Lasfouten zijn een belangrijke reden waarom lasverbindingen niet voldoen aan de eisen op het gebied van sterkte, afdichting en uiterlijk. Sommige fouten zijn zichtbaar aan de oppervlakte, terwijl andere verborgen blijven en inspectie of niet-destructief onderzoek vereisen om ze te detecteren. Naast cosmetische problemen kunnen ze de levensduur verkorten, het draagvermogen verminderen, het risico op corrosie verhogen en lekkage veroorzaken. Deze gids behandelt verschillende soorten lasfouten, inclusief hun classificatie, oorzaken, vroegtijdige detectie en preventie.
Wat zijn lasfouten?
Een lasfout is een imperfectie in een lasverbinding die de acceptabele tolerantie van het proces overschrijdt en de las verzwakt. Deze fout kan voorkomen in het lasmetaal, het naastgelegen basismateriaal of de warmtebeïnvloede zone rond de verbinding.
Niet elke onregelmatigheid is automatisch een afkeurbare fout. Bronnen in de industrie maken onderscheid tussen algemene discontinuïteiten en echte defecten. Acceptatie hangt af van het type, de grootte en de locatie van de fout en of deze het beoogde gebruik van de las belemmert.
Lasfouten zijn belangrijk omdat ze de sterkte, het uiterlijk, de afdichtingseigenschappen en de betrouwbaarheid op lange termijn kunnen verminderen. In veel gevallen zijn ze te wijten aan onjuiste laspatronen, slechte materiaalvoorbereiding, ongeschikte instellingen of instabiele procesbeheersing tijdens het lassen.
Belangrijkste categorieën van soorten lasfouten
De meeste soorten lasfouten kunnen worden onderverdeeld in drie brede categorieën: uitwendige defecten, inwendige defecten en dimensionale of vormgerelateerde defecten. Deze classificatie maakt het gemakkelijker om te begrijpen welke defecten direct zichtbaar zijn, welke inspectiegereedschap vereisen en welke voornamelijk de passing of de uiteindelijke geometrie beïnvloeden.
Externe lasfouten
Externe lasfouten zijn meestal zichtbaar op of nabij het lasoppervlak. Veelvoorkomende voorbeelden zijn scheuren, ondersnijding, overlapping, spatten en doorbranden. Deze defecten worden vaak tijdens een visuele inspectie vastgesteld, maar zelfs oppervlakkige defecten kunnen een ernstig effect hebben op de vermoeiingssterkte, corrosiebestendigheid en het uiteindelijke uiterlijk van de las.
Interne lasfouten
Lasfouten in het inwendige van de las bevinden zich in de lasnaad zelf of in het wortelgebied. Veelvoorkomende voorbeelden zijn porositeit, slakinsluitingen, onvoldoende doorlassing en onvolledige penetratie. Omdat ze niet altijd van buitenaf zichtbaar zijn, vormen ze vaak een groter risico bij constructies of toepassingen onder druk en kunnen ze ultrasoon, röntgenologisch of andere niet-destructieve testmethoden vereisen.
Dimensionale en vormgerelateerde defecten
Sommige lasfouten houden vooral verband met de vorm, geometrie of dimensionale stabiliteit van de las. Vervorming, ondervulling, overmatige wapening en een slecht lasrupsprofiel zijn typische voorbeelden. Deze lijken misschien niet altijd zo ernstig als scheuren of een gebrek aan doorlassing, maar ze kunnen wel leiden tot pasproblemen, een ongelijke spanningsverdeling, extra nabewerking of afkeuring tijdens kwaliteitscontroles.
Waarom deze classificatie belangrijk is?
Deze classificatie is nuttig omdat fabrikanten hiermee de juiste inspectiemethode en correctiestrategie kunnen kiezen. Oppervlaktedefecten kunnen worden gecorrigeerd door een betere bedieningstechniek of parametercontrole, terwijl interne defecten vaak strengere voorbereiding van de verbinding, afscherming en inspectieprocedures vereisen. Dimensionale defecten kunnen wijzen op een onevenwichtige warmte-inbreng of een slechte bevestiging.
12 veelvoorkomende soorten lasfouten
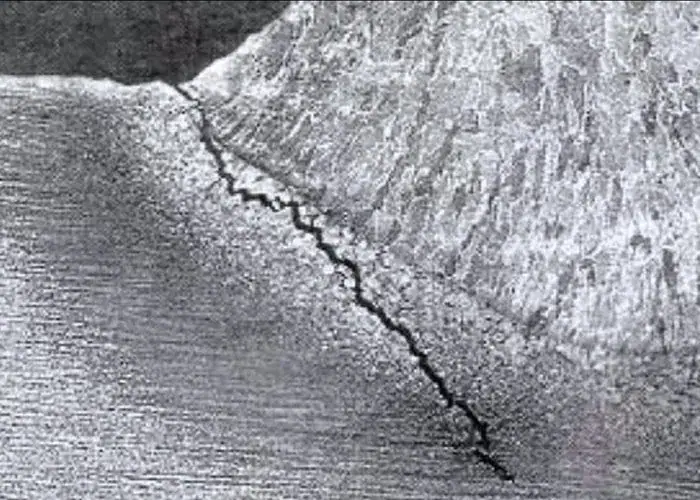
1. Scheuren
Scheuren behoren tot de ernstigste lasfouten, omdat ze onder spanning kunnen groeien en tot plotselinge breuk kunnen leiden. Ze kunnen ontstaan in het lasmetaal, de warmtebeïnvloede zone of het basismateriaal naast de lasnaad.
