
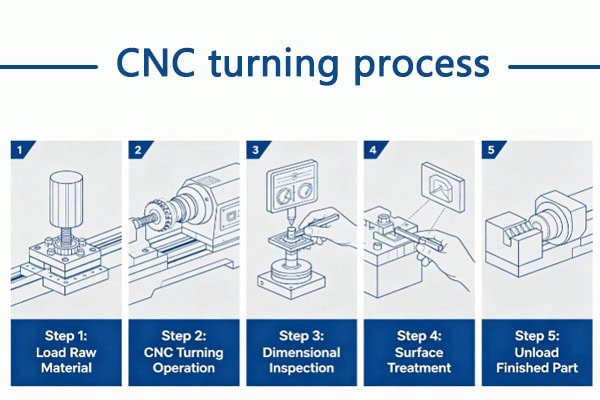
Toczenie CNC to szeroko stosowana metoda precyzyjnej produkcji we współczesnej inżynierii. Wykorzystuje ona komputerowe systemy sterowania numerycznego do zarządzania ścieżkami narzędzi, obrotami wrzeciona i posuwem, umożliwiając precyzyjną obróbkę obrotowych detali. Cały proces obejmuje nie tylko obsługę maszyny, ale również planowanie procesu, tworzenie programów, konfigurację maszyny i kontrolę jakości. Każdy etap jest ściśle powiązany, a wszelkie odchylenia mogą wpłynąć na ostateczną dokładność wymiarową i jakość powierzchni. Standaryzowany przepływ pracy zapewnia spójność i stabilność w produkcji masowej.
Planowanie procesu i przygotowanie techniczne przed obróbką mechaniczną
Przed rozpoczęciem obróbki CNC konieczne jest opracowanie kompletnego planu procesu i przygotowanie techniczne. Ten etap odgrywa fundamentalną rolę w całym procesie produkcyjnym. Geometria przedmiotu obrabianego, właściwości materiału i wymagania dotyczące obróbki są przekładane na ustrukturyzowany plan procesu, który kieruje programowaniem i obsługą maszyny. Im bardziej szczegółowe przygotowanie, tym stabilniejszy proces obróbki i wyższa wydajność produkcji.
Analiza rysunków i ocena konstrukcyjna
Analiza rysunków obejmuje systematyczną analizę projektu części, koncentrując się na tolerancjach wymiarowych, dokładności geometrycznej i złożoności strukturalnej. W przypadku części z głębokimi otworami, cienkimi ściankami lub geometrią wielostopniową, wykonalność obróbki musi zostać oceniona z wyprzedzeniem. Ocenia się również potencjalne zakłócenia w pracy narzędzi, ograniczenia mocowania i ryzyko odkształceń, aby określić niezawodną strategię obróbki.
- Określ krytyczne wymiary i wymagania dotyczące tolerancji
- Analizuj złożone geometrie i trudności obróbki
- Oceń dostępność narzędzia
- Ocena stabilności osprzętu
- Zdefiniuj wstępną sekwencję obróbki
- Przewiduj możliwe ryzyko deformacji
Po zakończeniu analizy rysunku ustalany jest wyraźny kierunek obróbki, co ogranicza konieczność przeprowadzania niepotrzebnych korekt na późniejszych etapach i poprawia ogólną stabilność procesu.
Wybór materiałów i projekt blankietu
Dobór materiału i konstrukcja półfabrykatu bezpośrednio wpływają na wydajność obróbki i jakość produktu końcowego. Różne materiały różnią się twardością, wytrzymałością i skrawalnością, co wpływa na właściwości skrawania i trwałość narzędzia. Jednocześnie rozmiar półfabrykatu musi być starannie zaprojektowany, aby zrównoważyć naddatek na obróbkę i wykorzystanie materiału.
- Potwierdź wymagania dotyczące gatunku materiału i wydajności
- Przeanalizuj charakterystykę cięcia materiału
- Określ odpowiedni naddatek na obróbkę
- Kontroluj koszty materiałów
- Ocena warunków obróbki cieplnej
- Poprawa efektywności wykorzystania materiałów
Prawidłowe planowanie materiałów i wykrojów redukuje niepewność występującą podczas obróbki i zapewnia bardziej płynne tempo produkcji, jednocześnie zwiększając ogólną efektywność ekonomiczną.
Przygotowanie osprzętu i narzędzi
Osprzęt i narzędzia odgrywają kluczową rolę w utrzymaniu stabilności obróbki i dokładności skrawania w toczeniu CNC. Osprzęt musi stabilnie utrzymywać obrabiany przedmiot podczas szybkich obrotów, a narzędzia skrawające muszą być dobierane odpowiednio do etapów obróbki, aby zapewnić równowagę między wydajnością a jakością powierzchni.
- Projektowanie konstrukcji mocujących o wysokiej sztywności
- Zapewnij powtarzalną dokładność pozycjonowania
- Wybierz narzędzia do obróbki zgrubnej i wykańczającej
- Konfiguruj parametry kompensacji narzędzia
- Sprawdź stan zużycia narzędzi
- Kontroluj ryzyko wibracji
Po zakończeniu przygotowania osprzętu i narzędzi stabilność obróbki znacznie się poprawia, co zmniejsza liczbę błędów spowodowanych problemami z zaciskiem lub narzędziami.
