
အစုလိုက်အပြုံလိုက်ထုတ်လုပ်မှုသို့ တိုက်ရိုက်မလုပ်ဆောင်ဘဲ တိကျသောအစိတ်အပိုင်းများလိုအပ်သော ပရောဂျက်များအတွက် အသုတ်ငယ် CNC စက်ဖြင့်ပြုလုပ်ခြင်းသည် လက်တွေ့ကျသော ထုတ်လုပ်မှုဖြေရှင်းချက်တစ်ခုဖြစ်သည်။ ၎င်းသည် မြန်ဆန်သောလည်ပတ်မှု၊ ပြောင်းလွယ်ပြင်လွယ်ရှိသော ပမာဏထိန်းချုပ်မှုနှင့် ယုံကြည်စိတ်ချရသော စက်ပိုင်းဆိုင်ရာအရည်အသွေးတို့ကို ပေါင်းစပ်ထားသောကြောင့် ပုံစံငယ်ထုတ်လုပ်ခြင်း၊ စမ်းသပ်ထုတ်လုပ်မှုများ၊ အပိုပစ္စည်းများနှင့် စိတ်ကြိုက်ထုတ်လုပ်မှုအတွက် အလွန်သင့်လျော်စေသည်။
ဤလမ်းညွှန်တွင်၊ CNC စက်ဖြင့်ပြုလုပ်ခြင်းတွင်ပါဝင်သော အဓိကလုပ်ငန်းစဉ်များ၊ ပစ္စည်းရွေးချယ်မှုများ၊ ကုန်ကျစရိတ်အချက်များ၊ ဒီဇိုင်းထည့်သွင်းစဉ်းစားမှုများ၊ အရည်အသွေးထိန်းချုပ်မှုအချက်များနှင့် ပေးသွင်းသူရွေးချယ်မှုဆိုင်ရာ အကြံပြုချက်များကို လေ့လာနိုင်မည်ဖြစ်သည်။ ဤနယ်ပယ်များကို နားလည်ခြင်းသည် ပမာဏနည်းသောထုတ်လုပ်မှုကို ပိုမိုထိရောက်စွာစီစဉ်ရန်နှင့် ပိုမိုကောင်းမွန်သော ထုတ်လုပ်မှုဆုံးဖြတ်ချက်များချရန် ကူညီပေးနိုင်ပါသည်။
ဘာ Is Sကုန်တိုက် Batch CNC Mနာကျင်ကိုက်ခဲခြင်း?
CNC စက်ဖြင့်ပြုလုပ်ခြင်းသည် ပုံစံငယ်ထုတ်လုပ်ခြင်းနှင့် အစုလိုက်အပြုံလိုက်ထုတ်လုပ်မှုကို ပေါင်းကူးပေးသည်။ ၎င်းသည် စျေးကြီးသောကိရိယာများ သို့မဟုတ် အပိုစတော့မပါဘဲ တိကျသောအစိတ်အပိုင်းများကို ပမာဏအနည်းငယ်ဖြင့် ပို့ဆောင်ပေးသည်။ ဒီဇိုင်းအတည်ပြုခြင်း၊ စမ်းသပ်လည်ပတ်မှုများ၊ အပိုပစ္စည်းများနှင့် စိတ်ကြိုက်ပြင်ဆင်မှုများအတွက် ပြီးပြည့်စုံပြီး အရည်အသွေးနှင့် မြန်ဆန်သောတုံ့ပြန်မှုကို သေချာစေရန် ဒစ်ဂျစ်တယ်ပရိုဂရမ်းမင်းနှင့် အဆင့်မြင့်စက်များကို အားကိုးသည်။

ကိစ္စအများစုတွင်၊ အသေးစားအသုတ် CNC စက်ဖြင့်ပြုလုပ်ခြင်း၏ ထွက်ရှိမှုအပိုင်းအခြားသည် အပိုင်း ၁၀ မှ ၁၀၀၀ အထိ ကျဆင်းသော်လည်း၊ အချို့သောပရောဂျက်များသည် ဖွံ့ဖြိုးတိုးတက်မှုအတွက် နမူနာအနည်းငယ်သာ လိုအပ်နိုင်ပြီး အချို့မှာ အပိုင်းအစရှုပ်ထွေးမှုနှင့် ထုတ်လုပ်မှုရည်မှန်းချက်များပေါ် မူတည်၍ ယူနစ် ၂၀၀၀ ကျော်အထိ တိုးချဲ့နိုင်သည်။ ပမာဏများစွာ ထုတ်လုပ်ခြင်းနှင့် နှိုင်းယှဉ်ပါက အသုတ်ငယ် CNC စက် ဒီဇိုင်းအတည်ပြုခြင်း၊ ထိန်းချုပ်ထားသောထုတ်လုပ်မှုနှင့် လိုအပ်ချက်များပြောင်းလဲသည့်အခါ လျင်မြန်စွာချိန်ညှိနိုင်စွမ်းတို့ကို ပိုမိုအာရုံစိုက်သည်။
ဤနည်းလမ်းကို ထုတ်ကုန်ဖွံ့ဖြိုးတိုးတက်မှုနှင့် အစောပိုင်းအဆင့် ထုတ်လုပ်မှုတွင် ကျယ်ကျယ်ပြန့်ပြန့် အသုံးပြုကြသည်။ R&D အတည်ပြုချက်တွင် ကုမ္ပဏီများသည် နောက်ထပ်ပြောင်းလဲမှုများမပြုလုပ်မီ ဖွဲ့စည်းပုံ၊ ကိုက်ညီမှု သို့မဟုတ် လက်တွေ့အသုံးပြုမှုစွမ်းဆောင်ရည်ကို စမ်းသပ်ရန် အစိတ်အပိုင်း ၂၀ မှ ၃၀ အထိသာ စက်ဖြင့်ပြုလုပ်နိုင်သည်။ စမ်းသပ်ထုတ်လုပ်မှုတွင် ထုတ်လုပ်သူများသည် ကိရိယာတန်ဆာပလာများတွင် ရင်းနှီးမြှုပ်နှံခြင်းမပြုမီ တပ်ဆင်မှုကို အတည်ပြုရန် CNC စက်ဖြင့်ပြုလုပ်ထားသော အစိတ်အပိုင်း ရာပေါင်းများစွာကို မကြာခဏအသုံးပြုလေ့ရှိသည်။ ၎င်းသည် အပိုပစ္စည်းများထောက်ပံ့မှုတွင်လည်း အဖြစ်များပြီး ပမာဏနည်းသော အစားထိုးအစိတ်အပိုင်းများကို လိုအပ်ချက်အရ ထုတ်လုပ်ရမည်ဖြစ်ပြီး စိတ်ကြိုက်ပြင်ဆင်မှုစီမံကိန်းများတွင်လည်း အသုတ်တစ်ခုစီတွင် ဒီဇိုင်းအပ်ဒိတ်ငယ်များ သို့မဟုတ် ဖောက်သည်တစ်ဦးချင်းစီအလိုက် ပြောင်းလဲမှုများ လိုအပ်နိုင်သည်။
အသုတ်ငယ် CNC စက်ပြုလုပ်ခြင်းကို အထူးတန်ဖိုးရှိစေသည့်အရာမှာ တိကျမှုနှင့် ပြောင်းလွယ်ပြင်လွယ်ရှိမှုကြား ဟန်ချက်ညီမှုဖြစ်သည်။ ၎င်းသည် စီးပွားရေးလုပ်ငန်းများအား သဘောတရားမှ ရုပ်ပိုင်းဆိုင်ရာ အစိတ်အပိုင်းများသို့ အန္တရာယ်နည်းပါးစွာ ရွေ့လျားနိုင်စေပြီး အဓိပ္ပာယ်ရှိသော စမ်းသပ်ခြင်း သို့မဟုတ် ထုတ်လုပ်မှုအကန့်အသတ်ဖြင့် အသုံးပြုရန်အတွက် လိုအပ်သော အတိုင်းအတာတိကျမှုနှင့် ပစ္စည်းစွမ်းဆောင်ရည်ကို ထိန်းသိမ်းထားနိုင်စေပါသည်။
ဘယ်လိုလဲ To စတင် A Sကုန်တိုက် Batch CNC Mနာကျင်ခြင်း။ Pကန့်ကွက်တာလား?