Veelvoorkomende vormen zijn onder andere hete scheuren, koude scheuren, kraterscheuren en scheuren in de door warmte beïnvloede zone. Ze worden vaak in verband gebracht met hoge restspanning, snelle afkoeling, een slechte keuze van vulmateriaal, overmatige hardheid of een ongeschikt voegontwerp.
Preventie is meestal afhankelijk van betere warmtebeheersing, het juiste vulmetaal, een goede voorbereiding van de lasnaad en, indien nodig, voorverwarming of gecontroleerde afkoeling. Omdat scheuren de integriteit van de las direct bedreigen, worden ze vaak beschouwd als afkeurbare defecten.
2. Ondervullen
Ondervulling treedt op wanneer het lasvlak onder het omringende oppervlak of onder het vereiste lasprofiel blijft. Simpel gezegd, de verbinding wordt niet gevuld met voldoende lasmetaal, waardoor het uiteindelijke profiel dunner is dan bedoeld.
Deze situatie kan het gevolg zijn van te weinig vulmateriaal, slechte controle van de lasbeweging, onjuiste stroomsterkte of een slechte techniek waarbij meer metaal wordt verwijderd dan toegevoegd. Het kan ook optreden na het slijpen of afwerken als er te veel lasversterking wordt verwijderd.
Een te lage vulgraad kan de lasdikte verminderen en de sterkte van de verbinding verlagen, vooral bij belaste lassen. Om dit te voorkomen, zijn een juiste lasrupsdikte, correcte parameterinstellingen en inspectie aan de hand van het gespecificeerde lasprofiel nodig voordat het onderdeel verder in productie wordt genomen.
3. Ondersnijding
Een ondersnijding is een groef die in het basismetaal naast de lasnaad is gesmolten en niet volledig door lasmetaal is opgevuld. Hierdoor ontstaat een dunnere laag aan de rand van de verbinding, wat tijdens gebruik een spanningsconcentratiepunt kan worden.
Het wordt meestal veroorzaakt door een te hoge stroomsterkte, een te hoge lassnelheid, een verkeerde hoek van de lastoorts of onjuiste bediening. Handmatige processen zoals SMAW, GMAW en FCAW zijn met name gevoelig voor ondersnijding als de instellingen of de techniek van de operator niet goed worden gecontroleerd.
Preventie richt zich op een evenwichtige warmte-inbreng, de juiste lassnelheid en een betere controle van de lasrups. Hoewel ondersnijding visueel gemakkelijk te herkennen is, mag deze niet worden genegeerd, omdat het de vermoeiingssterkte van belaste constructies kan verminderen.
4. Overlappen
Overlapping treedt op wanneer gesmolten lasmetaal over het basismateriaal rolt zonder er goed mee te versmelten. Het oppervlak kan er gevuld uitzien, maar het metaal blijft over de rand liggen in plaats van een goede metallurgische verbinding met het basismateriaal te vormen.
Dit defect wordt vaak veroorzaakt door een te lage lassnelheid, een verkeerde elektrodehoek, een te grote hoeveelheid lasmetaal of onjuiste handelingen. Het treedt meestal op wanneer het smeltbad zich buiten de rand van de lasnaad verspreidt zonder dat er voldoende fusie aan de lasvoet plaatsvindt.
Preventie betekent meestal het verbeteren van de lassnelheid, de plaatsing van de lasrups en de warmtebalans, zodat de las goed smelt in plaats van op te hopen. Overlapping is een oppervlaktedefect, maar het verzwakt de verbinding wel degelijk, omdat het niet-gesmolten gedeelte als scheurstarter kan fungeren.
5. Doorbranden
Doorbranden treedt op wanneer het lasmetaal en het basismateriaal volledig door de verbinding heen smelten, waardoor een gat of een te open laswortel ontstaat. Dit komt het meest voor bij dunne materialen of slecht gecontroleerde laswortelgebieden waar de warmte-inbreng te hoog is.
Typische oorzaken zijn onder andere een te hoge stroomsterkte, een te lage lassnelheid, een te grote lasnaadopening, een slechte passing of een gebrek aan ondersteuning. Wanneer het lasnaadgebied oververhit raakt, kan het gesmolten metaal eruit lopen en een plaatselijke opening creëren in plaats van een goede las.
Preventie is afhankelijk van een lagere warmte-inbreng, nauwkeurigere controle van de verbindingen, betere ondersteuning en stabielere parameterinstellingen. Doorbranden is meestal gemakkelijk te zien, maar kan in de productie toch leiden tot aanzienlijke afval of herstelwerkzaamheden, met name bij dunne plaatconstructies.
