
עיבוד שבבי CNC בקבוצות קטנות הוא פתרון ייצור מעשי לפרויקטים הדורשים חלקים מדויקים מבלי לעבור ישירות לייצור המוני. הוא משלב אספקה מהירה, בקרת כמות גמישה ואיכות עיבוד אמינה, מה שהופך אותו מתאים במיוחד לבניית אבות טיפוס, הפעלות ניסיוניות, חלקי חילוף וייצור בהתאמה אישית.
במדריך זה תלמדו את התהליכים המרכזיים, אפשרויות החומרים, גורמי העלות, שיקולי התכנון, נקודות בקרת האיכות וטיפים לבחירת ספקים הכרוכים בעיבוד שבבי CNC בקבוצות קטנות. הבנת תחומים אלה יכולה לעזור לכם לתכנן ייצור בנפח נמוך בצורה יעילה יותר ולקבל החלטות ייצור טובות יותר.
מה Is Sקניון Bאטץ' CNC Mכואב?
עיבוד שבבי CNC בכמויות קטנות מגשר בין ייצור אב טיפוס לייצור המוני. הוא מספק חלקים מדויקים בכמויות קטנות ללא כלים יקרים או מלאי עודף. מושלם לאימות עיצוב, ריצות פיילוט, חלקי חילוף והתאמה אישית, הוא מסתמך על תכנות דיגיטלי ומכונות מתקדמות כדי להבטיח איכות ותגובה מהירה.

ברוב המקרים, טווח התפוקה של עיבוד שבבי CNC בקבוצות קטנות נע בין 10 ל-1000 יחידות, אם כי חלק מהפרויקטים עשויים לדרוש רק דגימות ספורות לפיתוח, בעוד שאחרים עשויים להגיע ליותר מ-2000 יחידות בהתאם למורכבות החלק ויעדי הייצור. בהשוואה לייצור בנפח גדול, עיבוד שבבי בקבוצות קטנות עיבוד CNC מתמקד יותר באימות עיצוב, ייצור מבוקר ויכולת להתאים את עצמה במהירות כאשר הדרישות משתנות.
שיטה זו נמצאת בשימוש נרחב בפיתוח מוצרים ובייצור בשלבים מוקדמים. בתהליך אימות מחקר ופיתוח, חברות עשויות לעבד רק 20 עד 30 חלקים כדי לבדוק את המבנה, ההתאמה או ביצועי השימוש בפועל לפני ביצוע שינויים נוספים. בייצור פיילוט, יצרנים משתמשים לעתים קרובות בכמה מאות חלקים המעובדים במכונה CNC כדי לאמת את ההרכבה לפני השקעה בכלים. שיטה זו נפוצה גם באספקת חלקי חילוף, שבהם יש לייצר רכיבים חלופיים בנפח נמוך לפי דרישה, ובפרויקטים של התאמה אישית, שבהם כל אצווה עשויה לדרוש עדכוני עיצוב קטנים או שינויים ספציפיים ללקוח.
מה שהופך עיבוד שבבי CNC בקבוצות קטנות ליקר במיוחד הוא האיזון שלו בין דיוק וגמישות. הוא מאפשר לעסקים לעבור משלב הקונספט לחלקים פיזיים עם פחות סיכון, תוך שמירה על דיוק המימדים וביצועי החומר הנדרשים לבדיקות משמעותיות או לשימוש מוגבל בייצור.
איך To הַתחָלָה A Sקניון Bאטץ' CNC Mמכאיב Pפרויקט?
ניתוח הצעות מחיר ו-DFM
אני בדרך כלל מתחיל בדיון על שרטוטי CAD, חומרים ודרישות דיוק עם הלקוח. דוח DFM (עיצוב לייצור) מסייע בזיהוי בעיות מראש, כגון קירות דקים הנוטים לעיוות, חורים קטנים מדי או נתיבי כלים בלתי נגישים. נתונים מראים ש-DFM יכול להפחית את עבודות התכנון החוזרות בכ-30%.
תכנון תהליכים
בעת תכנון תהליכים, אני מתחשב במאפייני החלקים (חומר, סבילות, כמות) כדי לבחור מכונות וכלים מתאימים. לדוגמה, חלקים מאלומיניום מטופלים בצורה הטובה ביותר באמצעות כרסום במהירות גבוהה, בעוד שטיטניום דורש לעתים קרובות עיבוד שבבי של חוט בשילוב עם עיבוד שבבי רב-צירי. תכנון נכון יכול לקצר את זמן העיבוד ב-20%-40%.
תכנות
תוכנת CAM משמשת ליצירת נתיבי כלים ולהרצת סימולציות. על ידי אופטימיזציה של נתיבי כלים (כגון אסטרטגיות כרסום יעילות גבוהה), גימור פני השטח משתפר וחיי הכלי מתארכים. בפרויקט אחד שטיפלתי בו, אופטימיזציה פשוטה של נתיבי כלים חסכה 15% משעות העבודה.
חיתוכי ניסיון ואימות דגימות
עבור חלקים קריטיים, אני מבצע חיתוכים ניסיוניים (1-2 חלקים) כדי לאמת את המידות ואת יציבות ההידוק. שלב זה חיוני למניעת גריטה המונית. לדוגמה, בזמן עיבוד שבבי של שתלים רפואיים, גילינו שגמישות החומר משפיעה על הזנת הכלים, התאמות במהלך ניסויי הבטחת יציבות האצווה בהמשך.