ဈေးနှုန်းနှင့် DFM ခွဲခြမ်းစိတ်ဖြာခြင်း
ကျွန်တော်က CAD ပုံဆွဲခြင်း၊ ပစ္စည်းနဲ့ တိကျမှုလိုအပ်ချက်တွေကို client နဲ့ ဆွေးနွေးပြီး စတင်လေ့ရှိပါတယ်။ DFM (Design for Manufacturability) အစီရင်ခံစာက ပုံပျက်လွယ်တဲ့ ပါးလွှာတဲ့နံရံတွေ၊ အရွယ်အစားသေးငယ်တဲ့ အပေါက်တွေ ဒါမှမဟုတ် ကိရိယာလမ်းကြောင်းတွေကို အသုံးမပြုနိုင်တဲ့ ပြဿနာတွေကို ကြိုတင်ဖော်ထုတ်ဖို့ ကူညီပေးပါတယ်။ အချက်အလက်တွေအရ DFM က ဒီဇိုင်းပြန်လည်ပြုပြင်မှုကို ၃၀% လောက် လျှော့ချပေးနိုင်တယ်ဆိုတာ ပြသနေပါတယ်။
လုပ်ငန်းစဉ်စီမံချက်
လုပ်ငန်းစဉ်များကို စီစဉ်သည့်အခါ သင့်လျော်သော စက်များနှင့် ကိရိယာများကို ရွေးချယ်ရန်အတွက် အစိတ်အပိုင်းဝိသေသလက္ခဏာများ (ပစ္စည်း၊ ခံနိုင်ရည်၊ အရေအတွက်) ကို ထည့်သွင်းစဉ်းစားပါသည်။ ဥပမာအားဖြင့်၊ အလူမီနီယမ် အစိတ်အပိုင်းများကို မြန်နှုန်းမြင့် ကြိတ်ခွဲခြင်းဖြင့် အကောင်းဆုံးကိုင်တွယ်နိုင်ပြီး တိုက်တေနီယမ်သည် မကြာခဏ ဝါယာကြိုး EDM ကို ဝင်ရိုးများစွာဖြင့် စက်ဖြင့် ပေါင်းစပ်၍ ပြုလုပ်ရန် လိုအပ်ပါသည်။ သင့်လျော်သော စီစဉ်မှုသည် စက်ဖြင့် ပြုလုပ်ချိန်ကို ၂၀% မှ ၄၀% အထိ လျှော့ချနိုင်သည်။
programming
CAM ဆော့ဖ်ဝဲကို toolpath များထုတ်လုပ်ရန်နှင့် simulation များကိုလုပ်ဆောင်ရန်အသုံးပြုသည်။ toolpath များကို optimize လုပ်ခြင်း (ဥပမာ High-Efficiency Milling strategies) ဖြင့် မျက်နှာပြင်ပြီးစီးမှုကို ပိုမိုကောင်းမွန်စေပြီး tool သက်တမ်းကိုလည်း ရှည်ကြာစေသည်။ ကျွန်တော်ကိုင်တွယ်ခဲ့တဲ့ project တစ်ခုမှာတော့ toolpath တွေကို optimize လုပ်ရုံနဲ့ အလုပ်သမားနာရီ ၁၅% ကို သက်သာစေပါတယ်။
စမ်းသပ်ဖြတ်တောက်မှုများနှင့် နမူနာအတည်ပြုခြင်း
အရေးကြီးသော အစိတ်အပိုင်းများအတွက်၊ အတိုင်းအတာနှင့် ညှပ်မှုတည်ငြိမ်မှုကို အတည်ပြုရန် စမ်းသပ်ဖြတ်တောက်မှုများ (အပိုင်း ၁-၂ ပိုင်း) ပြုလုပ်ပါသည်။ ဤအဆင့်သည် အစုလိုက်အပြုံလိုက် အစိတ်အပိုင်းများ ပြတ်တောက်ခြင်းကို ကာကွယ်ရန် အရေးကြီးပါသည်။ ဥပမာအားဖြင့်၊ ဆေးဘက်ဆိုင်ရာ implant များကို စက်ဖြင့်ပြုလုပ်နေစဉ်၊ ပစ္စည်း elasticity သည် tool feed ကို သက်ရောက်မှုရှိကြောင်း ကျွန်ုပ်တို့ တွေ့ရှိခဲ့ပြီး စမ်းသပ်လည်ပတ်မှုများအတွင်း ချိန်ညှိမှုများသည် နောက်ပိုင်းတွင် အသုတ်လိုက်တည်ငြိမ်မှုကို သေချာစေပါသည်။
စစ်ဆေးရေးနှင့် အရည်အသွေးထိန်းချုပ်ရေး
လုပ်ငန်းစဉ်အတွင်း တိုင်းတာခြင်းနှင့် CMM (ကိုဩဒိနိတ်တိုင်းတာစက်) စစ်ဆေးခြင်းသည် စံသတ်မှတ်ချက်ဖြစ်သည်။ အသုတ်တစ်ခုစီကို အတိုင်းအတာစစ်ဆေးမှုများ ပြုလုပ်ပြီး ပစ္စည်းလက်မှတ်များနှင့် စစ်ဆေးရေးအစီရင်ခံစာများ ပေးအပ်ထားသည်။ ၎င်းသည် ISO စံနှုန်းများနှင့် ကိုက်ညီရုံသာမက ဖောက်သည်ယုံကြည်မှုကိုလည်း တည်ဆောက်ပေးပါသည်။
ပေးပို့ခြင်းနှင့် တုံ့ပြန်ချက်
နောက်ဆုံးအဆင့်မှာ တုံ့ပြန်ချက်စုဆောင်းခြင်းနှင့်အတူ တစ်စိတ်တစ်ပိုင်းပို့ဆောင်ခြင်းဖြစ်သည်။ ဖောက်သည်များ၏ ဒီဇိုင်းပြောင်းလဲမှုများသည် နောက်တစ်ဆင့် အကောင်းဆုံးဖြစ်အောင်လုပ်ဆောင်ခြင်းကို မကြာခဏ မောင်းနှင်လေ့ရှိပြီး ၎င်းသည် အသေးစား CNC စက်ပြုလုပ်ခြင်း၏ ပြောင်းလွယ်ပြင်လွယ်ရှိမှုနှင့် ထပ်လောင်းတန်ဖိုးကို မီးမောင်းထိုးပြသည်။
ဘာ Are The Cအော် Sကုန်တိုက် Batch CNC Mနာကျင်ခြင်း။ Pလုပ်ငန်းစဉ်တွေ?
CNC စက်ဖြင့်ပြုလုပ်ခြင်းတွင် လုပ်ငန်းစဉ်တစ်ခုစီသည် ထူးခြားသောအခန်းကဏ္ဍမှ ပါဝင်သည်- ဆလင်ဒါပုံသဏ္ဍာန်အစိတ်အပိုင်းများအတွက် လှည့်ခြင်း၊ ရှုပ်ထွေးသောမျက်နှာပြင်များအတွက် ကြိတ်ခြင်း၊ တိကျသောအပေါက်များအတွက် တူးဖော်ခြင်းနှင့် ဖောက်ခြင်း၊ မာကျောသောသတ္တုများအတွက် EDM၊ မျက်နှာပြင်အပြီးသတ်အတွက် ကြိတ်ခြင်းနှင့် ထိရောက်မှုအတွက် fixturing ပါသော multi-axis တို့ဖြစ်သည်။ မှန်ကန်သောလုပ်ငန်းစဉ်ကို ရွေးချယ်ခြင်းသည် ကုန်ကျစရိတ်၊ တိကျမှုနှင့် ပို့ဆောင်ချိန်ကို ဟန်ချက်ညီစေသည်။
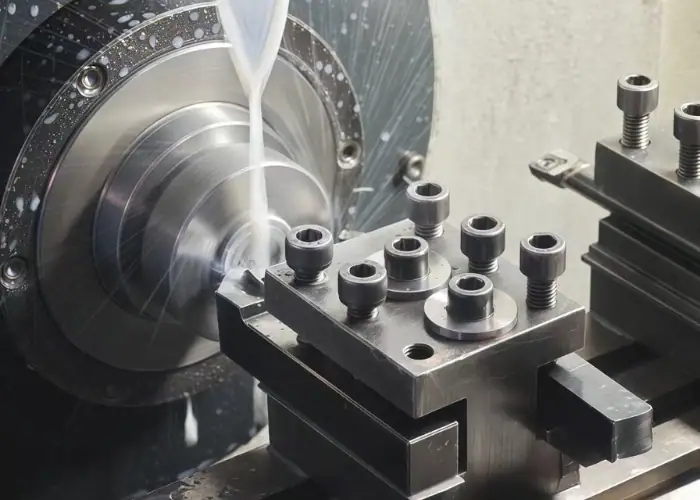
CNC လှည့်ခြင်း (လှည့်စက်ပါရှိသည်)
လှည့်ပတ်နေသော ပုံသဏ္ဍာန်များသည် ရိုးတံများနှင့် ဆလင်ဒါပုံသဏ္ဍာန်အစိတ်အပိုင်းများအတွက် အသင့်တော်ဆုံးဖြစ်ပြီး ဖြတ်တောက်သည့်ကိရိယာများဖြင့် လည်ပတ်နေသော အလုပ်အပိုင်းအစများဖြစ်သည်။ Turn-mill သည် လုပ်ဆောင်ချက်များစွာကို စနစ်တစ်ခုတည်းတွင် ပေါင်းစပ်ပေးသောကြောင့် အမှားအယွင်းများကို လျှော့ချပေးပါသည်။ ရိုဘော့တစ်ဖောက်သည်အတွက်၊ ကျွန်ုပ်သည် Ø30 mm ရိုးတံများကို စက်ဖြင့်ပြုလုပ်ခဲ့ပြီး turn-mill ဖြတ်တောက်မှု ዑደ့ချိန်ကို ~25% ဖြင့် ပြုလုပ်ခဲ့သည်။
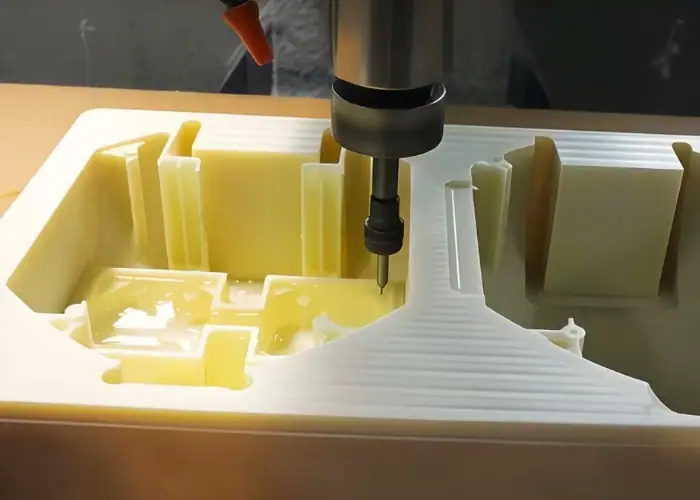
CNC ကြိတ်ခွဲခြင်း (၃/၄/၅-ဝင်ရိုး)
ကြိတ်ခွဲခြင်းသည် လည်ပတ်ကိရိယာများဖြင့် ပစ္စည်းများကို ဖယ်ရှားပြီး၊ 3-axis သည် ပြားချပ်ချပ်များနှင့် အပေါက်များကို ကိုက်ညီစေပြီး၊ 4/5-axis သည် ရှုပ်ထွေးသော မျဉ်းကွေးများနှင့် အပေါက်များကို ကိုင်တွယ်သည်။ ဆေးဘက်ဆိုင်ရာ implant ပရောဂျက်တွင်၊ 5-axis ကြိတ်ခွဲခြင်းသည် setup များကို ဖြတ်တောက်စဉ် ±0.01 mm ခံနိုင်ရည်ကို သေချာစေသည်။
တူးဖော်ခြင်း၊ ခေါက်ခြင်းနှင့် ဖောက်ခြင်း