6.poreusheid
Porositeit verwijst naar gasbellen die tijdens het stollingsproces in de las zijn opgesloten. Dit kan zich manifesteren als verspreide poriën, geclusterde porositeit of langwerpige, wormgatachtige holtes, en kan de las verzwakken, de afdichtingsprestaties verminderen en de betrouwbaarheid op lange termijn beïnvloeden.
Dit defect wordt vaak veroorzaakt door verontreinigingen zoals olie, roest, verf, vocht of walshuid. Onvoldoende beschermgas, vochtige verbruiksmaterialen en instabiele lasparameters kunnen er ook voor zorgen dat gas in het smeltbad achterblijft in plaats van te ontsnappen tijdens de stolling.
In de praktijk kan porositeit niet alleen leiden tot problemen met sterkte en uiterlijk, maar ook rechtstreeks tot lekkage in functionele lasverbindingen. Zo produceerden we ooit een gelast SUS304-onderdeel voor een klant in de halfgeleiderautomatisering, dat gedurende 30 minuten een luchtdichtheidstest zonder lekkage onder een druk van 60 Pa moest doorstaan. In dit soort toepassingen kunnen porositeit, onvoldoende fusie, onvolledige penetratie of kleine scheurtjes allemaal directe lekpaden vormen. Daarom moeten gelaste onderdelen die met afdichting te maken hebben, niet alleen worden beoordeeld op het uiterlijk en de sterkte van de las, maar ook op hun luchtdichtheid na het lassen.

7. Gebrek aan fusie
Een gebrek aan doorlassing betekent dat het lasmetaal niet goed versmelt met het basismateriaal of met een eerdere laslaag. De las kan er aan de oppervlakte acceptabel uitzien, maar de niet-doorgelaste rand in de verbinding zorgt voor een aanzienlijke vermindering van de sterkte.
Dit defect is meestal te wijten aan onvoldoende warmte-inbreng, een verkeerde toortshoek, slechte toegang tot de lasnaad, vervuiling of een te hoge lassnelheid. Het kan optreden aan de zijwand, tussen de lasgangen of aan de laswortel als de boog beide te verbinden oppervlakken niet voldoende smelt.
Omdat een gebrek aan fusie vaak intern is, kan ultrasoon of röntgenonderzoek nodig zijn om dit te bevestigen. Preventie hangt af van een correcte penetratie, schone oppervlakken, een goed ontwerp van de verbinding en lasinstellingen die de vereiste contactvlakken volledig smelten.
8. Onvolledige penetratie
Onvolledige penetratie, ook wel gebrek aan penetratie genoemd, treedt op wanneer de las niet volledig door de dikte van de voeg heen reikt bij de wortel. De lasrups kan er van buitenaf intact uitzien, maar de wortel is slechts gedeeltelijk verbonden.
Het wordt vaak veroorzaakt door onvoldoende warmte-inbreng, een onjuiste wortelopening, slechte voorbereiding van de groef of een te hoge lassnelheid. Als de voeggeometrie of de parameterinstellingen voorkomen dat de boog de wortel bereikt, kan geen volledige penetratie worden bereikt.
Dit defect vermindert de effectieve lasdikte en kan het draagvermogen in constructie- en druktoepassingen verlagen. Preventie omvat doorgaans een beter ontwerp van de verbinding, een correcte passing en lasinstellingen die vanaf het begin een goede wortelfusie garanderen.
9. Slakkeninsluitsels
Slakinsluitingen zijn niet-metallische deeltjes die vastzitten in de las of tussen de lasgangen. Ze worden meestal geassocieerd met processen die slak produceren, zoals SMAW en FCAW, vooral wanneer de reiniging tussen de lasgangen onvolledig is.
Dit defect kan worden veroorzaakt door onvoldoende reiniging tussen de laslagen, te smalle groefhoeken, onvoldoende doorlassing of een onjuiste plaatsing van de lasrups. Als de slak niet wordt verwijderd vóór de volgende laslag of niet uit het smeltbad kan drijven, raakt deze ingesloten in de las.
Slakinsluitingen verminderen de lassterkte en kunnen plaatselijke spanningsconcentraties veroorzaken. Ze zijn vaak moeilijk vanaf het oppervlak te zien, waardoor röntgenonderzoek of ultrasoon onderzoek nodig kan zijn. Preventie hangt af van een goede reiniging, toegankelijkheid en de juiste volgorde van de lasrupsen.
10. Vervorming
Vervorming is de ongewenste vormverandering die wordt veroorzaakt door ongelijkmatige verhitting en afkoeling tijdens het lassen. Onderdelen kunnen buigen, verdraaien, krimpen of uit hun positie raken, waardoor de montage moeilijk wordt, zelfs als de las zelf verder in orde is.
Het wordt vaak veroorzaakt door overmatige warmte-inbreng, een onevenwichtige lasvolgorde, zwakke opspanning of een asymmetrisch lasontwerp. Dunne materialen en lange naden zijn bijzonder gevoelig omdat ze snel reageren op thermische uitzetting en krimp.
Controlemaatregelen omvatten een evenwichtige lasvolgorde, stevigere klemming, nauwkeurige lasplanning, lagere warmte-inbreng en een beter ontwerp van de opspaninrichting. Vervorming is niet altijd een metallurgisch defect, maar kan wel leiden tot afkeuring van het onderdeel omdat de geometrie en passing niet langer aan de eisen voldoen.
