
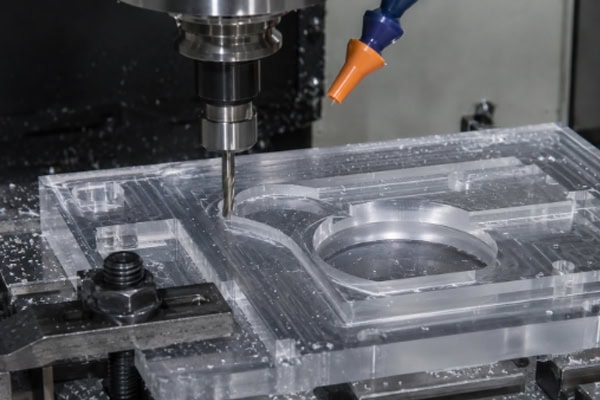
PC(ポリカーボネート)は、優れた透明性、耐衝撃性、寸法安定性、耐熱性により、電子機器、医療機器、自動車部品、自動化システム、光学製品などに広く使用されている高性能プラスチックです。製品開発や少量生産において、CNC加工はPC部品の最も重要な製造方法の1つです。金属材料と比較すると、PCは軽量でありながら優れた靭性を備えています。一般的なプラスチックと比較すると、PCはより高い機械的強度と耐衝撃性を備えているため、多くのハイエンド産業製品にとって重要な材料となっています。しかし、PCは加工性に優れているものの、実際のCNC加工では依然として多くの技術的な課題があります。高い靭性、透明性、熱に対する感受性のため、加工パラメータが不適切だと、表面の白化、寸法のずれ、過剰なバリ、さらには応力亀裂などの問題が容易に発生する可能性があります。
PC材料とその加工特性を理解する
PC(ポリカーボネート)は、プラスチック業界において非常に重要な位置を占めています。その総合的な性能はバランスが良く、高い機械的強度と優れた耐衝撃性を兼ね備えています。同時に、透明なPCはガラスに近い光透過率を持つため、観察窓、保護カバー、機器パネル、光学部品などに幅広く使用されています。
PC素材は高い靭性を持つ
PCの最も注目すべき特性の1つは、その高い耐衝撃性です。大きな外力が加わっても、アクリルに比べて脆く割れる可能性ははるかに低くなります。この特性により、PCは透明な保護カバー、安全観察窓、産業用保護部品の一般的な材料となっています。しかし、高い靭性は、切削時に材料が容易に割れないことも意味します。加工中、材料は糸状の切りくずや長いカール状の切りくずを発生させる傾向があります。通常、短い破断した切りくずが発生する金属加工とは異なり、PC加工では連続した切りくずが発生することがよくあります。切りくずを速やかに除去しないと、ワークピースの表面に繰り返し擦れて表面品質に影響を与える可能性があります。
一般的な問題には次のようなものがあります。
- 機械加工されたエッジにバリが発生する
- 穴の縁が乱れている
- 表面にわずかな工具の引きずり跡あり
- 作業完了の難易度が上昇
したがって、PC加工には非常に鋭利な切削工具が必要となる。同時に、材料の繰り返し圧縮を防ぎ、より良好な加工結果を得るためには、適切な切りくず排出方法とツールパス設計が不可欠である。
PCは温度変化に比較的敏感です。
PCは耐熱性に優れていますが、加工中に発生する局所的な高温は製品の品質に大きな影響を与える可能性があります。切削工具が高速回転すると、材料と常に接触するため、切削領域の温度が上昇します。熱が速やかに放散されない場合、製品表面に品質上の問題が発生する可能性があります。切削熱が効率的に除去されない場合、次のような問題が発生する可能性があります。
- 表面の白化
- 局所的な融解
- 寸法の変化
- 内部ストレスの増加
一般的な構造部品の場合、わずかな温度上昇では明らかな問題は生じないかもしれません。しかし、透明な製品の場合、わずかな変化でも最終的な外観に影響を与える可能性があります。熱の蓄積は通常、主軸回転速度、送り速度、切削深さを最適化することで制御されます。また、加工領域の放熱性を向上させるために、圧縮空気冷却もよく用いられます。
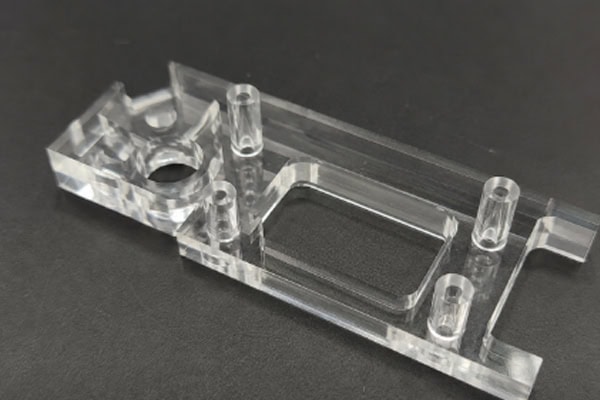
透明部品には、より高い加工精度が求められる
顧客がPC(ポリカーボネート)を選ぶ主な理由の一つは、その透明性です。透明部品は、寸法要件を満たすだけでなく、優れた光透過率も維持する必要があります。そのため、加工精度に関する要求は、通常の構造部品に比べて著しく高くなります。
これは特に次のような製品で顕著です。
- 機器観察窓
- 医療用透明カバー
- 光学部品
- インストルメントパネル
加工後、顧客は透明PC製品の表面状態を直接検査することがよくあります。寸法精度が要求を完全に満たしていても、目に見える工具痕、傷、白化、または局所的な曇りがあると、不良品となる可能性があります。そのため、透明部品の加工には、寸法精度だけでなく、優れた表面仕上げと外観も求められます。多くの高品質な透明PC製品は、優れた光学的な透明度を実現するために、追加の仕上げおよび研磨工程を必要とします。
