รูเป็นส่วนประกอบพื้นฐานที่สุดอย่างหนึ่งในการออกแบบทางกล แต่ชนิดของรูที่ใช้ในงานวิศวกรรมและการผลิตนั้นมีความหลากหลายมากกว่าที่คิดไว้มาก ตั้งแต่รูทะลุธรรมดาไปจนถึงรูที่เจาะอย่างแม่นยำและช่องเจาะลึก แต่ละชนิดของรูมีบทบาทเชิงโครงสร้างหรือเชิงฟังก์ชันที่เฉพาะเจาะจง การเลือกรูปทรง เส้นผ่านศูนย์กลาง และความลึกของรูที่ถูกต้องจะส่งผลโดยตรงต่อความแม่นยำในการประกอบ การกระจายแรง การซีล และความน่าเชื่อถือในระยะยาว
คู่มือนี้อธิบายถึงรูเจาะ 16 ประเภทที่ใช้กันทั่วไปในงานวิศวกรรม วิธีการจำแนกประเภท วิธีการเจาะรู และวิธีการเลือกประเภทรูเจาะที่เหมาะสมตามหน้าที่ ความคลาดเคลื่อน และข้อจำกัดในการผลิต
ในทางวิศวกรรมแล้ว "ลักษณะรู" คืออะไร?
ในงานวิศวกรรมและการผลิตชิ้นส่วนเครื่องจักรกล รูหรือช่องเปิด หมายถึง ช่องเปิดที่สร้างขึ้นโดยเจตนาภายในวัสดุ เพื่อทำหน้าที่เฉพาะในชิ้นส่วนหรือชุดประกอบทางกล เป็นหนึ่งในลักษณะทางเรขาคณิตที่พบได้บ่อยที่สุดในการออกแบบทางกล และโดยทั่วไปใช้สำหรับการยึด การจัดตำแหน่ง การจัดแนว การไหลของของเหลว หรือการลดน้ำหนัก
ต่างจากโพรงหรือช่องที่ซับซ้อน รูมักถูกกำหนดด้วยพารามิเตอร์มิติที่ชัดเจน ซึ่งควบคุมวิธีการผลิตและการทำงานร่วมกับส่วนประกอบอื่นๆ พารามิเตอร์เหล่านี้โดยทั่วไปประกอบด้วย:
-
เส้นผ่านศูนย์กลางที่กำหนด
-
ความลึกที่ควบคุมได้
-
ข้อกำหนดความคลาดเคลื่อน
-
ข้อกำหนดเกี่ยวกับลักษณะพื้นผิว (ถ้ามี)
ลักษณะของรูนั้นมีความสำคัญอย่างยิ่งในการออกแบบทางกล และมีการใช้งานอย่างแพร่หลายสำหรับการยึด การจัดแนว การไหลของของเหลว การลดน้ำหนัก และการกำหนดตำแหน่งที่แม่นยำ
ตั้งแต่รูเจาะทะลุธรรมดาไปจนถึงรูคว้านหรือรูขยายที่มีความแม่นยำสูง รูปทรงและระดับความคลาดเคลื่อนส่งผลโดยตรงต่อประสิทธิภาพการประกอบ การกระจายแรง และต้นทุนการผลิต
การทำความเข้าใจลักษณะของรูเจาะนั้นมีความสำคัญอย่างยิ่งสำหรับวิศวกรที่ต้องการสร้างสมดุลระหว่างเจตนาในการออกแบบ ความสามารถในการขึ้นรูป และประสิทธิภาพในการผลิต
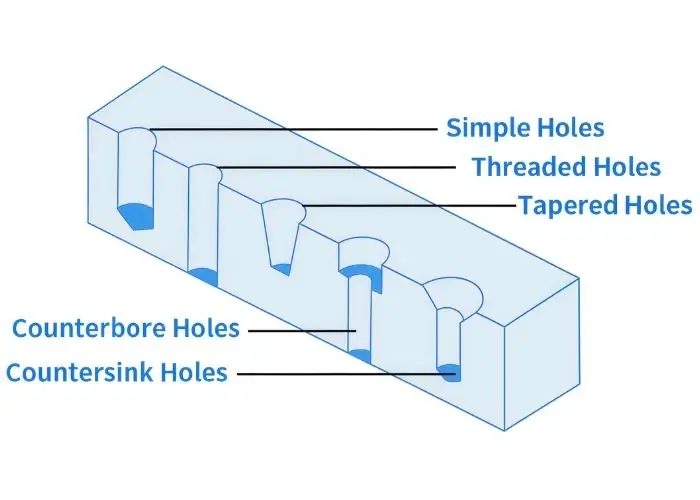
16 ประเภทของรูที่พบได้ทั่วไปในงานวิศวกรรมและการกลึง
ในงานวิศวกรรม รูต่างๆ จะถูกจำแนกตามรูปทรง ความลึก และวัตถุประสงค์การใช้งาน รูแต่ละประเภทมีบทบาทเฉพาะในการยึด การจัดแนว การถ่ายเทของเหลว หรือการกำหนดตำแหน่งโครงสร้างIn เครื่องจักรซีเอ็นซี, การเลือกประเภทรูที่ถูกต้องส่งผลโดยตรงต่อการควบคุมความคลาดเคลื่อน ความน่าเชื่อถือในการประกอบ และความสามารถในการผลิตโดยรวม
1.รูธรรมดา
รูธรรมดาเป็นส่วนประกอบภายในพื้นฐานที่สุดในชิ้นส่วนทางกลและโครงสร้าง โดยมีเส้นผ่านศูนย์กลางคงที่ตลอดความลึก โดยทั่วไปแล้วจะผลิตโดยใช้กระบวนการเจาะมาตรฐานและต้องการความซับซ้อนในการกลึงน้อยที่สุด

รูเจาะแบบเรียบง่ายถูกนำมาใช้กันอย่างแพร่หลายสำหรับจุดยึด จุดอ้างอิงการจัดแนว ช่องระบายอากาศ และการลดน้ำหนักในชิ้นส่วนที่ผ่านการกลึง เนื่องจากมีรูปทรงเรขาคณิตที่ไม่ซับซ้อน จึงง่ายต่อการตรวจสอบ ผลิต และบูรณาการเข้ากับกระบวนการกลึง CNC ในปริมาณมาก
ในการออกแบบทางวิศวกรรมหลายๆ แบบ รูธรรมดาๆ มักถูกใช้เป็นส่วนประกอบพื้นฐานก่อนที่จะมีการดำเนินการเพิ่มเติม เช่น การทำเกลียว การคว้าน หรือการเจาะรูใหญ่ โดยทั่วไปแล้วจะพบได้ในชิ้นส่วนยึดโครงสร้าง ตัวเรือนเครื่องจักร และแผ่นยึดต่างๆ ซึ่งการเจาะรูแบบตรงไปตรงมาก็เพียงพอต่อความต้องการใช้งานแล้ว
2.รูทะลุ
รูทะลุเป็นรูที่ทะลุผ่านความหนาของชิ้นส่วนอย่างสมบูรณ์ ทำให้ตัวยึด เพลา สายเคเบิล หรือของเหลวสามารถผ่านจากด้านหนึ่งของวัสดุไปยังอีกด้านหนึ่งได้ รูประเภทนี้ใช้กันอย่างแพร่หลายในข้อต่อแบบสลักเกลียว การเชื่อมต่อโครงสร้าง และระบบลำเลียงของเหลว
จากมุมมองด้านการผลิตชิ้นงาน การเจาะรูทะลุทำได้ง่ายกว่าการเจาะรูตัน เนื่องจากเศษวัสดุสามารถระบายออกได้อย่างอิสระในระหว่างการเจาะหรือคว้าน ซึ่งช่วยยืดอายุการใช้งานของเครื่องมือ ลดความร้อนสะสม และช่วยรักษาเสถียรภาพของสภาวะการตัด
นอกจากนี้ รูทะลุยังตรวจสอบและวัดได้ง่ายกว่า เนื่องจากสามารถเข้าถึงปลายทั้งสองด้านของรูได้ ในงานกลึง CNC รูทะลุมักใช้สำหรับรูปแบบสลักเกลียว ข้อต่อเชิงกล การเชื่อมต่อท่อ และช่องทางเดินสายไฟฟ้า
3. รูตัน
รูตันมีระดับความลึกที่กำหนดไว้และสิ้นสุดอยู่ภายในวัสดุ แทนที่จะทะลุผ่านชิ้นส่วนทั้งหมด รูประเภทนี้มักใช้เมื่อต้องปิดสนิทด้านตรงข้ามของชิ้นส่วน หรือเมื่อข้อจำกัดด้านพื้นที่ทำให้ไม่สามารถออกแบบรูทะลุได้
รูตันมักใช้สำหรับยึดด้วยเกลียว การติดตั้งแบบซ่อน และชุดประกอบเชิงกลขนาดกะทัดรัด เนื่องจากรูสิ้นสุดอยู่ภายในวัสดุ การตัดเฉือนจึงต้องมีการควบคุมความลึกที่แม่นยำและการกำจัดเศษวัสดุที่เหมาะสม
หากเศษวัสดุสะสมอยู่ที่ก้นรู อาจทำให้เกิดความร้อนสะสม ส่งผลให้เครื่องมือสึกหรอมากขึ้นและลดความแม่นยำของขนาด ด้วยเหตุนี้ การเจาะรูตันจึงมักต้องใช้ความเร็วในการป้อนที่เหมาะสม การไหลของน้ำหล่อเย็นที่ถูกต้อง และบางครั้งอาจต้องใช้รอบการเจาะแบบจิกในเครื่องจักร CNC
4. รูเรียว
รูทรงกรวยจะมีขนาดเส้นผ่านศูนย์กลางค่อยๆ เปลี่ยนแปลงไปตามแนวแกน ทำให้เกิดพื้นผิวภายในเป็นรูปทรงกรวยแทนที่จะเป็นทรงกระบอกตรง รูปทรงเรขาคณิตนี้ช่วยให้ชิ้นส่วนทรงกรวย เช่น หมุดหรือเพลา สามารถยึดติดได้อย่างแน่นหนาในขณะที่ยังคงรักษาการจัดแนวที่แม่นยำ