Etap programowania CNC i konfiguracji maszyny
Ten etap przekształca planowanie procesu w kod wykonywalny przez maszynę i obejmuje konfigurację parametrów maszyny oraz weryfikację ścieżki. Jakość programu i dokładność ustawień bezpośrednio wpływają na wydajność i bezpieczeństwo obróbki, co czyni ten etap kluczowym ogniwem między projektowaniem a produkcją.
Tworzenie programów CNC
Programowanie CNC definiuje ścieżki narzędzi, parametry skrawania, posuwy i logikę wymiany narzędzi w oparciu o geometrię części. Dobrze zaprojektowany program zapewnia nie tylko prawidłowe wykonanie, ale także wydajną i stabilną obróbkę.
- Ustalenie układu współrzędnych obróbki
- Zapisz ścieżki ruchu narzędzi
- Zdefiniuj parametry cięcia
- Zaplanuj sekwencje zmiany narzędzi
- Optymalizacja czasu cyklu obróbki
- Poprawa stabilności operacyjnej
Po zakończeniu programowania obróbka staje się standaryzowana i kontrolowana, co zwiększa wydajność produkcji i ogranicza ryzyko błędu ludzkiego.
Symulacja programów i wykrywanie kolizji
Przed rozpoczęciem obróbki symulacja służy do weryfikacji ścieżek narzędzi i wykrywania ewentualnych kolizji lub błędów programowania. Ten krok pomaga wcześnie zidentyfikować zagrożenia i zapobiega uszkodzeniom sprzętu lub stratom produkcyjnym.
- Symuluj ścieżki ruchu narzędzi
- Sprawdź kolizję osprzętu
- Sprawdź sekwencję obróbki
- Oszacowanie czasu obróbki
- Optymalizacja ścieżek ruchu
- Poprawa wskaźnika powodzenia produkcji próbnej
Symulacja znacząco zwiększa bezpieczeństwo obróbki i zmniejsza niepewność podczas początkowych cykli produkcyjnych.
Parametry maszyny i konfiguracja systemu
Konfiguracja maszyny zapewnia prawidłowe działanie programu CNC poprzez konfigurację układów współrzędnych, przesunięć narzędzi i parametrów wrzeciona. Dokładne ustawienia są niezbędne do uzyskania powtarzalnych rezultatów obróbki.
- Ustaw punkt zerowy przedmiotu obrabianego
- Konfiguruj wartości przesunięcia narzędzia
- Dostosuj prędkość wrzeciona
- Ustaw parametry szybkości posuwu
- Sprawdź stan układu chłodzenia
- Kalibracja systemów pomiarowych
Właściwa konfiguracja systemu gwarantuje stabilność i dokładność operacji obróbkowych.
Sterowanie procesem toczenia CNC
Etap realizacji obróbki stanowi rdzeń całego procesu roboczego. Wymaga on kontroli etapowej opartej na właściwościach materiału i geometrii części, aby osiągnąć równowagę między wydajnością a precyzją.
Etap obróbki zgrubnej
Etap obróbki zgrubnej koncentruje się na szybkim usunięciu nadmiaru materiału, aby uzyskać podstawowy kształt przedmiotu obrabianego. Priorytetem jest wydajność i tempo usuwania materiału, przy jednoczesnym zachowaniu stabilności maszyny.
- Szybkie usuwanie materiału
- Kontrolowane obciążenie tnące
- Wysoka wydajność obróbki
- Kształtowanie podstawowej geometrii
- Zmniejszone obciążenie na późniejszych etapach
- Utrzymana stabilność strukturalna
Po obróbce zgrubnej powstaje stabilny fundament dla kolejnych etapów obróbki, co gwarantuje płynniejszą obróbkę.
Etap półwykończeniowy
Obróbka półwykańczająca koryguje odchylenia wymiarowe powstałe w wyniku obróbki zgrubnej i zbliża część do geometrii końcowej, jednocześnie poprawiając stan powierzchni. Zmniejsza również nakład pracy w operacjach wykańczających.
- Popraw błędy wymiarowe
- Poprawa stanu powierzchni
- Zwiększ dokładność konturów
- Zmniejsz obciążenie wykończeniowe
- Kontrola odkształceń termicznych
- Poprawa spójności wymiarowej
Etap ten zapewnia stabilne przejście między obróbką zgrubną i wykańczającą.
Etap wykończeniowy
Wykończenie decyduje o końcowej dokładności wymiarowej i jakości powierzchni. Wymaga ścisłej kontroli stanu narzędzi, parametrów skrawania i stabilności maszyny.
- Osiągnij ostateczne wymagania wymiarowe
- Poprawa jakości wykończenia powierzchni
- Kontroluj tolerancje geometryczne
- Zapewnij spójność partii
- Zmniejszenie wad obróbki
- Spełnia specyfikacje techniczne
Wykańczanie określa ostateczny poziom jakości produktu i jest najważniejszym etapem obróbki.
