
Дрібносерійна обробка на верстатах з ЧПК – це практичне виробниче рішення для проектів, що потребують прецизійних деталей без прямого переходу до масового виробництва. Вона поєднує швидкий оборот, гнучкий контроль кількості та надійну якість обробки, що робить її чудовою придатною для створення прототипів, пілотних серій, запасних частин та виробництва на замовлення.
У цьому посібнику ви дізнаєтеся про ключові процеси, варіанти матеріалів, фактори вартості, конструктивні аспекти, точки контролю якості та поради щодо вибору постачальників, пов'язані з дрібносерійною обробкою на верстатах з ЧПК. Розуміння цих аспектів може допомогти вам ефективніше планувати дрібносерійне виробництво та приймати кращі виробничі рішення.
Що Is Sторговий центр BЧПУ з ЧПУ Mболить?
Дрібносерійна обробка на верстатах з ЧПК поєднує прототипування та масове виробництво. Вона забезпечує виробництво точних деталей у невеликих кількостях без дорогого оснащення чи надлишкових запасів. Ідеально підходить для перевірки конструкції, пілотних серій, запасних частин та налаштування, спираючись на цифрове програмування та передові верстати для забезпечення якості та швидкого реагування.

У більшості випадків діапазон виробництва дрібносерійної обробки на верстатах з ЧПК становить від 10 до 1000 одиниць, хоча для деяких проектів може знадобитися лише кілька зразків для розробки, тоді як інші можуть сягати понад 2000 одиниць залежно від складності деталі та виробничих цілей. Порівняно з великосерійним виробництвом, дрібносерійна обробка Обробка з ЧПУ зосереджується більше на перевірці дизайну, контрольованому виробництві та здатності швидко коригуватися, коли вимоги змінюються.
Цей метод широко використовується в розробці продуктів та на ранніх стадіях виробництва. Під час перевірки результатів досліджень та розробок компанії можуть обробити лише 20-30 деталей, щоб перевірити структуру, посадку або реальні характеристики, перш ніж вносити подальші зміни. У пілотному виробництві виробники часто використовують кілька сотень деталей, оброблених на верстатах з ЧПК, для перевірки складання перед інвестуванням в оснащення. Це також поширено в постачанні запасних частин, де невеликі обсяги запасних частин повинні вироблятися на замовлення, а також у проектах з налаштування, де кожна партія може вимагати невеликих оновлень конструкції або змін, специфічних для клієнта.
Особливо цінною дрібносерійну обробку на верстатах з ЧПК робить баланс між точністю та гнучкістю. Вона дозволяє підприємствам переходити від концепції до фізичних деталей з меншим ризиком, зберігаючи при цьому точність розмірів та характеристики матеріалів, необхідні для змістовного тестування або обмеженого виробничого використання.
Як To Старт A Sторговий центр BЧПУ з ЧПУ Mниючий Pпроєкт?
Аналіз котирування та DFM
Зазвичай я починаю з обговорення з клієнтом креслень САПР, матеріалів та вимог до точності. Звіт DFM (Проектування для технологічності) допомагає заздалегідь виявити проблеми, такі як тонкі стінки, схильні до деформації, отвори малого розміру або важкодоступні траєкторії інструменту. Дані показують, що DFM може скоротити кількість повторних робіт з проектування приблизно на 30%.
Планування процесу
Під час планування процесів я враховую характеристики деталей (матеріал, допуск, кількість), щоб вибрати відповідні верстати та інструменти. Наприклад, алюмінієві деталі найкраще обробляти за допомогою високошвидкісного фрезерування, тоді як титан часто потребує електроерозійної обробки дротом у поєднанні з багатоосьовою обробкою. Правильне планування може скоротити час обробки на 20–40%.