11.Spatten
Lasspatten bestaan uit kleine druppeltjes gesmolten metaal die tijdens het lassen vrijkomen en aan het omringende oppervlak blijven kleven. Dit wordt meestal beschouwd als een probleem met de oppervlaktekwaliteit in plaats van een diepgaand structureel defect, maar het kan wel de schoonmaaktijd en de afwerkingskosten verhogen.
Het wordt vaak geassocieerd met MIG-, FCAW- en elektrodelassen. Instabiele boogomstandigheden, een slechte balans tussen spanning en draadaanvoer, een te hoge stroomsterkte of een ongeschikt beschermgas kunnen allemaal de hoeveelheid spatten rond de laszone vergroten.
Spatten kunnen worden verminderd door parameters te optimaliseren, een stabiele booglengte aan te houden, de juiste verbruiksmaterialen te gebruiken en de techniek te verbeteren. Hoewel spatten de las niet altijd direct verzwakken, kunnen ze de uiterlijke kwaliteit verminderen en de arbeidskosten in de nabewerking verhogen.

12. Lamellaire scheuring of snorharen
Lamellaire scheuring is een aan scheurvorming gerelateerd defect dat meestal voorkomt in gewalste staalplaten, met name in de dikterichting nabij ingeklemde verbindingen. Het is gerelateerd aan krimpspanning en een slechte ductiliteit in de dikterichting van het basismateriaal, en niet zozeer aan een eenvoudige oppervlaktebehandeling alleen.
Whiskers zijn kleine, draadachtige metalen uitsteeksels die kunnen ontstaan door indringing aan de wortelzijde van sommige lassen. UTI beschouwt whiskers als een van de meest voorkomende lasfouten, omdat ze in bepaalde lassituaties kunnen wijzen op ongecontroleerde indringing of slecht wortelgedrag.
Deze defecten komen minder vaak voor dan porositeit of ondersnijding, maar ze zijn nog steeds van belang bij kritische constructies. Preventie hangt af van geschikt basismateriaal, minder opspanning, een beter voegontwerp en een strengere wortelbeheersing wanneer het indringgedrag binnen de wettelijke grenzen moet blijven.
Wat veroorzaakt lasfouten?
Lasfouten ontstaan zelden door één enkele oorzaak. In de meeste gevallen zijn ze het gevolg van een combinatie van materiaaleigenschappen, lasparameters, lasontwerp, kwaliteit van het lasmateriaal, afscherming en lastechniek. Wanneer meerdere kleine problemen samenkomen, neemt het risico op zichtbare en verborgen defecten snel toe. De meeste lasfouten zijn te wijten aan een slechte voorbereiding, onjuiste instellingen, verontreiniging, problemen met het lasmateriaal of een instabiele procesbeheersing.
Slechte voorbereiding van het gewricht
Een slechte voorbereiding van de lasnaad is een van de meest voorkomende oorzaken van lasfouten. Als de groefhoek, de lasnaadafstand, de passing of de uitlijning niet correct is, kan de las niet goed doordringen of kunnen slakken, gas of ongesmolten delen in de lasnaad achterblijven.
Onjuiste voorbereiding leidt vaak tot onvoldoende fusie, onvolledige doorlassing, ondersnijding en zelfs doorbranden. Te strakke, te brede of slecht uitgelijnde verbindingen maken het moeilijker voor het smeltbad om zich voorspelbaar te gedragen, vooral bij meerlaags lassen of laswerk waarbij de laswortel gevoelig is.
Een goede voorbereiding betekent het gebruik van de juiste afschuining, het handhaven van een consistente wortelopening, het nauwkeurig uitlijnen van onderdelen en het controleren van de bereikbaarheid voordat met lassen wordt begonnen. In veel werkplaatsen kan een betere voorbereiding alleen al een groot deel van de terugkerende problemen met de laskwaliteit voorkomen.
Onjuiste lasparameters
Onjuiste lasparameters zijn een andere belangrijke oorzaak van lasfouten. Als de stroomsterkte, spanning, lassnelheid, booglengte, draadaanvoersnelheid of warmte-inbreng buiten het juiste bereik liggen, kan het smeltbad instabiel worden en kan de lasverbinding niet goed tot stand komen.
Te veel hitte kan leiden tot ondersnijding, doorbranden, vervorming en overmatige versterking. Te weinig hitte kan leiden tot onvoldoende fusie, onvolledige penetratie en een slechte lasrupsvorm. Een hoge lassnelheid kan leiden tot onvoldoende vulling van de lasnaad, terwijl een lage lassnelheid overlapping of oververhitting kan veroorzaken.
Het beheersen van parameters gaat niet alleen over het correct instellen van de machine. Het vereist ook dat de instellingen worden afgestemd op de materiaaldikte, de geometrie van de verbinding, de positie en het lasproces. Stabiele resultaten worden meestal bereikt door procedurekwalificatie, testen en gedisciplineerde procesbeheersing, in plaats van door giswerk.
