
Apakah itu Pemutus?
Tuangan ialah proses pembuatan di mana logam cair dituang atau dibentuk di dalam acuan dan kemudian disejukkan sehingga menjadi bahagian yang kukuh. Ia digunakan secara meluas untuk menghasilkan komponen logam dengan bentuk luaran yang stabil, geometri dalaman dan struktur yang boleh diulang. Kaedah tuangan yang berbeza digunakan bergantung pada bahan, reka bentuk dan matlamat pengeluaran.
Dalam proses tuangan, logam dipanaskan hingga menjadi cecair dan dituang atau disuntik ke dalam rongga acuan yang telah disediakan. Selepas penyejukan dan pemejalan, bahagian tersebut dikeluarkan dari acuan, dibersihkan dan disediakan untuk sebarang pemprosesan selepas yang diperlukan. Acuan menentukan geometri keseluruhan bahagian tersebut, manakala kaedah tuangan mempengaruhi keadaan permukaan akhir, keupayaan dimensi dan laluan pengeluaran.
Tuangan merangkumi beberapa jenis proses biasa, seperti tuangan pasir, tuangan pelaburan dan tuangan acuan. Setiap kaedah sesuai dengan keadaan pengeluaran, bahan dan keperluan reka bentuk yang berbeza, oleh itu tuangan kekal sebagai pendekatan pembuatan yang penting merentasi banyak industri.
Apakah Pemesinan?
Pemesinan ialah proses pembuatan subtraktif yang menghasilkan bahagian dengan membuang bahan yang tidak diingini daripada bahan kerja pepejal. Ia digunakan secara meluas apabila komponen memerlukan kemasan dimensi terkawal, ciri berfungsi dan geometri yang tepat. Pemesinan moden adalah perkara biasa dalam pembuatan jitu kerana ia menawarkan fleksibiliti, kebolehulangan dan kawalan proses yang kukuh.
Bahan permulaan mungkin blok, bar, plat, tiub atau bilet, bergantung pada reka bentuk bahagian. Semasa pemesinan, alat pemotong membuang bahan langkah demi langkah sehingga dimensi dan ciri yang diperlukan dicapai. Proses ini boleh dilakukan secara manual, tetapi kebanyakan pengeluaran moden menggunakan sistem CNC untuk mengawal pergerakan alat dengan ketepatan dan kebolehulangan yang tinggi.
Operasi pemesinan biasa termasuk penggilingan, pemusingan, penggerudian, penggerudian, penguliran dan pengisaran. Secara keseluruhan, operasi ini membolehkan pengeluar menghasilkan pelbagai geometri bahagian, daripada komponen silinder mudah kepada ciri yang lebih terperinci yang memerlukan kemasan dimensi terkawal.
Perbezaan Utama Antara Proses Pemutus dan Pemesinan CNC
Pemutus dan Pemesinan CNC mengikuti laluan pengeluaran yang berbeza, walaupun ia digunakan untuk membuat bahagian logam yang serupa. Membandingkan bagaimana setiap proses membentuk, mengendalikan bahan dan mencapai dimensi akhir membantu jurutera memilih laluan pembuatan yang lebih praktikal.
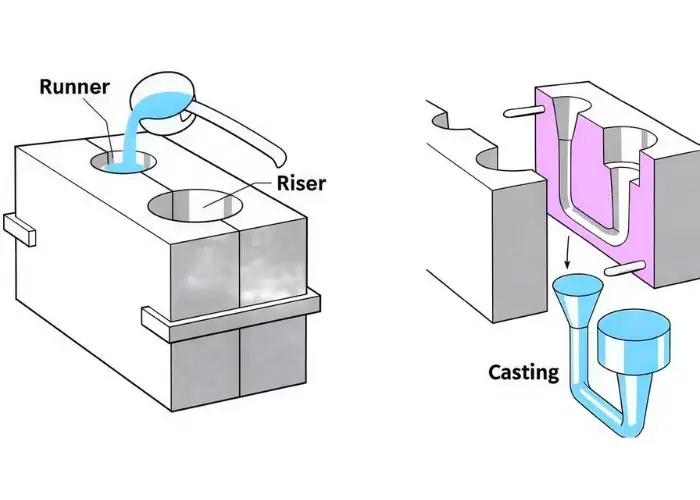
Proses Pemutus
Tuangan bermula dengan membentuk bentuk bahagian di dalam acuan. Acuan disediakan agar sepadan dengan geometri yang diperlukan di samping membolehkan pengecutan, aliran logam, pengudaraan dan pelepasan bahagian semasa pemejalan.
Setelah acuan siap, logam dipanaskan sehingga menjadi cair dan kemudian dituang atau disuntik ke dalam rongga acuan. Selepas menyejuk, bahagian tuangan dikeluarkan, dibersihkan, dipangkas dan diperiksa sebelum sebarang operasi sekunder yang diperlukan dijalankan.
Dalam banyak aplikasi, tuangan menghasilkan bentuk hampir bersih dan bukannya bahagian akhir yang telah siap. Lubang, benang, permukaan pengedap dan ciri ketepatan lain sering dimesin selepas itu untuk memenuhi keperluan lukisan akhir.
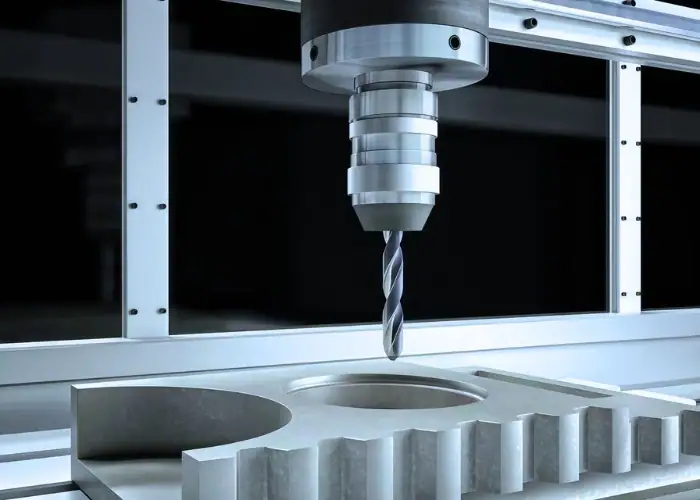
Proses Pemesinan CNC
Pemesinan CNC bermula dengan sekeping bahan mentah yang kukuh seperti bar, plat, bilet atau blok. Bahan kerja diapit dengan selamat dan program CNC mengawal pergerakan alat pemotong mengikut model CAD atau lukisan pemesinan.
Bahan dikeluarkan langkah demi langkah sehingga geometri akhir dihasilkan. Proses ini boleh menghasilkan permukaan rata, slot, poket, lubang, benang, kontur dan permukaan melengkung, selalunya melalui satu atau lebih persediaan bergantung pada kerumitan bahagian.
Selepas pemesinan, bahagian tersebut mungkin melalui langkah penyahgerudian, penggilapan, anodisasi, penyalutan atau langkah kemasan lain. Pemeriksaan kemudiannya digunakan untuk mengesahkan bahawa dimensi utama, permukaan dan ciri fungsian memenuhi spesifikasi.