Програмування
Програмне забезпечення CAM використовується для створення траєкторій інструментів та запуску симуляцій. Завдяки оптимізації траєкторій інструментів (наприклад, за допомогою стратегій високоефективного фрезерування) покращується якість поверхні та подовжується термін служби інструменту. В одному з проектів, яким я керував, проста оптимізація траєкторій інструментів заощадила 15% робочих годин.
Пробні розкрої та перевірка зразків
Для критично важливих деталей я проводжу пробні розрізи (1–2 шматки), щоб перевірити розміри та стабільність затискання. Цей крок є вирішальним для запобігання масовому браку. Наприклад, під час обробки медичних імплантатів ми виявили, що еластичність матеріалу впливає на подачу інструменту, а коригування під час пробних робіт забезпечили стабільність партії пізніше.
Перевірка та контроль якості
Стандартними є вимірювання в процесі виробництва та перевірка за допомогою КВМ (координатної вимірювальної машини). Кожна партія проходить перевірку розмірів, надаючи сертифікати матеріалів та звіти про перевірку. Це не лише відповідає стандартам ISO, але й зміцнює довіру клієнтів.
Доставка та відгуки
Останнім кроком є постачання деталі разом зі збором відгуків. Зміни в конструкції клієнтів часто призводять до наступного раунду оптимізації, що підкреслює гнучкість та додаткову цінність дрібносерійної обробки на верстатах з ЧПК.
Що Are The Cоммон Sторговий центр BЧПУ з ЧПУ Mниючий Pпроцеси?
У дрібносерійній обробці на верстатах з ЧПК кожен процес відіграє унікальну роль: токарська обробка циліндричних деталей, фрезерування складних поверхонь, свердління та розточування для отримання прецизійних отворів, електроерозійна обробка твердих металів, шліфування для обробки поверхні та багатоосьова обробка з кріпленням для підвищення ефективності. Вибір правильного процесу забезпечує баланс між вартістю, точністю та часом виконання.
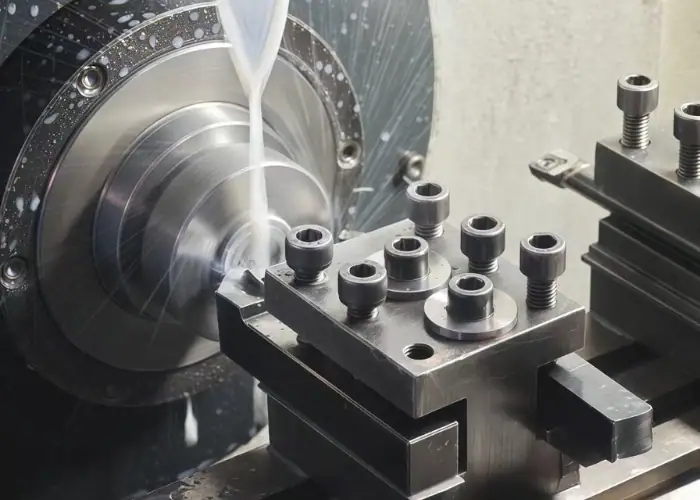
Токарний верстат з ЧПК (з токарно-фрезерним верстатом)
Токарна обробка обертових заготовок за допомогою різальних інструментів ідеально підходить для валів та циліндричних деталей. Токарно-фрезерна обробка поєднує кілька операцій в одному установці, зменшуючи помилки. Для клієнта з робототехніки я обробив вали діаметром 30 мм, скоротивши час циклу токарно-фрезерної обробки приблизно на 25%.