รูทรงกรวยมักใช้ในชุดประกอบเครื่องมือกล ระบบจัดแนว และข้อต่อเชิงกลที่มีความแม่นยำสูง ซึ่งการกำหนดตำแหน่งที่ควบคุมได้มีความสำคัญอย่างยิ่ง เนื่องจากทรงกรวยช่วยให้เกิดการจัดเรียงตัวตรงกลางโดยอัตโนมัติ จึงช่วยให้มั่นใจได้ว่าการประกอบจะทำซ้ำได้ และการกำหนดตำแหน่งของชิ้นส่วนที่ประกบกันจะมีความแม่นยำ
โดยทั่วไปแล้ว รูเหล่านี้จะถูกเจาะโดยใช้รีมเมอร์แบบเรียว สว่านชนิดพิเศษ หรือกระบวนการกลึงที่แม่นยำซึ่งออกแบบมาเพื่อรักษาองศาความเรียวให้คงที่
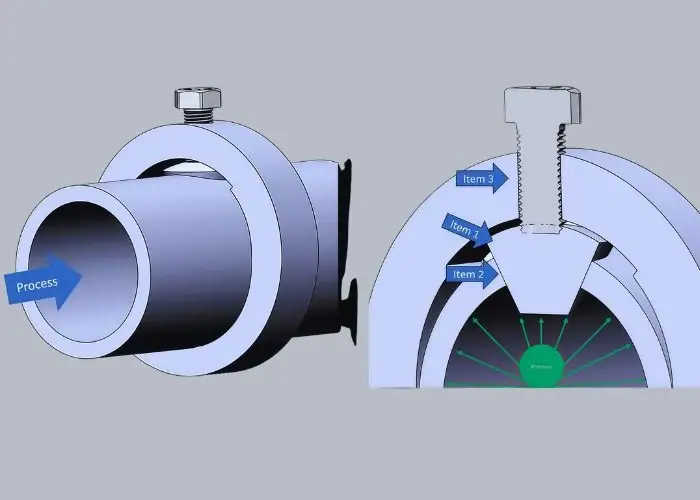
5. รูคว้าน
รูคว้านประกอบด้วยรูทรงกระบอกที่รวมกับส่วนเว้าแบนขนาดใหญ่ที่ปลายปากรู การออกแบบแบบขั้นบันไดนี้ช่วยให้หัวน็อต โดยเฉพาะอย่างยิ่งน็อตหัวหกเหลี่ยม สามารถวางตัวเสมอกับหรือต่ำกว่าพื้นผิวของชิ้นส่วนได้
รูคว้านแบบเคาน์เตอร์บอร์ (Counterbored holes) นิยมใช้ในงานประกอบทางกลที่ตัวยึดที่ยื่นออกมาอาจไปขัดขวางการเคลื่อนที่ของชิ้นส่วน หรือในกรณีที่ต้องการพื้นผิวด้านนอกที่เรียบ ตัวอย่างเช่น โครงเครื่องจักร ตัวเรือนอุปกรณ์ และแผ่นยึดโครงสร้าง
การรักษาแนวศูนย์กลางให้ตรงกันระหว่างรูคว้านและรูหลักเป็นสิ่งสำคัญเพื่อให้แน่ใจว่าตัวยึดเข้าที่อย่างถูกต้องและกระจายแรงได้อย่างสม่ำเสมอ
6. รูเจาะลบคม
รูเจาะแบบฝังหัวสกรูจะมีลักษณะเป็นร่องรูปกรวยที่ปากรู ออกแบบมาเพื่อรองรับสกรูหัวแบน เมื่อติดตั้งแล้ว หัวสกรูจะเรียบเสมอกับพื้นผิวโดยรอบ
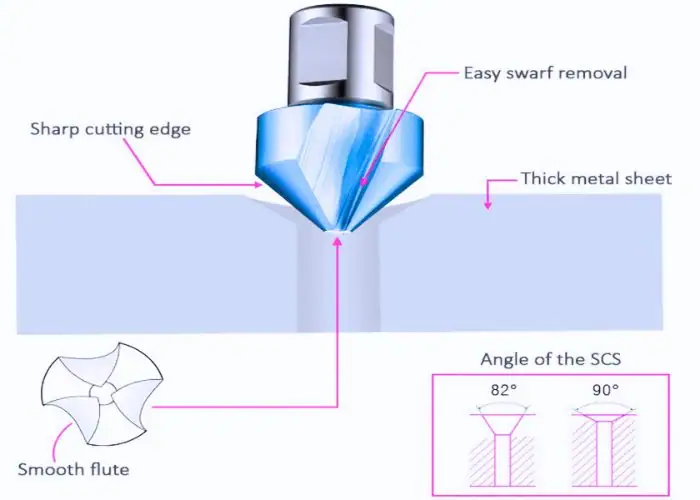
รูเจาะลบคม (Countersink) ถูกนำมาใช้กันอย่างแพร่หลายในงานประกอบแผ่นโลหะ แผงสำหรับอุตสาหกรรมการบินและอวกาศ และชิ้นส่วนโครงสร้างที่ต้องการความเรียบลื่นตามหลักอากาศพลศาสตร์หรือรูปลักษณ์ที่สวยงาม มุมของรูเจาะลบคมที่พบได้บ่อยที่สุดคือ 82°, 90° และ 100° ขึ้นอยู่กับมาตรฐานของตัวยึด
การจับคู่มุมที่แม่นยำระหว่างรูเจาะและหัวสกรูมีความสำคัญอย่างยิ่งต่อการรับประกันการถ่ายเทแรงที่เหมาะสมและหลีกเลี่ยงการกระจุกตัวของความเค้นเฉพาะจุดรอบรู
7.รูหน้าจุด
รูเจาะแบบหน้าเรียบ (Spotface hole) คือลักษณะการกลึงตื้นๆ ที่สร้างขึ้นรอบๆ ปากรูที่เจาะไว้ เพื่อให้ได้พื้นผิวเรียบสำหรับยึดน็อต สลักเกลียว หรือแหวนรอง ซึ่งจะช่วยให้สลักเกลียว น็อต หรือแหวนรองวางแนบสนิทกับพื้นผิวของชิ้นส่วนได้
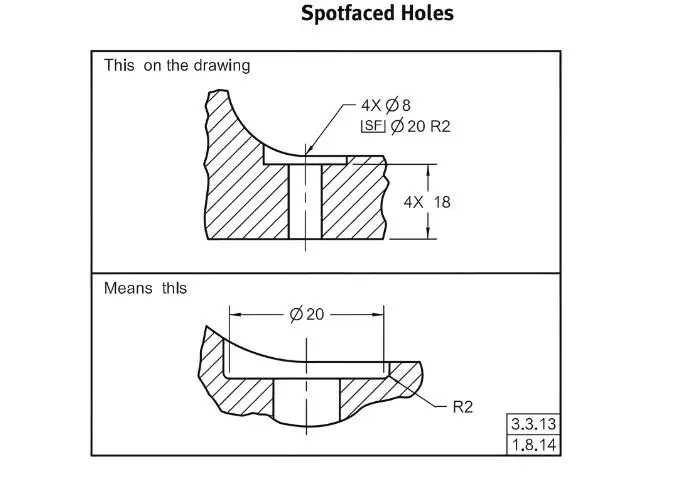
การเคลือบผิวเฉพาะจุดมีประโยชน์อย่างยิ่งเมื่อพื้นผิววัสดุฐานขรุขระ เป็นเหล็กหล่อ หรือไม่เรียบ หากไม่มีการเคลือบผิวเฉพาะจุด ตัวยึดอาจไม่สัมผัสกับพื้นผิวอย่างสม่ำเสมอ ซึ่งอาจนำไปสู่การกระจายแรงที่ไม่สม่ำเสมอหรือการหลวมระหว่างการใช้งาน
ลักษณะพื้นผิวแบบ Spotface มักใช้ในการหล่อ การตีขึ้นรูป และการประกอบโครงสร้าง ซึ่งมักพบความไม่เรียบของพื้นผิวได้ทั่วไป
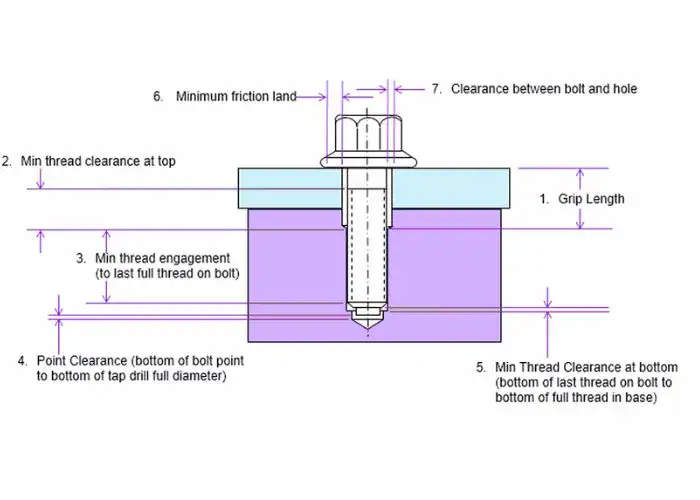
8. รูเกลียว
รูเกลียวมีเกลียวภายในที่ช่วยให้สกรูหรือสลักเกลียวสามารถยึดเข้ากับชิ้นส่วนได้โดยตรง ซึ่งช่วยลดความจำเป็นในการใช้แหวนรองแยกต่างหาก และช่วยสร้างชุดประกอบทางกลที่กะทัดรัด

รูเกลียวถูกนำมาใช้กันอย่างแพร่หลายในเครื่องจักร ชิ้นส่วนยานยนต์ และอุปกรณ์อุตสาหกรรมที่ต้องการการยึดติดที่แน่นหนา การรักษาเรขาคณิตของเกลียว ความแม่นยำของระยะห่างเกลียว และความลึกของเกลียวให้ถูกต้องนั้นมีความสำคัญอย่างยิ่งต่อการรับประกันการส่งถ่ายแรงที่เชื่อถือได้
คุณภาพเกลียวที่ไม่ดีอาจนำไปสู่เกลียวสึกหรอ แรงยึดลดลง หรือการหลวมเนื่องจากการสั่นสะเทือนในข้อต่อเชิงกล
9. รูเกลียว
รูเกลียวเกิดจากการเจาะรูนำร่องก่อน แล้วจึงใช้เครื่องมือตอกเกลียวทำเกลียวภายใน คำนี้หมายถึงกระบวนการผลิตที่ใช้ในการสร้างเกลียวโดยเฉพาะ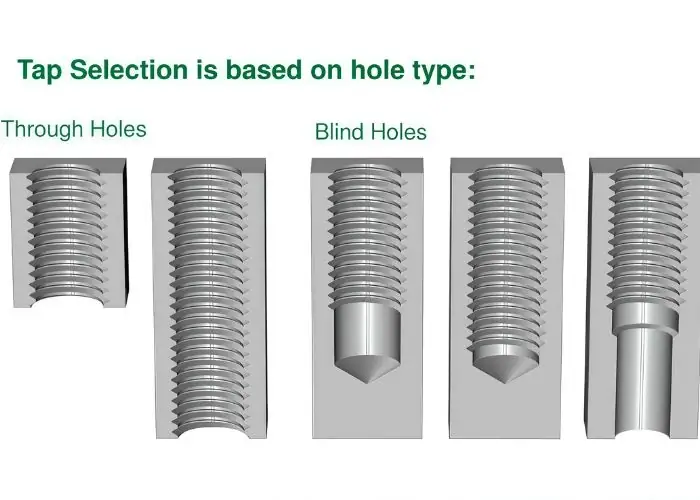
ในสภาพแวดล้อมการตัดเฉือนด้วยเครื่อง CNC สมัยใหม่ การตอกเกลียวมักจะถูกทำให้เป็นระบบอัตโนมัติเพื่อรักษาคุณภาพของเกลียวให้สม่ำเสมอในการผลิตจำนวนมาก ความเร็วในการตัด การหล่อลื่น และการจัดแนวที่ถูกต้องมีความสำคัญอย่างยิ่งในการป้องกันการหักของดอกตอกเกลียวและรักษาความสมบูรณ์ของเกลียว
รูเกลียวมักใช้ในตัวเรือนเครื่องจักร ตัวยึด และโครงอุปกรณ์
10. รูสำหรับสกรูยึด
รูสำหรับสกรูนั้นถูกออกแบบมาให้มีขนาดใหญ่กว่าเส้นผ่านศูนย์กลางของตัวยึดโดยเจตนา เพื่อให้สกรูสามารถผ่านได้อย่างอิสระโดยไม่ไปเกี่ยวเกลียว แรงยึดจะถูกสร้างขึ้นในชิ้นส่วนที่มีเกลียวหรือน็อตอีกชิ้นหนึ่งแทน
โดยทั่วไปแล้ว รูสำหรับยึดชิ้นส่วนจะแบ่งออกเป็นแบบพอดีแน่น แบบพอดีปกติ และแบบหลวม ขึ้นอยู่กับข้อกำหนดในการประกอบ การกำหนดขนาดรูยึดที่เหมาะสมจะช่วยให้การติดตั้งตัวยึดเป็นไปอย่างราบรื่น พร้อมทั้งรักษาแนวการจัดวางที่แม่นยำระหว่างชิ้นส่วนที่ประกอบเข้าด้วยกัน
รูประเภทนี้มักใช้ในข้อต่อโครงสร้าง ชุดประกอบแบบใช้สลักเกลียว และระบบยึดปรับได้
11. รูเจาะลึก
รูเจาะลึกมีลักษณะทางเรขาคณิตภายในเป็นขั้นบันได โดยมีเส้นผ่านศูนย์กลางสองขนาดขึ้นไปตามแนวแกนเดียวกัน โดยปกติจะเกิดจากการเจาะหลายครั้งเพื่อขยายส่วนต่างๆ ของรูให้ใหญ่ขึ้น
การออกแบบนี้ช่วยให้สามารถรวมฟังก์ชันหลายอย่างเข้าไว้ในคุณสมบัติเดียว เช่น การติดตั้งสลักเกลียว ระยะห่างของเพลา หรือการจัดแนวของตัวยึด รูเจาะลึกมักใช้ในตัวเรือนเครื่องจักร โครงกลไก และชุดประกอบโครงสร้าง