Perbandingan Proses
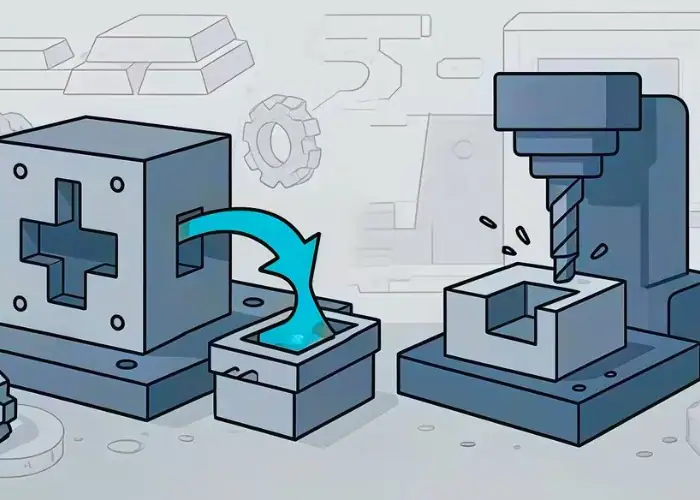
Perbezaan utama antara pemutus dan pemesinan CNC adalah bagaimana bentuk bahagian dihasilkan. Pemutus membentuk bentuk dengan memejalkan logam cair di dalam acuan, manakala pemesinan CNC mencipta bentuk dengan mengeluarkan bahan daripada stok pepejal dengan alat pemotong terkawal.
Kedua-dua proses ini juga berbeza dari segi bahan permulaan, pendekatan perkakasan dan bagaimana ketepatan dicapai. Penuangan bergantung pada reka bentuk acuan dan tingkah laku pemejalan untuk mencipta geometri utama, manakala pemesinan bergantung pada kawalan laluan alat dan penyingkiran bahan untuk mencapai saiz akhir dan keadaan permukaan.
Dalam praktiknya, tuangan sering digunakan untuk mencipta badan umum sesuatu bahagian dengan cekap, manakala pemesinan CNC digunakan untuk memperhalusi ciri-ciri kritikal seperti lubang, ulir, permukaan pengedap dan antara muka toleransi ketat. Itulah sebabnya kedua-dua proses ini sering dibandingkan bersama dan juga biasa digunakan dalam kombinasi.
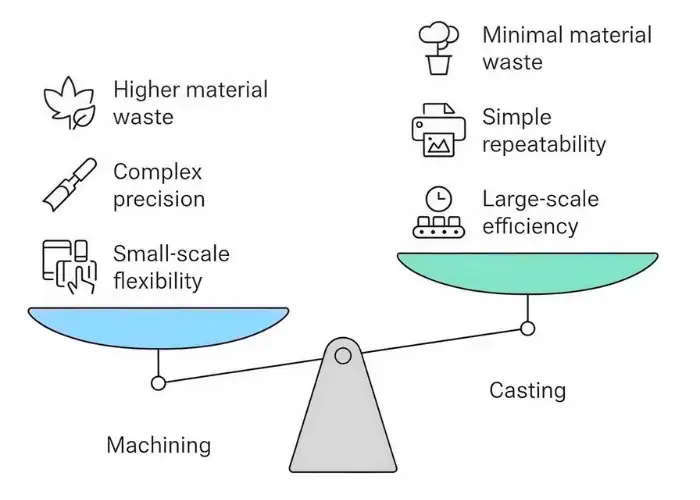
Apakah Kelebihan dan Kekurangan Casting Vs Pemesinan?
Penuangan dan pemesinan menawarkan kekuatan yang berbeza, jadi pilihan yang lebih baik bergantung pada apa yang sebenarnya diperlukan oleh bahagian tersebut. Penuangan lebih cekap untuk mencipta bentuk kompleks dan menyokong pengeluaran berulang pada skala. Pemesinan lebih baik untuk kawalan ciri, kemasan dimensi dan perubahan fleksibel semasa pembangunan.
1. Kelebihan Pemutus
Tuangan adalah cekap apabila bahagian tersebut merangkumi lengkungan, bentuk tertutup atau geometri yang akan membazir jika dipotong daripada stok pepejal. Oleh kerana acuan menghasilkan sebahagian besar bentuk secara langsung, proses ini dapat mengurangkan penyingkiran bahan berlebihan dan meningkatkan penggunaan bahan pada bahagian yang kompleks.
Tuangan juga menjadi lebih kompetitif dalam pengeluaran berulang. Sebaik sahaja perkakasan dibina dan disahkan, kos setiap bahagian boleh menurun dengan ketara merentasi permintaan volum yang stabil. Ini menjadikan tuangan sebagai pilihan yang kukuh apabila reka bentuk matang dan pelan pengeluaran dijangka berterusan dari semasa ke semasa.
2. Kelemahan Pemutus
Kerja tuangan biasanya memerlukan peralatan sebelum pengeluaran bermula, yang meningkatkan pelaburan awal dan melanjutkan persediaan pelancaran. Jika reka bentuk berubah selepas peralatan selesai, kos semakan dan kelewatan boleh menjadi ketara.
Tuangan juga mempunyai lebih banyak variasi berkaitan proses berbanding pemesinan. Kualiti akhir mungkin dipengaruhi oleh keadaan acuan, kelakuan pengecutan, kestabilan pengisian dan kawalan penyejukan. Atas sebab ini, permukaan penting dan ciri sensitif toleransi selalunya masih memerlukan pemesinan sekunder sebelum bahagian tersebut sedia untuk digunakan.
3. Kelebihan Pemesinan
Pemesinan memberikan kawalan langsung ke atas dimensi akhir dan geometri ciri sesuatu bahagian. Ini menjadikannya amat berguna untuk lubang, ulir, permukaan datum, permukaan pengedap dan kawasan lain di mana kesesuaian dan fungsi bergantung pada kawalan yang lebih ketat.
Pemesinan juga lebih mudah diadaptasi semasa pembangunan produk. Oleh kerana ia tidak bergantung pada perkakasan acuan, perubahan biasanya boleh dikendalikan dengan melaraskan program, persediaan atau lekapan CNC. Ini menjadikannya sesuai untuk prototaip, jangka pendek dan projek yang memerlukan fleksibiliti semakan semula.
4. Kelemahan Pemesinan
Pemesinan selalunya membuang sejumlah besar bahan mentah, terutamanya apabila geometri siap jauh lebih kecil daripada stok permulaan. Akibatnya, jumlah skrap, masa pemotongan dan haus alat mungkin meningkat, terutamanya pada bahagian yang lebih besar atau bahan yang mahal.
Pemesinan juga boleh menjadi kurang menjimatkan dalam pengeluaran volum tinggi yang stabil. Walaupun prosesnya tepat, kos tetap terikat dengan masa kitaran, kapasiti mesin dan penyingkiran bahan berulang. Bagi sesetengah bahagian, ini menjadikan pemesinan penuh kurang praktikal berbanding laluan tuangan dan kemasan.
Pemutus Vs Pemesinan: Perbandingan Umum
Tuangan dan pemesinan berbeza dari segi jenis proses, kos perkakas, penggunaan bahan dan fleksibiliti pengeluaran. Tuangan membentuk bahagian melalui pembentukan berasaskan acuan, manakala pemesinan membuang bahan daripada stok pepejal. Setiap proses menyokong keperluan bahagian, sasaran pengeluaran dan keutamaan kualiti yang berbeza. Pilihan yang lebih baik bergantung pada geometri, toleransi, isipadu dan matlamat pembuatan keseluruhan.
