
Obróbka CNC małych partii to praktyczne rozwiązanie produkcyjne dla projektów wymagających precyzyjnych części, bez konieczności przechodzenia bezpośrednio do produkcji masowej. Łączy w sobie szybką realizację, elastyczną kontrolę ilości i niezawodną jakość obróbki, dzięki czemu doskonale nadaje się do prototypowania, serii pilotażowych, produkcji części zamiennych i produkcji niestandardowej.
W tym przewodniku poznasz kluczowe procesy, opcje materiałowe, czynniki kosztowe, zagadnienia projektowe, punkty kontroli jakości oraz wskazówki dotyczące wyboru dostawców związane z obróbką CNC w małych partiach. Zrozumienie tych obszarów pomoże Ci efektywniej planować produkcję niskoseryjną i podejmować lepsze decyzje produkcyjne.
Co Is Scentrum handlowe Batch CNC Mbolący?
Obróbka CNC w małych partiach łączy prototypowanie z produkcją masową. Dostarcza precyzyjne części w małych ilościach, bez kosztownego oprzyrządowania i nadmiaru zapasów. Idealna do walidacji projektów, serii pilotażowych, części zamiennych i personalizacji, opiera się na programowaniu cyfrowym i zaawansowanych maszynach, aby zapewnić jakość i szybką reakcję.

W większości przypadków zakres produkcji małoseryjnej CNC mieści się w przedziale od około 10 do 1000 sztuk, chociaż niektóre projekty mogą wymagać jedynie kilku próbek do opracowania, podczas gdy inne mogą przekraczać 2000 sztuk, w zależności od złożoności części i celów produkcyjnych. W porównaniu z produkcją wielkoseryjną, produkcja małoseryjna Obróbka CNC kładzie większy nacisk na weryfikację projektu, kontrolowaną produkcję i możliwość szybkiej adaptacji w przypadku zmiany wymagań.
Ta metoda jest szeroko stosowana w rozwoju produktu i na wczesnym etapie produkcji. W procesie walidacji w ramach prac badawczo-rozwojowych firmy mogą obrobić maszynowo zaledwie 20–30 części, aby przetestować strukturę, dopasowanie lub rzeczywistą wydajność przed wprowadzeniem dalszych zmian. W produkcji pilotażowej producenci często wykorzystują kilkaset części obrabianych CNC do weryfikacji montażu przed zainwestowaniem w oprzyrządowanie. Jest ona również powszechna w dostawach części zamiennych, gdzie komponenty zamienne w małych seriach muszą być produkowane na żądanie, oraz w projektach personalizacji, gdzie każda partia może wymagać drobnych aktualizacji projektu lub zmian dostosowanych do potrzeb klienta.
To, co czyni obróbkę CNC w małych partiach szczególnie cenną, to równowaga między precyzją a elastycznością. Pozwala ona firmom przejść od koncepcji do produkcji gotowych elementów z mniejszym ryzykiem, zachowując jednocześnie dokładność wymiarową i parametry materiału niezbędne do przeprowadzenia rzetelnych testów lub ograniczonej produkcji.
W jaki sposób To Rozpocznij A Scentrum handlowe Batch CNC Mbolący Pprojekt?
Analiza notowań i DFM
Zazwyczaj zaczynam od omówienia z klientem rysunków CAD, materiałów i wymagań dotyczących precyzji. Raport DFM (Design for Manufacturability) pomaga z wyprzedzeniem zidentyfikować problemy, takie jak cienkie ścianki podatne na odkształcenia, zbyt małe otwory czy niedostępne ścieżki narzędzi. Dane pokazują, że DFM może zmniejszyć liczbę poprawek w projekcie o około 30%.
Planowanie procesu
Planując procesy, biorę pod uwagę charakterystykę części (materiał, tolerancję, ilość), aby dobrać odpowiednie maszyny i narzędzia. Na przykład, części aluminiowe najlepiej obrabia się za pomocą frezowania wysokoobrotowego, podczas gdy tytan często wymaga obróbki elektroerozyjnej drutem w połączeniu z obróbką wieloosiową. Właściwe planowanie może skrócić czas obróbki o 20–40%.
Programowanie
Oprogramowanie CAM służy do generowania ścieżek narzędzi i przeprowadzania symulacji. Optymalizacja ścieżek narzędzi (np. w ramach strategii frezowania o wysokiej wydajności) poprawia jakość powierzchni i wydłuża żywotność narzędzi. W jednym z projektów, którymi się zajmowałem, sama optymalizacja ścieżek narzędzi pozwoliła zaoszczędzić 15% roboczogodzin.