ในการตัดเฉือนด้วยเครื่อง CNC รูเจาะคว้านต้องมีการจัดแนวที่แม่นยำระหว่างแต่ละขั้นของขนาดเส้นผ่านศูนย์กลาง โดยทั่วไปจะใช้การเจาะแบบต่อเนื่องหรือเครื่องมือเจาะแบบขั้นบันไดเพื่อรักษาความเป็นศูนย์กลางและความแม่นยำของขนาด
12. รูที่ถูกขัดจังหวะ
การเจาะรูแบบไม่ต่อเนื่องเกิดขึ้นเมื่อรูเจาะตัดกับส่วนประกอบอื่น เช่น ร่อง รูขวาง หรือพื้นผิวเปิด ซึ่งจะทำให้เส้นทางการตัดไม่ต่อเนื่องในระหว่างการกลึง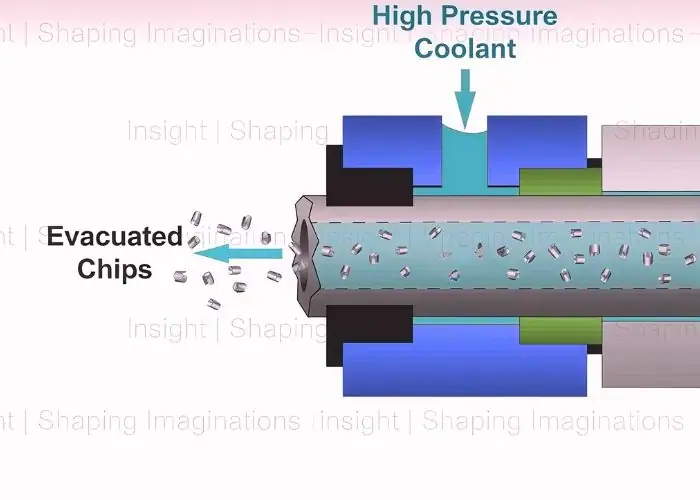
รูที่ไม่ต่อเนื่องมักปรากฏในชิ้นส่วนที่มีช่องตัดกัน รอยตัดตามโครงสร้าง หรือรูปทรงภายในที่ซับซ้อน พบได้ทั่วไปในชิ้นส่วนไฮดรอลิก ท่อร่วม และโครงสร้างน้ำหนักเบา
เนื่องจากเครื่องมือตัดมีการสัมผัสกับวัสดุและหลุดออกซ้ำๆ รูที่ตัดไม่ต่อเนื่องอาจทำให้เกิดการสั่นสะเทือนและการกระตุกของเครื่องมือ จึงจำเป็นต้องมีการยึดชิ้นงานที่มั่นคงและพารามิเตอร์การตัดที่เหมาะสมที่สุดเพื่อรักษาเสถียรภาพในการตัดเฉือน
13.รูที่ซ้อนทับกัน
รูที่ซ้อนทับกันเกิดขึ้นเมื่อรูสองรูที่อยู่ติดกันตัดกันบางส่วนและใช้รูปทรงเรขาคณิตภายในร่วมกัน การจัดเรียงแบบนี้สามารถสร้างช่องทางภายในแบบรวมกันหรือลดน้ำหนักของวัสดุได้

บางครั้งมีการใช้ในระบบการไหลของของเหลว โครงสร้างน้ำหนักเบา หรือชิ้นส่วนที่ต้องการทางเดินภายในที่ตัดกัน บริเวณที่ซ้อนทับกันช่วยให้ของเหลวหรืออากาศไหลผ่านระหว่างรูได้
อย่างไรก็ตาม รูที่ซ้อนทับกันอาจทำให้เกิดจุดที่มีความเค้นสูงในวัสดุโดยรอบ วิศวกรต้องประเมินการกระจายแรงและกำลังรับแรงของโครงสร้างอย่างรอบคอบเพื่อให้มั่นใจได้ถึงความน่าเชื่อถือทางกล
14.รูที่ขยายแล้ว
รูที่ขยายด้วยรีม คือรูทรงกระบอกที่มีความแม่นยำสูง ซึ่งได้มาจากการขยายรูที่เจาะไว้ก่อนหน้านี้โดยใช้รีมเมอร์ กระบวนการขยายรูด้วยรีมช่วยปรับปรุงความแม่นยำของขนาด ความกลม และความเรียบของพื้นผิว
รูที่ขยายใหญ่ขึ้นมักใช้สำหรับเดือยเดือย เพลาที่มีความแม่นยำ และส่วนประกอบสำหรับการจัดแนวในชุดประกอบทางกลที่การวางตำแหน่งที่แม่นยำมีความสำคัญอย่างยิ่ง
เนื่องจากการคว้านรูจะกำจัดวัสดุออกไปเพียงเล็กน้อย ดังนั้นจึงจำเป็นต้องเจาะรูนำร่องให้แม่นยำก่อน สภาพการตัดที่เหมาะสมและการหล่อลื่นจะช่วยให้ได้ค่าความคลาดเคลื่อนที่สม่ำเสมอและคุณภาพพื้นผิวที่ดี
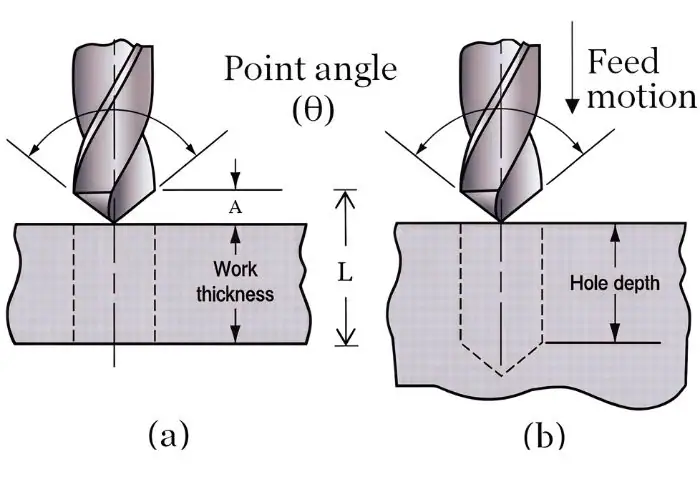
15.หลุมลึก
โดยทั่วไปแล้ว รูที่ลึกจะถูกกำหนดให้เป็นรูที่มีอัตราส่วนความลึกต่อเส้นผ่านศูนย์กลางมากกว่า 10:1 เมื่อความลึกของรูเพิ่มขึ้น การกลึงก็จะยากขึ้นเนื่องจากการระบายเศษวัสดุและการโก่งตัวของเครื่องมือ
รูลึกถูกนำมาใช้กันอย่างแพร่หลายในกระบอกไฮดรอลิก ชิ้นส่วนอากาศยาน และเพลาเชิงกลที่ต้องการทางเดินภายในยาว
การเจาะรูลึกมักต้องใช้เทคนิคเฉพาะทาง เช่น การเจาะแบบปืน (gun drilling) หรือการเจาะแบบ BTA (Binding to a Drilling) การใช้สารหล่อเย็นแรงดันสูงและการควบคุมเครื่องมืออย่างแม่นยำจะช่วยรักษาความตรงและความแม่นยำของขนาด
16. ร่องหรือหลุม
ร่อง หรือบางครั้งเรียกว่ารูร่องลึก คือช่องเปิดที่มีลักษณะยาวรี ไม่ใช่รูทรงกลม รูปทรงแบบนี้ช่วยให้ชิ้นส่วนต่างๆ สามารถเลื่อนหรือปรับตำแหน่งได้ในระหว่างการประกอบ
ข้อควรพิจารณาทางวิศวกรรมสำหรับการออกแบบและการกลึงรู
การออกแบบรูมีผลโดยตรงต่อประสิทธิภาพของชิ้นส่วน ความแม่นยำในการประกอบ และประสิทธิภาพการตัดเฉือน แม้ว่ารูจะเป็นส่วนประกอบที่เรียบง่าย แต่ปัจจัยต่างๆ เช่น การกระจายแรง ความแม่นยำในการจัดแนว คุณสมบัติของวัสดุ และการเข้าถึงการตัดเฉือนจะต้องนำมาพิจารณา การออกแบบรูที่เหมาะสมช่วยให้มั่นใจได้ถึงความน่าเชื่อถือของโครงสร้าง ในขณะเดียวกันก็ช่วยให้กระบวนการตัดเฉือนด้วยเครื่อง CNC มีประสิทธิภาพและคุ้มค่า

การกระจายโหลด
การเจาะรูเป็นการลดปริมาณวัสดุในชิ้นส่วนและเปลี่ยนแปลงวิธีการกระจายแรงในโครงสร้าง หากรูอยู่ใกล้ขอบมากเกินไปหรือความหนาของผนังโดยรอบไม่เพียงพอ อาจเกิดการกระจุกตัวของความเค้นได้ วิศวกรจึงมักรักษาระยะห่างจากขอบและความหนาของวัสดุรอบรูให้เหมาะสม เพื่อให้แน่ใจว่าแรงจะกระจายอย่างปลอดภัยทั่วทั้งชิ้นส่วน
ข้อกำหนดการจัดตำแหน่ง
มีการใช้รูจำนวนมากเพื่อกำหนดตำแหน่งชิ้นส่วนอย่างแม่นยำระหว่างการประกอบ โดยเฉพาะอย่างยิ่งเมื่อใช้ร่วมกับเดือย สลัก หรือตัวยึดที่มีความแม่นยำสูง แม้แต่การเบี่ยงเบนตำแหน่งเพียงเล็กน้อยก็อาจทำให้ชิ้นส่วนไม่ตรงกันได้ การรักษาตำแหน่งรูและการควบคุมค่าความคลาดเคลื่อนให้ถูกต้องจะช่วยให้การประกอบราบรื่นและมีประสิทธิภาพทางกลที่เชื่อถือได้
พฤติกรรมของวัสดุและการขึ้นรูป
วัสดุต่างชนิดกันมีพฤติกรรมแตกต่างกันระหว่างการเจาะและการกลึง วัสดุแข็ง เช่น สแตนเลส ต้องการความเร็วในการตัดที่ช้ากว่าและเครื่องมือที่แข็งแรงกว่า ในขณะที่วัสดุที่อ่อนกว่า เช่น อลูมิเนียม จะกลึงได้ง่ายกว่า การทำความเข้าใจคุณลักษณะของวัสดุช่วยให้วิศวกรเลือกเครื่องมือ พารามิเตอร์การตัด และกลยุทธ์การระบายความร้อนที่เหมาะสมได้
การเข้าถึงเครื่องมือ
ตำแหน่งของรูต้องเอื้อให้เครื่องมือตัดสามารถเข้าถึงบริเวณการตัดเฉือนได้อย่างปลอดภัยและมีประสิทธิภาพ รูที่อยู่ภายในโพรงลึกหรือใกล้กับรูปทรงเรขาคณิตที่ซับซ้อนอาจเข้าถึงได้ยากด้วยเครื่องมือมาตรฐาน การออกแบบรูที่มีระยะห่างเพียงพอสำหรับเครื่องมือจะช่วยรักษาเสถียรภาพในการตัดเฉือนและปรับปรุงประสิทธิภาพการผลิต
การอพยพและการระบายความร้อนของชิป