တူးဖော်ခြင်းနှင့် ಉಪನ್ಯಾನುವಿಸခြင်းသည် ချည်မျှင်ပါသောအပေါက်များကို ဖန်တီးပေးပြီး၊ ಉಪನ್ಯಾನು/ಉಪನ್ಯಾನುವಿಸခြင်း/ ಉಪನ್ಯಾನುವಿಸခြင်းသည် အပေါက်တိကျမှုနှင့် အပြီးသတ်မှုကို မြှင့်တင်ပေးသည်။ M6 အပေါက် ၁၀၀+ ပါသော မော်တော်ကားအပိုပစ္စည်းပရောဂျက်တွင်၊ ကျွန်ုပ်တို့သည် ಉಪನ್ಯಾನು+ ಉಪನ್ಯಾನುသို့ ပြောင်းလဲခဲ့ပြီး၊ အောင်မြင်မှုနှုန်းကို ၉၈% အထိ မြှင့်တင်ပေးခဲ့သည်။
EDM (Sinker & Wire-Cut)
EDM သည် မာကျောသောသတ္တုများနှင့် ရှုပ်ထွေးသော အပေါက်များတွင် အထူးကောင်းမွန်ပါသည်။ HRC 60 ရှိ မှိုသံမဏိအတွက်၊ ဝါယာကြိုး EDM သည် ±0.005 မီလီမီတာ တိကျမှုကို ရရှိခဲ့ပါသည်။ EDM တစ်ခုတည်းသာ ချွန်ထက်သော အတွင်းပိုင်းထောင့်များကို ဖွဲ့စည်းနိုင်သည့် connector mold တစ်ခုကို တစ်ချိန်က စက်ဖြင့်ပြုလုပ်ခဲ့ပါသည်။
မျက်နှာပြင်၊ OD နှင့် အလယ်ဗဟိုမဲ့ ကြိတ်ခွဲခြင်း
ကြိတ်ခွဲခြင်းသည် အတိုင်းအတာတိကျမှုနှင့် မျက်နှာပြင်ကြမ်းတမ်းမှုကို ပိုမိုကောင်းမွန်စေသည်။ မျက်နှာပြင်ကြိတ်ခွဲခြင်းသည် Ra 0.4 μm ကိုရရှိစေပြီး OD ကြိတ်ခွဲခြင်းသည် shaft များနှင့် ကိုက်ညီပြီး အလယ်ဗဟိုမဲ့ကြိတ်ခွဲခြင်းသည် ထိရောက်သောအသုတ်များကို ဖြစ်စေသည်။ ဆေးဘက်ဆိုင်ရာဖောက်သည်အတွက်၊ ကျွန်ုပ်တို့သည် stainless pin များကို ±0.003 mm ညီညာမှုအထိကြိတ်ခွဲပါသည်။
ဝင်ရိုးများစွာနှင့် ပုံသွင်းထားသော ပြိုင်တူ စက်ပစ္စည်းပြုလုပ်ခြင်း
တပ်ဆင်မှုပါရှိသော ဝင်ရိုးများစွာပါ စက်များသည် တစ်ပြိုင်နက်တည်း အစိတ်အပိုင်းများကို စက်ဖြင့် ပြုပြင်ထုတ်လုပ်နိုင်စေပြီး ထုတ်လုပ်မှုပမာဏကို မြှင့်တင်ပေးပါသည်။ စွမ်းအင်စီမံကိန်းအသစ်တစ်ခုတွင် အလူမီနီယမ်အိမ်များအတွက် ၄ ဘူတာတပ်ဆင်မှုသည် အသုတ်ထုတ်လုပ်မှုကို ၆၀% တိုးမြှင့်ပေးခဲ့သည်။
CNC စက်ဖြင့်ပြုလုပ်ခြင်းတွင် ပစ္စည်းနှင့် အပြီးသတ်ရွေးချယ်မှုများသည် ကုန်ကျစရိတ်၊ စွမ်းဆောင်ရည်နှင့် အသွင်အပြင်ကို သက်ရောက်မှုရှိသည်။ သတ္တုများ၊ ပလတ်စတစ်များနှင့် မျက်နှာပြင်ကုသမှုအမျိုးမျိုးကို အသုံးပြုသည်။ သင့်လျော်သောရွေးချယ်မှုသည် ကုန်ကျစရိတ်နည်းပါးစွာဖြင့် တာရှည်ခံမှု၊ တိကျမှုနှင့် အလှအပကို သေချာစေသည်။
သင်ထောက်ကူပစ္စည်းများ Sဟုတ်တယ် For Sကုန်တိုက် Batch CNC Mနာကျင်ခြင်း။
| အမျိုးအစား | ပစ္စည်း | စက်ပိုင်းဆိုင်ရာလက္ခဏာများ |
| သတ္တု | လူမီနီယမ် | အလေးချိန်ပေါ့ပါးခြင်း၊ စက်ဖြင့်ပြုပြင်နိုင်စွမ်းကောင်းမွန်ခြင်း၊ အပူစီးကူးမှုကောင်းမွန်ခြင်း၊ ပုံပျက်လွယ်ခြင်း၊ သင့်လျော်သော တပ်ဆင်မှုနှင့် ကိရိယာလမ်းကြောင်း လိုအပ်ပါသည်။ |
| သံမဏိ / Stainless Steel | ခိုင်ခံ့မှုမြင့်မားပြီး ပွန်းစားမှုဒဏ်ခံနိုင်ရည်ရှိသောကြောင့် သံမဏိများသည် ဖြတ်တောက်စဉ် မာကျောသောကြောင့် မာကျောသောကိရိယာများနှင့် ဖိအားနည်းပါးစွာ ထည့်သွင်းရန် လိုအပ်ပါသည်။ | |
| ကြေးနီအလွိုင်းများ | ဖြတ်တောက်ရလွယ်ကူသည်၊ လျှပ်စစ်/အပူစီးကူးမှု ကောင်းမွန်သည်၊ နူးညံ့ပြီး စေးကပ်ကပ်ဖြစ်လွယ်သည်၊ ကိရိယာတွေ ကပ်လွယ်သည်၊ ချွန်ထက်တဲ့ ကိရိယာတွေနဲ့ အအေးခံရည် လိုအပ်ပါတယ်။ | |
| တိုက်တေနီယမ်သတ္တုစပ် | အလေးချိန်နှင့် ခိုင်ခံ့မှု မြင့်မားခြင်း၊ ချေးခံနိုင်ရည်ရှိခြင်း၊ ဖြတ်တောက်ရန် ခက်ခဲခြင်း၊ ကိရိယာ လျင်မြန်စွာ ပျက်စီးခြင်း၊ မြန်နှုန်းနိမ့်ခြင်းနှင့် ဝင်ရိုးများစွာပါဝင်သော ဗျူဟာများ လိုအပ်သည်။ | |
| နီကယ်သတ္တုစပ် | မြင့်မားသော အပူချိန်များတွင် ခိုင်ခံ့ခြင်း၊ ချေးခံနိုင်ရည်ရှိခြင်း၊ အလုပ်ပြင်းထန်စွာ မာကျောခြင်း၊ ကိရိယာသက်တမ်းတိုတောင်းခြင်း၊ EDM သို့မဟုတ် မာကျောသော ကိရိယာများ လိုအပ်လေ့ရှိသည်။ | |
| ပလတ်စတစ် | ကို ABS | စက်ဖြင့်ပြုပြင်နိုင်စွမ်း အထူးကောင်းမွန်ခြင်း၊ ချောမွေ့သော အပြီးသတ်ခြင်း၊ အပူဒဏ်ခံနိုင်ရည်နည်းပါးခြင်း၊ ကြာရှည်စွာ ဖြတ်တောက်ခြင်းဖြင့် အရည်ပျော်နိုင်ခြေ။ |
| PC (Polycarbonate) | ခိုင်ခံ့မှုမြင့်မားခြင်း၊ ခိုင်ခံ့မှုကောင်းမွန်ခြင်း၊ ပွင့်လင်းမြင်သာမှုရှိခြင်း၊ မျက်နှာပြင်စုတ်ပြဲခြင်းကို ရှောင်ရှားရန် ထက်မြက်သောကိရိယာများ လိုအပ်ခြင်း။ | |
| POM (အက်စီတယ်/ဒယ်ရင်) | ပွတ်တိုက်မှုနည်းသည်၊ ချောမွေ့စွာ ဖြတ်တောက်သည်၊ အပူချိန် ကျယ်ပြန့်မှု မြင့်မားသည်၊ အအေးခံခြင်းနှင့် ခံနိုင်ရည်ထိန်းချုပ်မှု လိုအပ်သည်။ | |
| ပါး | ခိုင်ခံ့သည်၊ အပူ/ဓာတုဗေဒဒဏ်ခံနိုင်သည်၊ ဖြတ်တောက်ရန် ပိုမိုခက်ခဲသည်၊ အရည်အသွေးမြင့်ကိရိယာများနှင့် တည်ငြိမ်သောအအေးပေးစနစ် လိုအပ်ပါသည်။ |
မျက်နှာပြင် Tတုံ့ပြန်မှု For Sကုန်တိုက် Batch CNC Mနာကျင်ခြင်း။
Anodizingအလူမီနီယမ်၏ ချေးခံနိုင်ရည်နှင့် အလှအပကို မြှင့်တင်ပေးပြီး အရောင်အမျိုးမျိုးဖြင့် ရရှိနိုင်ပါသည်၊ အာကာသယာဉ်နှင့် အီလက်ထရွန်းနစ် အိမ်ရာများအတွက် ကျယ်ကျယ်ပြန့်ပြန့် အသုံးပြုပါသည်။
Sandblasting: ဖိအားမြင့် ပွတ်တိုက်ပစ္စည်းများကို အသုံးပြု၍ တစ်ပြေးညီ မတ်မတ်ရပ်သော အပြီးသတ်ကို ဖန်တီးပေးပြီး ဆုပ်ကိုင်မှုနှင့် အမြင်အာရုံ ဆွဲဆောင်မှု နှစ်မျိုးလုံးကို ပိုမိုကောင်းမွန်စေသည်။
အရောင်တင်: စက်ပိုင်းဆိုင်ရာ သို့မဟုတ် ဓာတုဗေဒနည်းလမ်းများဖြင့် မှန်ကဲ့သို့ မျက်နှာပြင်ကို ရရှိစေသောကြောင့်၊ ပရီမီယံအသွင်အပြင် လိုအပ်သော အစိတ်အပိုင်းများအတွက် အသင့်တော်ဆုံးဖြစ်သည်။
Plating: ယိုယွင်းပျက်စီးမှုဒဏ်ခံနိုင်ခြင်း၊ ချေးခြင်းကာကွယ်ခြင်း သို့မဟုတ် လျှပ်စစ်စီးကူးနိုင်စွမ်းတိုးတက်စေရန် သတ္တုအပေါ်ယံလွှာထည့်ပါ။