PC CNC加工における一般的な問題点
表面の白化
表面の白化は、PC加工において最もよく見られる問題の一つです。
一般的な原因は次のとおりです。
- 鈍い切削工具
- 過剰な切断温度
- 不適切な供給速度
- 内部材料応力の解放
局所的な切削圧力が過度に高くなると、PC表面に微細な構造変化が生じ、目に見える白い跡が現れることがあります。白化は外観に影響を与えるだけでなく、局所的な応力集中を示している場合もあります。部品がその後外部からの力にさらされたり、化学洗浄剤に曝されたりすると、亀裂が発生するリスクが高まります。したがって、機械加工プロセスでは、可能な限り鋭利な工具を使用し、仕上げ負荷を低く抑えながら、切削力と切削熱を慎重に制御する必要があります。
バリや弦の張りに関する問題
PCは靭性が高いため、切削時に切りくずがきれいに割れません。この問題は特に次のような場合によく発生します。
- 訓練
- スロット加工
- 外形輪郭切断
- 微細加工
これらの加工工程では、バリや糸状の材料が容易に発生します。これらの残留物は外観に影響を与えるだけでなく、組み立てにも支障をきたす可能性があります。シール、透明カバー、精密構造部品を必要とする製品では、バリが機能に影響を与えることさえあります。寸法検査には合格しても、エッジ仕上げが不十分なために再加工が必要になる部品もあります。多くの高品質PC部品は、エッジの滑らかさと製品の一貫性を確保するために、機械加工後に専用のバリ取り工程を経て製造されています。
透明度の低下
以下の加工不良は透明度を低下させる可能性があります。
- 目に見える工具跡
- 粗い表面
- 局所的な火傷痕
- 研磨が不十分
これらの問題は、光透過率を著しく低下させる可能性がある。
これは、透明性が機能性に直接影響する医療機器、実験機器、観察窓などの用途において特に重要です。表面粗さが増加すると、光が材料を通過する際に散乱し、ぼやけた外観になります。したがって、透明なPCの加工には、加工パラメータの最適化だけでなく、表面仕上げを改善するための研磨処理も必要です。
PC加工品質に影響を与える要因
高品質なPC部品を実現するには、高度な設備だけでは不十分です。工具の選定、加工パラメータ、工程管理など、すべてが重要な役割を果たします。優れた加工結果の多くは、ハイエンドの機械だけに頼るのではなく、細部にまで注意を払うことによって得られるのです。
工具選定に関する厳格な要件
PCは比較的柔らかいプラスチックで、靭性が高い。刃先の切れ味が十分でない場合、切断されるというよりは圧縮される傾向がある。
考えられる問題点は以下のとおりです。
- ホワイトニング
- バリの発生
- より目立つ工具痕
- 粗い表面
そのため、以下のツールが一般的に使用されています。
- 高切れ味の超硬工具
- 単刃プラスチック切削工具
- 研磨された刃先を持つ切削工具
これらのツールは切削抵抗を低減し、加工品質を向上させるのに役立ちます。透明部品の加工においては、ツールの状態が最終的な仕上がりを直接左右することがよくあります。そのため、ツールの摩耗状態を定期的に点検し、摩耗したツールは速やかに交換する必要があります。
切削パラメータの制御は困難である
PC加工でより良い結果を得るには、単に主軸回転数を上げるだけでは不十分です。主軸回転数が高すぎると過剰な熱が発生し、送り速度が遅すぎると摩擦熱が増加する可能性があります。また、切削深さが深すぎると応力集中を引き起こすこともあります。
したがって、以下の点を慎重にバランスさせる必要がある。
- 主軸速度
- 供給速度
- 切削深さ
- ツールパス戦略
安定した加工性能は、パラメータの組み合わせを継続的に最適化することによってのみ達成できます。わずかなパラメータの変更でも、最終的な外観品質に大きな影響を与える可能性があります。
ストレス管理は製品寿命に影響を与える
PC材料には一定量の残留内部応力が含まれています。加工中に局所的な応力がさらに増加すると、その後の使用中に亀裂が発生する可能性があります。
これは特に以下のような環境に当てはまります。
- アルコールへの曝露
- 化学洗浄
- 長期負荷
- 温度変動
応力集中箇所は亀裂が発生しやすい。そのため、高品質のPC部品には、長期的な安定性を向上させるための応力除去処理が施されていることが多い。
PC CNC加工における課題を解決する方法?
