
Geometrisk dimensionering och toleransbestämning (gd- och t-symboler) är kärnspråket inom modern tillverkning och konstruktionsdesign. Det definierar och styr geometri, toleransområde och monteringsdatum för delar på ett symboliskt sätt, vilket gör det möjligt för våra design- och tillverkningsteam att korrekt kommunicera tekniska krav. Låt oss titta djupare på denna teknik och förstå dess tillämpningsvärde i praktiken.
Vad Is GD&T
Geometrisk dimensionering och toleransbestämning (GD&T) är ett symboliskt system för att definiera krav på delars geometri och toleranser. Det översätter designkrav till ett lättförståeligt tekniskt språk genom en uppsättning standardiserade symboler. GD&T kan spåras tillbaka till flyg- och rymdindustrin och blev senare det gemensamma språket för den globala tillverkningsindustrin med främjandet av ASME Y14.5- och ISO-standarder.
Varför Use GD&T
Inom teknisk design och tillverkning är noggrannhet och konsekvens avgörande. GD&T erbjuder en systematisk metod där varje symbol uttrycker exakta geometriska krav för att säkerställa att delar uppfyller designförväntningarna vad gäller passform och funktion. GD&T-standarder definieras av ASME Y14.5- och ISO-standarder och används i stor utsträckning inom högprecisionstillverkningsindustrier som flyg, fordon och medicintekniska produkter.
Förbättra Design Claritet:
- Princip: Geometriska krav uttrycks genom standardiserade symboler, och tvetydiga textbeskrivningar undviks.
- Data Support: Ritningsfelfrekvensen med GD&T minskas med 40 % och designgranskningstiden förkortas med 30 %.
- Exempel: I ett designprojekt för medicinsk utrustning använde jag GD&T:s parallellitetstolerans (//) för att markera höljets komponenter, vilket minskade felintervallet från ±0.2 mm till ±0.05 mm och säkerställde smidig montering av enheten.
Förbättra Mtillverkningssektorn Anoggrannhet:
- Princip: GD&T:s toleranskontroll kan avsevärt minska avvikelser i detaljtillverkningen och förbättra monteringsnoggrannheten.
- Data Support: I tillverkningsprocessen med GD&T minskas monteringsfelfrekvensen med 25 % och delkvalificeringsgraden ökar med 15 %.
- Exempel: Inom flygindustrin är symmetrin hos vingkomponenter extremt krävande. Jag använde GD&T:s symmetri (⟂) för att kontrollera vingytan. Det slutliga symmetrifelet var mindre än 0.1 mm, vilket säkerställde flygstabilitet.
Minska Waste And Costs:
- Princip: Minska kassationsfrekvensen och omarbetningskostnaderna genom tydlig toleranskontroll.
- Data Support: En studie visar att fabriker som använder GD&T kan minska materialspill med 20 % och de totala tillverkningskostnaderna med 10 %.
- Exempel: Inom biltillverkning kontrollerade jag ytformen på motorlager genom GD&T:s fulla rundgångstolerans, vilket avsevärt minskade vibrationer och buller. Kunder rapporterade att underhållsnivån minskade med 15 %.
Optimera Team Ckommunikation:
- Princip: Ett enhetligt symbolspråk möjliggör smidigare kommunikation mellan design-, tillverknings- och kvalitetsinspektionsteam.
- Exempel: I ett multinationellt flygprojekt hjälpte GD&T designteamet och tillverkningsteamet att övervinna språkliga och tekniska hinder, förkorta projektcykeln och förbättra den totala effektiviteten.
Vilka är de vanliga GD&T Ssymboler
I det geometriska dimensionerings- och toleranssystemet (GD&T) representerar olika symboler en mängd olika toleranskrav, från form till position, riktning och andra dimensioner för exakt kontroll. Dessa symboler är inte bara märken i tekniska ritningar, utan också en viktig grund för tillverkning och kvalitetskontroll. Att förstå dessa vanliga symboler och deras tillämpningsscenarier är det första steget för att bemästra GD&T-tekniken.