Verontreiniging op het werkstuk
Oppervlakteverontreiniging is een van de belangrijkste oorzaken van porositeit, slechte fusie en instabiele laskwaliteit. Olie, vet, verf, roest, vocht, oxidatielagen en vuil kunnen het booggedrag beïnvloeden en een schone fusie tussen het lasmetaal en het basismateriaal belemmeren.
Verontreiniging is vooral schadelijk bij processen die afhankelijk zijn van schone oppervlakken en een stabiele gasbescherming. Materialen zoals aluminium en roestvrij staal zijn bijzonder gevoelig, omdat oxidatielagen en oppervlakteresten de kwaliteit en het uiterlijk van de las snel kunnen aantasten.
Het voorkomen van defecten als gevolg van verontreiniging vereist doorgaans een goede reiniging vóór het lassen, droge opslag van materialen en het vermijden van blootstelling aan vocht of olie in de werkruimte. In veel gevallen kan een simpele reinigingsfout leiden tot aanzienlijke reparatiekosten of afkeuring achteraf.
Problemen met verbruiksartikelen en afscherming
Lasfouten kunnen ook ontstaan door het gebruik van het verkeerde toevoegmateriaal, vochtige elektroden, een slechte draadconditie of een onjuiste keuze van het beschermgas. Als de verbruiksmaterialen niet geschikt zijn voor het materiaal of het proces, kan de laskwaliteit achteruitgaan, zelfs als de operator de juiste procedure volgt.
Vocht in elektroden of vloeimiddel kan het risico op waterstofscheuren vergroten. Een slechte doorstroming van het beschermgas of een verstoorde gasdekking kan porositeit en oxidatie veroorzaken. Een onjuiste samenstelling van het vulmateriaal kan de sterkte verminderen, de scheurgevoeligheid verhogen of onaanvaardbaar metallurgisch gedrag in de laszone teweegbrengen.
Om deze problemen te voorkomen, controleren fabrikanten doorgaans de opslag van verbruiksmaterialen, verifiëren ze de gasstroom vóór het lassen en selecteren ze lasvulmaterialen volgens gekwalificeerde procedures. Het beheer van verbruiksmaterialen wordt vaak beschouwd als een kwaliteitscontrolekwestie, en niet alleen als een kwestie van materiaalbehandeling.
Bedienings- en procedureproblemen
Zelfs wanneer de materialen, apparatuur en verbruiksartikelen correct zijn, kunnen lasfouten nog steeds worden veroorzaakt door een slechte techniek of inconsistent gebruik van de procedure. De toortshoek, booglengte, laspatroon, reiniging tussen de laslagen en de lasvolgorde hebben allemaal invloed op de uiteindelijke laskwaliteit.
Bedieningsfouten leiden vaak tot spatten, ondersnijding, overlapping, slakinsluitingen en een onregelmatige lasrupsvorm. Bij repetitieve productie kan inconsistente uitvoering door verschillende operators ook leiden tot instabiele kwaliteitsresultaten, zelfs wanneer dezelfde machine en materialen worden gebruikt.
Daarom zijn gekwalificeerde lasprocedures en lasopleidingen zo belangrijk. Een gecontroleerd proces hangt niet alleen af van de mogelijkheden van de apparatuur. Het hangt er ook van af of de las elke keer op dezelfde manier en volgens dezelfde regels wordt uitgevoerd.

Hoe lasfouten te voorkomen?
Het voorkomen van lasfouten is doorgaans effectiever en goedkoper dan het achteraf repareren ervan. In de meeste productieomgevingen begint preventie al vóór het lassen, met een goede voorbereiding, stabiele parameters, schone materialen en een gecontroleerde workflow. Het vereist ook een goede passing, geschikte verbruiksmaterialen, betrouwbare afscherming en een consistente lastechniek.
Gebruik de juiste lasparameters
Een onjuiste stroomsterkte, spanning, lassnelheid, draadaanvoersnelheid of warmte-inbreng kan snel leiden tot defecten zoals ondersnijding, doorbranden, onvolledige penetratie, overlapping of een slechte lasrupsvorm. Een stabiele laskwaliteit is sterk afhankelijk van het gebruik van parameters die zijn afgestemd op de verbinding en het materiaal.
Te veel hitte kan het onderdeel vervormen of de verbinding te veel laten smelten, terwijl te weinig hitte ervoor kan zorgen dat de las niet volledig smelt. Ook de snelheid is belangrijk: als de las te snel gaat, kan de vulling en penetratie onvoldoende zijn; als de las te langzaam gaat, kan oververhitting en overmatige materiaalophoping optreden.
De beste manier om parametergerelateerde defecten te voorkomen, is door gekwalificeerde lasprocedures, geteste instellingen en consistente machinebesturing te gebruiken. De parameterkeuze moet altijd afgestemd zijn op de materiaaldikte, het ontwerp van de verbinding, de laspositie en het type proces.
Selecteer geschikte vulmaterialen en beschermgas.
De kwaliteit van de las hangt niet alleen af van de machine, maar ook van het gebruik van de juiste verbruiksmaterialen. Een ongeschikt toevoegmetaal kan de sterkte verminderen, de gevoeligheid voor scheuren vergroten of ongewenst metallurgisch gedrag veroorzaken, terwijl slechte afschermingsomstandigheden kunnen leiden tot porositeit en oxidatie.