Próbki i weryfikacja próbek
W przypadku części krytycznych przeprowadzam cięcia próbne (1–2 sztuki), aby sprawdzić wymiary i stabilność mocowania. Ten etap jest kluczowy dla zapobiegania masowym odpadom. Na przykład, podczas obróbki implantów medycznych odkryliśmy, że elastyczność materiału wpływa na posuw narzędzia, a korekty podczas przebiegów próbnych zapewniały późniejszą stabilność partii.
Kontrola i kontrola jakości
Pomiary w trakcie procesu i kontrola na współrzędnościowej maszynie pomiarowej (CMM) są standardem. Każda partia przechodzi kontrolę wymiarową, a następnie dostarczane są certyfikaty materiałowe i raporty z kontroli. To nie tylko spełnia normy ISO, ale także buduje zaufanie klientów.
Dostawa i opinie
Ostatnim krokiem jest dostawa części wraz z zebraniem opinii. Zmiany w projektach klientów często stanowią podstawę kolejnej rundy optymalizacji, co podkreśla elastyczność i wartość dodaną obróbki CNC w małych partiach.
Co Are The Cczęsto Scentrum handlowe Batch CNC Mbolący Proprocesy?
W obróbce CNC małych partii każdy proces odgrywa unikalną rolę: toczenie elementów cylindrycznych, frezowanie skomplikowanych powierzchni, wiercenie i rozwiercanie precyzyjnych otworów, elektroerozja metali twardych, szlifowanie w celu uzyskania wysokiej jakości powierzchni oraz obróbka wieloosiowa z mocowaniem dla zwiększenia wydajności. Wybór odpowiedniego procesu równoważy koszty, dokładność i czas realizacji.
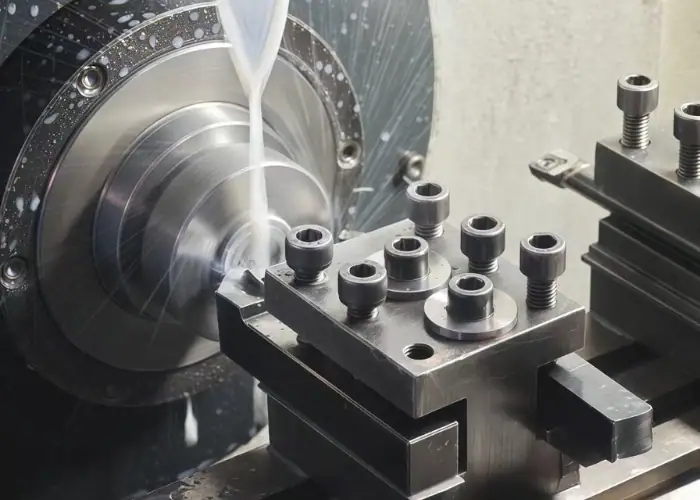
Toczenie CNC (z tokarko-frezowaniem)
Toczenie kształtuje obracające się detale za pomocą narzędzi skrawających, co jest idealne do wałków i części cylindrycznych. Toczenie z frezowaniem łączy wiele operacji w jednym ustawieniu, redukując liczbę błędów. Dla klienta z branży robotyki obrabiałem wały o średnicy Ø30 mm, skracając czas cyklu toczenia z frezowaniem o ~25%.
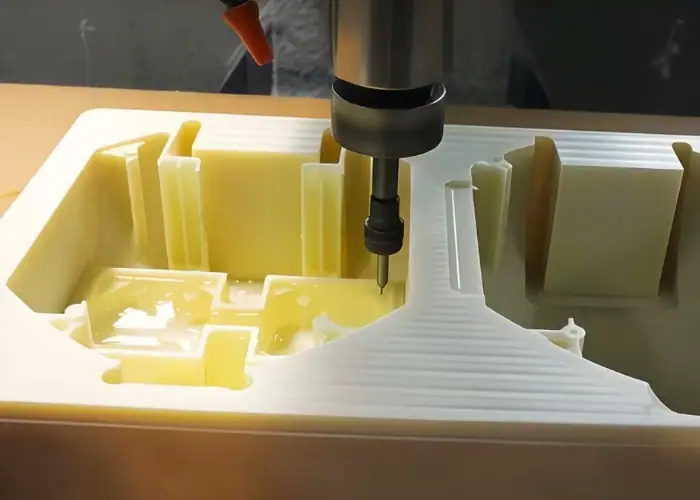
Frezowanie CNC (3/4/5 osi)
Frezowanie usuwa materiał za pomocą narzędzi obrotowych, frezowanie 3-osiowe pozwala na obróbkę powierzchni płaskich i rowków, a frezowanie 4/5-osiowe umożliwia obróbkę skomplikowanych krzywizn i zagłębień. W projekcie implantu medycznego frezowanie 5-osiowe zapewniło tolerancję ±0.01 mm, a skrócenie czasu obróbki o 40%.