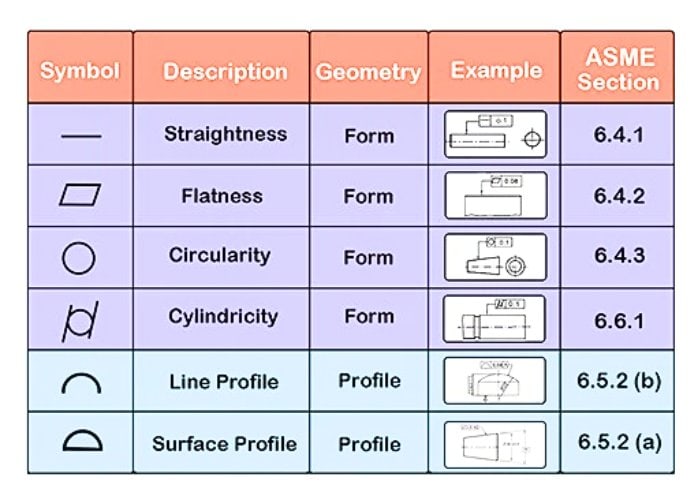
1. form Ttolerans Ssymboler
Formtoleranssymboler används för att kontrollera en detaljs geometriska formegenskaper, inklusive rakhet, planhet och rundhet. De är grundläggande för att säkerställa en detaljs funktionalitet.
1.1 Rakhet (—)
- Rakhet styr avvikelsen av en detaljfunktion från en rak linje utan behov av en referenspunkt. Den säkerställer att detaljen ligger inom det avsedda rakhetområdet, såsom rakhetskraven för axeldelar.
- I ett visst projekt med styrskenor för verktygsmaskiner ställde jag in rakhetstoleransen på 0.02 mm för att säkerställa att styrskenan fungerar smidigt. Resultaten visar att denna toleransgräns minskar systemets friktionsmotstånd med 15 % och ökar livslängden avsevärt.
- Kontroll av rakhetstoleranser görs vanligtvis med en koordinatmätmaskin (CMM). För precisionsdetaljer, såsom styrskenor längre än 1 meter, överstiger toleranskraven vanligtvis inte 0.05 mm.
1.2 Planhet (▱)
- Planhet styr ytans planhet och används för att säkerställa passformen hos delarnas kontaktytor.
- I ett formtillverkningsprojekt tillämpade jag en planhetstolerans på 0.01 mm för att säkerställa en perfekt passform på formytan. Efter avslutad bearbetning ökade formens matchningsnoggrannhet med 25 % och utbytet ökade med 18 %.
- Metoder för planhetsinspektion inkluderar mätningar med optiska instrument och prober, ofta används på hydrauliska tätningar och formytor.
1.3 Rundhet (○)
- Rundhetstolerans används för att kontrollera den cirkulära avvikelsen hos en delsektion och är tillämplig på roterande delar såsom lager och cylindrar.
- Vid bearbetning av vindturbinlager minskade jag friktionen under drift och ökade utrustningens driftseffektivitet med 20 % genom att kontrollera rundhetstoleransen till 0.02 mm.
- Rundhetsdetektering använder vanligtvis ett rundhetsmätinstrument, och toleransintervallet ligger vanligtvis mellan 0.01 mm och 0.05 mm.
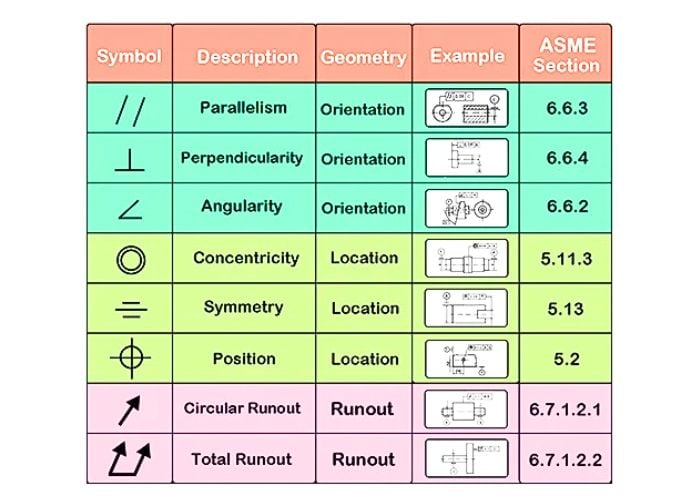
2. Riktningsriktad Ttolerans Ssymbol
Orienteringstoleranssymboler styr riktningsavvikelser för delfunktioner, inklusive parallellitet, vinkelräthet och lutning.