Vocht in elektroden, vloeimiddel of vulmateriaal kan het risico op waterstofscheuren vergroten. Tegelijkertijd kunnen een slechte gasdoorstroming, gaslekken of een verstoorde afscherming een goede lasbescherming belemmeren en ervoor zorgen dat verontreiniging het gesmolten metaal aantast.
Preventie houdt doorgaans in dat verbruiksmaterialen correct worden opgeslagen, dat de gasstroom vóór het lassen wordt gecontroleerd en dat de combinaties van vul- en beschermgas worden gekozen volgens de goedgekeurde procedure. In veel fabrieken wordt dit beschouwd als onderdeel van de kwaliteitscontrole, en niet slechts als materiaalbeheer.
Verbeter de pasvorm en de voorbereiding van de verbindingen.
Een goede passing en voorbereiding van de lasnaad zijn cruciaal om onvolledige doorlassing, slakinsluitingen, gebrek aan fusie en doorbranden te voorkomen. Als de wortelopening, de groefhoek, de uitlijning of de toegankelijkheid onjuist zijn, zal de las moeilijker te controleren zijn en is de kans op defecten veel groter.
Dit is vooral belangrijk bij meerlaags lassen, grondlaaglassen en dikkere verbindingen, waarbij de lasgeometrie een grote invloed heeft op de indringing en de slakafvoer. Zelfs een ervaren lasser kan moeite hebben om een goede las te produceren als de verbinding zelf slecht is voorbereid.
Een betere passing betekent meer dan alleen het samenvoegen van twee onderdelen. Het betekent het gebruik van het juiste afschuiningsontwerp, de juiste speling, een correcte uitlijning en voldoende toegang voor de gekozen lasmethode om consistent te kunnen werken.
Regel de warmtetoevoer en de rijsnelheid.
De warmte-inbreng en de lassnelheid hebben een direct effect op de indringing, de vorm van de lasrups, de vervorming en de gevoeligheid voor scheuren. Bij een te hoge warmte-inbreng kan het werkstuk vervormen of doorbranden. Bij een te lage warmte-inbreng kan de las niet goed hechten of doordringen.
De lassnelheid moet ook binnen het juiste bereik blijven. Een te snelle las kan leiden tot onderbenutting, slechte doorlassing of onregelmatige fusie. Een te langzame las kan overlapping, overmatige versterking of onnodige warmteontwikkeling in het omringende materiaal veroorzaken.
Fabrikanten beheersen deze risico's doorgaans door middel van procedurekwalificatie, training van lassers en procesbewaking. Een constante warmte-inbreng is een van de belangrijkste factoren om de lasgeometrie en interne kwaliteit stabiel te houden bij herhaalde productieruns.
Maak het gewricht goed schoon.
Schone lasnaden zijn essentieel om porositeit, onvoldoende fusie en instabiel booggedrag te voorkomen. Olie, roest, verf, walshuid, vocht en oxidatielagen kunnen allemaal de fusie belemmeren en gas in het smeltbad vasthouden, vooral bij gasbeschermd lassen.
De juiste reinigingsmethoden hangen af van het materiaal en het proces, maar omvatten doorgaans ontvetten, staalborstelen, slijpen of, indien nodig, chemische reiniging. Aluminium en roestvrij staal vereisen vaak extra aandacht, omdat oppervlakteverontreiniging en oxidefilms de laskwaliteit snel kunnen beïnvloeden.
Een goede reiniging moet plaatsvinden vóór het lassen begint, niet nadat er een probleem is opgetreden. In veel gevallen is een goed gereinigde lasnaad een van de eenvoudigste en meest effectieve manieren om terugkerende lasfouten in de productie te voorkomen.

Volg de voorgeschreven lasprocedures.
Een van de meest betrouwbare manieren om lasfouten te voorkomen, is het volgen van een gekwalificeerde en herhaalbare lasprocedure. De laskwaliteit wordt stabieler wanneer operators goedgekeurde instellingen, gedefinieerde volgordes, correcte reiniging tussen de laslagen en processpecifieke hanteringsregels gebruiken.
Procedurecontrole vermindert de variatie tussen operators, machines en productiebatches. Het zorgt er ook voor dat dezelfde verbinding elke keer onder dezelfde omstandigheden wordt gelast, wat cruciaal is om onvoorspelbare defecten bij repetitieve productie te voorkomen.
Training is net zo belangrijk als documentatie. Zelfs de beste lasprocedure voorkomt geen defecten als deze niet consequent wordt gevolgd in de werkplaats. Effectieve preventie is afhankelijk van zowel gekwalificeerde procedures als een gedisciplineerde uitvoering.
Zodra er een lasfout optreedt, brengt reparatie vaak extra kosten met zich mee, vertraagt de productie en kan leiden tot nieuwe warmtecycli of plaatselijke verzwakking. Daarom proberen de meeste kwaliteitsgerichte fabrikanten lasfouten bij de bron te voorkomen in plaats van te vertrouwen op herhaaldelijk herstelwerk na inspectie.
Hoe u lasdefecten kunt detecteren?