Wiercenie, gwintowanie i rozwiercanie
Wiercenie i gwintowanie tworzą otwory gwintowane, a rozwiercanie/rozwiercanie poprawia dokładność i wykończenie otworów. W projekcie części samochodowej z ponad 100 otworami M6, przeszliśmy na rozwiercanie i gwintowanie, zwiększając wskaźnik przejść do 98%.
EDM (obróbka skrawaniem i cięcie drutem)
Obróbka elektroerozyjna sprawdza się znakomicie w przypadku twardych metali i skomplikowanych wnęk. W przypadku stali formowej o twardości 60 HRC, obróbka elektroerozyjna drutem osiągała dokładność ±0.005 mm. Kiedyś obrabiałem formę złącza, w której tylko obróbka elektroerozyjna pozwalała na uzyskanie ostrych narożników wewnętrznych.
Szlifowanie powierzchniowe, zewnętrzne i bezkłowe
Szlifowanie poprawia dokładność wymiarową i chropowatość powierzchni. Szlifowanie powierzchniowe osiąga Ra 0.4 μm, szlifowanie OD nadaje się do wałków, a szlifowanie bezkłowe umożliwia wydajne przetwarzanie partii. Dla klienta z branży medycznej szlifujemy trzpienie ze stali nierdzewnej do dokładności ±0.003 mm.
Obróbka równoległa wieloosiowa i zamocowana
Maszyny wieloosiowe z mocowaniem umożliwiają jednoczesną obróbkę części, zwiększając przepustowość. W nowym projekcie energetycznym, 4-stanowiskowe mocowanie do obudów aluminiowych zwiększyło wydajność partii o 60%.
W przypadku obróbki CNC w małych partiach, wybór materiałów i wykończenia wpływa na koszt, wydajność i wygląd. Stosowane są metale, tworzywa sztuczne i różne rodzaje obróbki powierzchni. Właściwy dobór zapewnia trwałość, precyzję i estetykę przy niższych kosztach.
Materiały Sodpowiedni For Scentrum handlowe Batch CNC Mbolący
| Kategoria | Materiał | Charakterystyka obróbki |
| Przemysł metalowy | Aluminium | Lekki, doskonale obrabialny, o dobrej przewodności cieplnej, podatny na odkształcenia, wymaga odpowiedniego mocowania i ścieżki narzędzia. |
| Stal / Stal nierdzewna | Stale nierdzewne charakteryzują się wysoką wytrzymałością i odpornością na zużycie, utwardzają się podczas cięcia, co wymaga stosowania sztywnych narzędzi i mniejszych posuwów. | |
| Stopy miedzi | Łatwy do cięcia, ma doskonałe przewodnictwo elektryczne i cieplne, jest miękki i gumowaty, ma tendencję do przywierania narzędzi, wymaga ostrych narzędzi i chłodziwa. | |
| Stopy tytanu | Wysoki stosunek wytrzymałości do masy, odporność na korozję, trudne cięcie, powodują szybkie zużycie narzędzi, wymagają strategii niskiej prędkości i wielu osi. | |
| Stopy niklu | Wytrzymałe w wysokich temperaturach, odporne na korozję, silnie utwardzające się w procesie obróbki, krótka żywotność narzędzia, często wymagają obróbki elektroerozyjnej lub stosowania sztywnych narzędzi. | |
| Tworzywa sztuczne | ABS | Doskonała obrabialność, gładkie wykończenie, niska odporność na ciepło, ryzyko stopienia przy dłuższym cięciu. |
| PC (poliwęglan) | Wysoka wytrzymałość, dobra ciągliwość, przezroczystość, wymaga ostrych narzędzi, aby uniknąć rozdarcia powierzchni. | |
| POM (acetal/delrin) | Niskie tarcie, gładkie cięcie, duża rozszerzalność cieplna, wymaga chłodzenia i kontroli tolerancji. | |
| PEEK | Wytrzymałe, odporne na działanie ciepła i substancji chemicznych, trudniejsze do cięcia, wymagają wysokiej jakości narzędzi i stabilnego chłodzenia. |
Powierzchnia Trematacja For Scentrum handlowe Batch CNC Mbolący
Anodowanie:Poprawia odporność aluminium na korozję i estetykę, dostępny w wielu kolorach, szeroko stosowany w obudowach lotniczych i elektronicznych.