အထပ်အသွင်အပြင်နှင့် ရာသီဥတုဒဏ်ခံနိုင်ရည်ကို တိုးတက်ကောင်းမွန်စေသော အမှုန့်ဖြင့်အုပ်ခြင်း သို့မဟုတ် အရည်ဆေးသုတ်ခြင်း ပါဝင်သည်။
အနက်ရောင်အောက်ဆိုဒ်သံမဏိပေါ်တွင် မှောင်မိုက်သောအောက်ဆိုဒ်အလွှာတစ်ခု ဖန်တီးပေးသောကြောင့် သံချေးတက်ခြင်းကို ကာကွယ်ပေးပြီး စက်ပိုင်းဆိုင်ရာ အစိတ်အပိုင်းများတွင် အဖြစ်များသော အလင်းပြန်မှုကို လျှော့ချပေးသည်။
အပူကုသမှု: မာကျောမှု၊ အစွမ်းသတ္တိနှင့် တာရှည်ခံမှုကို မြှင့်တင်ရန်အတွက် မီးငြိမ်းခြင်း၊ အပူပေးခြင်း သို့မဟုတ် မာကျောစေခြင်း ပါဝင်သည်။
အသေးစားအသုတ် CNC စက်ပြင်ခြင်းရဲ့ အားသာချက်တွေနဲ့ ကန့်သတ်ချက်တွေက ဘာတွေလဲ။
အသေးစားအသုတ် CNC စက်ပိုင်းဆိုင်ရာသည် ပြောင်းလွယ်ပြင်လွယ်ရှိမှုနှင့် တိကျမှုကို ပေါင်းစပ်ထားသောကြောင့် R&D အတည်ပြုခြင်း၊ စမ်းသပ်လည်ပတ်မှုများနှင့် စိတ်ကြိုက်ပြင်ဆင်မှုများအတွက် အကောင်းဆုံးဖြစ်သည်။ ၎င်းသည် ဈေးကွက်သို့ရောက်ရှိရန် အချိန်ကို မြန်ဆန်စေပြီး ကုန်ပစ္စည်းစာရင်းအန္တရာယ်များကို လျှော့ချပေးသော်လည်း ယူနစ်ကုန်ကျစရိတ်မြင့်မားခြင်းနှင့် စီးပွားရေးအရ အကန့်အသတ်ရှိခြင်းတို့နှင့် ကြုံတွေ့ရလေ့ရှိသည်။ ဤအားသာချက်များနှင့် အားနည်းချက်များကို နားလည်ခြင်းသည် စီးပွားရေးလုပ်ငန်းများကို ပိုမိုထိရောက်စွာ စီစဉ်ရန် ကူညီပေးသည်။
အားသာချက်များ
စျေးကွက်သို့အချိန်ပိုမြန်သည်။
CNC စက်ဖြင့် အသေးစားစက်ဖြင့် ပြုလုပ်ခြင်းသည် မှိုတီထွင်ရန် မလိုအပ်သောကြောင့် ထုတ်လုပ်မှုကို CAD အချက်အလက်မှ တိုက်ရိုက်စတင်နိုင်ပါသည်။ ၎င်းသည် မှိုအခြေခံ လုပ်ငန်းစဉ်များနှင့် နှိုင်းယှဉ်ပါက ပို့ဆောင်ချိန်ကို ၃၀% မှ ၅၀% ခန့် တိုတောင်းစေပါသည်။ အမြန်အတည်ပြုခြင်း သို့မဟုတ် အရေးတကြီးပို့ဆောင်ရန် လိုအပ်သော ပရောဂျက်များအတွက် ဤအမြန်နှုန်းသည် ဖွံ့ဖြိုးတိုးတက်မှုစွမ်းဆောင်ရည်ကို သိသိသာသာ တိုးတက်စေနိုင်ပါသည်။
ပြောင်းလွယ်ပြင်လွယ်ရှိသော ဒီဇိုင်းထပ်ခါတလဲလဲလုပ်ဆောင်ခြင်း
ဒီဇိုင်းပြောင်းလဲမှုများသည် စီမံခန့်ခွဲရန် ပိုမိုလွယ်ကူသည်၊ အဘယ်ကြောင့်ဆိုသော် လုပ်ငန်းစဉ်သည် ကိရိယာအသစ်များထက် ပရိုဂရမ်းမင်းနှင့် စနစ်ထည့်သွင်းမှုပေါ်တွင် အဓိကမူတည်သောကြောင့်ဖြစ်သည်။ အတိုင်းအတာများ၊ အပေါက်အင်္ဂါရပ်များ သို့မဟုတ် ဖွဲ့စည်းပုံဆိုင်ရာ အသေးစိတ်အချက်အလက်များကို ချိန်ညှိရန် လိုအပ်ပါက၊ အပ်ဒိတ်လုပ်ထားသော CAD ဖိုင်များကို ရိုးရာအစုလိုက်အပြုံလိုက်ထုတ်လုပ်မှုနည်းလမ်းများထက် များစွာပိုမိုမြန်ဆန်စွာ လုပ်ဆောင်နိုင်သည်။ ၎င်းသည် ဆေးဘက်ဆိုင်ရာ၊ အီလက်ထရွန်းနစ်နှင့် ထုတ်ကုန်ဖွံ့ဖြိုးတိုးတက်ရေးစီမံကိန်းများတွင် အထူးသဖြင့် အဖိုးတန်ပါသည်။
မြင့်မားသောတိကျမှုနှင့်ကောင်းမွန်သောတသမတ်တည်းရှိမှု
CNC စက်ဖြင့်ပြုလုပ်ခြင်းသည် အပိုင်းဂျီသြမေတြီ၊ ပစ္စည်းနှင့် လုပ်ငန်းစဉ်အခြေအနေများပေါ် မူတည်၍ မကြာခဏ ±0.01 မီလီမီတာခန့်ရှိသော တင်းကျပ်သောသည်းခံနိုင်စွမ်းများကို ရရှိနိုင်သည်။ ၎င်းသည် အကန့်အသတ်ရှိသော ထုတ်လုပ်မှုလုပ်ငန်းစဉ်တစ်လျှောက်လုံးတွင် အတိုင်းအတာတိကျမှု၊ တည်ငြိမ်သောတပ်ဆင်မှုနှင့် ထပ်ခါတလဲလဲလုပ်ဆောင်နိုင်သော အရည်အသွေးလိုအပ်သော အစိတ်အပိုင်းများအတွက် သင့်လျော်စေသည်။
Inventory Risk နိမ့်သည်။
အစိတ်အပိုင်းများကို လိုအပ်ချက်အရ ထုတ်လုပ်နိုင်သောကြောင့် ကုမ္ပဏီများသည် ကုန်ပစ္စည်းပမာဏများစွာကို အစောကြီးကတည်းက ကတိကဝတ်ပြုရန် မလိုအပ်ပါ။ ၎င်းသည် အလွန်အကျွံထုတ်လုပ်မှုကို လျှော့ချရန်၊ သိုလှောင်မှုကုန်ကျစရိတ်ကို လျှော့ချရန်နှင့် အထူးသဖြင့် ၀ယ်လိုအားမသေချာသော ထုတ်ကုန်အသစ်များ သို့မဟုတ် ပရောဂျက်များအတွက် ငွေသားစီးဆင်းမှုဖိအားကို လျှော့ချရန် ကူညီပေးသည်။
ကန့်သတ်
မြင့်မားသောယူနစ်ကုန်ကျစရိတ်
မှိုတန်ဖိုးလျှော့ချခြင်းမရှိဘဲ၊ CNC စက်ဖြင့်ပြုလုပ်ထားသော အစိတ်အပိုင်းတစ်ခုစီ၏ ကုန်ကျစရိတ်မှာ အတော်လေးမြင့်မားနေဆဲဖြစ်သည်။ တူညီသောဂျီသြမေတြီအတွက်၊ ထုတ်လုပ်မှုပမာဏ လုံလောက်လာသည်နှင့် တစ်ပြိုင်နက် ယူနစ်စျေးနှုန်းသည် injection molding ထက် 20% မှ 40% ခန့် ပိုများနိုင်သည်။ ၎င်းသည် ကုန်ကျစရိတ်အခြေပြု အစုလိုက်အပြုံလိုက်ထုတ်လုပ်မှုထက် အရေအတွက်နည်းသော CNC အသုတ်ငယ်များအတွက် ပိုမိုသင့်လျော်စေသည်။
ပိုမိုရှုပ်ထွေးသော ပြောင်းလဲမှုစီမံခန့်ခွဲမှု
အပိုင်းနံပါတ်များ၊ ပစ္စည်းများ သို့မဟုတ် ဆက်တင်များအကြား မကြာခဏပြောင်းလဲခြင်းသည် ပရိုဂရမ်ရေးသားချိန်၊ တပ်ဆင်မှုပြင်ဆင်မှုနှင့် ထုတ်လုပ်မှုစီမံကိန်းရေးဆွဲခြင်းဆိုင်ရာ အားထုတ်မှုများကို တိုးမြင့်စေနိုင်သည်။ အသုတ်အမျိုးအစားများ တိုးလာသည်နှင့်အမျှ အလုပ်ရုံကြမ်းပြင်စီမံခန့်ခွဲမှုသည်လည်း ပိုမိုတောင်းဆိုမှုများလာပါသည်။
ပမာဏများများနဲ့ ကုန်ကျစရိတ် အကန့်အသတ်နဲ့ ထိရောက်မှု
အသုတ်လိုက် CNC စက်ဖြင့်ပြုလုပ်ခြင်းသည် ပုံစံငယ်များ၊ စမ်းသပ်ထုတ်လုပ်မှုများ သို့မဟုတ် ထုတ်လုပ်မှုပမာဏ သောင်းဂဏန်းမှ ထောင်ဂဏန်းအထိကဲ့သို့သော ပမာဏနည်းမှ အလတ်စားအတွက် များသောအားဖြင့် အသက်သာဆုံးဖြစ်သည်။ ပမာဏ သိသိသာသာ မြင့်တက်လာသည်နှင့် ပုံသွင်းခြင်း သို့မဟုတ် ပုံသွင်းခြင်းကဲ့သို့သော လုပ်ငန်းစဉ်များသည် ပိုမိုကုန်ကျစရိတ်သက်သာလာလေ့ရှိသည်။
ရပ်နားချိန်နှင့် အချိန်ဇယားဆွဲခြင်းဖိအား