ในระหว่างการเจาะ ต้องกำจัดเศษวัสดุออกจากบริเวณการตัดเพื่อป้องกันความร้อนสะสมและความเสียหายของเครื่องมือ การระบายเศษวัสดุที่ไม่ดีอาจลดคุณภาพของรูเจาะและผิวงานได้ ปัญหานี้มีความสำคัญอย่างยิ่งสำหรับรูตันและรูลึก ซึ่งเศษวัสดุมีพื้นที่จำกัดในการระบายออก
ประสิทธิภาพการผลิต
การออกแบบรูควรคำนึงถึงความสมดุลระหว่างข้อกำหนดด้านประสิทธิภาพกับต้นทุนการผลิต ค่าความคลาดเคลื่อนที่แคบมากหรือลักษณะของรูที่ซับซ้อนจะเพิ่มเวลาในการกลึงและขั้นตอนการตรวจสอบ การเลือกค่าความคลาดเคลื่อนและวิธีการกลึงที่เหมาะสมจะช่วยรักษาคุณภาพของผลิตภัณฑ์ในขณะที่ยังคงประสิทธิภาพการผลิตไว้ได้
ค่าความคลาดเคลื่อน การประกอบ และการระบุตำแหน่งรู
ประสิทธิภาพของรูนั้นสัมพันธ์อย่างใกล้ชิดกับการจำแนกประเภทความคลาดเคลื่อนและการเลือกขนาดที่เหมาะสม วิธีการกำหนดขนาดและระบุรายละเอียดของรูในแบบเขียนทางวิศวกรรมส่งผลโดยตรงต่อพฤติกรรมการประกอบ การถ่ายโอนแรง และความทนทานในระยะยาว ความเข้าใจที่ถูกต้องเกี่ยวกับขนาดที่เหมาะสม ความคลาดเคลื่อนของตำแหน่ง และข้อกำหนดของพื้นผิวสำเร็จรูปจะช่วยให้มั่นใจได้ว่าชิ้นส่วนต่างๆ ทำงานได้ตามที่ตั้งใจไว้โดยไม่มีความเครียดหรือการเยื้องศูนย์มากเกินไป
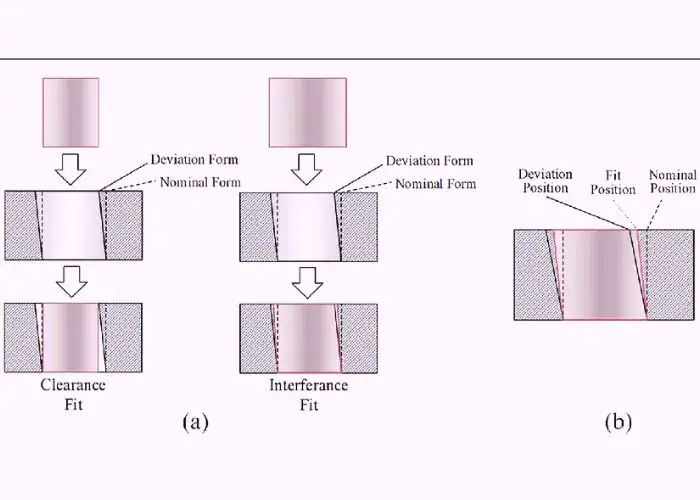
1. ทรงหลวม
การประกอบแบบมีช่องว่างเกิดขึ้นเมื่อเส้นผ่านศูนย์กลางของรูมีขนาดใหญ่กว่าเส้นผ่านศูนย์กลางของเพลาโดยตั้งใจ ทำให้มีช่องว่างเล็กน้อยระหว่างชิ้นส่วนทั้งสอง ช่องว่างนี้ช่วยให้เพลาสามารถเคลื่อนที่หรือหมุนได้อย่างอิสระภายในรูโดยไม่มีแรงเสียดทานหรือแรงใดๆ ในระหว่างการประกอบ การประกอบแบบมีช่องว่างมักใช้ในชิ้นส่วนที่ต้องการการติดตั้ง การถอดประกอบ หรือการเคลื่อนไหวที่ราบรื่นได้ง่าย
การใช้งานทั่วไป ได้แก่ เพลาหมุน ชิ้นส่วนเลื่อน ตลับลูกปืน และตัวยึดที่ถอดได้ เนื่องจากการประกอบไม่จำเป็นต้องใช้แรงกด การประกอบแบบมีระยะห่างจึงถูกนำมาใช้กันอย่างแพร่หลายในการออกแบบที่ง่ายต่อการบำรุงรักษา วิศวกรจะเลือกค่าความคลาดเคลื่อนที่เหมาะสมเพื่อให้มั่นใจได้ถึงการเคลื่อนไหวที่เชื่อถือได้ ในขณะเดียวกันก็รักษาการจัดแนวที่ถูกต้องและความเสถียรในการใช้งาน
2. ความพอดีในช่วงเปลี่ยนผ่าน
การประกอบแบบเปลี่ยนผ่าน (Transition fit) เป็นการประนีประนอมระหว่างการประกอบแบบมีช่องว่าง (Clearance fit) และการประกอบแบบมีแรงกด (Interference fit) ขึ้นอยู่กับค่าความคลาดเคลื่อนที่แน่นอนของเพลาและรู การประกอบอาจทำให้เกิดช่องว่างเล็กน้อยหรือแรงกดเล็กน้อย ซึ่งช่วยให้สามารถประกอบชิ้นส่วนได้โดยมีแรงต้านเล็กน้อยในขณะที่ยังคงรักษาตำแหน่งที่แม่นยำไว้ได้
การประกอบแบบพอดีช่วงเปลี่ยนผ่าน (Transition fit) มักใช้เมื่อชิ้นส่วนต่างๆ ต้องอยู่ในแนวเดียวกันอย่างแม่นยำ แต่ยังคงประกอบได้ค่อนข้างง่าย ตัวอย่างการใช้งานทั่วไป ได้แก่ หมุดกำหนดตำแหน่ง ข้อต่อความแม่นยำสูง เฟือง และชิ้นส่วนเครื่องมือกล เนื่องจากการประกอบอาจแตกต่างกันเล็กน้อยระหว่างระยะห่างและความพอดี วิศวกรจึงเลือกค่าความคลาดเคลื่อนอย่างระมัดระวังเพื่อให้ได้สมดุลระหว่างความสะดวกในการประกอบและความแม่นยำในการกำหนดตำแหน่งที่ดียิ่งขึ้น
3. การประกอบแบบสอดแน่น
การประกอบแบบแน่นพอดี (Interference fit) เกิดขึ้นเมื่อเส้นผ่านศูนย์กลางของเพลาใหญ่กว่าเส้นผ่านศูนย์กลางของรูเล็กน้อยโดยเจตนา ในระหว่างการประกอบ จำเป็นต้องใช้แรงหรือวิธีการขยายตัวจากความร้อนเพื่อกดเพลาเข้าไปในรู เมื่อประกอบเสร็จแล้ว แรงเสียดทานระหว่างพื้นผิวทั้งสองจะสร้างพันธะทางกลที่แข็งแรง
การประกอบแบบนี้ให้การถ่ายเทแรงที่ดีเยี่ยมและป้องกันการเคลื่อนที่สัมพัทธ์ระหว่างชิ้นส่วน การประกอบแบบแน่นสนิท (Interference fit) ถูกนำมาใช้กันอย่างแพร่หลายในงานต่างๆ เช่น เฟืองที่ติดตั้งบนเพลา ตลับลูกปืนในตัวเรือน และชิ้นส่วนโครงสร้างของเครื่องจักร เนื่องจากชิ้นส่วนต่างๆ ยึดติดกันอย่างแน่นหนา วิธีนี้จึงไม่จำเป็นต้องใช้ตัวยึดเพิ่มเติม ในขณะเดียวกันก็รับประกันความแข็งแรงและความเสถียรที่เชื่อถือได้
4. ค่าความคลาดเคลื่อนของตำแหน่ง GD&T
ค่าความคลาดเคลื่อนของตำแหน่งในระบบการกำหนดขนาดและความคลาดเคลื่อนทางเรขาคณิต (GD&T) ควบคุมตำแหน่งที่แน่นอนของรูเมื่อเทียบกับคุณลักษณะอื่นๆ บนชิ้นส่วน แทนที่จะระบุเพียงขนาด GD&T จะกำหนดโซนความคลาดเคลื่อนซึ่งจุดศูนย์กลางของรูจะต้องอยู่ภายในนั้น
สิ่งนี้ช่วยให้มั่นใจได้ว่ารูต่างๆ จะเรียงตัวกันอย่างถูกต้องระหว่างการประกอบ โดยเฉพาะอย่างยิ่งเมื่อต้องประกอบชิ้นส่วนหลายชิ้นเข้าด้วยกันโดยใช้สลักเกลียว หมุด หรือเพลา การกำหนดค่าความคลาดเคลื่อนของตำแหน่งมักใช้ในชิ้นส่วนเครื่องจักรกลที่มีความแม่นยำสูง ชิ้นส่วนอากาศยาน และชิ้นส่วนประกอบยานยนต์ การกำหนดค่าความคลาดเคลื่อนที่ยอมรับได้ไว้อย่างชัดเจน GD&T ช่วยให้ผู้ผลิตรักษาความสม่ำเสมอในการจัดเรียง ปรับปรุงความน่าเชื่อถือในการประกอบ และลดข้อผิดพลาดในการผลิต
5. ระบบค่าความคลาดเคลื่อนมาตรฐาน ISO
ระบบค่าความคลาดเคลื่อนมาตรฐาน ISO กำหนดขีดจำกัดมาตรฐานสำหรับการเปลี่ยนแปลงขนาดในกระบวนการผลิต ค่าความคลาดเคลื่อนของรู เช่น H7 ระบุว่าขนาดรูจริงสามารถแตกต่างจากขนาดที่ระบุไว้ได้มากน้อยเพียงใดจึงจะยังอยู่ในเกณฑ์ที่ยอมรับได้