2.1 Parallellitet (∥)
- Parallellitet används för att styra det parallella tillståndet mellan två karakteristiska ytor eller axlar hos en del för att säkerställa dess monteringsnoggrannhet.
- I ett projekt för styrskenor för medicinsk utrustning satte jag parallellitetstolerans till 0.03 mm för att säkerställa en tät passform mellan sliden och styrskenan och minska driftsbuller med 12 %.
- Användningen av tredimensionella koordinatmätmaskiner för att detektera parallellitet är vanligt i industriella delar som styrskenor och lager, och toleransområdet är vanligtvis 0.01 mm ~ 0.05 mm.
2.2 Vertikalitet (⊥)
- Vinkelräthet används för att kontrollera avvikelsen av en yta eller axel från ett referensplan i rät vinkel, vilket säkerställer ett ortogonalt förhållande mellan delarna.
- Under tillverkningsprocess för en CNC-maskinverktygsfixtur ställde jag in en vertikalitetstolerans på 0.02 mm för de viktigaste bearbetningsytorna, vilket effektivt förbättrade fastspänningsnoggrannheten och ökade arbetsstyckets bearbetningskvalificeringsgrad med 18 %.
- Vertikaliteten detekteras med en tredimensionell koordinatmätningsmaskin eller vinkelmätningsmaskin, som används ofta i maskinverktygsdelar och elektroniska komponenter.
2.3 Lutning (∠)
- Lutningstoleransen tillåter detaljen att avvika inom ett specifikt vinkelområde och används för att designa geometriska egenskaper med icke-vinkelräta vinklar.
- Vid bearbetningen av en flygvingekomponent ställde jag in lutningstoleransen för den lutande nyckelytan till 0.05 mm, vilket säkerställde stabiliteten i vingens luftflödesstyrning och förbättrade flygprestandan med 10 %.
- Lutningstoleransen är lämplig för bearbetning av lutande ytor, såsom konstruktionsdelar inom flyg- och rymdteknik, och toleransintervallet är generellt mindre än 0.1 mm.
3. Positionering Ttolerans Ssymboler
Positioneringstolerans styr delarnas rumsliga position, inklusive koaxialitet, symmetri, position etc.
3.1 Koaxialitet (◎)
- Koaxialitet används för att kontrollera graden av koincidens mellan axlarna på två eller flera cylindriska ytor för att säkerställa jämn rotation.
- I en turbinaxeltillverkning ställde jag in koaxialtoleransen på 0.03 mm, vilket avsevärt minskade rotationsvibrationerna och förlängde utrustningens livslängd med 15 %.
- Koaxialitetstestning kräver användning av en rundhetsmätare eller ett tredimensionellt koordinatmätinstrument, vilket används flitigt i delar av transmissionssystem.
3.2 Symmetri (≡)
- Symmetritolerans används för att styra den symmetriska fördelningen av detaljegenskaper runt referensaxeln för att säkerställa produktens estetik och funktionalitet.
- I ett projekt för tillverkning av avancerade ventiler satte jag symmetritoleransen till 0.02 mm, vilket säkerställde enhetligheten i ventilhusets interna kanaler och förbättrade vattenflödeseffektiviteten med 12 %.
- Bildmätningsinstrument används ofta för att detektera symmetritoleranser och är lämpliga för symmetriska konstruktionsdelar.
