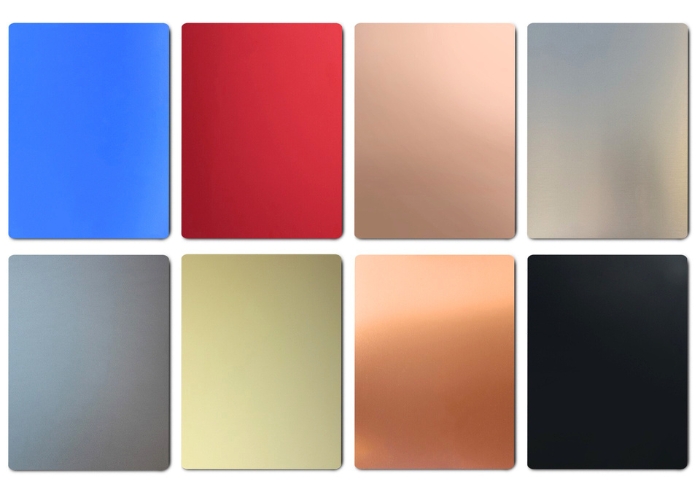
可选颜色 + 耐用性
阳极氧化铝提供丰富的颜色选择——从透明和黑色到大胆的定制色调——每种颜色都兼顾美观和持久耐用性。了解每种颜色的性能有助于您根据品牌形象、功能和环境暴露情况选择合适的表面处理。

透明/银色 阳极氧化
透明阳极氧化处理既保留了铝材天然的金属光泽,又赋予其优异的耐腐蚀性和耐磨性。根据我的经验,它在户外建筑应用中表现尤为出色,即使经过多年的风吹日晒,颜色变化也极小。
黑色阳极氧化
黑色阳极氧化是紫外线稳定性最高的表面处理工艺之一。由于染料被密封在氧化层深处,即使经过1,000小时以上的紫外线测试,也能保持良好的抗褪色性能。其不反光的表面使其广泛应用于电子产品、航空航天硬件和光学元件领域。
Blue 阳极氧化
蓝色阳极氧化处理可提供从柔和粉彩到深钴蓝的各种色调。其耐褪色性取决于染料类型和密封质量——在受控环境下,密封良好的蓝色涂层可保持颜色5-10年以上。
红色 阳极氧化
红色阳极氧化零件外观醒目,但由于红色染料对紫外线照射更为敏感,因此需要精确的工艺控制。在我的阳极氧化项目中,高性能密封显著提高了户外耐久性。
绿色 阳极氧化
绿色阳极氧化在建筑和医疗领域备受青睐。与鲜艳的红色阳极氧化相比,其无机染料体系在户外通常表现更佳。
金/铜 阳极氧化
金和青铜饰面采用金属盐电解着色,因此稳定性极高,适用于装饰和航空航天领域。其耐久性优于大多数有机染料。
自定义颜色
定制阳极氧化颜色可实现精准的品牌配色、渐变效果和特殊色调。耐久性取决于染料化学成分、氧化层厚度和密封工艺。
为什么耐用性会有所不同
耐久性受以下因素影响:
- 氧化层厚度(II 型为 10–25 µm,III 型为 25–75 µm)
- 染料化学(有机染料与无机染料)
- 紫外线照射和密封质量
- 铝合金类型(例如,6061 的颜色比 7075 更均匀)
一般来说,密封良好的阳极氧化颜色可以保持外观 10-20 年以上,具体取决于环境。
阳极氧化工艺步骤
铝阳极氧化需要严格的工艺控制,才能获得耐用、均匀且美观的氧化层。从表面处理到密封,每一步都会影响颜色质量、涂层硬度和长期耐腐蚀性。以下是完整的工艺流程。
表面处理
铝材需彻底脱脂,去除油污和污染物。根据我的阳极氧化经验,表面处理对最终涂层均匀性的影响超过 60%。残留的水分或污垢会导致条纹、凹坑或白点。
蚀刻/除污
将零件浸入碱性蚀刻液中,以去除天然氧化物并消除微小缺陷。然后使用除垢槽去除合金残留物,形成清洁且活性良好的表面。此步骤可确保阳极氧化过程中孔隙均匀形成。
阳极氧化(电化学氧化物生长)
工件置于硫酸浴中,作为阳极。通电后,氧离子与铝原子结合形成多孔氧化层。电压、电流密度和浴温等参数直接控制涂层厚度(II型通常为5–25 µm,III型为25–150 µm)。
着色(可选)
三种常见的着色方法包括:
- 电解着色:沉积金属盐,形成青铜色、黑色和其他金属色调。
- 染色:可吸收有机染料,呈现红色、蓝色、绿色、紫色等鲜艳色彩。
- 干涉/整体着色:通过孔隙工程创造结构色——是稳定建筑色调的理想选择。
封合
通过在约93°C下进行水热密封,将Al₂O₃转化为勃姆石,从而封闭孔隙。适当的密封可显著提高耐腐蚀性;密封涂层的户外使用寿命可延长3-5倍。
颜色匹配因素
要获得一致的阳极氧化铝颜色,并非仅仅选择一种染料那么简单。由于阳极氧化会形成一层半透明的氧化层,它过滤而非反射光线,因此多种材料和工艺因素都会影响最终颜色。了解这些变量对于确保批次间的一致性至关重要。

铝级
由于镁、铜和硅含量不同,不同铝合金对光的吸收和反射也不同。例如,即使在完全相同的条件下,6061 和 6063 铝合金的颜色也很少完全一致。为了避免色差,同一批次的铝合金应始终采用相同牌号进行阳极氧化处理。
表面处理
阳极氧化前,抛光、拉丝、喷砂或机加工表面对光线的反射各不相同。哑光表面呈现更深邃的色调,而抛光表面则显得更亮。为确保颜色一致性,样品和生产零件的表面处理工艺应始终保持一致。
染料化学与封固方法
染料浓度、温度和浸泡时间直接影响颜色强度。密封条件不一致(例如,水质纯度或温度不同)会导致褪色或色斑。优质染料和标准化的密封工艺有助于提高长期稳定性。
