フライス加工と穴あけ加工は似ているように見えるかもしれませんが、CNC加工方法を誤ると、コストの増加、リードタイムの延長、精度の低下を招く可能性があります。このガイドでは、CNCフライス加工と穴あけ加工の実際の違いを詳しく説明し、部品の設計、許容誤差、生産目標に基づいて適切な加工方法を選択できるよう支援します。
フライス加工とドリリングの違いは何ですか?
フライス加工とドリリング加工の違いは、材料の除去方法と作成できる形状にあります。これら2つのCNC加工プロセスを理解することで、エンジニアやバイヤーは最も効率的、正確、そして費用対効果の高い加工方法を選択することができます。
フライス加工とドリリングの主な違いは、ツールの動きと切削能力です。
CNCドリル加工では、切削工具は回転し、その軸(通常はZ軸)に沿ってのみ移動することで丸穴を加工します。工具パスはシンプルで直線的であるため、均一な直径と深さの穴を効率的に加工できます。ほとんどの生産環境において、ドリル加工は穴加工において最も高速かつ低コストな方法です。
CNCフライス盤対照的に、フライス加工では、複数の軸(X、Y、Z)に沿って移動する回転多点切削工具を使用します。これにより、フライス加工では垂直方向だけでなく横方向にも材料を削り取ることができます。その結果、フライス加工では穴だけでなく、スロット、ポケット、輪郭、平面、複雑な3D形状を作成できます。
CNCプロジェクトの経験から言うと、穴加工が主な特徴で、公差が中程度の場合、通常はドリル加工が選択されます。穴加工に正確な位置決め、特殊な形状、厳しい公差が必要な場合、あるいは複数のフィーチャを1回のセットアップで加工する必要がある場合は、フライス加工が不可欠になります。実際の部品では、まずドリル加工で穴を荒加工し、その後フライス加工で仕上げ加工やフィーチャの統合を行います。
フライス加工とドリリング加工の仕組み:コアプロセスの比較
フライス加工とドリリング加工はどちらもCNC加工プロセスですが、切削動作は大きく異なります。それぞれのプロセスの仕組みを根本的に理解することで、精度、効率、そしてコスト管理に最適な方法を選択することができます。
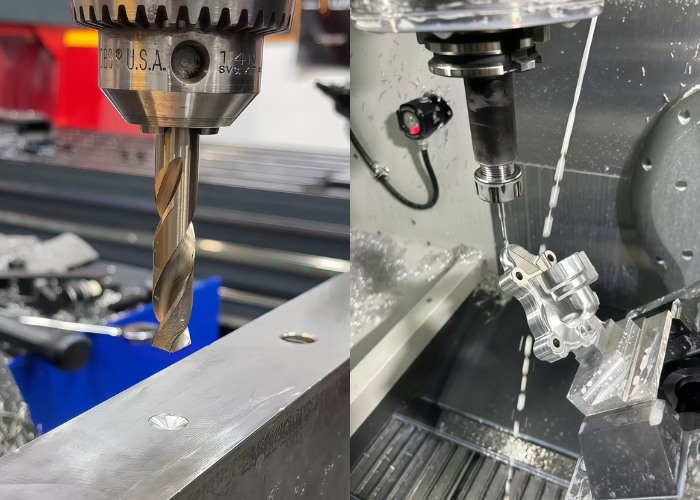
CNCドリル加工は、ドリルビットを回転させ、Z軸に沿って垂直にワークピースに送り込むことで機能します。切削動作は軸方向であり、材料を真下に削り取り、円筒形の穴を形成します。ツールパスがシンプルで高度に制御されているため、ドリル加工はサイクルタイムが短く、穴形状が一定で、大量生産に最適です。
CNCフライス加工は動作が異なります。回転するフライスカッターは、X、Y、Z軸に沿って移動することで、垂直方向だけでなく横方向にも材料を削り取ります。この多方向切削により、フライス加工で平面、スロット、ポケット、輪郭、複雑な3D形状を成形できます。私の経験では、フライス加工は、部品に正確なフィーチャ配置が必要な場合や、1回のセットアップで複数の形状を加工する必要がある場合によく使用されます。
実際には、ドリリングは効率的な穴あけに重点を置き、フライス加工はより幅広い形状加工を可能にします。多くのCNCプロジェクトでは、速度と設計の柔軟性のバランスを取るために、両方のプロセスを組み合わせています。
CNCフライス加工とCNCドリリングの技術的な違い
CNC フライス加工と CNC ドリリングは一緒に使用されることがよくありますが、ツールの動作、軸制御、および切削機構における技術的な違いが、精度、コスト、および実現可能な部品機能に直接影響します。
技術的な違いは、切削動作と軸の噛み合いにあります。CNCドリル加工では、Z軸に沿って正確に送り込む回転ドリルビットを使用します。材料除去は軸方向に行われ、高い効率と安定した切削片排出により、真円でまっすぐな穴が作られます。
対照的に、CNC フライス加工は、複数の軸 (通常は X、Y、Z) に沿って移動する回転するマルチエッジ カッターに依存します。これにより、軸方向と放射状の両方の切断が可能になり、スロット、ポケット、輪郭、補間穴などの複雑な形状が可能になります。
私の経験から言うと、ドリリング加工はサイクルタイムが短く、プログラミングの複雑さも少ないのに対し、フライス加工は位置精度が高く、設計の自由度も高くなります。これらの技術的な違いによって、速度、精度、柔軟性のバランスが最も優れたプロセスが決定されます。