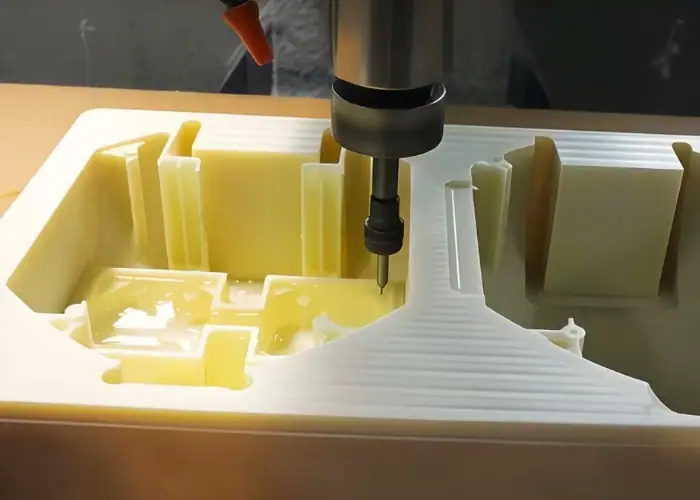
Фрезерування з ЧПК (3/4/5 осей)
Фрезерування видаляє матеріал за допомогою роторних інструментів, 3-осьове фрезерування підходить для плоских поверхонь та пазів, тоді як 4/5-осьове фрезерування обробляє складні криві та порожнини. У проекті медичного імплантату 5-осьове фрезерування забезпечило допуск ±0.01 мм при зменшенні налаштувань на 40%.
Свердління, нарізання різьби та розточування
Свердління та нарізання різьби створюють різьбові отвори, а розточування/розгортання підвищує точність отворів та їхню чистоту. У проекті з виготовлення автомобільної деталі з більш ніж 100 отворами M6 ми перейшли на розточування та нарізання різьби, що підвищило прохідність до 98%.
EDM (прохідницьке та дротове різання)
Електроерозійна обробка чудово справляється з твердими металами та складними порожнинами. Для сталі з твердістю HRC 60 дротовий електроерозійний метод досяг точності ±0.005 мм. Одного разу я обробляв форму для роз'єму, де тільки електроерозійний метод міг формувати гострі внутрішні кути.
Плоске, зовнішнє та безцентрове шліфування
Шліфування підвищує точність розмірів та шорсткість поверхні. Поверхневе шліфування досягає Ra 0.4 мкм, зовнішній діаметр підходить для валів, а безцентрове шліфування забезпечує ефективне партійне виробництво. Для клієнта з медичної галузі ми шліфували нержавіючі штифти до консистенції ±0.003 мм.
Багатоосьова та паралельна обробка на фіксованих верстатах
Багатоосьові верстати з кріпильними пристроями дозволяють одночасну обробку деталей, збільшуючи продуктивність. У новому енергетичному проекті 4-станційне кріплення для алюмінієвих корпусів збільшило продуктивність партій на 60%.
При дрібносерійній обробці на верстатах з ЧПК вибір матеріалів та обробки впливає на вартість, продуктивність та зовнішній вигляд. Використовуються метали, пластики та різні способи обробки поверхні. Правильний вибір забезпечує довговічність, точність та естетику за нижчою ціною.
Матеріали Sпридатний For Sторговий центр BЧПУ з ЧПУ Mниючий
| Категорія | Матеріальна | Характеристики обробки |
| Метали | алюміній | Легкий, чудово оброблюється, має гарну теплопровідність, схильний до деформації, вимагає правильного кріплення та траєкторії інструменту. |
| Сталь / нержавіюча сталь | Нержавіючі сталі мають високу міцність та зносостійкість, тому вони гартуються під час різання, що вимагає жорсткого оснащення та менших подач. | |
| Мідні сплави | Легко ріжеться, має відмінну електро/теплопровідність, м'який та клейкий, схильний до заїдання інструменту, потребує гострих інструментів та охолоджувальної рідини. | |
| Титанові сплави | Високе співвідношення міцності до ваги, стійкий до корозії, важко ріжеться, спричиняє швидкий знос інструменту, потребує низької швидкості та багатоосьових стратегій. | |
| Нікелеві сплави | Міцний за високих температур, стійкий до корозії, має значне зміцнення, короткий термін служби інструменту, часто вимагає електроерозійної обробки або жорсткого оснащення. | |
| Пластмаси | ABS | Відмінна оброблюваність, гладка поверхня, низька термостійкість, ризик плавлення при тривалому різанні. |
| ПК (полікарбонат) | Висока міцність, добра в'язкість, прозорий, вимагає гострих інструментів, щоб уникнути розривів поверхні. | |
| ПОМ (ацеталь/делрин) | Низьке тертя, плавне різання, високе теплове розширення, потребує охолодження та контролю допусків. | |
| PEEK | Міцний, стійкий до нагрівання та хімічних речовин, важче ріжеться, вимагає високоякісного оснащення та стабільного охолодження. |
поверхню Tпереохолодження For Sторговий центр BЧПУ з ЧПУ Mниючий
АнодуванняПідвищує стійкість до корозії та естетичний вигляд алюмінію, доступний у різних кольорах, широко використовується для аерокосмічної та електронної промисловості.
