
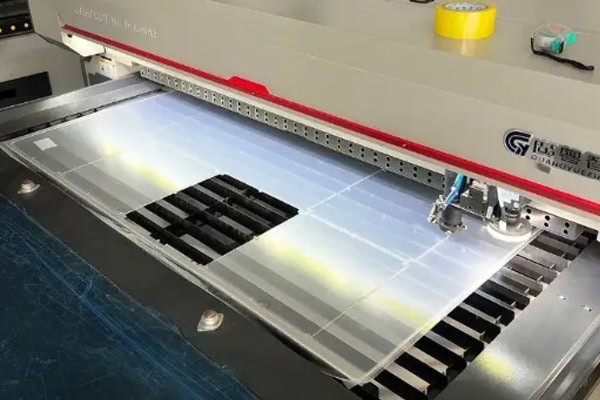
プラスチックのCNC加工において、加工品質に影響を与える最も重要な問題の一つが、装置の振動です。多くの工場では、プラスチック部品の加工時に、工具痕の目立つ付着、刃先のバリの増加、寸法の不安定性、表面の粗さ、さらにはワークピースの変形といった問題に直面しています。これらの問題は、多くの場合、加工時の振動と関連しています。特に、薄肉プラスチック部品、深穴構造部品、長尺部品、高精度部品の加工では、振動の影響がより顕著になります。金属と比較して、プラスチック材料は剛性が低く、加熱すると軟化しやすいため、切削加工中の切削力の変化によって共振を起こしやすくなります。振動が続くと、部品の表面品質に影響を与えるだけでなく、工具摩耗を加速させ、寸法精度を低下させ、深刻な場合には部品の不良につながることもあります。
プラスチックのCNC加工において、振動がよく発生するのはなぜですか?
機械加工時の振動とは何ですか?
簡単に言うと、切削振動とは、切削加工中に工具、被削材、または工作機械自体が不安定に振動する現象のことです。この振動は、主軸の回転、工具の切削力の変化、被削材の応力の不均一性、または工作機械の構造共振などが原因で発生する可能性があります。
プラスチック加工において、振動は一般的に以下のような形で現れます。
表面に規則的な工具痕
縁が割れたり欠けたりする
瞬間的な穴の寸法
加工物の局所的な過熱
処理中に目立つ異常なノイズが発生する。
これらの問題は表面的な現象のように見えるかもしれないが、根本的には切削加工中の動的不安定性に関係している。
プラスチックはなぜ金属よりも振動に弱いのか?
プラスチックと金属の大きな違いの一つは、材料の剛性が低いことです。切削力の下では、プラスチックは弾性変形を起こしやすいため、切削力のわずかな変化でも加工物のわずかな揺れが生じます。同時に、多くのプラスチック材料は熱伝導率が低いため、加工熱を素早く放散することが困難です。局所的に温度が上昇すると、材料がわずかに軟化し、安定性がさらに低下して振動がより顕著になります。この問題は、高速加工時に特に顕著になります。
振動は外観だけでなく、加工品質全体にも影響を与える。
多くの人は振動というと「騒音が大きくなる」とか「表面が見栄えが悪くなる」といったことだけを思い浮かべますが、振動は部品の全体的な品質に直接影響を与えます。
具体的な例を挙げますと、以下の通りです。
振動はツールパスのずれを引き起こし、寸法誤差につながる可能性があります。
継続的な振動は工具の摩耗を増加させる。
加工物に繰り返し応力が加わると、局所的な亀裂が生じる可能性があります。
高精度な部品は、振動によって嵌合不良を起こす可能性があります。
したがって、振動は加工経験の問題だけでなく、精度と安定性の問題でもある。
プラスチック加工における振動を段階的に低減する方法とは?
I振動源を特定する
振動問題の解決における最初のステップは、パラメータをすぐに調整するのではなく、まず振動の発生源を特定することです。原因が異なれば、解決策も全く異なります。一般的な振動の原因としては、スピンドルベアリングの摩耗、工具の過剰な伸長、ワークのクランプの不安定さ、不適切なパラメータ設定、深刻な工具摩耗、ツールパスの過剰な変化などが挙げられます。真の原因を突き止めずに闇雲に調整しても、効果は限定的であることが多いのです。
工作機械と治具の安定性を確認してください。
プラスチック加工における切削負荷は金属加工ほど高くはないものの、安定性に対する要求は決して低くありません。工作機械のガイドウェイが緩んでいたり、スピンドルクリアランスが大きすぎたり、治具の支持が不十分だったりすると、振動問題が容易に増幅されます。そのため、本格的な加工を行う前に、スピンドルがスムーズに回転しているか、ツールホルダーがしっかりと固定されているか、治具が緩んでいないか、ワークピースの支持が十分かなどを確認することが通常必要となります。特に、大型の板金部品や薄肉部品の場合、中央部の突き出し部分が大きすぎると、加工中に振動が発生しやすくなります。
加工順序とツールパスを最適化する
プラスチック加工における振動の多くは、実際には不適切な工具経路によって引き起こされます。例えば、急激な切削深さの増加、急な旋回、あるいは特定の領域での連続的な重切削などは、切削力の急激な変化を引き起こします。そのため、加工時には、積層切削、丸みを帯びた移行、滑らかな工具経路、そして緩やかな送り・引き戻しが一般的に採用されます。これにより、切削力の変化がより安定し、共振が低減されます。
試し切りを通してパラメータを徐々に調整する
プラスチック材料の種類によって振動に対する感度が異なるため、多くの工場では試し切りを通してパラメータを段階的に最適化します。例えば、まず切削深さを浅くして効果を観察し、次に送り速度を調整し、最後に主軸回転速度を微調整します。表面品質と音響状態を継続的に比較することで、より安定した加工範囲を見出すことができます。