การใช้ค่าความคลาดเคลื่อนที่เป็นมาตรฐานช่วยให้มั่นใจได้ว่าชิ้นส่วนที่ผลิตโดยผู้ผลิตต่างกันจะยังคงประกอบเข้าด้วยกันได้อย่างถูกต้อง วิศวกรมักจะรวมค่าความคลาดเคลื่อนของรู เช่น H7 เข้ากับค่าความคลาดเคลื่อนของเพลา เช่น g6 หรือ h6 เพื่อสร้างประเภทการประกอบเฉพาะ ระบบนี้ให้พฤติกรรมการประกอบที่คาดการณ์ได้และช่วยลดความซับซ้อนในการสื่อสารระหว่างนักออกแบบ ช่างเครื่อง และผู้ตรวจสอบคุณภาพ
6. ข้อควรพิจารณาเกี่ยวกับการตกแต่งพื้นผิว
ความเรียบของพื้นผิว หมายถึงลักษณะพื้นผิวระดับจุลภาคของพื้นผิวที่ผ่านการกลึง โดยทั่วไปจะแสดงเป็นค่าความหยาบของพื้นผิว เช่น Ra คุณภาพของความเรียบของพื้นผิวภายในรูสามารถส่งผลต่อประสิทธิภาพของชิ้นส่วนได้อย่างมาก
พื้นผิวเรียบช่วยลดแรงเสียดทานและการสึกหรอ ซึ่งมีความสำคัญต่อเพลาหมุนและตลับลูกปืน ในการใช้งานซีล พื้นผิวที่เรียบเนียนช่วยป้องกันการรั่วไหลของของเหลวและเพิ่มความน่าเชื่อถือในการซีล ความหยาบของพื้นผิวยังอาจส่งผลต่อความแข็งแรงต่อความล้าภายใต้การรับน้ำหนักซ้ำๆ ด้วยเหตุผลเหล่านี้ วิศวกรจึงมักระบุข้อกำหนดเกี่ยวกับพื้นผิวเมื่อออกแบบรูที่มีความแม่นยำสูงที่ใช้ในชิ้นส่วนประกอบที่มีภาระสูงหรือประสิทธิภาพสูง
วิธีการวัดรูอย่างแม่นยำ?
การวัดขนาดรูอย่างแม่นยำเป็นสิ่งสำคัญเพื่อให้มั่นใจได้ว่าตรงตามข้อกำหนดด้านความคลาดเคลื่อนและประกอบชิ้นส่วนได้อย่างถูกต้อง แม้แต่ความคลาดเคลื่อนเล็กน้อยในเส้นผ่านศูนย์กลาง ความกลม หรือตำแหน่ง ก็อาจส่งผลต่อความพอดี การกระจายแรง และความน่าเชื่อถือในระยะยาว การเลือกวิธีการวัดที่ถูกต้องขึ้นอยู่กับขนาดรู ระดับความคลาดเคลื่อน และการเข้าถึง เครื่องมือต่อไปนี้เป็นเครื่องมือที่ใช้กันทั่วไปในงานวิศวกรรมและการผลิตชิ้นส่วน
1. เวอร์เนียร์คาลิเปอร์
เวอร์เนียร์คาลิเปอร์เป็นหนึ่งในเครื่องมือวัดที่ใช้กันอย่างแพร่หลายในงานกลึงและการตรวจสอบคุณภาพ สามารถวัดขนาดภายนอก เส้นผ่านศูนย์กลางภายใน และความลึก ทำให้มีประโยชน์สำหรับการตรวจสอบอย่างรวดเร็วในระหว่างการผลิต เมื่อวัดรู ปากจับด้านในของเวอร์เนียร์คาลิเปอร์จะขยายออกเพื่อสัมผัสกับผนังด้านในของรูและให้ค่าการวัดโดยตรง
เวอร์เนียร์คาลิเปอร์เหมาะที่สุดสำหรับการวัดทั่วไปที่ไม่ต้องการความคลาดเคลื่อนที่แม่นยำมากนัก มักใช้สำหรับการตรวจสอบรูขนาดใหญ่หรือตรวจสอบขนาดโดยประมาณก่อนทำการวัดที่แม่นยำยิ่งขึ้น แม้ว่าเวอร์เนียร์คาลิเปอร์จะสะดวกและรวดเร็ว แต่โดยทั่วไปแล้วความแม่นยำจะต่ำกว่าเครื่องมือวัดภายในเฉพาะทาง
2. ไมโครมิเตอร์
ไมโครมิเตอร์วัดภายในเป็นเครื่องมือวัดความแม่นยำสูงที่ออกแบบมาโดยเฉพาะสำหรับการวัดเส้นผ่านศูนย์กลางภายใน ให้ความแม่นยำสูงกว่าเวอร์เนียร์คาลิเปอร์ และนิยมใช้เมื่อต้องการตรวจสอบค่าความคลาดเคลื่อนที่แคบ เครื่องมือนี้ใช้ก้านวัดหรือส่วนต่อขยายที่ปรับได้ ซึ่งจะขยายตัวภายในรูจนกระทั่งสัมผัสกับพื้นผิวของรู
เนื่องจากมีความแม่นยำสูง ไมโครมิเตอร์แบบใช้ภายในอาคารจึงมักใช้ในสภาพแวดล้อมการตรวจสอบที่มีการควบคุม เช่น ห้องปฏิบัติการควบคุมคุณภาพ หรือการตรวจสอบผลิตภัณฑ์ขั้นสุดท้าย มีการใช้งานอย่างแพร่หลายในชิ้นส่วนอากาศยาน ชิ้นส่วนเครื่องจักรกลที่มีความแม่นยำ และชิ้นส่วนประกอบที่มีความแม่นยำสูง การใช้งานและการสอบเทียบที่ถูกต้องมีความสำคัญเพื่อให้มั่นใจได้ว่าผลการวัดมีความสม่ำเสมอและหลีกเลี่ยงข้อผิดพลาดจากผู้ปฏิบัติงาน
3. เกจวัดรู
เกจวัดรูแบบหน้าปัดใช้กันอย่างแพร่หลายในงานกลึงและการตรวจสอบเพื่อวัดเส้นผ่านศูนย์กลางภายในด้วยความแม่นยำสูง โดยจะสอดเกจเข้าไปในรูและขยับไปมาเล็กน้อยเพื่อหาค่าเส้นผ่านศูนย์กลางที่เล็กที่สุด ซึ่งแสดงถึงขนาดรูที่แท้จริง วิธีนี้ช่วยตรวจจับความแปรผันของความกลม ความเรียว หรือการเสียรูปเล็กน้อยภายในรูได้
เกจวัดรูนั้นมีประโยชน์อย่างยิ่งสำหรับรูที่มีความคลาดเคลื่อนปานกลางถึงแคบ ซึ่งความแม่นยำของขนาดมีความสำคัญอย่างยิ่ง โดยทั่วไปแล้วจะใช้ในกระบอกสูบเครื่องยนต์ ที่นั่งแบริ่ง และตัวเรือนที่ผ่านการกลึงอย่างแม่นยำ เนื่องจากให้การวัดที่ทำซ้ำได้และเชื่อถือได้ เกจวัดรูแบบหน้าปัดจึงเป็นเครื่องมือมาตรฐานในโรงงานกลึง CNC หลายแห่ง
4. เครื่องวัดพิกัด
เครื่องวัดพิกัด (CMM) เป็นระบบตรวจสอบขั้นสูงที่ใช้สำหรับการวัดขนาดที่มีความแม่นยำสูง เครื่องนี้ใช้ระบบการวัดด้วยหัววัดเพื่อวัดจุดต่างๆ บนชิ้นส่วนและคำนวณขนาด รูปทรง และตำแหน่งของส่วนประกอบต่างๆ แบบดิจิทัล ซึ่งช่วยให้สามารถตรวจสอบชิ้นส่วนที่ซับซ้อนซึ่งต้องการการควบคุมความคลาดเคลื่อนอย่างเข้มงวดได้อย่างแม่นยำ
ระบบ CMM สามารถวัดเส้นผ่านศูนย์กลางรู ความคลาดเคลื่อนของตำแหน่ง ความตั้งฉาก และความเป็นศูนย์กลางเทียบกับคุณลักษณะอื่นๆ ได้ เนื่องจากมีความแม่นยำสูงและสามารถบันทึกข้อมูลได้ ระบบ CMM จึงถูกนำมาใช้กันอย่างแพร่หลายในอุตสาหกรรมการบินและอวกาศ ยานยนต์ และการผลิตที่ต้องการความแม่นยำสูง ระบบเหล่านี้มีบทบาทสำคัญในการประกันคุณภาพและช่วยตรวจสอบว่าชิ้นส่วนต่างๆ ตรงตามข้อกำหนดการออกแบบอย่างแม่นยำ
5. เกจวัดลูกบอลแบบแยกส่วน
เกจทรงกลมแบบแยกส่วนเป็นเครื่องมือวัดเฉพาะทางที่ใช้สำหรับตรวจสอบรูภายในขนาดเล็ก โดยเฉพาะอย่างยิ่งในกรณีที่เข้าถึงได้ยาก เครื่องมือนี้ประกอบด้วยหัววัดทรงกลมแบบแยกส่วนที่ขยายออกเล็กน้อยภายในรู เมื่อปรับให้พอดีกับรูแล้ว สามารถวัดขนาดได้โดยใช้ไมโครมิเตอร์ภายนอก