piaskowanie: Wykorzystuje materiały ścierne pod wysokim ciśnieniem, aby uzyskać jednolite matowe wykończenie, które poprawia zarówno przyczepność, jak i walory wizualne.
polerowanie:Uzyskuje powierzchnię o lustrzanym połysku poprzez zastosowanie metod mechanicznych lub chemicznych, co jest idealne w przypadku części wymagających doskonałego wyglądu.
Platerowanie:Dodaje powłokę metalową w celu zwiększenia odporności na zużycie, ochrony przed korozją lub przewodności elektrycznej.
Powłoka:Obejmuje malowanie proszkowe lub malowanie na mokro, poprawiające wygląd i odporność na warunki atmosferyczne.
Czarny tlenek:Tworzy ciemną warstwę tlenku na stali, zapobiegając rdzewieniu i redukując odblaski, powszechne w elementach mechanicznych.
Obróbka cieplna:Polega na hartowaniu, odpuszczaniu lub utwardzaniu w celu zwiększenia twardości, wytrzymałości i trwałości.
Jakie są zalety i ograniczenia obróbki CNC w małych partiach?
Obróbka CNC w małych partiach łączy elastyczność i precyzję, dzięki czemu idealnie nadaje się do walidacji prac badawczo-rozwojowych, serii pilotażowych i personalizacji. Skraca czas wprowadzenia produktu na rynek i obniża ryzyko związane z zapasami, ale wiąże się z wyższymi kosztami jednostkowymi i ograniczonymi korzyściami skali. Zrozumienie tych zalet i wad pomaga firmom efektywniej planować.
Zalety
Szybsze wprowadzanie na rynek
Obróbka CNC małych partii nie wymaga projektowania form, dzięki czemu produkcja może rozpocząć się bezpośrednio z danych CAD. Często skraca to czas realizacji o około 30% do 50% w porównaniu z procesami opartymi na formach. W przypadku projektów wymagających szybkiej walidacji lub pilnej dostawy, ta szybkość może znacznie poprawić wydajność rozwoju.
Elastyczna iteracja projektu
Zmiany w projekcie są łatwiejsze do zarządzania, ponieważ proces opiera się głównie na programowaniu i konfiguracji, a nie na nowych narzędziach. Jeśli wymiary, kształty otworów lub detale konstrukcyjne wymagają korekty, zaktualizowane pliki CAD można zazwyczaj przetworzyć znacznie szybciej niż w przypadku tradycyjnych metod produkcji masowej. Jest to szczególnie cenne w projektach medycznych, elektronicznych i rozwojowych.
Wysoka precyzja i dobra spójność
Obróbka CNC pozwala na osiągnięcie ścisłych tolerancji, często rzędu ±0.01 mm, w zależności od geometrii części, materiału i warunków procesu. Dzięki temu nadaje się do obróbki części wymagających dokładności wymiarowej, stabilnego dopasowania i powtarzalnej jakości w ograniczonym nakładzie produkcyjnym.
Niższe ryzyko zapasów
Ponieważ części można produkować na żądanie, firmy nie muszą zbyt wcześnie angażować się w duże ilości zapasów. Pomaga to ograniczyć nadprodukcję, obniżyć koszty magazynowania i złagodzić presję na przepływy pieniężne, szczególnie w przypadku nowych produktów lub projektów o niepewnym popycie.
Ograniczenia
Wyższy koszt jednostkowy
Bez amortyzacji formy koszt każdego elementu obrabianego CNC pozostaje stosunkowo wysoki. Przy tej samej geometrii, cena jednostkowa może być o około 20% do 40% wyższa niż w przypadku formowania wtryskowego, gdy wolumen produkcji stanie się wystarczająco duży. To sprawia, że małoseryjna obróbka CNC jest bardziej odpowiednia do mniejszych ilości niż w przypadku kosztowej produkcji masowej.