プラスチック加工における振動低減方法
工具の突き出しを短くすることで安定性を向上
工具の突き出しが長くなるほど剛性が低下し、切削中にぐらつきやすくなります。そのため、必要な加工深さを確保しつつ、工具の突き出しは通常最小限に抑えられます。特に深溝加工のプラスチック部品では、工具が長すぎると共振しやすく、表面に目立つ工具痕が残ることがあります。したがって、適切な工具長を選択することは、振動を低減する最も直接的な方法の一つです。
工具の切れ味は振動に直接影響する
プラスチック加工は、工具の切れ味に大きく依存します。工具の切れ味が鈍くなるほど切削抵抗が大きくなり、工具と材料の間で「切削」ではなく「挟み込み」が生じやすくなります。これは振動の増加だけでなく、材料の過熱、表面の白化、バリの増加、そして目立つ工具痕にもつながります。そのため、多くのプラスチック加工工場では、工具の状態をより頻繁にチェックし、摩耗した工具は速やかに交換しています。
パラメータは単に高速化のためだけに追求すべきではない
スピンドル回転数と送り速度を上げれば効率が向上すると考える人が多いが、プラスチック加工においては、過度に積極的なパラメータ設定はかえって振動を悪化させる可能性がある。例えば、スピンドル回転数が高すぎると熱が蓄積され、切削深さが深すぎると切削力が急激に増加し、送り速度が不安定だと周期的な共振が発生する。そのため、プラスチック加工では、単に高速切削を行うのではなく、「安定した切削」が重視される。
ワークピースの支持がより適切になれば、安定性が向上する。
プラスチック加工部品は本来剛性が低いため、治具の設計が非常に重要です。加工部品の突出部が大きすぎると、加工中に工具に追従して振動が発生しやすくなります。そのため、高精度プラスチック加工では、一般的に真空吸着治具、多点支持構造、フレキシブル加圧板、補助位置決めブロックなどが用いられます。これらの目的は、加工中の加工部品への応力分布をより均一にすることです。
なぜ異なるプラスチックは異なる振動特性を示すのか?
POMプラスチック素材
POMは加工性に優れたエンジニアリングプラスチックです。加工時にバリや糸引きが発生しにくく、振動も比較的少ないのが特徴です。高精度な構造部品や自動化機器部品の加工に適しており、多くの工場で好んで使用されるプラスチック材料の一つです。
ABS プラスチック素材
ABS樹脂は加工しやすい素材ですが、高速切削時に局所的な発熱によってわずかに軟化しやすいという欠点があります。材料が軟化すると切削安定性が低下し、振動が悪化します。そのため、ABS樹脂の加工においては、切りくずの除去と冷却が優先的に考慮されるのが一般的です。
PC素材
PCは高い靭性を持つが、切削抵抗が大きく変動する。切削工具の切れ味が悪かったり、切削条件が大きく変化したりすると、連続的な振動や糸引きが発生しやすくなる。そのため、PC加工では通常、より滑らかな切削経路とより安定した切削条件が求められる。
高性能エンジニアリングプラスチック
PEEKなどの高性能エンジニアリングプラスチックは、安定性に優れている一方で、切削負荷が高く、工作機械の剛性も高く求められます。たとえ材料特性が優れていても、装置の安定性が不十分な場合、振動問題が発生する可能性があります。
一般的な問題
プラスチック加工時に非常に静かな工場もあれば、かなりの振動が発生する工場もあるのはなぜでしょうか?
これは主に、設備の状態、工具管理、治具設計、および加工経験に関係しています。経験豊富な工場は通常、事前にツールパスを最適化し、適切な工具長を選択し、切削パラメータを制御することで、よりスムーズな加工プロセスを実現します。一部の工場では設備パラメータが類似している場合でも、工具が著しく摩耗していたり、治具のサポートが不十分であったり、プログラムが不適切であったりすると、大きな振動が発生しやすくなります。したがって、プラスチックCNC加工における真の競争は、設備価格だけでなく、総合的なプロセス制御能力にかかっています。
I結論
プラスチックのCNC加工における振動は、非常に典型的な加工上の問題ですが、「速度を落とす」だけでは解決できません。振動は、多くの場合、装置の状態、工具の長さ、クランプ方法、切削パラメータ、材料特性に関連しています。これらのいずれかの要素に不安定性があると、加工プロセス全体に共振が発生する可能性があります。したがって、真に効果的なアプローチは、加工フロー全体を最適化することです。これには、工具を短く鋭利にすること、より安定した治具支持を確保すること、ツールパスを滑らかにすること、そして過度にアグレッシブなパラメータを避けることが含まれます。これにより、振動が低減されるだけでなく、表面品質、寸法安定性、工具寿命も向上します。プラスチックのCNC加工においては、「高速加工」よりも「安定した加工」の方が重要な場合が多いのです。加工プロセスが安定して初めて、部品の品質が真に安定し、バッチの一貫性が向上します。



