Proces kontroli i inspekcji po obróbce mechanicznej
Po obróbce mechanicznej części muszą być systematycznie kontrolowane, aby zapewnić zgodność z wymaganiami projektowymi i normami technicznymi. Kontrola jakości obejmuje pomiary wymiarów, ocenę powierzchni oraz rejestrację danych w celu zapewnienia identyfikowalności. Ustrukturyzowany system jakości umożliwia ciągłe doskonalenie procesów i stabilną wydajność produkcji.
Kontrola dokładności wymiarowej
Kontrola wymiarowa polega na sprawdzeniu kluczowych wymiarów przy użyciu narzędzi pomiarowych lub sprzętu testowego w celu zapewnienia zgodności produktu z wymaganiami projektowymi.
- Sprawdź średnicę zewnętrzną
- Zmierz długość i położenie
- Sprawdź dokładność średnicy otworu
- Porównaj zakresy tolerancji
- Rejestrowanie danych z inspekcji
- Potwierdź spójność partii
Kompleksowa kontrola wymiarowa skutecznie gwarantuje zgodność produktu z normami.
Kontrola jakości powierzchni i wad
Jakość powierzchni jest kluczowym wskaźnikiem poziomu obróbki części obrabianych CNC. Wpływa nie tylko na wygląd produktu, ale także na jego odporność na zużycie, szczelność, dokładność montażu i żywotność. W przypadku precyzyjnych części mechanicznych, komponentów urządzeń medycznych i zespołów urządzeń zautomatyzowanych, stan powierzchni często bezpośrednio decyduje o tym, czy produkt spełnia praktyczne wymagania. Proces kontroli wymaga kompleksowej kontroli chropowatości powierzchni, śladów obróbki, rys, wgnieceń, zadziorów i miejscowych defektów, aby zapewnić, że części spełniają normy wymiarowe, a jednocześnie charakteryzują się doskonałą jakością powierzchni.
Zarządzanie dokumentacją jakości i identyfikowalnością
Rejestry jakości przechowują dane dotyczące obróbki i kontroli, zapewniając pełną identyfikowalność procesu. Wspiera to ciągłe doskonalenie i długoterminową stabilność produkcji.
- Rejestrowanie parametrów obróbki
- Wyniki inspekcji sklepu
- Zbuduj system śledzenia
- Analizuj różnice w jakości
- Optymalizacja parametrów procesu
- Poprawa stabilności produkcji
Kompletny system danych wzmacnia długoterminowe możliwości produkcyjne.
Proces obsługi i dostawy gotowego produktu
Po obróbce części muszą zostać poddane czyszczeniu, zabezpieczeniu i zapakowaniu, aby zapewnić bezpieczną dostawę i właściwy stan powierzchni podczas transportu i przechowywania. Resztki płynów obróbkowych, wióry i zadziory należy usunąć, aby uniknąć wpływu na montaż lub wydajność.

Proces czyszczenia i gratowania
Obrobione maszynowo części często zawierają resztki chłodziwa, wióry i małe zadziory, które należy usunąć przed dostawą.
- Usuń pozostałości po obróbce
- Wyeliminuj zadziory
- Czysty olej i płyn chłodzący
- Popraw jakość wyglądu
- Zmniejsz ryzyko związane z montażem
- Zapewnij bezpieczne użytkowanie
Prawidłowe czyszczenie znacząco poprawia ogólną jakość produktu.
Ochrona antykorozyjna i opakowań
Elementy metalowe wymagają środków ochronnych podczas przechowywania i transportu, aby zapobiec korozji i uszkodzeniom mechanicznym.
- Nałożyć powłokę antykorozyjną
- Używaj opakowań odpornych na wstrząsy
- Zapobiegaj uszkodzeniom podczas transportu
- Utrzymuj stan powierzchni
- Przedłuż okres przechowywania
- Popraw niezawodność dostaw
Właściwe opakowanie gwarantuje bezpieczną dostawę do klientów.
Dostawa i wsparcie techniczne
Po zapakowaniu produktu i przejściu kontroli końcowej, rozpoczyna się faza dostawy. Oprócz terminowej wysyłki, producent musi również zapewnić odpowiednie wsparcie techniczne, obejmujące informacje o produkcie, raporty z testów i sugestie dotyczące użytkowania. Szybka komunikacja i reakcja mogą pomóc w rozwiązaniu praktycznych problemów i usprawnić współpracę z klientami, którzy napotykają problemy podczas instalacji, uruchomienia lub użytkowania.
- Dostawa produktu na czas
- Dostarcz raporty z inspekcji
- Oferujemy konsultacje techniczne
- Obsługa opinii klientów
- Nawiąż długoterminową współpracę
- Popraw satysfakcję klienta
Kompleksowy system dostaw i wsparcia gwarantuje niezawodne korzystanie z produktów i wzmacnia długoterminowe relacje biznesowe.



