Bardziej złożone zarządzanie zmianą
Częste przełączanie się między numerami części, materiałami lub konfiguracjami może wydłużyć czas programowania, przygotowania oprzyrządowania i planowania produkcji. Wraz ze wzrostem różnorodności partii produkcyjnych, zarządzanie halą produkcyjną staje się coraz bardziej wymagające.
Ograniczona efektywność kosztowa przy dużej objętości
Obróbka CNC w małych partiach jest zazwyczaj najbardziej ekonomiczna w przypadku małych i średnich ilości, takich jak prototypy, serie pilotażowe lub produkcja rzędu dziesiątek do kilku tysięcy sztuk. Znaczny wzrost wolumenu sprawia, że procesy takie jak formowanie czy odlewanie często stają się bardziej opłacalne.
Przestoje i presja harmonogramu
Częste przełączanie partii produkcyjnych może powodować przestoje maszyn, jeśli harmonogramowanie nie jest dobrze zorganizowane. W środowisku produkcji mieszanej, słabe planowanie może zmniejszyć wykorzystanie sprzętu i wydłużyć terminy dostaw.
Jak ocenić koszty i czas realizacji?
W przypadku obróbki CNC w małych partiach, koszt i czas realizacji to dwa najważniejsze czynniki dla klientów. Prawidłowa ocena wymaga zrównoważenia materiałów, robocizny, narzędzi i procesów wtórnych, a także zastosowania modeli cenowych i strategii wyceny, aby zapewnić zarówno rentowność, jak i terminową dostawę.
Czynniki kosztowe
Materiał :Metale wysokiej jakości, takie jak tytan lub Inconel, mogą stanowić 40–60% całkowitych kosztów, zoptymalizowane rozmieszczanie może zmniejszyć ilość odpadów o 15–20%.
CzasProgramowanie, obróbka i kontrola często stanowią 30–50% kosztów. Na przykład, programowanie złożonych części 5-osiowych może zająć 6–8 godzin.
Narzędzia i osprzętStandardowe narzędzia nadają się do ponownego użycia, natomiast niestandardowe narzędzia znacznie zwiększają koszt jednostkowy.
Przetwarzanie wtórne:Anodowanie, obróbka cieplna lub powlekanie może zwiększyć całkowity koszt o 10–25%.
Modele cenowe, podstawy tworzenia ofert, przyspieszenie czasu realizacji i minimalne zamówienie
Modele cenowe:Powszechny wzór to „materiał + roboczogodziny + współczynnik złożoności + wykończenie”. Przykładowo, części aluminiowe są zazwyczaj o 30–50% tańsze niż części tytanowe.
Cytaty podstawowe: Określ jasno minimalne zamówienie (MOQ), zazwyczaj 10–20 sztuk, aby zrównoważyć koszty programowania i konfiguracji.
Przyspieszenie czasu realizacji zamówieniaProgramowanie równoległe i harmonogramowanie wielomaszynowe mogą skrócić czas realizacji o 20–35%. W jednym projekcie medycznym harmonogramowanie dwumaszynowe skróciło czas realizacji z 14 do 9 dni.
Wartość dla klienta:Przejrzyste ceny i zobowiązania dotrzymania terminów realizacji budują zaufanie i zwiększają liczbę konwersji.
Kluczowe wytyczne DFM dotyczące efektywności
W przypadku obróbki CNC w małych partiach, projektowanie pod kątem możliwości produkcyjnych (DFM) bezpośrednio wpływa na wydajność, koszty i terminowość dostaw. Poprzez ustalanie praktycznych tolerancji, upraszczanie konstrukcji, poprawianie dostępu do narzędzi i redukcję czasu konfiguracji, producenci mogą obniżyć liczbę poprawek, skrócić czas obróbki i zwiększyć zadowolenie klientów.
Rozsądne tolerancje i punkty odniesienia, unikaj cienkich ścianek i ostrych narożników
Tolerancje: Zbyt wąskie tolerancje mogą zwiększyć koszty obróbki o 20–30%, kontroluj tylko wymiary krytyczne.
Odniesienia:Przejrzyste punkty odniesienia redukują liczbę błędów podczas kontroli i zwiększają spójność.
Cienkie ściany:Struktury o grubości mniejszej niż 1 mm mogą ulegać odkształceniom. W projekcie lotniczym rozwiązałem ten problem, dodając żebra.