အချိန်ဇယားကို ကောင်းစွာစီစဉ်မထားပါက မကြာခဏ အသုတ်ပြောင်းလဲခြင်းသည် စက်အားလပ်ချိန်ကို ဖန်တီးစေနိုင်သည်။ ရောနှောထုတ်လုပ်မှုပတ်ဝန်းကျင်တွင် ညံ့ဖျင်းသောစီစဉ်မှုသည် စက်ပစ္စည်းအသုံးပြုမှုကို လျော့ကျစေပြီး ပို့ဆောင်ချိန်များကို တိုးချဲ့စေနိုင်သည်။
ကုန်ကျစရိတ်နှင့် ပို့ဆောင်ချိန်ကို မည်သို့အကဲဖြတ်ရမည်နည်း။
အသေးစား CNC စက်ပြုလုပ်ခြင်းတွင် ကုန်ကျစရိတ်နှင့် ပို့ဆောင်ချိန်သည် client များအတွက် အရေးကြီးဆုံးအချက်နှစ်ချက်ဖြစ်သည်။ သင့်လျော်သော အကဲဖြတ်ခြင်းတွင် ပစ္စည်း၊ လုပ်အား၊ ကိရိယာနှင့် ဒုတိယလုပ်ငန်းစဉ်များကို ဟန်ချက်ညီစေရန် လိုအပ်ပြီး အကျိုးအမြတ်နှင့် အချိန်မီပို့ဆောင်မှု နှစ်မျိုးလုံးကို သေချာစေရန် ဈေးနှုန်းပုံစံများနှင့် ဈေးနှုန်းဗျူဟာများကို အသုံးပြုရန်လည်း လိုအပ်ပါသည်။
ကုန်ကျစရိတ်ယာဉ်မောင်းများ
ပစ္စည်းတိုက်တေနီယမ် သို့မဟုတ် Inconel ကဲ့သို့သော ပရီမီယံသတ္တုများသည် စုစုပေါင်းကုန်ကျစရိတ်၏ ၄၀% မှ ၆၀% အထိ ရှိနိုင်ပြီး၊ အကောင်းဆုံးဖြစ်အောင် ပြုလုပ်ထားသော သိုက်လုပ်ခြင်းသည် အလေအလွင့်ကို ၁၅% မှ ၂၀% အထိ လျှော့ချနိုင်သည်။
အချိန်ပရိုဂရမ်းမင်း၊ စက်ဖြင့်ပြုပြင်ခြင်းနှင့် စစ်ဆေးခြင်းသည် ကုန်ကျစရိတ်၏ ၃၀% မှ ၅၀% အထိ ရှိလေ့ရှိသည်။ ဥပမာအားဖြင့်၊ ရှုပ်ထွေးသော ၅-ဝင်ရိုး အစိတ်အပိုင်းများသည် ပရိုဂရမ်းမင်းပြုလုပ်ရန် ၆-၈ နာရီ ကြာနိုင်သည်။
ကိရိယာတန်ဆာပလာများနှင့် တပ်ဆင်ခြင်းစံကိရိယာများကို ပြန်လည်အသုံးပြုနိုင်သော်လည်း စိတ်ကြိုက်တပ်ဆင်မှုများသည် အစိတ်အပိုင်းတစ်ခုချင်းစီ၏ ကုန်ကျစရိတ်ကို သိသိသာသာ မြင့်တက်စေသည်။
ဆင့်ပွားလုပ်ဆောင်ခြင်း။: အန်နိုဒိုက်လုပ်ခြင်း၊ အပူပေးကုသမှု သို့မဟုတ် အပေါ်ယံလွှာပြုလုပ်ခြင်းသည် စုစုပေါင်းကုန်ကျစရိတ်ကို ၁၀% မှ ၂၅% အထိ တိုးစေနိုင်သည်။
ဈေးနှုန်းပုံစံများ၊ မရှိမဖြစ်လိုအပ်သော ကိုးကားချက်များ၊ ပို့ဆောင်ချိန် အရှိန်မြှင့်တင်မှုနှင့် MOQ
စျေးနှုန်းမော်ဒယ်များ: အသုံးများသော ဖော်မြူလာတစ်ခုမှာ “ပစ္စည်း + အလုပ်သမားနာရီ + ရှုပ်ထွေးမှုအချက် + အပြီးသတ်ခြင်း” ဖြစ်သည်။ ဥပမာအားဖြင့်၊ အလူမီနီယမ် အစိတ်အပိုင်းများသည် တိုက်တေနီယမ် အစိတ်အပိုင်းများထက် ပုံမှန်အားဖြင့် ၃၀% မှ ၅၀% အထိ စျေးသက်သာသည်။
အခြေခံကိုးကားချက်များပရိုဂရမ်းမင်းနှင့် စနစ်ထည့်သွင်းမှု ကုန်ကျစရိတ်များကို ချေဖျက်ရန်အတွက် ရှင်းလင်းသော MOQ တစ်ခုကို သတ်မှတ်ပါ၊ များသောအားဖြင့် အပိုင်း ၁၀ မှ ၂၀ အထိ။
ပို့ဆောင်ချိန် အရှိန်မြှင့်ခြင်း: parallel programming နှင့် multi-machine scheduling သည် ပို့ဆောင်ချိန်ကို ၂၀% မှ ၃၅% အထိ လျှော့ချပေးနိုင်ပါသည်။ ဆေးဘက်ဆိုင်ရာ စီမံကိန်းတစ်ခုတွင် dual-machine scheduling သည် ပို့ဆောင်ချိန်ကို ၁၄ ရက်မှ ၉ ရက်အထိ လျှော့ချပေးပါသည်။
ဖောက်သည်တန်ဖိုးပွင့်လင်းမြင်သာသော ဈေးနှုန်းနှင့် ခိုင်မာသော ဦးဆောင်မှုအချိန် ကတိကဝတ်များသည် ယုံကြည်မှုကို တည်ဆောက်ပေးပြီး အရောင်းအဝယ် ပြောင်းလဲမှုများကို မြှင့်တင်ပေးသည်။
ထိရောက်မှုအတွက် အဓိက DFM လမ်းညွှန်ချက်များ
အသေးစား CNC စက်ပြုလုပ်ခြင်းတွင်၊ ထုတ်လုပ်မှုအတွက် ဒီဇိုင်း (DFM) သည် ထိရောက်မှု၊ ကုန်ကျစရိတ်နှင့် ပို့ဆောင်မှုကို တိုက်ရိုက်အကျိုးသက်ရောက်သည်။ လက်တွေ့ကျသော သည်းခံနိုင်စွမ်းများ သတ်မှတ်ခြင်း၊ ဖွဲ့စည်းပုံများကို ရိုးရှင်းစေခြင်း၊ ကိရိယာအသုံးပြုမှုကို တိုးတက်ကောင်းမွန်စေခြင်းနှင့် တပ်ဆင်မှုများကို လျှော့ချခြင်းဖြင့် ထုတ်လုပ်သူများသည် ပြန်လည်အလုပ်လုပ်နှုန်းကို လျှော့ချနိုင်ပြီး စက်ပြုလုပ်ချိန်ကို သက်သာစေပြီး ဖောက်သည်ကျေနပ်မှုကို မြှင့်တင်နိုင်သည်။
ကျိုးကြောင်းဆီလျော်သော သည်းခံမှုများနှင့် အချက်အလက်များ၊ ပါးလွှာသော နံရံများနှင့် ချွန်ထက်သော ထောင့်များကို ရှောင်ကြဉ်ပါ
သည်းခံနိုင်မှု: သည်းခံနိုင်စွမ်း အလွန်အမင်းတင်းကျပ်ခြင်းသည် စက်ယန္တရားကုန်ကျစရိတ်ကို ၂၀% မှ ၃၀% အထိ မြင့်တက်စေပြီး အရေးကြီးသော အတိုင်းအတာများကိုသာ ထိန်းချုပ်နိုင်သည်။
Datumsရည်ညွှန်းအချက်များ ရှင်းလင်းပြတ်သားခြင်းက စစ်ဆေးခြင်းအမှားများကို လျှော့ချပေးပြီး တသမတ်တည်းဖြစ်မှုကို မြှင့်တင်ပေးသည်။
သင်းဝေါ၁ မီလီမီတာအောက် ဖွဲ့စည်းပုံများသည် ပုံပျက်သွားနိုင်သည်၊ အာကာသယာဉ်တည်ဆောက်ရေး ပရောဂျက်တွင် နံရိုးများထည့်ခြင်းဖြင့် ကျွန်ုပ်ဖြေရှင်းခဲ့သည်။
ချွန်ထက်သောထောင့်များဖြတ်တောက်သည့်ကိရိယာများသည် ပြီးပြည့်စုံသော ချွန်ထက်သောထောင့်များကို မစက်နိုင်သောကြောင့်၊ fillets များကိုအသုံးပြုခြင်းသည် ခိုင်ခံ့မှုကို မြှင့်တင်ပေးပြီး ကိရိယာဟောင်းနွမ်းမှုကို လျော့နည်းစေသည်။
Tool အသုံးပြုနိုင်စွမ်းကို မြှင့်တင်ပါ၊ ဖွဲ့စည်းပုံများကို ရိုးရှင်းစေပြီး လုပ်ငန်းစဉ်များကို ပေါင်းစည်းပါ
Tool Accessibilityအပိုတပ်ဆင်မှုများကို ရှောင်ရှားရန် အပေါက်နက်များ သို့မဟုတ် အပေါက်ငယ်များကို ဒီဇိုင်းဆွဲသည့်အခါ ကိရိယာအရှည်နှင့် အနှောင့်အယှက်ကို ထည့်သွင်းစဉ်းစားပါ။
ရိုးရှင်းသောဖွဲ့စည်းပုံများမလိုအပ်သော အင်္ဂါရပ်များကို ဖယ်ရှားခြင်းဖြင့် စက်ယန္တရားလည်ပတ်မှုကို ၁၅% မှ ၂၅% အထိ လျှော့ချနိုင်သည်။