Perbandingan di bawah memberikan pandangan bersebelahan yang jelas tentang perbezaan utama mereka:
| Faktor | Pemutus | machining |
| Jenis Proses | Membentuk bahagian daripada logam cair dalam acuan | Mengeluarkan bahan daripada stok pepejal |
| terbaik Untuk | Bentuk kompleks, rongga, isipadu sederhana hingga tinggi | Toleransi yang ketat, ciri terperinci, isipadu rendah hingga sederhana |
| Kos Permulaan | Lebih tinggi kerana perkakasan diperlukan | Lebih rendah kerana tiada acuan diperlukan |
| Kos Unit Pada Skala | Lebih rendah pada volum yang lebih tinggi | Selalunya lebih tinggi pada isipadu yang lebih tinggi |
| Kepersisan | Sederhana, bergantung pada kaedah penuangan | Tinggi |
| kemasan permukaan | Lebih kasar, mungkin memerlukan kemasan tambahan | Lebih licin dan lebih konsisten |
| Fleksibiliti Reka Bentuk | Lebih rendah selepas perkakas dibuat | Lebih tinggi dan lebih mudah untuk disemak semula |
| Sisa Bahan | Lebih rendah untuk bahagian yang hampir berbentuk jaring | Lebih tinggi disebabkan oleh penyingkiran bahan |
| Masa Pimpinan Bahagian Pertama | Lebih lama kerana perkakasan dan persediaan | Lebih pantas untuk prototaip dan kelompok kecil |
| Peranan Pengeluaran Biasa | Mencipta bentuk asas | Menamatkan ciri dan dimensi yang tepat |
Manakah Lebih Berkesan Kos: Tuangan Atau Pemesinan?
Penuangan dan pemesinan menghasilkan kos dengan cara yang berbeza, jadi pilihan yang lebih baik bergantung pada pelan pengeluaran penuh. Penuangan biasanya melibatkan kos perkakasan pendahuluan yang lebih tinggi, manakala pemesinan lebih bergantung pada masa kitaran dan penyingkiran bahan. Perbandingan yang berguna harus mempertimbangkan kuantiti, pemprosesan pasca, sisa dan jumlah usaha pembuatan.
1. Kos Perkakas Awal
Penuangan biasanya bermula dengan kos pendahuluan yang lebih tinggi kerana corak, acuan atau acuan mesti disediakan sebelum pengeluaran boleh dimulakan. Dalam proses seperti penuangan acuan dan penuangan pelaburan, pelaburan ini boleh menjadi besar, terutamanya apabila geometri bahagian lebih terlibat.
Pemesinan bermula dengan kos permulaan yang lebih rendah kerana tiada perkakasan acuan diperlukan. Kebanyakan kos awal datang daripada pengaturcaraan, persediaan, pemasangan dan alat pemotong. Inilah sebabnya mengapa pemesinan selalunya lebih mudah dijustifikasikan pada peringkat sampel atau semasa pengesahan reka bentuk awal.
2. Kos Seunit Pada Isipadu Berbeza
Pada kuantiti yang lebih rendah, pemesinan selalunya merupakan pilihan yang lebih praktikal kerana ia mengelakkan pemulihan perkakas. Walaupun setiap bahagian mengambil lebih banyak masa pemotongan, jumlah kos projek masih boleh kekal lebih rendah apabila jumlah pesanan terhad.
Apabila permintaan menjadi lebih stabil dan pengeluaran berulang meningkat, penuangan selalunya memperoleh kedudukan kos yang lebih kukuh. Sebaik sahaja perkakasan dilunaskan merentasi lebih banyak bahagian, kos seunit biasanya jatuh lebih cepat berbanding laluan pemesinan sahaja.
3. Jumlah Kos Pembuatan
Perbandingan kos yang berguna harus merangkumi laluan bahagian penuh dan bukannya proses utama sahaja. Bahagian tuangan mungkin memerlukan pemangkasan, pembersihan, pemeriksaan, rawatan haba dan pemesinan kemasan tempatan. Bahagian yang dimesin mungkin memerlukan lebih banyak stok mentah, masa pemotongan yang lebih lama dan penggunaan alat yang lebih besar.
Atas sebab itu, keputusan kos terbaik harus berdasarkan jumlah usaha pembuatan, skala pengeluaran yang dijangkakan dan berapa banyak bahagian yang sebenarnya memerlukan kemasan yang tepat.
Proses Manakah yang Menawarkan Ketepatan yang Lebih Baik?
Pemesinan biasanya menawarkan ketepatan yang lebih baik apabila sesuatu bahagian bergantung pada dimensi terkawal dan padanan yang boleh diulang. Ia lebih sesuai untuk permukaan berfungsi, antara muka kritikal dan ciri-ciri yang memerlukan kualiti kemasan yang stabil. Tuangan boleh membentuk geometri keseluruhan yang tepat, tetapi ia kurang andal apabila banyak ciri ketat mesti dikawal bersama.
Ketepatan Dimensi
Pemesinan mencapai saiz akhir melalui kawalan pemotongan langsung, yang menjadikannya lebih andal untuk dimensi yang mempengaruhi pemasangan, pengedap dan penjajaran. Ciri-ciri seperti lubang ketepatan, permukaan datum dan kedudukan terkawal lebih mudah diurus apabila geometri disiapkan melalui operasi CNC.
Tuangan boleh menghasilkan bentuk yang hampir dengan bentuk akhir, tetapi hasilnya masih dipengaruhi oleh kualiti acuan, aliran bahan, pengecutan dan sifat penyejukan. Ini menjadikannya lebih sukar untuk mengekalkan tahap kawalan yang sama merentasi pelbagai dimensi kritikal tanpa pemesinan susulan.
kemasan permukaan
Permukaan yang dimesin pada amnya lebih mudah dikawal kerana kemasan dihasilkan secara langsung oleh alat pemotong. Ini menjadikan pemesinan lebih sesuai untuk antara muka yang mana kekasaran, kualiti sentuhan atau konsistensi permukaan mempengaruhi prestasi.
Permukaan tuangan lebih bergantung pada kaedah tuangan yang dipilih dan keadaan acuan. Walaupun sesetengah proses tuangan memberikan kualiti permukaan yang lebih baik daripada yang lain, kawasan sentuhan kritikal masih memerlukan pemesinan untuk mencapai hasil yang diperlukan.
Kebolehulangan dan Ketekalan
Pemesinan sering diutamakan apabila kesesuaian berulang penting dari satu bahagian ke bahagian seterusnya. Oleh kerana laluan alat dikawal secara langsung, variasi pada ciri utama biasanya lebih rendah, terutamanya apabila persediaan dan pemeriksaan stabil.
Tuangan juga boleh mencapai konsistensi pengeluaran yang baik, tetapi ia kekal lebih sensitif terhadap variasi proses semasa pengisian dan pemejalan. Bagi bahagian yang mempunyai antara muka dimensi yang ketat, pemesinan biasanya merupakan laluan kemasan yang lebih boleh dipercayai.
Manakah Lebih Kuat: Bahagian Tuangan Atau Bahagian Mesin?
Bahagian yang dimesin selalunya lebih konsisten kekuatannya kerana ia datang daripada stok pepejal. Bahagian tuangan juga boleh menjadi kuat, tetapi prosesnya mesti mengawal kecacatan dan kualiti pemejalan dengan baik. Perbandingan kekuatan bukan sahaja tentang bentuk atau aloi. Ia juga tentang struktur dalaman, kestabilan proses dan kawalan kecacatan. Laluan pembuatan boleh menjejaskan kebolehpercayaan bahagian akhir dalam keadaan perkhidmatan sebenar.
Pengaruh Proses Terhadap Sifat Mekanikal
Bahagian tuangan boleh memberikan kekuatan yang baik, tetapi sifat mekanikal akhir sangat bergantung pada kadar penyejukan, kualiti bahan dan kawalan kecacatan. Keliangan dalaman, pengecutan dan struktur butiran yang tidak sekata boleh mengurangkan prestasi jika proses tuangan tidak diurus dengan baik.