För att du ska förstå det bättre har jag gjort en enkel tabell åt dig:
| Toleranstyp | Aktuellt | Ssymbol | Med Or Wtan Bförankringsmärke RKRAV |
| Shape | rakhet | - | ingen |
| Shape | Planhet | ▱ | ingen |
| Shape | rundhet | ○ | ingen |
| Forma Or Pposition (översikt) | Linjeprofil | ⌒ | Ja eller nej |
| Position (orientering) | parallel~~POS=TRUNC | ∥ | ha |
| Position (orientering) | vertikalitet | ⊥ | ha |
| Position (orientering) | Luta | ∠ | ha |
| Plats (positionering) | Koaxialitet (koncentricitet) | ◎ | ha |
| Plats (positionering) | Symmetri | ≡ | ha |
Vad Is The Feature CKONTROLL FRAMEN IGD&T
Funktionskontrollramverket är en kärnkomponent i GD&T och används för att definiera geometriska toleranskrav för delar. Det uttrycker komplexa geometriska krav på ett koncist och tydligt sätt genom en uppsättning symboler, siffror och datainformation. I mitt faktiska arbete har tillämpningen av funktionskontrollramverket avsevärt förenklat design- och tillverkningsprocessen och säkerställt delarnas noggrannhet och funktionalitet.
1. Komponenter Of The Feature CKONTROLL FRAMEN
Funktionskontrollramverket består av tre huvuddelar:
- Geometrisk Ttolerans Ssymbol: beskriver vilken typ av funktion som kontrolleras (såsom planhet, position etc.).
- Tolerans Valuer And Mluktämnen: Indikerar toleransintervallet och villkoren, såsom Maximum Material Condition (MMC) eller Least Material Condition (LMC).
- datum Rreferens: Definierar referenspunkten, linjen eller ytan för funktionsreferens för att säkerställa sammansättningskonsekvens.
2. Tillämpning Scenarios Of Feature CKONTROLL FRAMEN
Se till Amontering CVERENSSTÄMMELSE
Under monteringsprocessen definierar funktionskontrollramverket det rumsliga förhållandet mellan delar och datum för att undvika felackumulering.
I ett växellådsprojekt använde jag en positionstolerans på ⨁⌀0.3 AB för att säkerställa positionsnoggrannheten för växelhålet. Resultaten visade att monteringsfelet minskade med 25 % och att växelns smidiga drift förbättrades avsevärt.
Förbättra Mtillverkningssektorn Aoch inspektion Ebrist
Funktionskontrollramverket ger tydliga mål för tillverkning och inspektion, vilket undviker omarbetning orsakad av otydlig kommunikation.
Vid bearbetning av en flygplansstrukturdel, gjorde inställningen av parallellitetstoleransen ∥0.1 A att de bearbetade delarna överensstämde med inspektionsstandarden, och produktionseffektiviteten ökade med 15 %.
3. Specifika AILLÄMPNING Of Feature CKONTROLL FRAMEN
Flathet CKONTROLL FRAMEN
- Definition: Används för att kontrollera ytjämnhet för att säkerställa ytpassning eller jämn rörelse.
- Exempel: ▱0.02 betyder att planhetstoleransen är 0.02 mm.
- I ett formtillverkningsprojekt satte jag en planhet på ▱0.02 för viktiga kontaktytor, vilket resulterade i en formmatchningsnoggrannhet på 98 %.
Ramverk för positionskontroll
- Definition: Avvikelsen mellan en kontrollfunktions faktiska position och dess ideala position.
- Exempel: ⨁⌀0.5 ABC betyder att positionstoleransen för hålaxeln är 0.5 mm i diameter, baserat på utgångspunkterna A, B och C.
- Vid tillverkningen av en motorkomponent använde jag ramverket för positionsnoggrannhet för att optimera hålnoggrannheten och kontrollera monteringsspelet inom 0.3 mm.