เกจวัดแบบนี้มีประโยชน์อย่างยิ่งสำหรับรูแคบหรือรูตันที่เกจวัดรูแบบทั่วไปอาจเข้าไม่ถึง เกจวัดแบบลูกบอลแยกส่วนมักใช้ในงานกลึงละเอียด การผลิตเครื่องมือ และการตรวจสอบชิ้นส่วนกลขนาดเล็ก การออกแบบที่กะทัดรัดช่วยให้สามารถวัดได้อย่างแม่นยำในพื้นที่จำกัด ในขณะที่ยังคงรักษาความสามารถในการวัดซ้ำได้ดีสำหรับรูที่มีเส้นผ่านศูนย์กลางเล็ก
ข้อควรพิจารณาทางวิศวกรรมเมื่อเลือกประเภทของรูเจาะ

1. การกระจายโหลด
รูที่ใช้ในชิ้นส่วนโครงสร้างต้องกระจายแรงทางกลโดยไม่ก่อให้เกิดความเค้นกระจุกตัวมากเกินไป เมื่อเจาะรูเข้าไปในชิ้นส่วน จะทำให้วัสดุหายไปและเปลี่ยนแปลงการไหลของแรงผ่านโครงสร้าง วิศวกรต้องพิจารณาปัจจัยต่างๆ เช่น เส้นผ่านศูนย์กลางของรู ระยะห่างจากขอบ และความหนาของผนังโดยรอบ เพื่อป้องกันการแตกร้าวหรือการเสียรูปภายใต้แรงกด
หากรูอยู่ใกล้ขอบมากเกินไป หรือวัสดุรอบๆ รูบางเกินไป ชิ้นส่วนอาจเสียหายก่อนกำหนด การออกแบบรูที่เหมาะสมจะช่วยให้แรงกระจายอย่างสม่ำเสมอทั่วทั้งชิ้นส่วน รักษาความแข็งแรงของโครงสร้างและความน่าเชื่อถือในระยะยาว
2. ข้อกำหนดด้านการจัดแนว
ในการประกอบชิ้นส่วนที่ต้องการการจัดวางตำแหน่งที่แม่นยำ การจัดแนวรูจึงมีความสำคัญอย่างยิ่ง ชิ้นส่วนต่างๆ เช่น เดือยไม้ เพลา และตัวยึดที่มีความแม่นยำสูง อาศัยรูที่จัดวางตำแหน่งอย่างแม่นยำเพื่อรักษาการวางแนวที่ถูกต้องระหว่างชิ้นส่วนต่างๆ
แม้แต่ความคลาดเคลื่อนเล็กน้อยในตำแหน่งก็อาจทำให้เกิดการเยื้องศูนย์สะสมเมื่อประกอบชิ้นส่วนหลายชิ้นเข้าด้วยกัน ซึ่งอาจนำไปสู่การสั่นสะเทือน การสึกหรอที่เพิ่มขึ้น หรือความยากลำบากในการติดตั้ง เพื่อหลีกเลี่ยงปัญหาเหล่านี้ วิศวกรมักกำหนดค่าความคลาดเคลื่อนของตำแหน่งที่เข้มงวดโดยใช้ GD&T การกลึงและการตรวจสอบที่แม่นยำช่วยให้มั่นใจได้ว่ารูต่างๆ จะเรียงตัวกันอย่างถูกต้องและรักษาประสิทธิภาพการประกอบที่สม่ำเสมอ
3. การสัมผัสกับการกัดกร่อน
ในสภาพแวดล้อมที่รุนแรงหรือกัดกร่อน รูปทรงของรูอาจกักเก็บความชื้น สารเคมี หรือเศษสิ่งสกปรกไว้ได้ สารปนเปื้อนที่ติดอยู่ภายในรูเหล่านี้อาจเร่งการกัดกร่อน ทำให้วัสดุโดยรอบอ่อนแอลงเรื่อยๆ เรื่องนี้มีความสำคัญอย่างยิ่งสำหรับชิ้นส่วนที่ใช้ในงานทางทะเล กระบวนการทางเคมี หรืออุปกรณ์กลางแจ้ง
นักออกแบบมักพิจารณากลยุทธ์การป้องกัน เช่น การปรับปรุงทางระบายน้ำ การเคลือบป้องกัน หรือวัสดุที่ทนต่อการกัดกร่อน การปรับสภาพพื้นผิว เช่น การชุบอะโนไดซ์ การชุบ หรือการทำพาสซิเวชัน ก็สามารถช่วยปกป้องพื้นผิวภายในของรูได้เช่นกัน การออกแบบรูที่เหมาะสมช่วยลดการเสื่อมสภาพในระยะยาวและเพิ่มความทนทานของชิ้นส่วนโดยรวม
4. ต้นทุนการผลิต
การออกแบบรูสามารถส่งผลกระทบอย่างมากต่อต้นทุนการผลิตและประสิทธิภาพการผลิต รูธรรมดาที่มีความคลาดเคลื่อนปานกลางสามารถผลิตได้อย่างรวดเร็วโดยใช้กระบวนการเจาะมาตรฐาน อย่างไรก็ตาม คุณลักษณะของรูที่ซับซ้อน เช่น รูลึก รูเกลียว หรือรูที่มีความคลาดเคลื่อนต่ำมาก จำเป็นต้องใช้เวลาในการกลึงมากขึ้นและเครื่องมือเฉพาะทาง
กระบวนการเพิ่มเติม เช่น การคว้านรู การขัดเงา หรือการตรวจสอบความแม่นยำ อาจทำให้ต้นทุนเพิ่มขึ้น วิศวกรต้องสร้างสมดุลระหว่างข้อกำหนดด้านประสิทธิภาพกับความเป็นไปได้ในการผลิต การออกแบบรูให้เหมาะสมตั้งแต่เนิ่นๆ ในขั้นตอนการออกแบบจะช่วยลดความซับซ้อนของการผลิต ในขณะที่ยังคงรักษาฟังก์ชันการทำงานที่ต้องการไว้ได้
5. การเข้าถึงเครื่องมือ
บางตำแหน่งของรูอาจเข้าถึงได้ยากด้วยเครื่องมือกลึงมาตรฐาน การเข้าถึงเครื่องมือที่จำกัดอาจเกิดขึ้นเมื่อรูอยู่ภายในโพรงลึก ใกล้ผนัง หรืออยู่ในมุมที่ผิดปกติ สภาวะเหล่านี้อาจต้องใช้เครื่องมือที่ยาวขึ้น อุปกรณ์จับยึดแบบพิเศษ หรือเครื่องจักรกลึงหลายแกน
การเข้าถึงชิ้นงานที่ไม่ดีอาจลดความเสถียรในการตัดเฉือนและเพิ่มความซับซ้อนในการตั้งค่า นอกจากนี้ยังอาจส่งผลต่อความแม่นยำของขนาดและคุณภาพของพื้นผิว นักออกแบบควรพิจารณาการเข้าถึงเครื่องมือในระหว่างขั้นตอนการออกแบบเพื่อให้แน่ใจว่าสามารถเจาะรูได้อย่างมีประสิทธิภาพและเชื่อถือได้โดยใช้กระบวนการตัดเฉือน CNC ที่มีอยู่
6. การอพยพชิป
การระบายเศษวัสดุเป็นปัจจัยสำคัญในการเจาะรู โดยเฉพาะอย่างยิ่งรูตันและรูลึก ในระหว่างการเจาะ เศษวัสดุจะต้องถูกกำจัดออกจากบริเวณการตัดอย่างต่อเนื่องเพื่อป้องกันการอุดตันและความร้อนสะสมมากเกินไป
หากเศษโลหะสะสมอยู่ภายในรู อาจทำให้เครื่องมือตัดเสียหายหรือทำให้พื้นผิวรูเป็นรอยได้ ซึ่งจะลดความแม่นยำของขนาดและคุณภาพของพื้นผิวลง ช่างกลึงมักใช้เทคนิคต่างๆ เช่น การเจาะแบบกระแทก หรือการใช้สารหล่อเย็นแรงดันสูง เพื่อปรับปรุงการกำจัดเศษโลหะ การระบายเศษโลหะอย่างมีประสิทธิภาพช่วยรักษาเสถียรภาพของสภาวะการตัดและรับประกันคุณภาพของรูที่สม่ำเสมอ
7. ปัญหาทั่วไปในการผลิตรูเจาะ
แม้ว่าจะตั้งค่าพารามิเตอร์การตัดเฉือนอย่างถูกต้องแล้ว ปัญหาก็ยังอาจเกิดขึ้นได้ในระหว่างการเจาะรู ปัญหาหลายอย่างเกี่ยวข้องกับการสึกหรอของเครื่องมือ ความเร็วในการตัดที่ไม่ถูกต้อง การจับยึดชิ้นงานที่ไม่มั่นคง หรือการระบายเศษวัสดุที่ไม่ดี ปัจจัยเหล่านี้สามารถส่งผลกระทบต่อความแม่นยำของรูและคุณภาพของพื้นผิวได้ทีละน้อย
หากตรวจไม่พบปัญหาตั้งแต่เนิ่นๆ อาจนำไปสู่ข้อผิดพลาดด้านมิติที่ส่งผลต่อประสิทธิภาพการประกอบ การตรวจสอบเครื่องมืออย่างสม่ำเสมอ การจับยึดชิ้นงานที่มั่นคง และพารามิเตอร์การตัดเฉือนที่เหมาะสมจะช่วยลดความเสี่ยงเหล่านี้ได้ การทำความเข้าใจปัญหาการตัดเฉือนทั่วไปช่วยให้ผู้ผลิตสามารถปรับปรุงเสถียรภาพของกระบวนการและรักษาคุณภาพของผลิตภัณฑ์ให้สม่ำเสมอได้