Bahagian yang dimesin diperbuat daripada stok pepejal dengan sifat bahan yang telah ditetapkan. Oleh kerana proses utama tidak mencairkan dan memejalkan semula bahan, prestasi mekanikal biasanya lebih stabil dan boleh diramal.
Kekuatan Dalam Aplikasi Sebenar
Bagi kebanyakan aplikasi galas beban atau ketepatan, bahagian yang dimesin memberikan konsistensi kekuatan yang lebih andal. Ini penting bagi bahagian yang terdedah kepada beban berulang, kesempitan, keletihan atau keperluan keselamatan kritikal.
Tuangan masih digunakan secara meluas dalam bahagian perindustrian yang kuat, terutamanya apabila geometrinya kompleks atau bahagiannya besar. Dalam kebanyakan kes sedemikian, penyelesaian paling praktikal adalah dengan menuang badan utama dan memproses bahagian kritikal selepas itu.
Proses Manakah Yang Lebih Baik Untuk Jumlah Pengeluaran Yang Berbeza?
Pemesinan biasanya lebih baik untuk prototaip dan kelompok kecil, manakala penuangan menjadi lebih cekap untuk jumlah yang lebih besar. Kuantiti pengeluaran sering mengubah pilihan proses terbaik. Proses yang betul selalunya bergantung pada kedudukan projek dalam kitaran hayatnya. Pembangunan awal, pengeluaran rintis dan pengeluaran besar-besaran mungkin masing-masing memerlukan strategi pembuatan yang berbeza untuk mengimbangi kos, kelajuan dan kestabilan.

1. Prototaip Dan Pengeluaran Volum Rendah
Pemesinan biasanya merupakan pilihan yang lebih baik untuk prototaip dan pengeluaran volum rendah kerana ia menawarkan pemulihan yang lebih pantas, kos permulaan yang lebih rendah dan perubahan reka bentuk yang lebih mudah. Tanpa perkakasan acuan, ia boleh beralih daripada lukisan kepada bahagian dengan cepat dan menyokong kerja pembangunan dengan lebih cekap. Ini amat berguna apabila jurutera masih menguji kesesuaian, fungsi atau prestasi pemasangan. Jika reka bentuk berubah semasa peringkat ini, pemesinan biasanya boleh menyesuaikan diri dengan lebih cepat dan dengan kos yang lebih rendah berbanding penuangan.
2. Pengeluaran Isipadu Sederhana
Pada jumlah pengeluaran sederhana, keseimbangan kos sering mula berubah. Pemesinan mungkin masih praktikal, tetapi masa pemotongan, pembaziran bahan dan kos setiap bahagian boleh menjadi kurang kompetitif apabila kuantiti meningkat. Pada peringkat ini, penuangan atau laluan hibrid selalunya menjadi lebih menarik. Penyelesaian biasa adalah menuang bentuk hampir bersih terlebih dahulu dan hanya memproses ciri-ciri yang memerlukan kawalan dimensi atau permukaan yang lebih ketat.
3. Pengeluaran Bervolum Tinggi
Pada jumlah pengeluaran yang tinggi, tuangan biasanya menjadi lebih cekap kerana kos perkakasan boleh diagihkan ke lebih banyak bahagian. Sebaik sahaja proses stabil, ia boleh menghasilkan bahagian dengan lebih pantas dan pada kos unit yang lebih rendah daripada pemesinan sahaja. Walaupun begitu, pemesinan sering kekal sebagai sebahagian daripada laluan untuk benang, lubang, permukaan pengedap dan antara muka ketepatan. Dalam banyak kes, penyelesaian paling praktikal ialah tuangan untuk bentuk utama dan pemesinan untuk ciri-ciri kritikal.
Bilakah Perlu Memilih Pemilihan Pelakon?
Tuangan harus dipilih apabila geometri bahagiannya kompleks, reka bentuknya agak stabil, dan jumlah pengeluaran yang dijangkakan cukup tinggi untuk mewajarkan pelaburan perkakas. Ia amat sesuai untuk bahagian dengan bentuk badan yang lebar, rongga dalaman atau bentuk yang memerlukan penyingkiran stok yang berlebihan dalam pemesinan.

1. Geometri Bahagian Kompleks
Tuangan sangat sesuai untuk bahagian-bahagian dengan bentuk luar melengkung, isipadu tertutup, rusuk dan laluan dalaman. Ciri-ciri ini selalunya sukar atau mahal untuk dihasilkan daripada stok pepejal melalui pemesinan sahaja.
2. Reka Bentuk Stabil Dan Pengeluaran Berulang
Penuangan menjadi lebih praktikal apabila reka bentuk tidak lagi kerap berubah. Sebaik sahaja perkakas dibina dan disahkan, proses tersebut dapat menyokong pengeluaran berulang dengan lebih cekap dan dengan kos unit jangka panjang yang lebih rendah.
3. Kecekapan Bahan yang Lebih Baik
Bagi bahagian yang lebih besar atau bahagian yang mempunyai penyingkiran bahan yang ketara, tuangan boleh mengurangkan pembaziran dengan membentuk bentuk yang hampir dengan geometri akhir. Ini membantu meningkatkan penggunaan bahan dan mengurangkan kos pengeluaran keseluruhan.
4. Laluan Pembuatan Gabungan
Tuangan selalunya merupakan titik permulaan yang lebih baik apabila bahagian tersebut memerlukan penciptaan bentuk yang cekap terlebih dahulu dan menyelesaikan pemesinan hanya pada kawasan terpilih kemudian. Pendekatan ini adalah perkara biasa dalam perumah, badan injap, bahagian pam dan komponen struktur.
Bilakah Perlu Memilih Pemesinan?
Pemesinan harus dipilih apabila bahagian tersebut memerlukan kawalan dimensi yang lebih ketat, perubahan reka bentuk yang lebih pantas, kos permulaan yang lebih rendah atau lebih fleksibiliti semasa pembangunan. Ia amat sesuai untuk prototaip, pengeluaran volum rendah dan ciri-ciri yang secara langsung mempengaruhi kesesuaian, pengedapan, penjajaran atau prestasi.
1. Toleransi Ketat Dan Ciri Kritikal
Pemesinan lebih diutamakan apabila bahagian tersebut merangkumi lubang ketepatan, permukaan pengedap, permukaan datum, ulir atau ciri penjajaran. Kawasan ini selalunya memerlukan lebih banyak kawalan dimensi dan permukaan langsung daripada yang dapat disediakan oleh tuangan sahaja.
2. Prototaip Dan Pengeluaran Isipadu Rendah
Pemesinan biasanya lebih cekap untuk prototaip dan jangka pendek kerana ia mengelakkan kos perkakasan dan membolehkan pemulihan yang lebih pantas. Ia amat berguna apabila jurutera masih menguji kesesuaian, fungsi atau prestasi pemasangan.
3. Perubahan Reka Bentuk Lebih Pantas
Apabila reka bentuk masih berkembang, pemesinan menawarkan lebih banyak fleksibiliti kerana semakan selalunya boleh dikendalikan melalui perubahan program, pelarasan persediaan atau kemas kini pemasangan dan bukannya perkakas baharu.
4. Kawalan Permukaan Ketepatan Tinggi
Pemesinan adalah pilihan yang lebih kukuh apabila sesuatu bahagian memerlukan kemasan permukaan yang terkawal, padanan yang boleh diulang dan geometri ciri yang konsisten. Ini amat penting untuk pemasangan ketepatan, kawasan sentuhan dan antara muka berfungsi.