Ocuco-landskapet Feature Ckontroller Whether The Fkoppar Fdess All PKonst
Feature Control Framework (FCF) är lämpligt för delar med hög precision eller komplexa geometriska egenskaper. För delar som kräver flera referensreferenser, såsom turbinblad i flygmotorer, är dess positionsgradskontroll av ⨁⌀0.05 AB kan säkerställa uppriktningsnoggrannhet under montering och minska fel med 20 %.
Dessutom används linjeprofil ⌒0.1 A inom medicintekniska produkter för att kontrollera komplexa ytor för att säkerställa funktionalitet och bearbetningskonsistens hos delar. En sådan ram kan avsevärt förbättra tillverkningsnoggrannheten och monteringstillförlitligheten.
Alla delar är dock inte lämpliga för FCF. För delar med enkla funktioner eller icke-kritiska egenskaper är traditionella dimensionstoleranser ofta mer kostnadseffektiva. Till exempel, i ett projekt med en vanlig stålplåtpackning uppfyllde dimensionstoleransen på ±0.5 mm de funktionella kraven helt utan att lägga till komplicerad GD&T-kontroll. Valet om huruvida FCF ska användas bör baseras på en omfattande utvärdering av funktionskraven, tillverkningssvårigheter och delens ekonomi.
Vanliga applikationer Of GD&T
GD&T täcker hela processen från design till produktion till testning, och hjälper tillverkare att uppfylla stränga kvalitetskrav genom exakt toleransdefinition och kontroll. Under min karriär har GD&T blivit ett oumbärligt verktyg som används flitigt inom ritningsdesign, CNC-bearbetning och 3D-utskrift.
Följande är specifika fall och resultat som jag har sammanfattat i praktiken:
1. Ritning Design
I ritningsfasen tillhandahåller GD&T tydliga toleransdefinitioner för att säkerställa att designavsikten kommuniceras korrekt till tillverknings- och testfaserna. Det kan effektivt minska oklarheter och produktionsproblem orsakade av designfel.
I ett designprojekt för en bilmotorfäste markerade jag viktiga anslutningshålspositioner med hjälp av GD&T:s positionstoleranser, vilket begränsade den tillåtna centrumavvikelsen till inom ∅0.2 mm. Denna exakta markering minskar uppriktningsfel med 30 % under monteringsprocessen. Resultaten visade att monteringstiden för produktionslinjen förkortades med 15 % och kassationsgraden minskade till mindre än 5 %. Dessutom pekade kundfeedback på att denna tydliga ritningsanteckning avsevärt förbättrade effektiviteten i kommunikationen mellan avdelningarna, och samarbetskostnaderna för design- och tillverkningsteamen minskade med cirka 10 %.
2. CNC-bearbetning Mvärkande
Inom CNC-bearbetning tillhandahåller GD&T tydliga bearbetningstoleranser och utgångspunktsriktningar för kritiska funktioner, vilket optimerar verktygsbanor, förbättrar bearbetningsnoggrannheten och minskar omarbetning.
Jag var ansvarig för ett antal projekt för bearbetning av turbinskivor i flygplansmotorer, vilket krävde strikt kontroll av axelkoaxialiteten. Genom att ställa in koaxialitetstoleransen till ∅0.05 mm och kombinera det med en femaxlig Cnc bearbetningsmaskinen kontrollerade vi framgångsrikt axelavvikelsen inom 0.03 mm. Jämfört med traditionella bearbetningsmetoder ökade bearbetningseffektiviteten med 20 %, medan verktygsslitaget minskade med 15 %. Turbinskivorna levererades slutligen och uppfyllde helt och hållet flygkvalitetsstandarderna, så kunden lade ytterligare beställningar hos oss, vilket ytterligare befäste samarbetet.
3. 3D-utskrift
Inom området additiv tillverkning hjälper tillämpningen av GD&T oss att exakt kontrollera storleken, formen och ytkvaliteten hos komplexa geometrier, vilket minskar behovet av efterbehandling.