PC加工では、白化、バリの発生、応力亀裂といった課題に直面するものの、これらの問題は、工程の最適化、冷却の改善、適切な後処理によって効果的に解決できる。
加工工程ルートを最適化する
PCなどの熱や応力に敏感な材料の場合、すべての機械加工工程を一度に完了しようとすると、加工誤差が拡大し、表面品質の制御が難しくなることがよくあります。段階的な機械加工アプローチでは、各工程で特定の目的に集中できるため、精度、効率、外観を同時に向上させることができます。これは、公差が厳しい部品や複雑な形状の部品にとって特に重要です。
一般的なプロセス段階は以下のとおりです。
- 荒加工
- 半仕上げ
- フィニッシング
- 表面処理
この手法は、応力集中と発熱を低減すると同時に、寸法安定性を向上させるのに役立ちます。
冷却性能と切削屑除去制御の向上
PC加工において、切削熱と切りくず排出は最終的な表面品質に直接影響します。熱が効率的に除去されないと、白化、エッジの溶融、深刻な工具痕などの問題が発生する可能性があります。同様に、切りくず排出が不十分だと、切りくずがワークピース表面に繰り返し接触し、透明度と寸法精度が低下します。したがって、冷却と切りくず排出は同時に最適化する必要があります。適切な冷却は切削温度を効果的に下げ、効率的な切りくず排出は表面との繰り返し接触を防ぎます。
一般的な方法は次のとおりです。
- 圧縮空気冷却
- 最小量給油(MQL)
- 高周波切削
- 最適化されたツールパス設計
これらの対策は、透明部品の品質向上と表面欠陥の低減に役立ちます。
後処理操作を追加する
加工パラメータを慎重に制御しても、PC部品には加工後にわずかなバリ、工具痕、または局所的な曇りが残る場合があります。追加の後処理操作は、外観を改善するだけでなく、全体的な品質とユーザーエクスペリエンスを向上させます。多くの高品質PC製品は、加工後すぐに納品されるわけではありません。
その他のプロセスには、多くの場合、以下が含まれます。
- バリ取り
- 細かい研磨
- 火炎研磨
- 洗浄処理
これらの後処理手法は、透明度と外観品質をさらに向上させる。
よくある質問
透明なPC部品は、CNC加工後にひび割れる理由は何ですか?
PC部品の亀裂は、通常、内部応力に関連しています。切削温度が高すぎたり、工具の切れ味が不十分だったり、局所的な切削力が過剰だったりすると、材料内部に大きな残留応力が蓄積される可能性があります。その後、製品がアルコール、洗浄剤、または大きな温度変化のある環境にさらされると、応力集中領域に徐々に亀裂が発生する可能性があります。したがって、透明なPC製品は通常、加工パラメータを慎重に管理し、必要に応じて応力除去処理を施して長期安定性を向上させる必要があります。
結論
PC(ポリカーボネート)は、透明性、耐衝撃性、機械的強度を兼ね備えたプラスチック材料であり、現代の工業製造で広く使用されています。自動化機器の観察窓から医療機器の透明カバー、電子機器の筐体や光学部品まで、PCは数多くの用途で重要な役割を果たしています。多くの透明プラスチックよりも加工性に優れていますが、高い靭性と熱感受性により、CNC加工では依然として大きな課題となっています。製造中によく発生する問題には、表面の白化、バリの発生、透明度の低下、応力亀裂などがあります。高品質の製品を実現するには、製造業者は材料の取り扱い、工具の選択、加工パラメータ、後処理手順を慎重に管理する必要があります。特に透明なPC部品では、寸法精度要件を満たすだけでなく、優れた外観品質と長期安定性を確保することが不可欠です。



