8. การก่อตัวของเสี้ยน
ครีบคมคือขอบเล็กๆ ที่เกิดขึ้นรอบๆ ทางเข้าหรือทางออกของรูที่เจาะ มักเกิดขึ้นเมื่อเครื่องมือตัดทื่อหรือเมื่อควบคุมอัตราการป้อนไม่เหมาะสม ครีบคมอาจเกิดขึ้นได้เมื่อดอกสว่านทะลุวัสดุและดันโลหะออกมาด้านนอก
แม้ว่าเสี้ยนจะมีขนาดเล็ก แต่หากไม่กำจัดออก อาจก่อให้เกิดปัญหาในการประกอบหรือปัญหาด้านความปลอดภัยได้ กระบวนการลบเสี้ยน เช่น การตกแต่งด้วยมือ การลบคม หรือเครื่องมือลบเสี้ยนอัตโนมัติ มักถูกนำมาใช้เพื่อกำจัดขอบคมเหล่านี้และปรับปรุงคุณภาพโดยรวมของชิ้นส่วน
9. การเปลี่ยนแปลงค่าความคลาดเคลื่อน
การเบี่ยงเบนของค่าความคลาดเคลื่อนเกิดขึ้นเมื่อเส้นผ่านศูนย์กลางของรูค่อยๆ เปลี่ยนไปจากค่าที่กำหนดไว้ในระหว่างกระบวนการผลิต ซึ่งมักเกิดจากการสึกหรอของเครื่องมือ ความร้อนสะสม หรือการเปลี่ยนแปลงสภาวะการตัดในระหว่างรอบการตัดเฉือนที่ยาวนาน
เมื่อเครื่องมือตัดสึกหรอลง อาจทำให้ตัดวัสดุได้น้อยลง ส่งผลให้ขนาดรูเล็ลงเล็กน้อยหรือไม่สม่ำเสมอ หากไม่ตรวจสอบอย่างสม่ำเสมอ ความแปรปรวนนี้อาจนำไปสู่ปัญหาในการประกอบ การเปลี่ยนเครื่องมือเป็นประจำ การตรวจสอบกระบวนการ และการควบคุมคุณภาพเชิงสถิติจะช่วยรักษาค่าความคลาดเคลื่อนที่คงที่ตลอดการผลิต
10. ความไม่ตรงแนว
การเจาะรูไม่ตรงแนวเกิดขึ้นเมื่อรูที่เจาะเบี่ยงเบนจากตำแหน่งหรือทิศทางที่ต้องการ ซึ่งอาจเกิดขึ้นได้หากชิ้นงานไม่ได้ถูกยึดอย่างแน่นหนา หากเครื่องจักรขาดความแข็งแรง หรือหากดอกสว่านเบี่ยงเบนขณะทำการเจาะ
รูที่ไม่ตรงแนวอาจทำให้เกิดปัญหาในการประกอบ โดยเฉพาะอย่างยิ่งในชิ้นส่วนที่ต้องการการจัดแนวที่แม่นยำกับส่วนประกอบอื่นๆ เพื่อป้องกันปัญหานี้ ช่างเครื่องต้องตรวจสอบให้แน่ใจว่ามีการจับยึดชิ้นงานอย่างเหมาะสม เครื่องจักรมีความเสถียร และพารามิเตอร์การตัดถูกต้อง ขั้นตอนการตั้งค่าและการตรวจสอบที่แม่นยำช่วยรักษาความแม่นยำของตำแหน่งรูในระหว่างการตัดเฉือน
11. ความเป็นรูปไข่
ความรีของรูเกิดขึ้นเมื่อรูมีลักษณะเป็นรูปไข่เล็กน้อยแทนที่จะเป็นทรงกลมสมบูรณ์ ปัญหานี้มักเกิดจากการสั่นสะเทือน แรงตัดที่มากเกินไป หรือการโก่งตัวของเครื่องมือระหว่างการเจาะ
เมื่อรูมีลักษณะเป็นรูปวงรี รูอาจจะไม่พอดีกับเพลา ตลับลูกปืน หรือชิ้นส่วนอื่นๆ ที่ประกบกัน ซึ่งอาจส่งผลต่อประสิทธิภาพทางกลและเพิ่มการสึกหรอระหว่างการใช้งาน การรักษาเงื่อนไขการตัดเฉือนให้คงที่ การเลือกพารามิเตอร์การตัดที่เหมาะสม และการใช้เครื่องมือที่แข็งแรง จะช่วยลดความเสี่ยงของการเกิดรูเป็นรูปวงรีได้
12. ความเรียบของพื้นผิวไม่ดี
พื้นผิวที่ไม่เรียบภายในรูอาจลดประสิทธิภาพของชิ้นส่วน โดยเฉพาะอย่างยิ่งในงานที่เกี่ยวข้องกับการหมุน การปิดผนึก หรือการถ่ายโอนแรง พื้นผิวภายในที่หยาบอาจเพิ่มแรงเสียดทาน ทำให้เกิดการสึกหรอเร็วเกินไป หรือส่งผลต่อประสิทธิภาพการปิดผนึก
ปัญหานี้มักเกิดขึ้นเมื่อไม่ได้ปรับพารามิเตอร์การตัดให้เหมาะสม หรือเมื่อการไหลของสารหล่อเย็นไม่เพียงพอ การเลือกเครื่องมือที่เหมาะสม ความเร็วในการตัดที่ถูกต้อง และการหล่อลื่นที่เพียงพอ จะช่วยปรับปรุงคุณภาพของผิวงาน ในการใช้งานที่ต้องการความแม่นยำสูง อาจใช้กระบวนการเพิ่มเติม เช่น การคว้านหรือการลับคม เพื่อให้ได้พื้นผิวภายในที่เรียบเนียนยิ่งขึ้น
วิธีการทั่วไปในการเจาะรู
เมื่อเข้าใจประเภทของรูแล้ว คำถามต่อไปคือ: จะผลิตรูเหล่านั้นได้อย่างไร? วิธีการตัดเฉือนที่เลือกใช้ส่งผลโดยตรงต่อความแม่นยำของขนาด ความเรียบของพื้นผิว อายุการใช้งานของเครื่องมือ และประสิทธิภาพการผลิต รูปทรงของรู วัสดุ และข้อกำหนดด้านความคลาดเคลื่อนที่แตกต่างกัน จำเป็นต้องใช้กลยุทธ์การเจาะรูที่แตกต่างกัน วิธีการเจาะรูที่พบได้บ่อยที่สุด ได้แก่:

1. การเจาะซีเอ็นซี
การเจาะด้วยเครื่อง CNC เป็นวิธีการที่ใช้กันทั่วไปในการผลิตรูทรงกระบอกมาตรฐานในการตัดเฉือน ดอกสว่านหมุนจะกำจัดวัสดุไปตามแนวแกนเพื่อสร้างรูทะลุหรือรูตันได้อย่างรวดเร็วและมีประสิทธิภาพ กระบวนการนี้ใช้ได้ดีกับวัสดุหลายชนิด รวมถึงอะลูมิเนียม เหล็ก และพลาสติก
การเจาะด้วยเครื่อง CNC เป็นที่นิยมใช้กันอย่างแพร่หลายทั้งในการผลิตต้นแบบและการผลิตจำนวนมาก เนื่องจากมีความเร็วสูงและให้ผลผลิตที่ดี แม้ว่าการเจาะจะให้ผลลัพธ์ที่เชื่อถือได้สำหรับการใช้งานทั่วไป แต่ความแม่นยำของขนาดและผิวสำเร็จมักอยู่ในระดับปานกลางเมื่อเทียบกับการตกแต่งผิวงาน เช่น การคว้านรู
2. งานกัดซีเอ็นซี
การกัดขึ้นรูปด้วยเครื่อง CNC ยังสามารถใช้ในการเจาะรูได้ โดยเฉพาะอย่างยิ่งเมื่อต้องการรูที่มีเส้นผ่านศูนย์กลางขนาดใหญ่หรือรูปทรงที่ไม่เป็นมาตรฐาน แทนที่จะเจาะตรงลงไป เครื่องมือกัดสามารถเคลื่อนที่ไปตามเส้นทางวงกลมที่ตั้งโปรแกรมไว้ ซึ่งเป็นกระบวนการที่เรียกว่าการแทรกสอดแบบวงกลม (circular interpolation)
วิธีการนี้ให้ความยืดหยุ่นและการควบคุมตำแหน่งที่ดีกว่าเมื่อเทียบกับการเจาะแบบดั้งเดิม การกัด CNC มักใช้เมื่อความแม่นยำของตำแหน่งรูมีความสำคัญ หรือเมื่อขนาดรูเกินขนาดเส้นผ่านศูนย์กลางของดอกสว่านที่มีอยู่ นอกจากนี้ยังเป็นประโยชน์สำหรับการผลิตร่อง ช่อง หรือรูปทรงเรขาคณิตของรูที่ซับซ้อนในชิ้นส่วนเครื่องจักรกลที่มีความแม่นยำสูง