Het opsporen van lasfouten is essentieel, omdat veel gebreken niet alleen op het uiterlijk te herkennen zijn. Oppervlakkige defecten zijn wellicht zichtbaar, maar interne problemen zoals onvoldoende doorlassing, slakinsluitingen en onvolledige penetratie vereisen vaak meer dan een eenvoudige visuele controle. In de praktijk begint lasinspectie met een visuele controle en gaat vervolgens over op niet-destructief onderzoek wanneer een grondigere verificatie nodig is.
Visuele inspectie
Visuele inspectie is de meest gebruikelijke kwaliteitscontrole van lassen en de eerste stap in het opsporen van defecten. Hierbij wordt het lasoppervlak onderzocht op zichtbare onregelmatigheden zoals scheuren, ondersnijdingen, overlappingen, doorbranden, spatten, een slechte lasrupsvorm en andere oppervlakte-onregelmatigheden.
Een goede visuele inspectie begint niet pas nadat het lassen is voltooid. ESAB merkt op dat een effectieve visuele inspectie al vóór het lassen begint en controles omvat op reinheid, de staat van de afschuining, passing, afstand, hechtlassen en de verdeling van het lasmateriaal tijdens het proces.
De belangrijkste beperking van visuele inspectie is dat interne defecten er niet betrouwbaar mee kunnen worden opgespoord. Zelfs als het lasoppervlak er acceptabel uitziet, kunnen er nog steeds defecten aanwezig zijn, zoals onvoldoende doorlassing, onvolledige penetratie of interne porositeit, die nader onderzoek vereisen.
Ultrasoon testen
Ultrasoon onderzoek maakt gebruik van hoogfrequente geluidsgolven om de interne structuur van een las te onderzoeken. Het wordt veel gebruikt bij niet-destructief onderzoek omdat het kan helpen bij het opsporen van interne onregelmatigheden zonder het gelaste onderdeel te beschadigen of te vernielen.
Ultrasoon onderzoek (UT) is met name nuttig voor het opsporen van interne defecten zoals scheuren, onvoldoende fusie, slakinsluitingen en onvolledige doorlassing. Het wordt vaak gebruikt bij constructiewerkzaamheden of werkzaamheden onder druk, waarbij interne integriteit van belang is en directe visuele controle niet mogelijk is.
De effectiviteit ervan hangt af van de juiste techniek, geschikte apparatuur en een deskundige interpretatie. In de praktijk wordt ultrasoon onderzoek vaak gekozen wanneer de integriteit van een lasverbinding moet worden gecontroleerd zonder het onderdeel te beschadigen.
Radiografisch testen
Radiografisch onderzoek maakt gebruik van röntgenstralen of gammastralen om een beeld te creëren van de interne structuur van de las. Deze methode stelt inspecteurs in staat om verborgen onregelmatigheden te beoordelen door straling door de las te leiden en op film of een ander beeldvormend medium over te brengen.
RT wordt vaak gebruikt om interne defecten zoals porositeit, scheuren, onvolledige doorlassing en slakinsluitingen te identificeren. Omdat het een vastlegbaar beeld creëert, is het bijzonder nuttig wanneer de interne toestand van een las moet worden gedocumenteerd en beoordeeld.
Vergeleken met visuele inspectie biedt röntgenonderzoek een veel beter inzicht in het inwendige van de las. Het vereist echter gespecialiseerde apparatuur, gecontroleerde procedures en een gekwalificeerde interpretatie, waardoor het over het algemeen alleen wordt gebruikt wanneer het risico op defecten of de voorschriften de extra kosten rechtvaardigen.
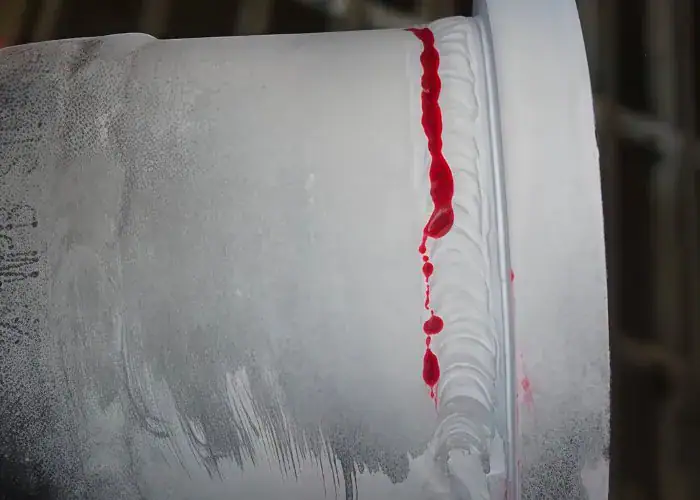
Kleurstofpenetratietesten
Bij penetrantonderzoek worden defecten aan het oppervlak van de las opgespoord door een penetrantvloeistof op het lasoppervlak aan te brengen. De vloeistof dringt door in kleine openingen en nadat overtollige penetrantvloeistof is verwijderd, zorgt een ontwikkelaar ervoor dat deze openingen zichtbaar worden voor de inspecteur.