电解质成分
电解液纯度、酸浓度和电流都会影响孔径和膜厚度。即使是微小的偏差也会改变最终的色调。严格的工艺控制可以最大限度地减少偏差。
处理时间
染色或阳极氧化时间越长,颜色越深。为了确保颜色精准匹配,各部件的处理时间必须保持一致。
晶体结构与视角
木纹结构的差异会导致“颜色翻转”,即从不同角度观察时,木材的颜色看起来会发生变化。在装饰或建筑应用中,尤其需要考虑这一点。
阳极氧化铝在各行业有哪些应用
阳极氧化铝因其耐用性、美观性和卓越的耐腐蚀性而备受各行各业的青睐。从航空航天结构到消费品,它都能提供持久的性能和定制的颜色选择,从而提升功能性和设计感。
航空航天工业
阳极氧化处理可提供轻质高强和极端环境耐久性。
- 典型应用:飞机蒙皮、内饰板、结构支架。
- 我的经验:在客户的无人机项目中,从喷漆改为 II 型阳极氧化处理,使零件磨损问题减少了 40%。
汽车行业
用于既需要美观又需要耐热性的部件。
- 常见用途:发动机罩、装饰件、悬架部件、受热外壳。
- 硬质阳极氧化层可承受 200°C 以上的高温和剧烈摩擦。
电子和消费设备
彩色阳极氧化处理能够提升品牌形象和高端外观。
- 用途:手机边框、笔记本电脑外壳、扬声器格栅、智能手表边框。
- 优点:耐刮擦+抗紫外线;颜色不会像油漆一样剥落。
建筑与施工
建筑师们信赖阳极氧化铝的耐候性和长使用寿命。
- 应用范围:幕墙、窗框、外立面面板、标识标牌。
- 透明阳极氧化处理可在户外保持金属外观≥20年。
医疗器械及实验室设备
阳极氧化表面具有生物相容性、无反应性、易于消毒。
- 用途:外科手术工具、牙科设备、医疗外壳。
- 在我的机械加工项目中,II 型阳极氧化处理减少了 30% 的清洁时间。
工业及机械部件
硬质阳极氧化处理可为运动部件或承载部件提供高耐磨性。
- 典型部件:齿轮、活塞、气动元件、机械臂部件。
- III 型涂层的耐磨性比未经处理的铝高 5-10 倍。
体育用品和户外装备
美观且耐腐蚀,使阳极氧化成为户外环境的理想选择。
- 应用领域:自行车零件、攀岩工具、露营装备、枪械配件。
- 如果密封得当,颜色在紫外线照射下可保持稳定数年。
常见问题
阳极氧化颜色能保持多久?
高质量的阳极氧化涂层在户外环境下通常可保持10-20年,在室内环境下可保持20-40年。根据我的经验,密封良好的II型涂层可以承受2,000-3,000小时的盐雾试验而不会出现明显的褪色。颜色的持久性取决于紫外线照射量、染料质量、密封方法和阳极氧化层厚度。
什么会损坏阳极氧化铝?
阳极氧化铝主要易受强碱性清洁剂、腐蚀性酸、含氯化学品和研磨工具的损害。我曾见过阳极氧化铝在 pH 值高于 10 的环境中,或用钢丝绒擦洗(钢丝绒会刮伤氧化层)后出现表面损伤的情况。密封不当也会加速褪色、腐蚀和表面粉化。
第三类阳极氧化颜色有哪些?
由于III型硬质阳极氧化层致密,通常会形成天然的深灰色至黑色色调。虽然可以添加着色剂,但我发现大多数硬质阳极氧化零件的颜色都保持在深灰色、青铜色、炭黑色或黑色,因为其较厚的涂层(25–75 μm)对染料的吸收不如II型阳极氧化均匀。
如何将铝阳极氧化成不同的颜色?
彩色阳极氧化工艺包括四个受控步骤:形成氧化层、染料吸收、可选的电解着色和密封。我使用 12–18°C 的硫酸浴来调节孔径,然后涂覆有机染料或金属盐。着色后,在 96–100°C 的温度下进行密封,以固定颜料,确保其具有优异的抗紫外线和耐磨性能。
7075铝合金阳极氧化处理是什么颜色?
由于锌含量高,7075铝合金阳极氧化后通常呈现金灰色或浅青铜色。我的测试表明,II型阳极氧化处理的颜色略有不均匀,而III型阳极氧化处理则倾向于变深,呈炭灰色。虽然染色是可行的,但要在7075铝合金上获得完全均匀的亮丽色彩比在6061铝合金上更具挑战性。
结语
阳极氧化铝兼具轻量化、高强度、增强的耐用性、防腐蚀性和持久的色彩表现力。通过形成可控的氧化铝层,阳极氧化工艺提高了耐磨性,并呈现出丰富稳定、不易褪色的色彩。选择合适的阳极氧化类型、着色方法和密封工艺,能够显著提升产品的使用寿命、品牌形象和美观度,使阳极氧化成为功能性和设计性应用领域的理想表面处理解决方案。