コスト、効率、生産への影響
CNCフライス加工とドリル加工のどちらを選ぶかは、コスト、効率、そして生産への影響が決定的な要因となることがよくあります。どちらの加工も適切な状況であれば費用対効果は高いですが、単価、リードタイム、そしてスループットへの影響は大きく異なります。
コスト比較
私の経験から言うと、CNCドリル加工は、単純で反復的な穴あけ加工においては、一般的に経済的です。機械投資、工具、セットアップ費用が抑えられるため、ドリル加工は大量生産に最適です。コスト要因としては、主に穴径、深さ、数量、工具寿命などが挙げられます。
一方、CNCフライス加工は、多軸動作、複雑な治具、長いセットアップ時間、そして高価な切削工具が必要となるため、コストが高くなります。フライス加工のコストは、部品の複雑さ、材料の硬度、フィーチャの数、そして必要な公差に応じて増加します。
効率と生産速度
ドリル加工は通常、より高いスピンドル速度で動作し、直接的な切削経路をたどるため、サイクルタイムが短く予測可能になります。穴が多数を占める部品の場合、ドリル加工は
優れたスループットを提供します。
フライス加工は、複雑なツールパスと複数の軸にわたる制御された材料除去を必要とするため、本質的に加工速度が遅くなります。しかし、フライス加工では、面、スロット、ポケット、穴といった複数のフィーチャを単一のセットアップにまとめることができるため、複雑な部品の全体的なプロセス効率が向上することがよくあります。
リードタイムと生産への影響
ドリル加工プロジェクトは、プログラミングが簡単でセットアップが最小限で済むため、リードタイムが短くなる傾向があります。フライス加工のリードタイムは、特にカスタム部品や航空宇宙グレードの部品の場合、長くなる傾向がありますが、二次加工や再固定の手間が省けます。
実際の生産現場では、フライス加工は加工サイクルが長くなるにもかかわらず、下流工程を削減できるため、プロジェクト全体の時間を短縮するケースをよく目にします。適切なプロセスを選択することは、納期、コストの安定性、そして生産の拡張性に直接影響します。
フライス加工とドリリング加工の利点と限界
フライス加工とドリリング加工はどちらもCNC加工において重要な役割を果たしますが、それぞれの利点と限界は大きく異なります。これらのトレードオフを理解することで、エンジニアやバイヤーは、精度、コスト管理、生産速度の観点から最も効率的なプロセスを選択することができます。
CNCフライス盤の利点
私の経験から言うと、CNCフライス加工は汎用性の高さが際立っています。3軸から5軸の多点切削工具を用いることで、フライス加工は複雑な形状、平面、ポケット、スロット、輪郭などを1回のセットアップで作成できます。フライス加工の許容誤差は±0.005~0.01mmと非常に小さく、航空宇宙、医療、精密工業部品の加工に最適です。
フライス加工は、アルミニウム、ステンレス鋼、チタン、エンジニアリングプラスチック、複合材など、幅広い材料に対応しています。CNC自動化により、フライス加工は試作からバッチ生産まで、再現性の高い精度と一貫した品質を実現します。多くのプロジェクトにおいて、フライス加工は複数の形状を1回の加工で加工できるため、組み立て時の課題を軽減します。
CNC フライス加工の限界
しかし、フライス加工には高い資本コストと運用コストが伴います。CNCフライス盤は、特に4軸および5軸加工においては、より複雑な治具、長いセットアップ時間、そして高度なプログラミングを必要とします。また、工具コストとエネルギー消費量もドリル加工に比べて高くなります。単純な穴あけ加工の場合、フライス加工は非効率的で、不必要にコストがかかることがよくあります。
CNCドリリングの利点
CNCドリル加工は、穴あけ加工において速度とコスト効率に優れています。固定径の回転ドリルビットを使用することで、高精度な円筒形の穴を迅速かつ安定して加工できます。大量生産においては、ドリル加工は機械コストの削減、セットアップの簡素化、そしてエネルギー消費量の削減につながります。適切な工具と冷却システムを用いることで、数百ミリメートルの穴深さも実現可能です。

CNCドリルの限界
ドリル加工の主な制約は、汎用性の欠如です。ドリル加工は穴あけ加工に限られており、スロット、ポケット、複雑な形状の加工はできません。また、フライス加工に比べて表面仕上げや位置精度にも限界があります。私の経験上、厳しい公差や複数の機能の統合が求められる部品の場合、ドリル加工だけで十分な場合はほとんどありません。