Ostre rogi:Narzędzia skrawające nie są w stanie wykonać idealnie ostrych narożników, dlatego stosowanie zaokrągleń zwiększa wytrzymałość i zmniejsza zużycie narzędzia.
Popraw dostępność narzędzi, uprość struktury i scalaj procesy
Dostępność narzędzi:Podczas projektowania głębokich otworów lub szczelin należy wziąć pod uwagę długość narzędzia i interferencję, aby uniknąć dodatkowych ustawień.
Uproszczone struktury:Eliminacja niepotrzebnych cech może skrócić cykle obróbki o 15%–25%.
Integracja procesów:Maszyny wielozadaniowe (frezarko-tokarskie, wieloosiowe) umożliwiają wykonywanie wielu kroków w jednym ustawieniu, co redukuje przestoje.
Optymalizacja ścieżek wieloosiowych i minimalizacja konfiguracji
Zaleta wieloosiowa:Obróbka 5-osiowa pozwala na redukcję liczby ustawień, zwiększając precyzję i wydajność o 20–40%.
Optymalizacja ścieżki:Strategie obróbki o wysokiej wydajności (HEM) zwiększają wydajność skrawania i żywotność narzędzia.
Studium przypadku:W przypadku łopatki turbiny ze stali Inconel nowego klienta z branży energetycznej zoptymalizowane ścieżki i mniejsza liczba konfiguracji skróciły czas cyklu o 30%.
Wskazówki dotyczące wydajności na hali produkcyjnej
W przypadku obróbki CNC o małej objętości wydajność zależy nie tylko od samych maszyn, ale również od optymalizacji przepływu pracy. Dzięki standaryzacji narzędzi, produkcji wsadowej, minimalizacji operacji wtórnych i planowaniu produkcji podobnych części z inteligentnym wykorzystaniem materiałów, warsztaty mogą zwiększyć wydajność o 20–40%, jednocześnie redukując straty i ryzyko związane z czasem realizacji.
Ponowne wykorzystanie standardowych narzędzi, osprzętu i biblioteki narzędzi
Normalizacja:Używanie standardowych narzędzi i osprzętu skraca czas ustawiania i czas pracy bez cięcia. Badania pokazują, że standaryzacja skraca czas wymiany narzędzi o 25%.
Ponowne wykorzystanie biblioteki narzędzi:Współdzielenie wspólnej biblioteki narzędzi w wielu zleceniach skraca czas przygotowania i obniża koszty magazynowania. Dla pięciu partii aluminium dla jednego klienta zastosowaliśmy ujednoliconą konfigurację narzędzi, co skróciło czas dostawy o dwa dni.
Obróbka wsadowa i wieloczęściowa, mniej procesów wtórnych
Partie:Grupowanie zadań zwiększa wykorzystanie maszyn i skraca czas przestoju.
Obróbka wieloczęściowa:Montaż wielu części w jednym ustawieniu zwiększa wydajność o 15%–30%.
Zredukowane operacje wtórne:Maszyny wieloosiowe lub tokarsko-frezarskie wykonują wiele kroków w jednym cyklu, minimalizując konieczność ponownego mocowania i utratę dokładności.
Planowanie podobnych części, optymalizacja materiałów i redukcja odpadów
Harmonogramowanie podobnych części:Wspólna produkcja elementów o podobnej geometrii pozwala zaoszczędzić czas potrzebny na programowanie i konfigurację.
Wykorzystanie materiału:Optymalizacja zagnieżdżania zwiększa wydajność surowca, oszczędzając 10–15% kosztów.
Redukcja odpadów:Recykling złomu dodatkowo obniża koszty. Dla nowego klienta z branży energetycznej, zoptymalizowane rozmieszczanie Inconelu pozwoliło zaoszczędzić 12% materiału.
Jak zapewnić jakość i spójność
W przypadku obróbki CNC o małej objętości, jakość i powtarzalność są kluczem do niezawodności dostaw. Ścisła kontrola materiałów przychodzących z certyfikatami, plany kontroli procesów, inspekcje wewnątrz maszyny i online z weryfikacją CMM, a także zgodność z normami ISO, medycznymi i lotniczymi, minimalizują liczbę poprawek i zwiększają zaufanie klientów.
Materiały przychodzące, certyfikaty i plany kontroli procesów
Identyfikowalność materiałów:Każda partia wymaga Certyfikatu Zgodności (COC) potwierdzającego skład i wydajność.