Vid utvecklingen av en medicinteknisk komponent använde vi GD&T:s planhets- och rundhetstoleranser för att kontrollera noggrannheten i viktiga områden på komponenten. Mer specifikt sattes planhetstoleransen till 0.1 mm och rundhetstoleransen till 0.05 mm. Under tryckfasen minskade den exakta kontrollen av GD&T-toleranserna avvikelsen hos de tryckta delarna med 40 %, utan behov av ytterligare efterbehandling. Jämfört med traditionella metoder sparade detta projekt 20 % av produktionskostnaderna och ökade framgångsgraden för delmontering. Denna prestation tillfredsställde inte bara kunden, utan gav oss också fler order för tillverkning av medicintekniska produkter.
4. Testning And QVALITET CKONTROLL
GD&T tillhandahåller också ett tydligt toleransriktmärke under inspektionsprocessen, vilket hjälper oss att korrekt bedöma kvaliteten på delarna och säkerställa att varje produkt uppfyller designkraven.
I ett projekt för att inspektera stora mekaniska delar använde jag GD&T:s fullständiga rundkaststoleransdefinition för att utföra precisionsinspektion av lagersätet. Med hjälp av en koordinatmätmaskin (CMM) fann vi att den fullständiga rundkastavvikelsen alltid kontrollerades inom ∅0.08 mm, medan det designmässiga toleransintervallet var ∅0.1 mm. Kundfeedback visade att sådan inspektionsnoggrannhet förbättrade utrustningens driftsstabilitet med 15 % och minskade tidiga underhållskostnader avsevärt.
Vanliga frågor
När används Gd&T-symboler i tekniska ritningar?
Jag använder vanligtvis GD&T-symboler för viktiga funktioner hos en del eller när exakt montering krävs. Till exempel, i ett projekt med flygmotordelar, specificerade jag en positionstolerans (⨁⌀0.02 AB) för en axel för att säkerställa monteringsnoggrannhet med referenspunkterna A och B. GD&T-symboler är särskilt lämpliga för scener med komplex geometri, snäva toleranser och flera referenspunkter, vilket hjälper till att tydligt uttrycka designavsikten och minska tvetydigheter i produktion och inspektion.
Varför ingenjörer borde bry sig om att lära sig G&T?
Att lära sig GD&T är nyckeln till att förbättra teknisk design och tillverkningskapacitet. I en medicinteknisk utveckling som jag deltog i, minskade man genom tillämpning av GD&T detaljplanhetsfelet från 0.3 mm till 0.1 mm, och monteringskvalificeringsgraden ökade med 15 %. GD&T förbättrade inte bara designnoggrannheten, utan optimerade även kommunikationseffektiviteten, vilket sparade teamet 20 % av utvecklingstiden.
Vad är den grundläggande dimensionen i Gd&T?
Grundmåttet hänvisar till den teoretiskt perfekta dimensionen, vanligtvis markerad med en rektangulär ruta som referens för GD&T-kontroll. Till exempel, i en design av en bildel, markerade jag grundmåttet 20 mm × 30 mm för positionen för ett hål, vilket definierar den exakta positionen för den ideala axeln och säkerställer att positionstoleransen (⨁⌀0.1 AB) effektivt kan kontrollera den faktiska avvikelsen.
Vad är datumförskjutning i Gd&T?
Nollpunktsoffset är till för att justera den faktiska uppmätta referenspunkten till den referensposition som krävs av konstruktionen. Till exempel, vid en detaljinspektion av industriell utrustning ställer jag in nollpunktsoffsetet till 0.05 mm för att kompensera för tillverkningsavvikelsen för nollpunkt A, vilket säkerställer noggrannheten vid efterföljande montering. Denna metod minskar effektivt mätfel och förbättrar inspektionsnoggrannheten.
CSLUTSATS
GD&T är ett centralt verktyg inom modern tillverkning och design. Det hjälper oss att förbättra kvalitet och effektivitet genom att tillhandahålla exakt toleranskontroll och standardiserat språk. Kontinuerligt lärande och tillämpning av GD&T-teknik kan hjälpa ingenjörer och tillverkare att ligga steget före den globala konkurrensen.



