ПіскоструминнаВикористовує абразиви високого тиску для створення рівномірного матового покриття, покращуючи як зчеплення, так і візуальну привабливість.
поліруванняДосягає дзеркальної поверхні за допомогою механічних або хімічних методів, ідеально підходить для деталей, що потребують преміального зовнішнього вигляду.
ОбшивкаДодає металеве покриття для покращення зносостійкості, захисту від корозії або електропровідності.
покриттяВключає порошкове або рідке фарбування, що покращує зовнішній вигляд та стійкість до атмосферних впливів.
Чорний оксидСтворює темний оксидний шар на сталі, запобігаючи іржі та зменшуючи відблиски, що поширені в механічних компонентах.
Термічна обробкаВключає гартування, відпуск або загартування для підвищення твердості, міцності та довговічності.
Які переваги та обмеження дрібносерійної обробки на верстатах з ЧПК?
Дрібносерійна обробка на верстатах з ЧПК поєднує гнучкість і точність, що робить її ідеальною для перевірки досліджень і розробок, пілотних серій та налаштування. Вона прискорює час виходу на ринок і знижує ризики, пов'язані зі складськими запасами, але пов'язана з вищими витратами на одиницю продукції та обмеженою економією від масштабу. Розуміння цих переваг і недоліків допомагає підприємствам планувати ефективніше.
Переваги
Швидший час виходу на ринок
Для обробки невеликих партій на верстатах з ЧПК не потрібна розробка прес-форми, тому виробництво може розпочатися безпосередньо з даних САПР. Це часто скорочує час виконання приблизно на 30-50% порівняно з процесами на основі прес-форм. Для проектів, які потребують швидкої валідації або термінової поставки, така швидкість може значно підвищити ефективність розробки.
Гнучка ітерація дизайну
Зміни в конструкції легше керувати, оскільки процес переважно залежить від програмування та налаштування, а не від нових інструментів. Якщо потрібно коригувати розміри, елементи отворів або структурні деталі, оновлені файли CAD зазвичай можна обробляти набагато швидше, ніж у традиційних методах масового виробництва. Це особливо цінно в медичних, електронних та інших проектах з розробки продуктів.
Висока точність та хороша узгодженість
Обробка на верстатах з ЧПК може досягати жорстких допусків, часто близько ±0.01 мм, залежно від геометрії деталі, матеріалу та умов процесу. Це робить її придатною для деталей, які потребують точності розмірів, стабільної посадки та повторюваної якості в обмеженій виробничій партії.
Нижчий ризик інвентаризації
Оскільки деталі можна виробляти на вимогу, компаніям не потрібно завчасно створювати великі обсяги запасів. Це допомагає зменшити перевиробництво, знизити витрати на зберігання та полегшити тиск на грошові потоки, особливо для нових продуктів або проектів з невизначеним попитом.
Недоліки
Більш висока вартість одиниці
Без амортизації форми вартість кожної деталі, обробленої на верстаті з ЧПК, залишається відносно високою. Для тієї ж геометрії ціна за одиницю може бути приблизно на 20–40 % вищою, ніж для лиття під тиском, коли обсяг виробництва стає достатньо великим. Це робить дрібносерійне виробництво на верстаті з ЧПК більш придатним для менших партій, ніж для масового виробництва з економічною залежністю.