Nadchodząca Inspekcja:Kontrola twardości, wymiarów i wad powierzchni zapobiega powstawaniu złomu na dużą skalę.
Kontrola procesuPlany kontroli wyznaczają punkty kontrolne dla kluczowych etapów, takich jak próbkowanie wymiarowe. W projekcie motoryzacyjnym połączenie analizy FMEA z planem kontroli zmniejszyło liczbę usterek o 28%.
Pomiary w maszynie, inspekcje online i rozwiązania CMM
Pomiar w maszynie:Sondy automatycznie dostosowują przesunięcia narzędzi, redukując błędy ręczne.
Inspekcja internetowa:SPC (Statistical Process Control) monitoruje zmiany w procesie w czasie rzeczywistym.
Inspekcja CMM: Zapewnia precyzję w przypadku złożonych geometrii z dokładnością do ±0.005 mm. W projekcie implantu medycznego, CMM sprawdza spójność poszczególnych partii.
Certyfikaty i standardy
ISO9001:Podstawowe ramy jakości, często wymagane do zatwierdzenia dostawcy.
ISO13485:Niezbędne w przypadku wyrobów medycznych, ze szczególnym naciskiem na biokompatybilność i identyfikowalność.
AS9100: Kluczowe dla branży lotniczej, skupienie się na dokumentacji i spójności procesów. Dla jednego z klientów z branży lotniczej, pozytywne przejście audytów AS9100 umożliwiło nawiązanie długoterminowych partnerstw.
Jak wybrać dostawcę maszyn CNC do małych partii w Chinach?
Wybór odpowiedniego dostawcy CNC w Chinach ma bezpośredni wpływ na koszty, jakość i szybkość dostaw. Kluczowe punkty oceny obejmują możliwości techniczne, doświadczenie w branży, wsparcie inżynieryjne, komunikację, solidne systemy jakości, efektywność dostaw, przejrzystość cen oraz dojrzałość cyfryzacji (MES/ERP/CAM).
Możliwości, doświadczenie i wsparcie inżynieryjne
Możliwości obróbki:Szukaj maszyn 3/4/5-osiowych, centrów tokarskich i doświadczenia w obróbce wielu materiałów.
Doświadczenie w BranżyDostawcy realizujący projekty z zakresu lotnictwa, medycyny i motoryzacji muszą sprostać wyższym wymaganiom.
Wsparcie inżynierskie:Solidni dostawcy dostarczają raporty DFM, zapobiegając konieczności przeróbek projektu w ilości przekraczającej 30%.
Komunikacja:Szybka odpowiedź na zapytanie ofertowe (w ciągu 24 godzin) przyspiesza rozwój produktu.
Systemy jakości, realizacja dostaw i przejrzystość cen
Standardy jakości:ISO9001 jest normą bazową, ISO13485/AS9100 jest normą obowiązkową w medycynie i lotnictwie.
Czas oczekiwania:Standardowy czas dostawy dla małych partii wynosi 5–7 dni, a dla pilnych zamówień – 48 godzin.
Przejrzyste ceny:Dobra wycena uwzględnia materiały, programowanie, obróbkę, kontrolę jakości i obróbkę końcową.
Studium przypadku:Dla klienta z sektora nowych źródeł energii wyprodukowaliśmy 200 mieszkań — jasne ceny i rygorystyczne zasady dostawy zapewniły nam długoterminowy kontrakt.
Automatyzacja i digitalizacja
Systemy MES:Włącz śledzenie zadań w czasie rzeczywistym, aby zminimalizować opóźnienia.
ERP:Zapewnia dokładny przepływ materiałów i kontrolę kosztów.
Optymalizacja CAM:Symulacja pozwala na zmniejszenie zużycia narzędzi o 15–20%.
Przewaga :Warsztaty zdigitalizowane notują o 25% niższą liczbę poprawek, co przekłada się na większe zadowolenie klientów.