アプリケーションと業界のユースケース
フライス加工とドリリング加工を比較する際には、アプリケーションが最も決定的な要素の一つです。それぞれの加工プロセスは異なる業界ニーズに対応しており、適切なプロセスを選択することは、部品の機能性、コスト効率、そして製造のスケーラビリティに直接影響を及ぼします。
CNCフライス盤の用途
私の経験から言うと、CNCフライス加工は、部品の形状が複雑で、複数の面にわたる精度が重要となる業界で広く利用されています。平面、スロット、ポケット、角度付きフィーチャ、アンダーカットなどを1回のセットアップで加工できます。
フライス加工の典型的な用途としては、エンジンブロック、シリンダーヘッド、ギアボックスハウジングなどの自動車部品が挙げられます。航空宇宙および医療機器の製造においては、フライス加工は高精度の構造部品、インプラント、外科用部品の製造に不可欠です。また、厳しい公差と複雑な形状が求められる金型製作、工具製作、ラピッドプロトタイピングにおいても、フライス加工は中核的なプロセスです。
CNCドリリングの応用例
CNCドリル加工は、精密な円筒穴加工が求められるあらゆる場面で、重点的かつ不可欠な役割を果たします。ファスナー穴、深穴や小径穴、そして高い再現性を持つ穴パターン加工によく使用されます。
航空宇宙分野では、機体組立やエンジン部品の加工において、ドリル加工は極めて重要です。自動車メーカーは組立工程における穴位置の均一性を確保するためにドリル加工を活用しており、電子機器製造ではPCBの穴配置精度を確保するためにドリル加工が不可欠です。穴の品質、深さの均一性、そして生産速度が優先される場合、ドリル加工は依然として最も効率的なソリューションです。
フライス加工 vs ドリリング:部品に最適なCNC加工方法の選び方
CNCフライス加工とCNCドリル加工のどちらを選ぶかは、どちらの加工プロセスが優れているかではなく、部品設計にどちらが適しているかを判断することが重要です。それぞれの加工能力、コスト、精度の違いを理解することで、最適なCNC加工プロセスをより迅速に選択し、不要な加工時間を回避できます。
| 選択要素 | CNCフライス | CNCドリル |
| 主な機能 | 表面全体の材料を除去して、スロット、ポケット、輪郭、複雑な形状を作成します。 | まっすぐな円筒形の穴を作成します |
| ツールモーション | 回転するマルチポイントカッターは、X/Y/Zに沿って移動します(必要に応じて複数軸も移動します)。 | 回転ドリルビットは主にZ軸に沿って送ります |
| 最適な部品形状 | 複数の機能を備えた複雑な角柱状部品 | 穴あけのみが必要なシンプルな部品 |
| 機能 能力 | スロット、ポケット、輪郭、角度付き穴、プロファイル、3D形状 | 貫通穴と止まり穴のみ |
| 一般的な許容差 | 適切な設定で±0.01mm以内 | 通常±0.05mm(リーマ加工やフライス加工の場合はさらに狭くなります) |
| 表面仕上げ制御 | 優れた表面仕上げとエッジ定義 | 穴内部の表面制御が制限される |
| 設計の柔軟性 | 非常に高い - 頻繁な設計変更をサポート | 低 - 穴の形状に制限されます |
| プログラミングの複雑さ | より高度な(多軸ツールパス、フィーチャシーケンス) | 低(単純なプランジ操作) |
| サイクルタイム | 単純な穴には長く、複雑な形状には効率的 | 穴のみの操作に非常に高速 |
| ツーリングコスト | 高い(複数のカッター、工具の交換) | 下部(標準ドリルビット) |
| 生産コスト | 複雑な部品や多機能設計にコスト効率に優れています | 大量の穴あけ作業に最も経済的 |
| 代表的なアプリケーション | ハウジング、ブラケット、金型、医療および航空宇宙部品 | ファスナー穴、取り付け穴、基本アセンブリ |
| いつ選ぶか | 精度、複雑さ、または複数の機能が必要な場合 | 穴あけのスピードとコスト効率が優先される場合 |
| ベストプラクティス: | ドリル加工した部分を仕上げたり、改良したりするためによく使用されます。 | フライス加工前の荒穴加工によく使用されます |
FAQs
ミルとドリルプレスの違いは何ですか?