3.อีดีเอ็ม
การตัดเฉือนด้วยการปล่อยประจุไฟฟ้า (EDM) เป็นวิธีการตัดเฉือนแบบใหม่ที่ใช้ประกายไฟไฟฟ้าควบคุมเพื่อกำจัดวัสดุ เนื่องจากกระบวนการนี้ไม่อาศัยแรงตัดเชิงกล EDM จึงเหมาะอย่างยิ่งสำหรับการตัดเฉือนวัสดุที่แข็งตัวและรูขนาดเล็กมาก
การตัดเฉือนด้วยไฟฟ้า (EDM) นิยมใช้ในการผลิตแม่พิมพ์ ชิ้นส่วนอากาศยาน และเครื่องมือที่มีความแม่นยำสูง สามารถสร้างรูปทรงเรขาคณิตภายในที่ซับซ้อนซึ่งยากต่อการทำด้วยเครื่องมือตัดแบบดั้งเดิม อย่างไรก็ตาม โดยทั่วไปแล้ว EDM จะช้ากว่าวิธีการตัดเฉือนแบบดั้งเดิม และมักใช้เมื่อต้องการความแม่นยำสูงหรือสภาวะวัสดุพิเศษ
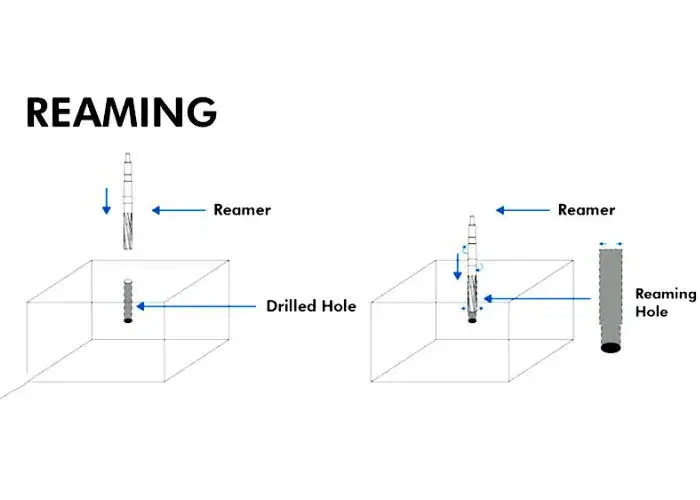
4. คว้าน
การคว้านรูเป็นการตกแต่งขั้นสุดท้ายหลังจากเจาะรู เพื่อปรับปรุงความแม่นยำของรูและคุณภาพพื้นผิว เครื่องมือคว้านรูจะขจัดวัสดุจำนวนเล็กน้อยออกจากรูที่เจาะแล้ว เพื่อให้ได้ขนาดเส้นผ่านศูนย์กลางที่แม่นยำยิ่งขึ้นและพื้นผิวภายในที่เรียบเนียนขึ้น
เนื่องจากรีมเมอร์จะเคลื่อนตามรูที่เจาะไว้แล้ว จึงไม่ทำให้ตำแหน่งของรูเปลี่ยนแปลงไปมากนัก แต่จะช่วยปรับขนาดและผิวงานให้ละเอียดขึ้น รูที่ผ่านการรีมมักใช้ในงานที่ต้องการความแม่นยำในการจัดแนว เช่น รูสำหรับเดือย รูสำหรับลูกปืน และชิ้นส่วนประกอบทางกลที่มีความแม่นยำสูง ซึ่งความพอดีที่สม่ำเสมอและความแม่นยำของขนาดมีความสำคัญ
5. การเจาะรูลึก
จำเป็นสำหรับรูที่มีอัตราส่วนความยาวต่อเส้นผ่านศูนย์กลางสูง (โดยทั่วไป L/D > 10) วิธีการเจาะแบบมาตรฐานจะไม่เสถียรที่ความลึกมากขึ้นเนื่องจากปัญหาการระบายเศษวัสดุและการสะสมความร้อน
การเลือกวิธีการตัดเฉือนขึ้นอยู่กับประเภทของวัสดุ ความคลาดเคลื่อนที่ต้องการ ความลึกของรู เส้นผ่านศูนย์กลาง และปริมาณการผลิต ความเสถียรของกระบวนการ การจ่ายสารหล่อเย็น และความแข็งแรงของเครื่องมือต้องได้รับการพิจารณาเพื่อให้ได้คุณภาพที่สม่ำเสมอ
การเจาะรูลึกนั้นต้องใช้อุปกรณ์เฉพาะทาง ระบบหล่อเย็นแรงดันสูง และกลยุทธ์การกำจัดเศษวัสดุขั้นสูง ซึ่งจะกล่าวถึงในหัวข้อถัดไป
คำถามที่พบบ่อย
แบบไหนที่มีรู?
ชิ้นส่วนทางกลหลายชนิดมีรูเป็นส่วนประกอบเชิงฟังก์ชันที่ใช้สำหรับการยึด การจัดแนว หรือการไหลผ่านของของเหลว ตัวอย่างเช่น ตัวยึด แผ่น ตัวเรือนเครื่องจักร และโครงสร้าง ในงานวิศวกรรมและการผลิต รูอาจถูกเจาะ ตอกเกลียว คว้าน หรือคว้านคว้าน ขึ้นอยู่กับข้อกำหนดของการออกแบบ รูเหล่านี้ช่วยให้สลักเกลียว เพลา หมุดเดือย หรือท่อสามารถผ่านหรือเชื่อมต่อชิ้นส่วนต่างๆ ภายในชุดประกอบได้
การจำแนกประเภทรูมาตรฐานในทางวิศวกรรมมีอะไรบ้าง?
ในงานวิศวกรรม โดยทั่วไปแล้ว รูจะถูกจำแนกตามรูปทรงและหน้าที่การใช้งาน ประเภทที่พบได้ทั่วไป ได้แก่ รูธรรมดา รูทะลุ รูตัน รูเกลียว และรูที่ต้องการความแม่นยำสูง เช่น รูที่คว้านขยาย นอกจากนี้ยังมีประเภทเพิ่มเติม ได้แก่ รูแบบขั้นบันได เช่น รูคว้านหรือรูจม และคุณลักษณะพิเศษ เช่น รูลึกหรือรูที่ไม่ต่อเนื่อง การจำแนกประเภทเหล่านี้ช่วยให้วิศวกรเลือกประเภทรูที่เหมาะสมได้ตามข้อกำหนดในการประกอบและกระบวนการผลิต
รูยึดน็อตมีกี่ประเภท?
รูสลักเกลียวถูกออกแบบมาเพื่อรองรับสลักเกลียวที่ใช้ในการประกอบชิ้นส่วนทางกลหรือโครงสร้าง ประเภทที่พบได้บ่อยที่สุด ได้แก่ รูแบบมีระยะห่าง รูเกลียว รูคว้าน และรูฝังหัว รูแบบมีระยะห่างช่วยให้สลักเกลียวผ่านชิ้นส่วนได้อย่างอิสระ ในขณะที่รูเกลียวจะยึดสลักเกลียวไว้โดยตรง รูคว้านจะสร้างพื้นที่ให้หัวสลักเกลียวอยู่ต่ำกว่าพื้นผิว และรูฝังหัวช่วยให้สกรูหัวแบนอยู่เสมอกับพื้นผิว
วิธีการกำหนดขนาดเส้นผ่านศูนย์กลางและค่าความคลาดเคลื่อนของรูเจาะ?
โดยทั่วไปแล้ว เส้นผ่านศูนย์กลางของรูเจาะจะถูกกำหนดโดยขนาดของสลักเกลียวหรือสกรูที่ใช้ในการประกอบ วิศวกรมักจะปฏิบัติตามตารางมาตรฐาน เช่น แผนภูมิขนาดรูเจาะตามมาตรฐาน ISO หรือ ANSI รูเจาะอาจแบ่งออกเป็นแบบพอดีแน่น แบบพอดีปกติ หรือแบบหลวม ขึ้นอยู่กับข้อกำหนดด้านความแม่นยำในการประกอบ การเลือกค่าความคลาดเคลื่อนที่เหมาะสมจะช่วยให้ตัวยึดสามารถผ่านได้ง่าย ในขณะที่ยังคงรักษาการจัดแนวที่แม่นยำระหว่างชิ้นส่วนที่เชื่อมต่อกัน
รูเจาะมีกี่ประเภท?
การเจาะรูขยายหรือตกแต่งผิวงานด้วยเครื่องมือเจาะรูขยายหลังจากทำการเจาะรูขั้นต้นแล้ว ประเภทที่พบได้ทั่วไป ได้แก่ การเจาะรูเพื่อความแม่นยำ การเจาะรูแบบขั้นบันได และการเจาะรูเพื่อจัดแนว การเจาะรูขยายใช้เมื่อต้องการความแม่นยำของขนาดสูง ความกลมที่ดีขึ้น หรือผิวงานที่ดีขึ้น กระบวนการนี้ใช้กันอย่างแพร่หลายในกระบอกสูบเครื่องยนต์ ตัวเรือนแบริ่ง และชิ้นส่วนกลไกที่มีความแม่นยำอื่นๆ ที่ต้องรักษาค่าความคลาดเคลื่อนที่แคบ
สรุป
การทำความเข้าใจประเภทของรูทั้ง 16 แบบในงานวิศวกรรมและการผลิตชิ้นส่วนโลหะ จะเป็นพื้นฐานสำคัญสำหรับการออกแบบที่ดีขึ้น ความแม่นยำในการผลิต และความน่าเชื่อถือในการประกอบ ตั้งแต่รูทะลุธรรมดาไปจนถึงรูเจาะลึกที่มีความแม่นยำสูง รูปทรงของรู ค่าความคลาดเคลื่อน วิธีการผลิต และกลยุทธ์การวัด ต้องสอดคล้องกับข้อกำหนดของงาน
At ไทราปิด สามารถให้คำแนะนำด้านการผลิตและโซลูชันการผลิตที่ปรับให้เหมาะสมกับข้อกำหนดของคุณได้ การเลือกรูเจาะที่ถูกต้องและการควบคุมการตัดเฉือนส่งผลโดยตรงต่อประสิทธิภาพ ความคุ้มค่า และความสมบูรณ์ของโครงสร้างในการผลิตด้วยเครื่อง CNC สมัยใหม่