Które branże wykorzystują obróbkę CNC w małych partiach
Mały Obróbka CNC wsadowa łączy precyzję, elastyczność i opłacalność. Lotnictwo i motoryzacja wymagają lekkich i wytrzymałych części., dziedziny medycyny wymagają personalizacji i biokompatybilności, elektronika koncentruje się na szybkiej iteracji i wykończeniu powierzchni, energia i instrumenty wymagają trwałości, startupy wykorzystują ją w celu szybkiego wejścia na rynek.
| Przemysłowe | Kluczowe funkcje | Przykładowe przypadki |
| Lotnictwo, motoryzacja i nowe źródła energii | Lekkie, wytrzymałe i funkcjonalne części | Łopatki turbin, obudowy akumulatorów pojazdów elektrycznych |
| Medycyna i opieka zdrowotna | Wysoka precyzja, personalizacja, biokompatybilność | Implanty, próbki narzędzi chirurgicznych |
| Elektronika użytkowa i telekomunikacja | Części kosmetyczne, obudowy przezroczyste, przebiegi próbne | Obudowy telefonów, radiatory |
| Energia i instrumenty | Odporność na wysoką temperaturę, odporność na korozję, niezawodność | Turbina Inconel, elementy zaworów |
| Startupy i produkty niestandardowe | Szybkie prototypowanie, testowanie rynkowe, dostawy w małych ilościach | Niestandardowe pokrętła audio, obudowy sprzętu startowego |
FAQ
Jakie są typowe wielkości partii w przypadku obróbki CNC w małych partiach?
Z mojego doświadczenia wynika, że produkcja małych serii CNC zazwyczaj waha się od 10 do 5,000 części. W przypadku prototypów to 1–50 sztuk, w przypadku serii pilotażowych 200–500, a w przypadku części zamiennych często 50–100. Ten zakres zapewnia równowagę między elastycznością, precyzją i kosztami.
Jak obróbka CNC małych partii wypada w porównaniu z produkcją masową?
W porównaniu z produkcją masową, obróbka CNC w małych partiach skraca czas realizacji o 40–60%, pozwala uniknąć dużych zapasów magazynowych i umożliwia szybką iterację projektu. Chociaż koszty jednostkowe są wyższe, zapewnia precyzję i szybką reakcję rynku w przypadku wolumenów poniżej 5,000 sztuk.
Jaka jest różnica między obróbką CNC małoseryjną a obróbką CNC małoseryjną?
Produkcja CNC w małych partiach zazwyczaj oznacza produkcję od 10 do 5000 sztuk, skoncentrowaną na prototypach i krótkich seriach. Produkcja CNC w małych partiach obejmuje produkcję do 10 000 sztuk, łącząc produkcję pilotażową i skalowanie. W praktyce używam terminu „mała partia” do wczesnej walidacji projektu, a terminu „niska liczba” do produkcji przedseryjnej.
Czy obróbka CNC może być stosowana do obróbki trudnych materiałów, takich jak tytan lub Inconel?
Tak, dzięki maszynom wieloosiowym i obróbce elektroerozyjnej (EDM), CNC może utrzymać dokładność ±0.01 mm na tytanie i Inconelu. Dla klientów z branży lotniczej obrabiałem części turbin Inconel z wąskimi tolerancjami, zapewniając zarówno trwałość, jak i odporność na ciepło. Prawidłowe narzędzia i chłodzenie są kluczowe.
Czy obróbka CNC małych partii jest opłacalna?
W przypadku prototypów i serii pilotażowych, małe serie CNC pozwalają zaoszczędzić od 30 do 50% kosztów przygotowawczych w porównaniu z formowaniem. Pozwala to uniknąć wysokich inwestycji w oprzyrządowanie, zmniejsza ryzyko przestarzałych zapasów i przyspiesza walidację. Pomimo wyższej ceny jednostkowej, ogólny zwrot z inwestycji (ROI) jest wyższy w przypadku zamówień niestandardowych lub ograniczonego popytu.
Wniosek
Obróbka CNC w małych partiach oferuje praktyczne rozwiązanie łączące prototypowanie z pełną produkcją. Łączy wysoką precyzję, szybką iterację i niższe ryzyko magazynowe, co czyni ją szczególnie przydatną w branżach wymagających szybkości, personalizacji i niezawodnej jakości części. Chociaż koszt jednostkowy jest zazwyczaj wyższy niż w przypadku metod produkcji masowej, dobre planowanie DFM i optymalizacja procesu mogą skrócić czas realizacji, zmniejszyć ryzyko rozwoju i poprawić ogólną efektywność projektu.
At TiRapidOferujemy usługi obróbki CNC małych partii niestandardowych części, które wymagają precyzji, elastyczności i niezawodności dostaw. Od walidacji prototypów po produkcję niskoseryjną, nasz zespół pomaga klientom przekształcać projekty w wysokiej jakości obrabiane części, zapewniając praktyczne wsparcie inżynieryjne i spójną wydajność produkcji.



