Більш складне управління перехідами
Часте перемикання між номерами деталей, матеріалами або налаштуваннями може збільшити час програмування, підготовку пристосувань та зусилля з планування виробництва. Зі збільшенням різноманітності партій управління виробничим цехом також стає більш вимогливим.
Обмежена економічна ефективність при великих обсягах
Дрібносерійна обробка на верстатах з ЧПК зазвичай є найекономічнішою для малих та середніх партій, таких як прототипи, пілотні партії або обсяги виробництва від десятків до тисяч. Після значного збільшення обсягів такі процеси, як лиття під тиском або лиття, часто стають більш економічно ефективними.
Простої та тиск на планування
Часте перемикання партій може призвести до простою обладнання, якщо планування не організовано належним чином. У середовищі змішаного виробництва погане планування може знизити використання обладнання та збільшити терміни доставки.
Як оцінити вартість та час виконання?
У дрібносерійній обробці на верстатах з ЧПК вартість та терміни виконання є двома найважливішими факторами для клієнтів. Правильна оцінка вимагає балансування матеріалів, праці, інструментів та вторинних процесів, а також застосування моделей ціноутворення та стратегій котирування для забезпечення як прибутковості, так і своєчасної доставки.
Драйвери витрат
Матеріальна Високоякісні метали, такі як титан або інконель, можуть становити 40–60% від загальної вартості, а оптимізоване гніздування може зменшити відходи на 15–20%.
TimeПрограмування, обробка та контроль часто становлять 30–50% витрат. Наприклад, складні 5-осьові деталі можуть потребувати 6–8 годин програмування.
Інструменти та кріпленняСтандартні інструменти можна використовувати повторно, тоді як нестандартні пристосування значно збільшують вартість кожної деталі.
Вторинна обробкаАнодування, термічна обробка або покриття можуть додати 10%–25% до загальної вартості.
Моделі ціноутворення, основи котирування, прискорення термінів виконання та мінімальне замовлення
Моделі ціноутворенняПоширена формула: «матеріал + робочі години + коефіцієнт складності + обробка». Наприклад, алюмінієві деталі зазвичай на 30–50% дешевші за титанові.
Основи цитуванняВизначте чітке мінімальне замовлення (MOQ), зазвичай 10–20 штук, щоб компенсувати витрати на програмування та налаштування.
Прискорення часу виконання замовленьПаралельне програмування та багатомашинне планування можуть скоротити терміни виконання робіт на 20–35%. В одному медичному проекті двомашинне планування скоротило час виконання з 14 до 9 днів.
Цінність клієнтаПрозоре ціноутворення та чіткі зобов'язання щодо дотримання термінів виконання робіт зміцнюють довіру та збільшують конверсії.
Ключові рекомендації DFM щодо ефективності
У дрібносерійній обробці на верстатах з ЧПК, проектування для технологічності (DFM) безпосередньо впливає на ефективність, вартість та доставку. Встановлюючи практичні допуски, спрощуючи конструкції, покращуючи доступ до інструментів та зменшуючи кількість налагоджень, виробники можуть знизити швидкість повторної обробки, заощадити час обробки та підвищити задоволеність клієнтів.
Розумні допуски та бази, уникайте тонких стінок та гострих кутів
ДопускиНадмірно жорсткі допуски можуть збільшити витрати на обробку на 20–30%, контролюйте лише критичні розміри.
ДатумиЧіткі опорні точки зменшують помилки перевірки та покращують узгодженість.
Тонкі стіниКонструкції товщиною менше 1 мм можуть деформуватися, в аерокосмічному проекті я вирішив це питання, додавши ребра.
Гострі кутиРізальні інструменти не можуть обробити ідеально гострі кути, використання заокруглень підвищує міцність та зменшує знос інструменту.