Kesilapan Biasa Apabila Memilih Antara Casting Dan Machining
Banyak pasukan membandingkan tuangan dan pemesinan terlalu ringkas dan hanya tertumpu pada harga, toleransi atau satu faktor yang boleh dilihat. Dalam praktiknya, pilihan proses yang salah sering berlaku apabila perkakasan, pemprosesan pasca, masa tunggu dan isipadu masa hadapan tidak dikaji semula bersama. Keputusan yang lebih baik datang daripada membandingkan laluan pembuatan penuh dan bukannya hanya menilai sebut harga pertama.

1. Hanya Melihat Pada Harga Seunit
Salah satu kesilapan yang paling biasa ialah menilai proses hanya berdasarkan harga sekeping yang disebut. Harga seunit yang lebih rendah mungkin kelihatan menarik pada mulanya, tetapi ia tidak menunjukkan kos penuh projek. Risiko perkakasan, skrap, pemeriksaan, usaha pelancaran, pemprosesan pasca dan semakan reka bentuk semuanya boleh mengubah ekonomi sebenar.
Pendekatan yang lebih baik adalah dengan membandingkan jumlah kos pengeluaran merentasi keseluruhan program. Ini termasuk kos permulaan, kos pengeluaran, kos kemasan, jumlah pesanan semula yang dijangkakan dan betapa mudahnya proses tersebut dapat menyokong perubahan reka bentuk atau jadual masa hadapan.
2. Mengabaikan Pelunasan Peralatan
Sesetengah pembeli menolak tuangan kerana kos acuan kelihatan terlalu tinggi. Ada pula yang memilih tuangan terlalu awal tanpa isipadu yang mencukupi untuk mengagihkan kos tersebut secara berkesan. Dalam kedua-dua kes, masalahnya adalah sama: kos perkakas dinilai tanpa mempertimbangkan berapa banyak bahagian yang benar-benar akan menyerapnya.
Penggunaan alatan harus dinilai merentasi jumlah pengeluaran yang realistik, bukan hanya pesanan pertama. Jika bahagian tersebut berkemungkinan akan diskalakan daripada pengeluaran rintis kepada pengeluaran berulang, penuangan mungkin lebih awal daripada yang dijangkakan. Jika permintaan masih tidak menentu, pemesinan mungkin masih menjadi pilihan berisiko rendah.
3. Menganggap Pemesinan Sentiasa Lebih Baik
Pemesinan sering dilihat sebagai penyelesaian premium kerana ia menawarkan toleransi yang lebih baik dan kemasan yang lebih bersih. Walau bagaimanapun, ketepatan yang lebih tinggi tidak secara automatik bermakna pembuatan keseluruhan yang lebih baik. Bagi bahagian yang besar, kompleks atau didorong oleh isipadu, pemesinan keseluruhan bahagian mungkin lebih perlahan dan jauh lebih mahal daripada yang diperlukan.
Persoalan yang lebih baik bukanlah proses mana yang lebih tepat secara teori, tetapi laluan mana yang memberikan fungsi yang diperlukan pada keseimbangan kos, kualiti dan kecekapan terbaik. Dalam banyak bahagian perindustrian, jawapannya adalah laluan hibrid dan bukannya pemesinan sahaja.
4. Menganggap Casting Tidak Boleh Tepat
Tuangan kurang tepat berbanding pemesinan, tetapi itu tidak bermakna ia terlalu kasar untuk kegunaan praktikal. Banyak bahagian industri tidak memerlukan setiap permukaan dikawal ketat. Dalam kes tersebut, tuangan boleh membentuk geometri utama dengan jayanya manakala pemesinan hanya dikhaskan untuk kawasan kritikal.
Ini adalah realiti biasa dalam badan injap, perumah pam, pendakap dan bahagian struktur. Menolak tuangan terlalu cepat boleh menyebabkan pemesinan berlebihan, kos yang lebih tinggi dan masa tunggu yang lebih lama tanpa memberikan nilai tambahan yang bermakna pada ciri-ciri yang tidak kritikal.
5. Mengabaikan Operasi Sekunder
Satu lagi kesilapan biasa ialah membandingkan hanya proses pembentukan utama sambil mengabaikan laluan pembuatan yang lain. Bahagian tuangan mungkin masih memerlukan pemangkasan, penggerudian, penorehan, pemesinan, peletupan atau rawatan haba. Bahagian yang dimesin mungkin memerlukan penyahgerudian, penggilapan, salutan, pelepasan tekanan atau pemeriksaan tambahan.
Jika langkah susulan ini tidak disertakan dalam perbandingan, keputusan proses mungkin mengelirukan. Penilaian yang lebih baik sentiasa melihat laluan bahagian penuh daripada bahan mentah kepada komponen akhir yang diluluskan, bukan hanya operasi pertama.
6. Melupakan Pertumbuhan Volum Masa Depan
Proses yang berfungsi dengan baik untuk sepuluh bahagian mungkin tidak berfungsi dengan baik untuk sepuluh ribu bahagian. Sesetengah pasukan memilih pemesinan kerana ia mudah pada mulanya, tetapi kemudian mendapati bahawa proses itu terlalu perlahan atau terlalu mahal apabila permintaan meningkat. Ada pula yang melabur dalam penuangan terlalu awal sebelum permintaan sebenar terbukti.
Strategi yang lebih baik adalah berfikir secara berperingkat. Prototaip, percubaan dan pengeluaran besar-besaran tidak selalunya memerlukan proses yang sama. Dalam banyak program yang berjaya, pemesinan menyokong pengesahan awal dan penuangan menjadi laluan pengeluaran jangka panjang sebaik sahaja kestabilan isipadu dan reka bentuk disahkan.
Ciri Pemutus Vs Pemesinan Mengikut Bahagian
Proses terbaik selalunya ditentukan oleh ciri-ciri bahagian dan bukannya nama keseluruhan bahagian sahaja. Dinding, rongga, lubang, kawasan pengedap dan permukaan yang kelihatan setiap satu memberikan permintaan yang berbeza terhadap pembuatan. Melihat ciri demi ciri bahagian memberikan panduan yang lebih jelas untuk keputusan kejuruteraan dan penyumberan sebenar.
1. Dinding Nipis
Dinding nipis mencabar dalam kedua-dua proses tuangan dan pemesinan, tetapi atas sebab teknikal yang berbeza. Dalam tuangan, risiko utama adalah pengisian yang tidak lengkap, penyejukan yang tidak sekata dan kelemahan setempat jika dinding terlalu nipis untuk proses atau aloi yang dipilih. Semakin nipis dinding, semakin sensitif bahagian tersebut terhadap aliran dan sifat pemejalan.
Dalam pemesinan, masalahnya selalunya adalah ubah bentuk semasa pemotongan. Bahagian nipis mungkin bergetar, bengkok atau terpesong di bawah tekanan alat, terutamanya jika sokongan lemah atau penyingkiran bahan adalah agresif. Jika dinding juga mesti memenuhi kawalan kerataan atau ketebalan yang ketat, pemesinan mungkin masih merupakan pilihan yang lebih baik, tetapi strategi persediaan dan pemotongan memerlukan kawalan yang teliti.
2. Kaviti Dalam
Rongga yang dalam biasanya lebih semula jadi untuk dituang kerana acuan boleh menghasilkan sebahagian besar isipadu dalaman secara langsung. Ini mengurangkan keperluan untuk membuang sejumlah besar bahan dan mengelakkan alat pemotong jarak jauh yang boleh mengurangkan kestabilan dan produktiviti.