လုပ်ငန်းစဉ်ပေါင်းစည်းခြင်း။: အလုပ်များစွာကို တစ်ပြိုင်နက်တည်းလုပ်ဆောင်နိုင်သော စက်များ (mill-turn၊ multi-axis) သည် စနစ်တစ်ခုတည်းတွင် အဆင့်များစွာကို လုပ်ဆောင်နိုင်စေပြီး ရပ်တန့်ချိန်ကို လျှော့ချပေးသည်။
Multi-Axis Paths များကို အကောင်းဆုံးဖြစ်အောင်ပြုလုပ်ပြီး Settings များကို Minimize လုပ်ပါ
ဘက်စုံဝင်ရိုး အားသာချက်: ၅-ဝင်ရိုး စက်ဖြင့်ပြုလုပ်ခြင်းသည် setup များကို လျှော့ချပေးပြီး၊ တိကျမှုနှင့် ထိရောက်မှုကို ၂၀% မှ ၄၀% အထိ မြှင့်တင်ပေးသည်။
လမ်းကြောင်းကို ကောင်းမွန်အောင်ပြုလုပ်ခြင်း။: မြင့်မားသောစွမ်းဆောင်ရည်ရှိသော စက်ယန္တရား (HEM) ဗျူဟာများသည် ဖြတ်တောက်ခြင်းစွမ်းဆောင်ရည်နှင့် ကိရိယာသက်တမ်းကို တိုးစေသည်။
ဖြစ်ရပ်မှန်လေ့လာမှု: စွမ်းအင်သုံးစွဲသူအသစ်၏ Inconel တာဘိုင်ဓါးအတွက်၊ အကောင်းဆုံးဖြစ်အောင်ပြုလုပ်ထားသော လမ်းကြောင်းများနှင့် စနစ်ထည့်သွင်းမှုနည်းပါးခြင်းသည် လည်ပတ်မှုအချိန်ကို 30% လျှော့ချပေးသည်။
ဆိုင်ကြမ်းပြင် ထိရောက်မှုဆိုင်ရာ အကြံပြုချက်များ
ပမာဏနည်း CNC စက်ပြုလုပ်ခြင်းတွင် ထိရောက်မှုသည် စက်များပေါ်တွင်သာမက workflow optimization ပေါ်တွင်လည်း မူတည်ပါသည်။ ကိရိယာများကို စံသတ်မှတ်ခြင်း၊ batching ထုတ်လုပ်မှု၊ ဒုတိယလုပ်ငန်းဆောင်တာများကို လျှော့ချခြင်းနှင့် အလားတူအစိတ်အပိုင်းများကို smart material အသုံးပြုမှုဖြင့် အချိန်ဇယားဆွဲခြင်းဖြင့် ဆိုင်များသည် ထုတ်လုပ်မှု ၂၀% မှ ၄၀% အထိ မြှင့်တင်ပေးနိုင်ပြီး အလဟဿဖြစ်မှုနှင့် ပို့ဆောင်ချိန်အန္တရာယ်များကို လျှော့ချပေးနိုင်ပါသည်။
စံကိရိယာများ၊ တပ်ဆင်ပစ္စည်းများနှင့် ကိရိယာစာကြည့်တိုက် ပြန်လည်အသုံးပြုခြင်း
standardizationစံသတ်မှတ်ထားသောကိရိယာများနှင့် ပစ္စည်းကိရိယာများကို အသုံးပြုခြင်းသည် တပ်ဆင်ချိန်နှင့် ဖြတ်တောက်ခြင်းမပြုရသည့်အချိန်များကို လျှော့ချပေးသည်။ လေ့လာမှုများအရ စံသတ်မှတ်ချက်သည် ကိရိယာပြောင်းလဲချိန်ကို ၂၅% လျှော့ချပေးသည်ဟု ပြသထားသည်။
ကိရိယာစာကြည့်တိုက် ပြန်လည်အသုံးပြုခြင်းအလုပ်များစွာတွင် ကိရိယာစာကြည့်တိုက်ကို မျှဝေခြင်းဖြင့် ပြင်ဆင်မှုကို တိုတောင်းစေပြီး ကုန်ပစ္စည်းစာရင်းကုန်ကျစရိတ်များကို လျှော့ချပေးပါသည်။ ဖောက်သည်တစ်ဦး၏ အလူမီနီယမ်အသုတ်ငါးခုအတွက်၊ ပို့ဆောင်ချိန်ကို နှစ်ရက်လျှော့ချပေးသည့် ပေါင်းစပ်ကိရိယာတပ်ဆင်မှုကို ကျွန်ုပ်တို့အသုံးပြုခဲ့ပါသည်။
အသုတ်လိုက်နှင့် အစိတ်အပိုင်းများစွာပါဝင်သော စက်ဖြင့်ပြုပြင်ခြင်း၊ ဒုတိယလုပ်ငန်းစဉ်များ နည်းပါးခြင်း
အသုတ်: အလုပ်များကို အုပ်စုဖွဲ့ခြင်းသည် စက်အသုံးပြုမှုကို တိုးစေပြီး အားလပ်ချိန်ကို လျှော့ချပေးသည်။
အစိတ်အပိုင်းများစွာ စက်ပစ္စည်းပြုပြင်ခြင်းအစိတ်အပိုင်းများစွာကို တစ်ခုတည်းတွင် တပ်ဆင်ခြင်းသည် စွမ်းဆောင်ရည်ကို ၁၅% မှ ၃၀% အထိ မြှင့်တင်ပေးသည်။
အလယ်တန်း လည်ပတ်မှုကို လျှော့ချခဲ့သည်။: ဝင်ရိုးများစွာပါသော သို့မဟုတ် ကြိတ်စက်လှည့်စက်များသည် တစ်ကြိမ်လည်ပတ်မှုတွင် အဆင့်များစွာကို ပြီးမြောက်စေပြီး ပြန်လည်ညှပ်ခြင်းနှင့် တိကျမှုဆုံးရှုံးမှုကို အနည်းဆုံးဖြစ်စေသည်။
အလားတူအစိတ်အပိုင်းများ၊ ပစ္စည်းအကောင်းဆုံးဖြစ်အောင်ပြုလုပ်ခြင်းနှင့် အလဟဿလျှော့ချခြင်းတို့ကို အချိန်ဇယားဆွဲခြင်း
အလားတူအပိုင်းအချိန်ဇယားဆွဲခြင်းဂျီဩမေတြီအရ အလားတူ အစိတ်အပိုင်းများကို အတူတကွ ထုတ်လုပ်ခြင်းသည် ပရိုဂရမ်ရေးသားခြင်းနှင့် တပ်ဆင်ခြင်းအချိန်ကို သက်သာစေသည်။
ပစ္စည်းအသုံးချမှု: သိုက်လုပ်ခြင်းကို အကောင်းဆုံးဖြစ်အောင်ပြုလုပ်ခြင်းသည် ကုန်ကြမ်းအထွက်နှုန်းကို တိုးစေပြီး ကုန်ကျစရိတ် ၁၀% မှ ၁၅% အထိ သက်သာစေသည်။
စွန့်ပစ်ပစ္စည်းလျှော့ချရေး: စွန့်ပစ်ပစ္စည်းပြန်လည်အသုံးပြုခြင်းက ကုန်ကျစရိတ်များကို ပိုမိုလျှော့ချပေးပါသည်။ စွမ်းအင်သုံးစွဲသူအသစ်အတွက်၊ Inconel ကို အကောင်းဆုံးဖြစ်အောင်ပြုလုပ်ခြင်းသည် ပစ္စည်းတွင် ၁၂% သက်သာစေပါသည်။
အရည်အသွေးနှင့် တသမတ်တည်းရှိမှုကို မည်သို့သေချာစေမည်နည်း။
CNC စက်ဖြင့် ပမာဏနည်းသော စက်ယန္တရားများတွင် အရည်အသွေးနှင့် တသမတ်တည်းရှိမှုသည် ယုံကြည်စိတ်ချရသော ပို့ဆောင်မှုအတွက် အဓိကသော့ချက်ဖြစ်သည်။ လက်မှတ်များ၊ လုပ်ငန်းစဉ်ထိန်းချုပ်မှုအစီအစဉ်များ၊ CMM အတည်ပြုချက်ဖြင့် စက်အတွင်းနှင့် အွန်လိုင်းစစ်ဆေးမှုများအပြင် ISO၊ ဆေးဘက်ဆိုင်ရာနှင့် အာကာသယာဉ်ဆိုင်ရာစံနှုန်းများနှင့် ကိုက်ညီမှုတို့ဖြင့် တင်းကျပ်သောဝင်လာသော ပစ္စည်းစစ်ဆေးမှုများသည် ပြန်လည်ပြုပြင်မှုကို အနည်းဆုံးဖြစ်စေပြီး ဖောက်သည်ယုံကြည်မှု ပိုမိုမြင့်မားစေသည်။
ဝင်လာသောပစ္စည်းများ၊ လက်မှတ်များနှင့် လုပ်ငန်းစဉ်ထိန်းချုပ်မှုအစီအစဉ်များ
ပစ္စည်းကို ခြေရာခံနိုင်မှု: အသုတ်တိုင်းတွင် ပါဝင်မှုနှင့် စွမ်းဆောင်ရည်ကို အတည်ပြုရန်အတွက် ကိုက်ညီမှုလက်မှတ် (COC) လိုအပ်ပါသည်။
အဝင်စစ်ဆေးရေးမာကျောမှု၊ အတိုင်းအတာနှင့် မျက်နှာပြင်ချို့ယွင်းချက်များကို စစ်ဆေးခြင်းဖြင့် ကြီးမားသော စွန့်ပစ်ပစ္စည်းများကို ကာကွယ်ပေးသည်။
လုပ်ငန်းစဉ်ထိန်းချုပ်မှုထိန်းချုပ်မှုအစီအစဉ်များသည် အတိုင်းအတာနမူနာယူခြင်းကဲ့သို့သော အရေးကြီးသောအဆင့်များအတွက် စစ်ဆေးရေးဂိတ်များကို သတ်မှတ်ပေးသည်။ မော်တော်ကားစီမံကိန်းတစ်ခုတွင် FMEA ကို ထိန်းချုပ်မှုအစီအစဉ်နှင့် ပေါင်းစပ်ခြင်းသည် ချို့ယွင်းချက်နှုန်းကို ၂၈% လျှော့ချပေးသည်။