Покращення доступності інструментів, спрощення структур та об'єднання процесів
Доступність інструментуВраховуйте довжину інструменту та перешкоди під час проектування глибоких отворів або пазів, щоб уникнути додаткових налаштувань.
Спрощені структуриВиключення непотрібних елементів може скоротити цикли обробки на 15–25%.
Інтеграція процесівБагатозадачні верстати (токарно-фрезерні, багатоосьові) дозволяють виконувати кілька кроків за один набір, зменшуючи час простою.
Оптимізація багатоосьових траєкторій та мінімізація налаштувань
Перевага багатоосьового використання5-осьова обробка зменшує кількість налаштувань, підвищуючи точність та ефективність на 20–40%.
Оптимізація шляхуСтратегії високоефективної обробки (HEM) підвищують продуктивність різання та термін служби інструменту.
Вивчення проблемиДля нового клієнта в галузі енергетики, який використовує інконельну турбіну, оптимізовані траєкторії та менша кількість налаштувань скоротили час циклу на 30%.
Поради щодо ефективності виробничого цеху
У малосерійній обробці на верстатах з ЧПК ефективність залежить не лише від верстатів, а й від оптимізації робочого процесу. Завдяки стандартизації інструментів, пакетному виробництву, мінімізації вторинних операцій та плануванню подібних деталей з розумним використанням матеріалів, цехи можуть збільшити обсяг виробництва на 20–40%, одночасно зменшуючи ризики, пов'язані з відходами та часом виконання замовлень.
Повторне використання стандартних інструментів, пристосувань та бібліотеки інструментів
СтандартизаціяВикористання стандартних інструментів та пристосувань скорочує час налаштування та години, що не витрачаються на різання. Дослідження показують, що стандартизація скорочує час зміни інструменту на 25%.
Повторне використання бібліотеки інструментівВикористання спільної бібліотеки інструментів для кількох завдань скорочує підготовку та знижує витрати на зберігання. Для п'яти партій алюмінію одного клієнта ми використали єдину систему налаштування інструментів, яка скоротила час доставки на два дні.
Пакетна та багатокомпонентна обробка, менше вторинних процесів
ДозуванняГрупування завдань збільшує використання машини та зменшує час простою.
Багатокомпонентна обробкаЗакріплення кількох деталей за один раз підвищує ефективність на 15–30%.
Скорочення вторинних операційБагатоосьові або токарно-фрезерні верстати виконують кілька кроків за один прохід, мінімізуючи повторне затискання та втрату точності.
Планування аналогічних деталей, оптимізація матеріалів та зменшення відходів
Планування подібних деталейСпільне виготовлення геометрично подібних деталей економить час програмування та налаштування.
Використання матеріалуОптимізація вкладеності збільшує вихід сировини, заощаджуючи 10–15% витрат.
Зменшення відходівПереробка металобрухту ще більше скорочує витрати. Для нового клієнта в енергетичній галузі оптимізоване гніздування інконелю заощадило 12% матеріалу.
Як забезпечити якість та послідовність
У малосерійній обробці на верстатах з ЧПК якість та стабільність є ключем до надійної поставки. Сувора перевірка вхідних матеріалів із сертифікатами, плани контролю процесу, внутрішньоверстатні та онлайн-інспекції з перевіркою на КММ, а також дотримання стандартів ISO, медичних та аерокосмічних стандартів забезпечують мінімізацію повторної роботи та вищу довіру клієнтів.
Вхідні матеріали, сертифікати та плани контролю процесів
Відстеження матеріалуКожна партія потребує сертифіката відповідності (COC) для підтвердження складу та експлуатаційних характеристик.
Вхідний оглядПеревірка твердості, розмірів та дефектів поверхні запобігає утворенню великомасштабного браку.