Sebaliknya, pemesinan rongga yang dalam sering meningkatkan masa kitaran dan kesukaran proses. Alat yang panjang lebih mudah tersentak, pemindahan serpihan yang lemah, dan kecekapan pemotongan yang berkurangan. Jika rongga itu dalam, tertutup, atau sukar dicapai dari pelbagai sisi, tuangan selalunya menjadi proses asas yang lebih menjimatkan.
3. Benang dan Lubang
Benang dan lubang ketepatan biasanya dikendalikan dengan lebih baik melalui pemesinan kerana ia memerlukan kawalan dimensi yang lebih kuat dan kualiti ciri yang lebih bersih. Lokasi, diameter, kelurusan dan bentuk benang semuanya mempengaruhi pemasangan dan fungsi, terutamanya pada bahagian yang menggunakan pengikat, kelengkapan atau sambungan bendalir.
Walaupun bahagian badan dituang, ciri-ciri ini biasanya digerudi, dibor atau ditoreh selepasnya. Ini kerana pemesinan memberikan kebolehulangan yang lebih baik dan memudahkan untuk memenuhi keperluan pemadanan tepat dalam pengeluaran praktikal.
4. Mengedap Permukaan
Permukaan pengedap hampir selalu mengutamakan pemesinan kerana prestasi pengedap bergantung pada kerataan, kelancaran dan geometri yang tepat. Variasi permukaan yang kecil pun boleh mempengaruhi kebocoran, sifat mampatan atau prestasi gasket dalam sistem bendalir, udara atau hidraulik.
Permukaan as-cast mungkin boleh diterima pada kawasan yang tidak kritikal, tetapi ia jarang sekali menjadi pilihan terbaik untuk sentuhan pengedap akhir. Pemesinan memberikan kawalan yang lebih kuat ke atas antara muka siap dan oleh itu merupakan pilihan standard untuk permukaan, tempat duduk dan permukaan yang sepadan yang mesti dikedap dengan andal.
5. Bahagian Struktur Besar
Bahagian struktur yang besar selalunya lebih sesuai untuk penuangan apabila geometri keseluruhannya kompleks dan jumlah stok yang boleh ditanggalkan terlalu tinggi untuk pemesinan kekal cekap. Penuangan boleh menghasilkan rusuk, lengkung dan bentuk badan yang lebar secara lebih langsung, yang mengurangkan pembaziran dan masa pengeluaran.
Walau bagaimanapun, bahagian struktur yang besar masih sering memerlukan pemesinan pada kawasan terpilih. Permukaan pelekap, lubang ketepatan, antara muka penjajaran dan titik sambungan biasanya memerlukan kawalan yang lebih ketat daripada yang dapat disediakan oleh tuangan sahaja, jadi kedua-dua proses sering berfungsi bersama dalam laluan akhir.
6. Antara Muka Toleransi Ketat
Apabila dua bahagian mesti diselaraskan, ditempatkan, dipadankan atau bergerak bersama dengan tepat, pemesinan biasanya merupakan kaedah yang diutamakan. Antara muka toleransi ketat bergantung pada saiz, kedudukan, kerataan dan kebolehulangan yang tepat, dan ini adalah kawasan di mana pemesinan CNC berfungsi jauh lebih baik daripada penuangan.
Ini terpakai kepada tempat duduk galas, lokasi permukaan, lubang dowel, alur penjajaran dan langkah pemadanan ketepatan. Walaupun dalam komponen tuangan, antara muka ini biasanya dimesin selepasnya untuk memastikan kualiti pemasangan dan ketepatan fungsi kekal konsisten dari bahagian ke bahagian.
7. Permukaan Kosmetik
Permukaan kosmetik bergantung pada jenis penampilan yang diperlukan oleh produk akhir. Sesetengah kaedah tuangan boleh memberikan kualiti visual yang baik, terutamanya apabila perkakasan diperhalusi dan standard kemasan permukaan adalah sederhana. Ini mungkin mencukupi untuk perumahan industri atau bahagian yang tidak kelihatan hiasan.
Jika produk memerlukan permukaan yang lebih bersih, lebih seragam atau lebih premium, pemesinan selalunya menawarkan kawalan yang lebih baik. Ini terutamanya benar untuk kawasan ketepatan yang boleh dilihat, permukaan berjenama atau bahagian yang akan menerima anodisasi, penggilapan, penyaduran atau rawatan kemasan lain yang mana kualiti permukaan asasnya penting.
Proses Manakah yang Memberikan Kemasan Permukaan yang Lebih Baik?
Kemasan permukaan mempengaruhi lebih daripada sekadar penampilan, kerana ia juga boleh mempengaruhi pengedap, haus, geseran dan pemasangan. Membandingkan tuangan dan pemesinan pada paras permukaan membantu menunjukkan bagaimana setiap proses menyokong keperluan fungsi yang berbeza. Ia juga memudahkan untuk menilai sama ada langkah kemasan kemudian diperlukan untuk bahagian akhir.

Kemasan Permukaan As-Cast
Permukaan as-cast dibentuk oleh acuan dan dipengaruhi oleh sifat leburan, pemejalan, dan keadaan acuan. Oleh kerana itu, ia biasanya lebih kasar dan kurang seragam berbanding permukaan mesin. Kemasan yang tepat sangat bergantung pada proses tuangan yang digunakan.
Tuangan pasir biasanya menghasilkan kemasan paling kasar, yang mungkin boleh diterima untuk kawasan struktur yang tidak kritikal tetapi tidak untuk permukaan yang tepat atau kelihatan. Tuangan pelaburan dan tuangan acuan boleh memberikan hasil yang lebih lancar, namun proses ini juga sering kali masih tidak mencapai kemasan yang diperlukan pada kawasan pengedap ketat atau sentuhan tepat.
Kemasan Permukaan Mesin
Permukaan mesin dihasilkan secara langsung oleh tindakan pemotongan alat, yang memberikan kawalan yang lebih baik ke atas kelicinan, konsistensi dan corak permukaan. Hasil akhir bergantung pada kadar suapan, geometri alat, haus alat, kestabilan mesin dan kelakuan bahan, tetapi prosesnya masih jauh lebih mudah ditala untuk kualiti kemasan yang tepat.
Ini menjadikan pemesinan pilihan yang lebih kukuh apabila permukaan mempengaruhi kesesuaian, pengedap, pergerakan atau penampilan. Ia juga lebih sesuai apabila sesuatu bahagian kemudiannya akan menerima proses kemasan yang mendapat manfaat daripada permukaan asas yang stabil dan seragam.
Kemasan Fungsian Vs Kosmetik
Tidak semua permukaan mempunyai tujuan yang sama. Ada yang mempengaruhi penampilan bahagian tersebut, manakala yang lain secara langsung mempengaruhi cara ia berfungsi. Permukaan berfungsi termasuk permukaan pengedap, kawasan galas, antara muka gelongsor dan titik penentuan lokasi. Ini biasanya memerlukan kawalan kemasan yang lebih baik daripada kawasan kosmetik sahaja.
Permukaan kosmetik kadangkala boleh menerima kemasan tuangan jika standard penampilan adalah sederhana dan prosesnya dikawal dengan baik. Walau bagaimanapun, permukaan fungsional biasanya mendapat manfaat daripada pemesinan kerana prestasi bergantung pada lebih daripada penampilan umum.
Keperluan Penamat Sekunder
Tuangan mahupun pemesinan tidak boleh dinilai hanya berdasarkan keadaan permukaan mentah. Bahagian tuangan kemudiannya boleh diletupkan, digilap, disalut atau dimesin. Bahagian yang dimesin juga boleh digilap, dianodkan, disalut atau disalut bergantung pada keperluan produk akhir.