စက်အတွင်း တိုင်းတာခြင်း၊ အွန်လိုင်းစစ်ဆေးခြင်းနှင့် CMM ဖြေရှင်းချက်များ
စက်တွင်းတိုင်းတာခြင်း။: စမ်းသပ်ကိရိယာများသည် ကိရိယာ အော့ဖ်ဆက်များကို အလိုအလျောက် ချိန်ညှိပေးပြီး လက်ဖြင့်ပြုလုပ်ထားသော အမှားများကို လျှော့ချပေးသည်။
အွန်လိုင်းစစ်ဆေးခြင်းSPC (စာရင်းအင်းလုပ်ငန်းစဉ်ထိန်းချုပ်မှု) သည် လုပ်ငန်းစဉ်ပြောင်းလဲမှုကို အချိန်နှင့်တပြေးညီ စောင့်ကြည့်ပေးသည်။
CMM စစ်ဆေးရေး±0.005 မီလီမီတာအတွင်း ရှုပ်ထွေးသော ဂျီသြမေတြီများအတွက် တိကျမှုကို သေချာစေသည်။ ဆေးဘက်ဆိုင်ရာ အစားထိုးပရောဂျက်တွင် CMM သည် လုံခြုံသော အသုတ်လိုက် ညီညွတ်မှုကို စစ်ဆေးသည်။
အသိအမှတ်ပြုလက်မှတ်များနှင့် စံနှုန်းများ
ISO9001အခြေခံအရည်အသွေး မူဘောင်၊ မကြာခဏ ပေးသွင်းသူ၏ ခွင့်ပြုချက်အတွက် လိုအပ်ပါသည်။
ISO13485ဇီဝလိုက်ဖက်ညီမှုနှင့် ခြေရာခံနိုင်မှုကို အလေးပေးသည့် ဆေးဘက်ဆိုင်ရာ စက်ပစ္စည်းများအတွက် မရှိမဖြစ်လိုအပ်ပါသည်။
AS9100: လေကြောင်းနှင့် အာကာသယာဉ်အတွက် အဓိကသော့ချက်မှာ စာရွက်စာတမ်းပြုစုခြင်းနှင့် လုပ်ငန်းစဉ်တသမတ်တည်းဖြစ်မှုကို အာရုံစိုက်ခြင်းဖြစ်သည်။ လေကြောင်းနှင့် အာကာသယာဉ်ဆိုင်ရာ ဖောက်သည်တစ်ဦးအတွက် AS9100 စာရင်းစစ်ဆေးမှုများကို အောင်မြင်ခြင်းက ရေရှည်မိတ်ဖက်များဖြစ်လာစေခဲ့သည်။
တရုတ်နိုင်ငံမှာ CNC ပေးသွင်းသူ အသေးစားတစ်ခုကို ဘယ်လိုရွေးချယ်ရမလဲ။
တရုတ်နိုင်ငံတွင် မှန်ကန်သော CNC ပေးသွင်းသူကို ရွေးချယ်ခြင်းသည် ကုန်ကျစရိတ်၊ အရည်အသွေးနှင့် ပို့ဆောင်မှုအမြန်နှုန်းတို့ကို တိုက်ရိုက်သက်ရောက်မှုရှိသည်။ အဓိက အကဲဖြတ်အချက်များတွင် နည်းပညာစွမ်းရည်များ၊ စက်မှုလုပ်ငန်းအတွေ့အကြုံ၊ အင်ဂျင်နီယာပံ့ပိုးမှု၊ ဆက်သွယ်ရေး၊ ခိုင်မာသော အရည်အသွေးစနစ်များ၊ ပို့ဆောင်မှုစွမ်းဆောင်ရည်၊ ဈေးနှုန်းပွင့်လင်းမြင်သာမှုနှင့် ဒစ်ဂျစ်တယ်အသွင်ပြောင်းမှု ရင့်ကျက်မှု (MES/ERP/CAM) တို့ ပါဝင်သည်။
စွမ်းရည်များ၊ အတွေ့အကြုံနှင့် အင်ဂျင်နီယာပံ့ပိုးမှု
စက်ပိုင်းဆိုင်ရာစွမ်းရည်များ၃/၄/၅-ဝင်ရိုးစက်များ၊ ကြိတ်စက်လှည့်စင်တာများနှင့် ဘက်စုံပစ္စည်းအတွေ့အကြုံများကို ရှာဖွေပါ။
စက်မှုလက်မှုလုပ်ငန်းရှင်များ, အတွေ့အကြုံများအာကာသ၊ ဆေးဘက်ဆိုင်ရာ သို့မဟုတ် မော်တော်ကားစီမံကိန်းများရှိသော ပေးသွင်းသူများသည် ပိုမိုတင်းကျပ်သော ဝယ်လိုအားများကို ကိုင်တွယ်ကြသည်။
အင်ဂျင်နီယာအထောက်အပံ့: ခိုင်မာသော ပေးသွင်းသူများသည် DFM အစီရင်ခံစာများကို ပေးစွမ်းသောကြောင့် ဒီဇိုင်းပြန်လည်ပြင်ဆင်မှု ၃၀% ကျော်ကို ကာကွယ်ပေးပါသည်။
ဆက်သွယ်ရေး: မြန်ဆန်သော RFQ တုံ့ပြန်မှု (၂၄ နာရီအတွင်း) သည် ထုတ်ကုန်ဖွံ့ဖြိုးတိုးတက်မှုကို အရှိန်မြှင့်တင်ပေးသည်။
အရည်အသွေးစနစ်များ၊ ပို့ဆောင်မှုစွမ်းဆောင်ရည်နှင့် ဈေးနှုန်းပွင့်လင်းမြင်သာမှု
အရည်အသွေးစံချိန်စံညွှန်းISO9001 သည် အခြေခံဖြစ်ပြီး ISO13485/AS9100 သည် ဆေးဘက်ဆိုင်ရာနှင့် အာကာသယာဉ်များအတွက် မရှိမဖြစ် လိုအပ်ပါသည်။
ခဲအချိန်: ပုံမှန်ပို့ဆောင်ချိန်သည် အသုတ်ငယ်များအတွက် ၅ ရက်မှ ၇ ရက်အထိဖြစ်ပြီး အရေးတကြီးမှာယူမှုများကို ၄၈ နာရီအတွင်း ပြုလုပ်ပေးပါသည်။
ဖောက်ထွင်းစျေးနှုန်းကောင်းမွန်သော ဈေးနှုန်းကိုးကားချက်တစ်ခုသည် ပစ္စည်းများ၊ ပရိုဂရမ်းမင်း၊ စက်ပိုင်းဆိုင်ရာ၊ QC နှင့် post-processing တို့ကို ခွဲခြမ်းစိတ်ဖြာပါသည်။
ဖြစ်ရပ်မှန်လေ့လာမှုစွမ်းအင်အသစ်ဝယ်ယူသူအတွက်၊ ကျွန်ုပ်တို့သည် အိမ်ရာ ၂၀၀ ကို ထုတ်လုပ်ခဲ့သည် - ရှင်းလင်းသောစျေးနှုန်းနှင့် တိကျသောပို့ဆောင်မှုသည် ရေရှည်စာချုပ်တစ်ခုကို လုံခြုံစေခဲ့သည်။
အလိုအလျောက်စနစ်နှင့် ဒစ်ဂျစ်တယ်စနစ်သို့ ပြောင်းလဲခြင်း
MES စနစ်များနှောင့်နှေးမှုများကို လျှော့ချရန်အတွက် အချိန်နှင့်တပြေးညီ အလုပ်အကိုင်ခြေရာခံခြင်းကို ဖွင့်ပါ။
ERPတိကျသော ပစ္စည်းစီးဆင်းမှုနှင့် ကုန်ကျစရိတ်ထိန်းချုပ်မှုကို သေချာစေသည်။
CAM အကောင်းဆုံးဖြစ်အောင်ပြုလုပ်ခြင်း: သရုပ်ဖော်ခြင်းသည် ကိရိယာဟောင်းနွမ်းမှုကို ၁၅–၂၀% လျော့ကျစေသည်။
အားသာချက်ဒစ်ဂျစ်တယ်နည်းပညာသုံး အလုပ်ရုံဆွေးနွေးပွဲများသည် ပြန်လည်လုပ်ဆောင်နှုန်း ၂၅% လျော့နည်းသွားပြီး ဖောက်သည်ကျေနပ်မှု ပိုမိုမြင့်မားလာကြောင်း သတင်းပို့ပါသည်။
ဘယ်လုပ်ငန်းတွေက Small Batch CNC Machining ကိုသုံးလဲ
သေးငယ်သော အသုတ် CNC စက်ဖြင့် လည်ပတ်ခြင်းသည် တိကျမှု၊ ပြောင်းလွယ်ပြင်လွယ်ရှိမှုနှင့် ကုန်ကျစရိတ်သက်သာမှုကို ဟန်ချက်ညီစေသည်။ လေကြောင်းနှင့် မော်တော်ကားများသည် ပေါ့ပါးပြီး ခိုင်ခံ့သော အစိတ်အပိုင်းများ လိုအပ်ပါသည်။, ဆေးဘက်ဆိုင်ရာနယ်ပယ်များတွင် စိတ်ကြိုက်ပြင်ဆင်မှုနှင့် ဇီဝလိုက်ဖက်ညီမှု လိုအပ်သည်, အီလက်ထရွန်းနစ်ပစ္စည်းများသည် မြန်ဆန်သောထပ်ခါတလဲလဲလုပ်ဆောင်ခြင်းနှင့် မျက်နှာပြင်အပြီးသတ်ခြင်းတို့ကို အာရုံစိုက်သည်, စွမ်းအင်နှင့် ကိရိယာများသည် ကြာရှည်ခံမှု လိုအပ်သည်, startup တွေက ဈေးကွက်ထဲကို မြန်မြန်ဝင်ဖို့အတွက် ဒါကို အသုံးပြုကြပါတယ်။
| စက်မှုလုပ်ငန်း | Key ကိုအင်္ဂါရပ်များ | ဥပမာဖြစ်ရပ်များ |
| အာကာသ၊ မော်တော်ကားနှင့် စွမ်းအင်သစ် | ပေါ့ပါးပြီး ခိုင်ခံ့မှုမြင့်မားသော၊ လုပ်ဆောင်နိုင်သော အစိတ်အပိုင်းများ | တာဘိုင်ဓါးများ၊ EV ဘက်ထရီအိမ်များ |