Deze methode is nuttig voor het detecteren van fijne oppervlaktescheurtjes en andere open oppervlakte-onregelmatigheden die moeilijk met het blote oog te zien zijn. Het wordt vaak gebruikt als aanvulling op visuele inspectie wanneer de gevoeligheid voor oppervlaktedefecten verbeterd moet worden.
De beperking ervan is dat het alleen werkt op defecten die aan de oppervlakte zichtbaar zijn. Het kan geen interne gebreken onthullen die verborgen liggen onder een ogenschijnlijk intacte buitenlaag, dus wordt het vaak gecombineerd met andere inspectiemethoden wanneer een bredere detectie van defecten nodig is.
Magnetic Particle Testen
Magnetisch deeltjesonderzoek is een andere inspectiemethode voor het oppervlak en de nabije omgeving van ferromagnetische materialen. Tijdens de test wordt het lasgebied gemagnetiseerd en verzamelen magnetische deeltjes zich op plaatsen waar zich een discontinuïteit nabij het oppervlak bevindt.
MT is effectief voor het detecteren van scheuren en soortgelijke defecten die aan de oppervlakte of net daaronder liggen. Bij lasinspectie wordt het vaak gekozen wanneer bij staallassen snel oppervlaktebreuken of ondiepe ondergrondse discontinuïteiten moeten worden opgespoord.
Net als penetrantonderzoek is magnetisch deeltjesonderzoek niet bedoeld voor het opsporen van diepe interne defecten. De waarde ervan ligt in het snel vinden van scheurgerelateerde defecten in geschikte magnetische materialen, vooral wanneer kleine aanwijzingen bij visuele inspectie alleen over het hoofd worden gezien.
Verschillende soorten lasfouten vereisen verschillende inspectiemethoden. Visuele inspectie is geschikt voor oppervlaktedefecten zoals ondersnijding, overlapping, spatten en doorbranden, terwijl ultrasoon onderzoek (UT) en röntgenonderzoek (RT) geschikter zijn voor interne defecten zoals porositeit, slakinsluitingen, onvoldoende fusie en onvolledige penetratie.
De keuze voor de verkeerde inspectiemethode kan ertoe leiden dat ernstige defecten onopgemerkt blijven. Een lasverbinding kan de visuele inspectie doorstaan, maar toch in gebruik falen als interne gebreken in een kritische toepassing nooit zijn gecontroleerd. Daarom moet de inspectieplanning afgestemd zijn op het defectrisico en de functie van het gelaste onderdeel.
Veelgestelde vragen
Wanneer moet een lasfout als reden voor afkeuring worden beschouwd?
Een lasfout moet als afkeurenswaardig worden beschouwd wanneer deze de toegestane tolerantie overschrijdt en de lassterkte, afdichtingsprestaties, vermoeiingsweerstand of de beoogde functie van het onderdeel beïnvloedt. In de praktijk hangt de acceptatie af van het type, de grootte en de locatie van de fout, evenals de kwaliteitsnorm die op het gelaste onderdeel van toepassing is.
Welke lasfouten vereisen doorgaans niet-destructief onderzoek (NDT) in plaats van alleen visuele inspectie?
Lasfouten die zich in de las bevinden, vereisen meestal niet-destructief onderzoek in plaats van alleen visuele inspectie. Veelvoorkomende voorbeelden zijn onvoldoende doorlassing, onvolledige penetratie, slakinsluitingen, interne porositeit en sommige interne scheuren, omdat deze gebreken onopgemerkt kunnen blijven, zelfs wanneer het lasoppervlak er normaal uitziet.
Kunnen alle lasfouten worden gerepareerd, of moeten sommige verbindingen opnieuw worden gemaakt?
Niet alle lasfouten moeten op dezelfde manier worden gerepareerd. Kleine oppervlakkige problemen kunnen worden verholpen, maar ernstige defecten zoals grote scheuren, een diepgaand gebrek aan doorlassing of herhaalde interne fouten kunnen reparatie riskant of onrendabel maken. In kritische toepassingen is afkeuring en herfabricage wellicht de veiligere en betrouwbaardere optie.
Waarom kan dezelfde lasfout zich blijven voordoen, zelfs na reparatie?
Hetzelfde lasdefect keert vaak terug als de onderliggende oorzaak niet is weggenomen. Als slechte voorbereiding van de lasnaad, instabiele parameters, vervuiling, onjuiste verbruiksmaterialen of een inconsistente lastechniek onveranderd blijven, lost reparatie alleen het zichtbare probleem op, niet de bron ervan. Daarom is het aanpakken van de onderliggende oorzaak belangrijker dan alleen reparatie.
Conclusie
Lasfouten kunnen de sterkte, het uiterlijk, de afdichtingsprestaties en de betrouwbaarheid op lange termijn van gelaste onderdelen verminderen. Inzicht in de belangrijkste soorten lasfouten, samen met hun oorzaken, preventiemethoden en detectietechnieken, helpt fabrikanten de laskwaliteit te verbeteren en productierisico's te verminderen.
At TiRapidWij bieden nauwkeurige CNC-bewerking en -productiediensten voor op maat gemaakte metalen onderdelen, gelaste constructies en industriële componenten voor sectoren zoals de automobielindustrie, robotica en industriële apparatuur.