Управління процесомПлани контролю встановлюють контрольні точки для критичних кроків, таких як відбір проб розмірів. В автомобільному проекті поєднання FMEA з планом контролю знизило рівень дефектів на 28%.
Рішення для вимірювання на верстаті, онлайн-інспекції та КВМ
Вимірювання в машиніЗонди автоматично регулюють зміщення інструменту, зменшуючи помилки ручного керування.
Онлайн перевіркаSPC (Статистичний контроль процесу) відстежує зміни процесу в режимі реального часу.
Перевірка ШМЗабезпечує точність для складних геометрій у межах ±0.005 мм. У проекті медичних імплантатів КВМ перевіряє забезпечену узгодженість між партіями.
Сертифікати та стандарти
ISO9001Базова структура якості, часто необхідна для затвердження постачальником.
ISO13485Важливо для медичних виробів, з акцентом на біосумісності та простежуваності.
AS9100Ключове значення для аерокосмічної галузі, зосередження уваги на документації та узгодженості процесів. Для одного клієнта з аерокосмічної галузі проходження аудитів AS9100 дозволило налагодити довгострокові партнерські відносини.
Як вибрати постачальника дрібносерійного ЧПК-обладнання в Китаї?
Вибір правильного постачальника ЧПК у Китаї безпосередньо впливає на вартість, якість та швидкість доставки. Ключові моменти оцінки включають технічні можливості, досвід роботи в галузі, інженерну підтримку, комунікацію, надійні системи якості, ефективність поставок, прозорість ціноутворення та зрілість цифровізації (MES/ERP/CAM).
Можливості, досвід та інженерна підтримка
Можливості обробкиШукайте 3/4/5-осьові верстати, токарно-фрезерні центри та досвід роботи з різними матеріалами.
Досвід промисловостіПостачальники з аерокосмічними, медичними або автомобільними проектами мають суворіші вимоги.
Інженерне забезпеченняСильні постачальники надають звіти DFM, що запобігає переробці конструкції на понад 30%.
КомунікаціяШвидка відповідь на запит цінових пропозицій (протягом 24 годин) пришвидшує розробку продукту.
Системи якості, ефективність поставок та прозорість ціноутворення
Стандарти якостіISO9001 є базовим стандартом, ISO13485/AS9100 є обов'язковим для медичної та аерокосмічної галузей.
час виконанняТиповий термін доставки становить 5–7 днів для невеликих партій, а для термінових замовлень – 48 годин.
Прозоре ціноутворенняГарна цінова пропозиція включає матеріали, програмування, обробку, контроль якості та постобробку.
Вивчення проблемиДля клієнта з новою енергетикою ми виготовили 200 корпусів — чітке ціноутворення та суворі умови поставки забезпечили довгостроковий контракт.
Автоматизація та цифровізація
MES-системиУвімкніть відстеження завдань у режимі реального часу, щоб мінімізувати затримки.
ERPЗабезпечує точний потік матеріалів та контроль витрат.
Оптимізація CAMМоделювання зменшує знос інструменту на 15–20%.
Перевага: Цифрові майстерні повідомляють про зниження на 25% показників повторної обробки, що призводить до вищого рівня задоволеності клієнтів.
У яких галузях промисловості використовується дрібносерійна обробка на верстатах з ЧПК
невеликий Пакетна обробка на верстатах з ЧПК поєднує точність, гнучкість та економічну ефективність. Аерокосмічній та автомобільній промисловості потрібні легкі та міцні деталі, медичні галузі вимагають налаштування та біосумісності, Електроніка зосереджена на швидкій ітерації та обробці поверхні, енергія та інструменти вимагають довговічності, Стартапи використовують це для швидкого виходу на ринок.