| ကျန်းမာရေးနှင့်ကျန်းမာရေး | မြင့်မားသောတိကျမှု၊ စိတ်ကြိုက်ပြင်ဆင်မှု၊ ဇီဝလိုက်ဖက်ညီမှု | အစားထိုးပစ္စည်းများ၊ ခွဲစိတ်ကိရိယာနမူနာများ |
| စားသုံးသူအီလက်ထရွန်းနစ်နှင့် တယ်လီကွန်း | အလှကုန်ပစ္စည်းအစိတ်အပိုင်းများ၊ ဖောက်ထွင်းမြင်ရသောအိမ်များ၊ စမ်းသပ်လည်ပတ်မှုများ | ဖုန်းအဖုံးများ၊ အပူစုပ်စက်များ |
| စွမ်းအင်နှင့် တူရိယာများ | မြင့်မားသောအပူချိန်ခံနိုင်ရည်၊ ချေးခံနိုင်ရည်၊ ယုံကြည်စိတ်ချရမှု | Inconel တာဘိုင်၊ အဆို့ရှင် အစိတ်အပိုင်းများ |
| Startup များနှင့် စိတ်ကြိုက်ထုတ်ကုန်များ | လျင်မြန်စွာ ပုံစံငယ်ထုတ်လုပ်ခြင်း၊ ဈေးကွက်စမ်းသပ်ခြင်း၊ ပမာဏနည်းသော ပို့ဆောင်မှု | စိတ်ကြိုက် အသံခလုတ်များ၊ စတင်အသုံးပြုသည့် ဟာ့ဒ်ဝဲခွံများ |
အမေးအဖြေများ
Small Batch CNC Machining မှာ ဘယ်လို Batch Size တွေက ပုံမှန်လဲ။
ကျွန်တော့်အတွေ့အကြုံအရ CNC စက်ပိုင်းဆိုင်ရာ အသေးစားအသုတ်မှာ အစိတ်အပိုင်း ၁၀ မှ ၅၀၀၀ အထိ ပါဝင်လေ့ရှိပါတယ်။ ပုံစံငယ်တွေအတွက် ယူနစ် ၁ မှ ၅၀ အထိ၊ စမ်းသပ်လုပ်ဆောင်မှုတွေအတွက် ၂၀၀ မှ ၅၀၀ အထိ၊ အစားထိုးအစိတ်အပိုင်းတွေအတွက် မကြာခဏ ၅၀ မှ ၁၀၀ အထိ ပါဝင်လေ့ရှိပါတယ်။ ဒီအပိုင်းအခြားက ပြောင်းလွယ်ပြင်လွယ်ရှိမှု၊ တိကျမှုနဲ့ ကုန်ကျစရိတ်ကို ဟန်ချက်ညီစေပါတယ်။
အသေးစားအသုတ် CNC စက်ဖြင့် လည်ပတ်ခြင်းသည် အစုလိုက်ထုတ်လုပ်မှုနှင့် မည်သို့နှိုင်းယှဉ်သနည်း။
အစုလိုက်အပြုံလိုက်ထုတ်လုပ်မှုနှင့် နှိုင်းယှဉ်ပါက၊ အသုတ်ငယ် CNC စက်ဖြင့်ပြုလုပ်ခြင်းသည် ပို့ဆောင်ချိန်ကို ၄၀-၆၀% လျှော့ချပေးပြီး၊ ကုန်ပစ္စည်းများစွာကို ရှောင်ရှားနိုင်သည့်အပြင် ဒီဇိုင်းအမြန်ထပ်ခါတလဲလဲပြုလုပ်ခြင်းကို ပံ့ပိုးပေးပါသည်။ ယူနစ်ကုန်ကျစရိတ်များ ပိုမိုမြင့်မားသော်လည်း၊ ၎င်းသည် ၅၀၀၀ အောက် ပမာဏများအတွက် တိကျမှုနှင့် မြန်ဆန်သောစျေးကွက်တုံ့ပြန်မှုကို သေချာစေသည်။
Low Volume CNC Machining နှင့် Small Batch CNC Machining အကြား ကွာခြားချက်ကား အဘယ်နည်း။
CNC အသုတ်ငယ်ဆိုသည်မှာ ပုံမှန်အားဖြင့် ယူနစ် ၁၀ မှ ၅၀၀၀ အထိဖြစ်ပြီး ပုံစံငယ်များနှင့် ရေတိုထုတ်လုပ်မှုများကို အာရုံစိုက်သည်။ ပမာဏနည်း CNC သည် ယူနစ် ၁၀,၀၀၀ အထိ တိုးချဲ့ပြီး စမ်းသပ်ထုတ်လုပ်မှုနှင့် တိုးချဲ့မှုကို ပေါင်းကူးပေးသည်။ လက်တွေ့တွင်၊ ဒီဇိုင်းအစောပိုင်း အတည်ပြုချက်အတွက် "အသုတ်ငယ်" ကို အသုံးပြုပြီး အစုလိုက်အပြုံလိုက် မထုတ်လုပ်မီအတွက် "ပမာဏနည်း" ကို အသုံးပြုသည်။
CNC Machining က Titanium ဒါမှမဟုတ် Inconel လိုမျိုး ခက်ခဲတဲ့ ပစ္စည်းတွေကို ကိုင်တွယ်နိုင်ပါသလား။
ဟုတ်ကဲ့၊ multi-axis စက်များနှင့် EDM ဖြင့် CNC သည် တိုက်တေနီယမ်နှင့် Inconel တွင် ±0.01 mm ထိန်းထားနိုင်သည်။ အာကာသယာဉ်ထုတ်လုပ်သည့် client များအတွက်၊ ကျွန်ုပ်သည် Inconel turbine အစိတ်အပိုင်းများကို ခံနိုင်ရည်နှင့် အပူဒဏ်ခံနိုင်ရည် နှစ်မျိုးလုံးကို သေချာစေရန် တင်းကျပ်သော ခံနိုင်ရည်များဖြင့် စက်ဖြင့် ပြုပြင်ထားပါသည်။ သင့်လျော်သော ကိရိယာများနှင့် အအေးပေးခြင်းသည် အရေးကြီးပါသည်။
CNC Machining ကို အသုတ်လိုက်လုပ်တာက ကုန်ကျစရိတ်သက်သာပါသလား။
ပုံစံငယ်များနှင့် စမ်းသပ်ထုတ်လုပ်မှုများအတွက်၊ CNC အသုတ်ငယ်သည် ပုံသွင်းခြင်းနှင့်နှိုင်းယှဉ်ပါက တပ်ဆင်မှုကုန်ကျစရိတ် ၃၀-၅၀% ကို သက်သာစေသည်။ ၎င်းသည် မြင့်မားသောကိရိယာရင်းနှီးမြှုပ်နှံမှုကို ရှောင်ရှားပြီး ခေတ်မမီတော့သောစတော့ရှယ်ယာအန္တရာယ်ကို လျှော့ချပေးပြီး အတည်ပြုခြင်းကို အရှိန်မြှင့်ပေးသည်။ ယူနစ်ဈေးနှုန်းမြင့်မားသော်လည်း၊ စိတ်ကြိုက် သို့မဟုတ် အကန့်အသတ်ရှိသော ဝယ်လိုအားအတွက် အလုံးစုံ ROI ပိုမိုအားကောင်းသည်။
ကောက်ချက်
အသုတ်ငယ် CNC စက်ဖြင့်ပြုလုပ်ခြင်းသည် ပုံစံငယ်ထုတ်လုပ်ခြင်းနှင့် အပြည့်အဝထုတ်လုပ်မှုကို ပေါင်းကူးရန် လက်တွေ့ကျသောနည်းလမ်းကို ပေးဆောင်သည်။ ၎င်းသည် မြင့်မားသောတိကျမှု၊ မြန်ဆန်သောထပ်ခါတလဲလဲလုပ်ဆောင်ခြင်းနှင့် ကုန်ပစ္စည်းစာရင်းအန္တရာယ်နည်းပါးခြင်းတို့ကို ပေါင်းစပ်ထားသောကြောင့် အမြန်နှုန်း၊ စိတ်ကြိုက်ပြင်ဆင်မှုနှင့် ယုံကြည်စိတ်ချရသော အစိတ်အပိုင်းအရည်အသွေး လိုအပ်သော စက်မှုလုပ်ငန်းများအတွက် အထူးသင့်လျော်သည်။ ယူနစ်ကုန်ကျစရိတ်သည် အစုလိုက်အပြုံလိုက်ထုတ်လုပ်မှုနည်းလမ်းများထက် များသောအားဖြင့် ပိုမိုမြင့်မားသော်လည်း၊ ကောင်းမွန်သော DFM စီမံကိန်းနှင့် လုပ်ငန်းစဉ်အကောင်းဆုံးဖြစ်အောင်ပြုလုပ်ခြင်းသည် ပို့ဆောင်ချိန်ကို တိုတောင်းစေပြီး၊ ဖွံ့ဖြိုးတိုးတက်မှုအန္တရာယ်ကို လျှော့ချပေးကာ ပရောဂျက်၏ အလုံးစုံထိရောက်မှုကို တိုးတက်စေနိုင်သည်။
At TiRapidကျွန်ုပ်တို့သည် တိကျမှု၊ ပြောင်းလွယ်ပြင်လွယ်ရှိမှုနှင့် ယုံကြည်စိတ်ချရသော ပို့ဆောင်မှုလိုအပ်သော စိတ်ကြိုက်အစိတ်အပိုင်းများအတွက် အသေးစားအသုတ် CNC စက်ပိုင်းဆိုင်ရာဝန်ဆောင်မှုများကို ပေးဆောင်ပါသည်။ ပုံစံငယ်အတည်ပြုခြင်းမှသည် ပမာဏနည်းသောထုတ်လုပ်မှုအထိ၊ ကျွန်ုပ်တို့၏အဖွဲ့သည် လက်တွေ့ကျသောအင်ဂျင်နီယာပံ့ပိုးမှုနှင့် တသမတ်တည်းထုတ်လုပ်မှုစွမ်းဆောင်ရည်ဖြင့် ဒီဇိုင်းများကို အရည်အသွေးမြင့်စက်ပိုင်းဆိုင်ရာအစိတ်အပိုင်းများအဖြစ်သို့ ပြောင်းလဲရန် ဖောက်သည်များအား ကူညီပေးပါသည်။



