私の経験から言うと、両者の根本的な違いは、その性能と動作制御にあります。ドリルプレスは主に垂直方向(Z軸)の動きで、丸穴を迅速かつ均一に開けるように設計されています。一方、フライス盤はX、Y、Z軸の動きを制御し、横方向の切削、溝加工、輪郭加工を可能にします。実際には、フライス盤はより厳しい公差(多くの場合±0.01mm)を実現し、複雑な形状にも対応しますが、ドリルプレスは速度、シンプルさ、低コストでの穴あけ加工を重視しています。
フライス盤は穴あけ加工に使用できますか?
はい、私の経験では、CNCフライス盤は間違いなく穴あけ加工が可能です。最新のCNCフライス盤は、標準的なドリルビットを用いて、高い位置精度で穴あけ、タッピング、リーマ加工が可能です。フライス盤での穴あけは専用のドリルプレスよりもサイクルタイムが若干長くなる場合がありますが、穴の位置精度は優れています(多くの場合、±0.01 mm以内)。そのため、フライス盤は、同じセットアップ内で他の加工形状と正確に位置合わせする必要がある加工に最適です。
ドリリングはフライス加工の一種ですか?
いいえ、ドリリングはフライス加工の一種ではありませんが、どちらも切削加工の一種です。私の見解では、ドリリングは回転するドリルビットを用いて軸方向の穴あけのみに特化した加工です。一方、フライス加工は、回転する多点刃のカッターを用いて、横方向と垂直方向に移動することで表面や形状を成形します。ドリリングはフライス盤で行われる場合もありますが、機能的にも機械的にも、異なる加工プロセスです。
一般的な 2 つの掘削方法は何ですか?
私の経験上、最も一般的な穴あけ方法は、従来型の穴あけとCNC穴あけの2つです。従来型の穴あけでは、手動または半自動のドリルプレスを用いて基本的な穴あけを行い、それほど精度を必要としない場合に適しています。一方、CNC穴あけはプログラムされたツールパスを使用するため、繰り返し精度の高い穴あけ、一貫した深さ制御、そして高い生産性を実現します。CNC穴あけは、自動車、航空宇宙、電子機器の製造において、大量生産の高精度穴あけ加工に広く利用されています。
フライス加工の目的は何ですか?
私の経験から言うと、フライス加工の主な目的は、複数の面にわたって複雑な形状を高精度に加工することです。フライス加工では、ドリル加工では実現できない溝、ポケット、輪郭、平面など、材料を横方向と縦方向に削り取ります。CNCフライス加工では、公差が±0.005~0.01 mmに達することが一般的で、航空宇宙、医療、精密工業部品の加工に不可欠な技術となっています。また、フライス加工は、複数の形状を単一の制御されたセットアップで加工することで、組み立て誤差を低減します。
結論
CNCドリル加工は、直線状の円筒穴を迅速かつ低コストで作成するのに最適です。一方、CNCフライス加工は、複雑な形状、複数の面、そして厳しい公差の加工において、より柔軟な加工を実現します。実際の生産工程では、ドリル加工で最初の穴あけを行い、その後フライス加工で形状を微調整したり、複雑な形状に加工したりすることがよくあります。部品の設計、精度要件、生産量に基づいて適切な加工方法を選択することが、コスト管理、リードタイムの短縮、そして信頼性の高い部品品質の確保の鍵となります。