Itulah sebabnya perbandingan kemasan harus mempertimbangkan keseluruhan pelan kemasan. Dalam banyak projek sebenar, proses mentah hanya mewujudkan keadaan asas, manakala penampilan dan fungsi akhir dicapai melalui langkah kemasan tambahan.
Perbandingan Toleransi Pemutus Vs Pemesinan
Toleransi merupakan salah satu perbezaan praktikal yang paling penting antara penuangan dan pemesinan. Bagaimana setiap proses mengawal saiz, kedudukan dan ciri-ciri kritikal secara langsung mempengaruhi fungsi dan kebolehkilangan. Perbandingan toleransi yang jelas juga membantu mengimbangi usaha pemeriksaan, kos pengeluaran dan prestasi bahagian akhir.

Keupayaan Toleransi Pemesinan
Pemesinan secara amnya mempunyai toleransi yang lebih ketat kerana bentuk akhir dihasilkan secara langsung melalui pemotongan terkawal. Mesin CNC meletakkan dan menggerakkan alat dengan ketepatan yang tinggi, membolehkan kawalan yang lebih baik ke atas saiz ciri, lokasi lubang, konsentrisiti, kerataan dan hubungan permukaan.
Ini menjadikan pemesinan amat berharga untuk ciri-ciri fungsian yang mempengaruhi pemasangan, pengedap, gerakan atau kebolehtukaran. Jika lukisan merangkumi banyak dimensi sensitif toleransi, pemesinan biasanya merupakan laluan yang lebih andal untuk memenuhi keperluan tersebut secara konsisten.
Variasi Toleransi Pemutus
Toleransi tuangan lebih berbeza kerana prosesnya bergantung pada kualiti acuan, aliran bahan, kadar penyejukan, kelakuan pengecutan dan geometri bahagian setempat. Walaupun perkakasan adalah baik dan prosesnya stabil, variasi semula jadi biasanya masih lebih besar daripada dalam pemesinan.
Itu tidak bermakna tuangan secara amnya lemah. Ia hanya bermaksud proses ini lebih sesuai untuk julat toleransi sederhana dan pengeluaran hampir berbentuk bersih, terutamanya apabila pemesinan akhir dirancang untuk permukaan dan antara muka yang paling penting.
Ciri-ciri Kritikal yang Memerlukan Pemesinan
Walaupun dalam bahagian tuangan, sesetengah ciri biasanya dimesin dengan lebih baik selepas itu. Ini selalunya termasuk lubang ketepatan, lubang yang ditoreh, ulir, permukaan datum, permukaan pengedap, langkah penjajaran dan antara muka yang secara langsung mempengaruhi kesesuaian atau prestasi.
Dengan mengehadkan pemesinan kepada kawasan terpilih ini, pengeluar boleh mengekalkan kelebihan kecekapan penuangan sambil masih memenuhi keperluan fungsi yang paling ketat. Ini merupakan salah satu strategi proses gabungan yang paling biasa dan praktikal dalam pengeluaran perindustrian.
Kesan Kos Toleransi Ketat
Toleransi yang lebih ketat meningkatkan kos dalam kedua-dua tuangan dan pemesinan, tetapi ia melakukannya dengan cara yang berbeza. Dalam tuangan, kawalan yang lebih ketat mungkin memerlukan perkakasan yang lebih baik, kestabilan proses yang lebih kukuh dan pemesinan kemasan yang lebih banyak. Dalam pemesinan, toleransi yang lebih ketat selalunya meningkatkan masa kitaran, penjagaan persediaan, usaha pemeriksaan dan risiko penolakan.
Atas sebab itu, tidak setiap ciri harus dinyatakan dengan lebih ketat daripada yang diperlukan. Keputusan kejuruteraan yang baik menyelaraskan toleransi dengan fungsi sebenar, jadi kos pengeluaran kekal terkawal tanpa mengorbankan prestasi bahagian.
Apakah Aplikasi Lazim bagi Pemutus dan Pemesinan?
Penuangan adalah perkara biasa untuk bahagian struktur yang kompleks, manakala pemesinan adalah perkara biasa untuk bahagian ketepatan dan fungsi. Banyak produk perindustrian menggunakan kedua-dua proses bersama dalam strategi komponen yang sama. Industri yang berbeza menggunakan tuangan dan pemesinan atas sebab yang berbeza. Proses yang paling sesuai bergantung pada bentuk bahagian, toleransi, fungsi dan permintaan pengeluaran.
Aplikasi Biasa Pemutus
Tuangan sering digunakan untuk perumah, badan pam, badan injap, kurungan, komponen enjin dan bahagian struktur dengan bentuk luaran atau saluran dalaman yang kompleks. Ia biasa digunakan dalam automotif, peralatan perindustrian, jentera berat dan sistem kawalan bendalir.
Aplikasi Pemesinan Biasa
Pemesinan sering digunakan untuk aci, perumah jitu, lekapan, penyambung, komponen perubatan, bahagian aeroangkasa, ciri berulir dan permukaan pengedap. Ia lebih disukai jika toleransi yang ketat, kemasan yang bersih dan kedudukan yang tepat adalah penting.
Penggunaan Gabungan Dalam Pengeluaran Perindustrian
Dalam pembuatan sebenar, banyak bahagian menggunakan kedua-dua proses tersebut. Penuangan mencipta geometri asas dengan cekap, dan pemesinan menyelesaikan bahagian kritikal yang mempengaruhi kesesuaian, pengedap, penjajaran dan prestasi.
Kaedah gabungan ini selalunya memberikan keseimbangan terbaik antara kecekapan pembuatan dan ketepatan fungsi.
Apakah Bahan Yang Biasa Digunakan Dalam Casting Vs Pemesinan?
Tuangan biasanya menggunakan bahan seperti aloi aluminium, besi tuang, loyang dan gangsa, manakala pemesinan lebih kerap menggunakan aluminium, keluli, keluli tahan karat, titanium dan bahan lain yang menyokong toleransi yang lebih ketat dan kawalan pemotongan yang lebih baik. Sesetengah bahan, seperti aluminium dan keluli tahan karat, boleh digunakan dalam kedua-dua proses bergantung pada reka bentuk bahagian dan keperluan pengeluaran.

1. Bahan Biasa Digunakan Dalam Pemutus
Tuangan sering digunakan dengan bahan yang mengalir dengan baik dalam acuan atau digunakan secara meluas dalam pengeluaran hampir berbentuk bersih. Bahan tuangan biasa termasuk aloi aluminium, besi tuang, aloi zink, aloi magnesium dan beberapa gred keluli, keluli tahan karat, loyang dan gangsa.
Aluminium adalah perkara biasa dalam tuangan acuan dan tuangan pelaburan kerana ia ringan dan cekap untuk bentuk kompleks. Besi tuang digunakan secara meluas untuk bahagian struktur dan perumah. Loyang dan gangsa juga biasa dalam injap tuangan, kelengkapan dan komponen perindustrian.
2. Bahan Biasa Yang Digunakan Dalam Pemesinan
Pemesinan sering diutamakan untuk bahan yang memerlukan toleransi yang lebih ketat, sifat mekanikal yang lebih stabil atau kawalan permukaan dan dimensi yang lebih baik. Bahan pemesinan biasa termasuk aloi aluminium, keluli, keluli tahan karat, loyang, gangsa, titanium dan plastik kejuruteraan.