| Промисловість | Ключові особливості | Приклади справ |
| Аерокосмічна, автомобільна та нова енергетика | Легкі, високоміцні, функціональні деталі | Лопаті турбін, корпуси акумуляторів електромобілів |
| Медицина та охорона здоров'я | Висока точність, налаштування, біосумісність | Імплантати, зразки хірургічних інструментів |
| Побутова електроніка та телекомунікації | Косметичні деталі, прозорі корпуси, пробні запуски | Корпуси телефонів, радіатори |
| Енергетика та інструменти | Стійкість до високих температур, стійкість до корозії, надійність | Інконель турбіни, компоненти клапанів |
| Стартапи та індивідуальні продукти | Швидке прототипування, тестування ринку, поставка невеликих обсягів | Користувацькі аудіоручки, корпуси апаратного забезпечення для запуску |
Поширені запитання
Які розміри партій є типовими для дрібносерійної обробки на верстатах з ЧПК?
За моїм досвідом, дрібносерійна обробка на верстатах з ЧПК зазвичай коливається від 10 до 5,000 деталей. Для прототипів це 1–50 одиниць, для пілотних серій – 200–500, для запасних деталей – часто 50–100. Цей діапазон поєднує гнучкість, точність та вартість.
Як дрібносерійна обробка на верстатах з ЧПК порівнюється з масовим виробництвом?
Порівняно з масовим виробництвом, дрібносерійна обробка на верстатах з ЧПК скорочує час виконання замовлень на 40–60%, дозволяє уникнути великих складських запасів і підтримує швидку ітерацію проектування. Хоча собівартість одиниці продукції вища, вона забезпечує точність і швидку реакцію ринку для обсягів до 5,000.
Яка різниця між дрібносерійною обробкою на верстатах з ЧПК та дрібносерійною обробкою на верстатах з ЧПК?
Дрібносерійне ЧПК-виробництво зазвичай означає 10–5000 одиниць, зосереджених на прототипах та коротких партіях. Малосерійне ЧПК-виробництво поширюється на 10 000 одиниць, поєднуючи пілотне виробництво та масштабування. На практиці я використовую «малу партію» для ранньої перевірки конструкції та «низький обсяг» для передмасового виробництва.
Чи може обробка на верстатах з ЧПК обробляти складні матеріали, такі як титан або інконель?
Так, за допомогою багатоосьових верстатів та електроерозійної обробки, ЧПК може витримувати ±0.01 мм на титані та інконелі. Для клієнтів з аерокосмічної галузі я обробляв деталі турбін з інконелю з жорсткими допусками, забезпечуючи як довговічність, так і термостійкість. Належне оснащення та охолодження є критично важливими.
Чи є економічно вигідною дрібносерійна обробка на верстатах з ЧПК?
Для прототипів та пілотних серій дрібносерійне ЧПК-оброблення заощаджує 30–50% витрат на налаштування порівняно з литтям на валу. Це дозволяє уникнути великих інвестицій в оснащення, зменшує ризик застарілих запасів та пришвидшує перевірку. Хоча ціна за одиницю вища, загальна рентабельність інвестицій вища для замовлень на замовлення або обмеженого попиту.
Висновок
Малосерійна обробка на верстатах з ЧПК пропонує практичний спосіб поєднання прототипування та повномасштабного виробництва. Вона поєднує високу точність, швидку ітерацію та нижчий ризик, пов'язаний зі складськими запасами, що робить її особливо придатною для галузей, які потребують швидкості, налаштування та надійної якості деталей. Хоча собівартість одиниці зазвичай вища, ніж у методів масового виробництва, гарне планування DFM та оптимізація процесу можуть скоротити час виконання робіт, зменшити ризик розробки та підвищити загальну ефективність проекту.
At ТіРапід, ми надаємо послуги з обробки на верстатах з ЧПК для невеликих партій деталей на замовлення, які потребують точності, гнучкості та надійної доставки. Від перевірки прототипів до дрібносерійного виробництва, наша команда допомагає клієнтам перетворювати конструкції на високоякісні оброблені деталі, забезпечуючи практичну інженерну підтримку та стабільну виробничу продуктивність.



