Aluminium dimesin secara meluas kerana ia memotong dengan cekap dan menyokong kualiti kemasan yang baik. Keluli dan keluli tahan karat adalah perkara biasa di mana kekuatan dan ketepatan penting. Titanium dan aloi khusus lebih kerap dimesin dalam aplikasi berprestasi tinggi, walaupun kosnya biasanya lebih tinggi.
3. Bahan yang Biasa Digunakan Dalam Kedua-dua Proses
Sesetengah bahan digunakan secara meluas dalam kedua-dua proses tuangan dan pemesinan, tetapi laluan pilihan bergantung pada geometri bahagian, toleransi dan jumlah pengeluaran. Aluminium, keluli, keluli tahan karat, loyang dan gangsa semuanya boleh digunakan dalam kedua-dua proses di bawah keadaan yang berbeza.
Dalam banyak aplikasi sebenar, tuangan digunakan untuk mencipta bentuk badan utama, manakala pemesinan digunakan kemudian pada ciri-ciri kritikal seperti lubang, benang, permukaan pengedap dan antara muka ketepatan. Itulah sebabnya pilihan bahan dan pilihan proses sering dinilai bersama.
Bagaimanakah Anda Perlu Memilih Antara Pemutus dan Pemesinan?
Pilih pemilihan pelakon apabila
Pilih pemesinan apabila
Pilih laluan gabungan apabila
Soalan Lazim
Berapa Awalkah Pembeli Perlu Menilai Kos Peralatan Pemutus?
Pembeli harus menilai kos perkakas tuangan seawal peringkat sebut harga, terutamanya apabila projek mungkin beralih daripada sampel kepada pengeluaran berulang. Banyak pasukan hanya memberi tumpuan kepada harga pesanan pertama, tetapi kos perkakasan boleh memberi kesan yang kuat kepada ekonomi jangka panjang bahagian tersebut. Semakan awal membantu membandingkan fleksibiliti pemesinan jangka pendek dengan penjimatan tuangan jangka panjang, dan ia mengurangkan risiko melambatkan keputusan proses sehingga perancangan perkakasan atau pengeluaran menjadi lebih sukar untuk diubah.
Apa yang Boleh Berlaku Jika Proses yang Salah Dipilih Terlalu Awal?
Memilih proses yang salah terlalu awal boleh meningkatkan jumlah kos, melambatkan pelancaran pengeluaran dan mewujudkan perubahan kejuruteraan yang boleh dielakkan kemudian. Jika tuangan dipilih sebelum reka bentuk stabil, semakan semula perkakas mungkin menjadi mahal dan memakan masa. Jika pemesinan disimpan terlalu lama, projek mungkin membawa masa kitaran yang tidak perlu dan pembaziran bahan sebaik sahaja isipadu meningkat. Proses yang betul harus sepadan dengan peringkat projek semasa serta permintaan masa hadapan yang dijangkakan.
Maklumat Apakah Yang Perlu Disahkan Sebelum Meminta Sebut Harga?
Sebelum meminta sebut harga, pembeli harus mengesahkan geometri bahagian, gred bahan, kuantiti, keperluan toleransi dan jangkaan kemasan permukaan. Adalah juga berguna untuk menjelaskan sama ada projek tersebut berada dalam peringkat prototaip, rintis atau pengeluaran dan ciri-ciri yang benar-benar kritikal fungsi. Maklumat ini membantu pembekal menilai sama ada penuangan, pemesinan atau laluan hibrid lebih sesuai. Input teknikal yang jelas biasanya membawa kepada penetapan harga yang lebih tepat, nasihat proses yang lebih baik dan lebih sedikit semakan kemudian.
Bagaimanakah Pembeli Perlu Membandingkan Pembekal Untuk Projek Pemutus Dan Pemesinan?
Pembeli harus membandingkan pembekal dengan menggunakan lebih daripada harga seunit sahaja. Faktor penting termasuk keupayaan proses, kaedah pemeriksaan, komunikasi kejuruteraan, pengalaman perkakasan, kawalan kualiti dan keupayaan untuk menerangkan risiko pembuatan dengan jelas. Pembekal yang kukuh harus dapat mengenal pasti pemacu kos, menunjukkan ciri-ciri kritikal dan mengesyorkan laluan praktikal berdasarkan bahagian itu sendiri. Dalam banyak projek, sokongan seperti ini lebih penting daripada mendapatkan sebut harga awal terendah.
Bilakah Projek Perlu Beralih Daripada Pemesinan Kepada Penuangan?
Sesebuah projek harus beralih daripada pemesinan kepada penuangan apabila reka bentuk menjadi stabil dan jumlah pengeluaran masa hadapan lebih mudah diramalkan. Pada peringkat itu, kos perkakasan boleh diagihkan ke lebih banyak bahagian, yang selalunya meningkatkan kecekapan kos jangka panjang. Peralihan ini juga masuk akal apabila pemesinan menghasilkan terlalu banyak sisa, terlalu banyak masa kitaran atau terlalu banyak kos untuk pengeluaran berulang. Dalam banyak kes, pergerakan ini didorong oleh logik komersial dan juga keperluan teknikal.
Mengapakah Semakan Kebolehkilangan Awal Penting Dalam Pemilihan Proses?
Semakan kebolehkilangan awal membantu pasukan membuat keputusan proses yang lebih baik sebelum masalah kos dan masa menjadi sukar untuk dibetulkan. Ia boleh mengenal pasti toleransi yang tidak perlu, geometri yang tidak cekap dan ciri-ciri yang perlu dituang dahulu dan dimesin kemudian. Semakan jenis ini juga membantu menentukan sama ada sesuatu bahagian harus kekal dimesin sepenuhnya, beralih kepada penuangan atau menggunakan laluan gabungan. Hasilnya, ia selalunya meningkatkan masa tunggu, ketepatan sebut harga, kecekapan pengeluaran dan kawalan projek sepenuhnya.
Apakah Cara Terbaik Untuk Mengimbangkan Kos Dan Ketepatan Dalam Pengeluaran Bahagian Logam?
Cara terbaik untuk mengimbangi kos dan ketepatan adalah dengan menggunakan kawalan yang lebih ketat hanya di tempat bahagian benar-benar memerlukannya. Ciri-ciri yang mempengaruhi kesesuaian, pengedap, penjajaran, gerakan atau pemasangan harus menerima kawalan dimensi dan permukaan yang lebih ketat, sementara kawasan yang tidak kritikal selalunya boleh kekal kurang mencabar. Banyak projek yang berjaya mengurangkan kos dengan menggunakan proses asas yang cekap untuk bentuk umum dan pemesinan hanya ciri-ciri kritikal selepas itu. Ini memastikan prestasi boleh dipercayai tanpa membebankan keseluruhan bahagian dengan kos pembuatan yang tidak perlu.
Kesimpulan
Memahami tuangan vs pemesinan membantu pengeluar, jurutera dan pasukan penyumberan membuat keputusan yang lebih baik mengenai kos, ketepatan dan kecekapan pengeluaran. Sama ada anda memerlukan komponen tuangan yang kompleks, bahagian mesin bertoleransi ketat atau penyelesaian pembuatan hibrid, pilihan terbaik bergantung pada keperluan reka bentuk, bahan dan isipadu anda.
At TiRapid, kami menyediakan perkhidmatan pemesinan tuangan dan CNC yang disokong oleh sokongan kejuruteraan, pemeriksaan CMM yang ketat dan kawalan kualiti ISO9001. Muat naik fail CAD anda hari ini untuk mendapatkan sebut harga pantas dan cadangan proses yang tepat untuk projek anda.



