בדיקה ובקרת איכות
מדידה תוך כדי תהליך ובדיקת CMM (מכונת מדידה קואורדינטות) הן סטנדרטיות. כל אצווה עוברת בדיקות מידות, עם תעודות חומר ודוחות בדיקה. זה לא רק עומד בתקני ISO אלא גם בונה את אמון הלקוחות.
משלוח ומשוב
השלב האחרון הוא אספקת חלקים יחד עם איסוף משוב. שינויי עיצוב של לקוחות לעיתים קרובות מניעים את סבב האופטימיזציה הבא, מה שמדגיש את הגמישות והערך המוסף של עיבוד שבבי CNC בכמויות קטנות.
מה Are The Cמבטל Sקניון Bאטץ' CNC Mמכאיב Pתהליכים?
בעיבוד שבבי CNC בקבוצות קטנות, לכל תהליך תפקיד ייחודי: חריטה לחלקים גליליים, כרסום למשטחים מורכבים, קידוח וקידוח לחורים מדויקים, EDM למתכות קשות, ליטוש לגימור פני השטח, ועיבוד רב-צירי עם קיבוע ליעילות. בחירת התהליך הנכון מאזנת בין עלות, דיוק וזמן אספקה.
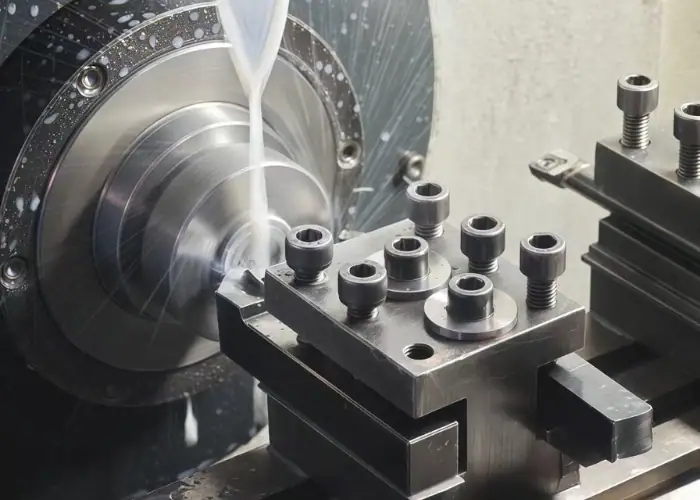
חריטה CNC (עם Turn-Mill)
חריטה מעצבת חומרי עבודה מסתובבים בעזרת כלי חיתוך, אידיאלי עבור פירים וחלקים גליליים. כלי חריטה משלב מספר פעולות במערכת אחת, ומפחית שגיאות. עבור לקוח רובוטיקה, יצרתי עיבוד שבבי של פירים בקוטר 30 מ"מ, תוך שימוש בזמן מחזור חיתוך בחריצת חריטה של כ-25%.
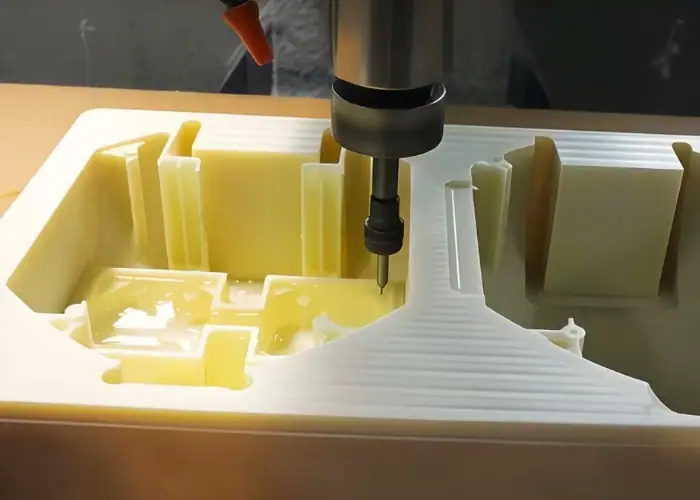
כרסום CNC (3/4/5 צירים)
כרסום מסיר חומר בעזרת כלים סיבוביים, ציר 3 מתאים לחריצים ושטוחים, בעוד שציר 4/5 מטפל בעקומות מורכבות ובחללים. בפרויקט שתלים רפואיים, כרסום 5 צירים הבטיח סבילות של ±0.01 מ"מ תוך חיתוך של מערכים ב-40%.
קידוח, הברגה וקידוח
קידוח והברגה יוצרים חורים בהברגה, בעוד שקידוח/רימינג משפרים את דיוק החורים ואת הגימור. בפרויקט של חלקי רכב עם 100+ חורים M6, עברנו לקידוח + הברגה, מה שהעלה את שיעור המעבר ל-98%.
EDM (משקולת וחיתוך חוטים)
EDM מצטיין עם מתכות קשות וחללים מורכבים. עבור פלדת תבנית ב-HRC 60, EDM תיל השיג דיוק של ±0.005 מ"מ. פעם אחת יצרתי תבנית מחבר שבה רק EDM יכול היה ליצור פינות פנימיות חדות.
ליטוש משטחי, OD וללא מרכז
השחזה משפרת את דיוק המימדים ואת חספוס פני השטח. השחזה פני השטח משיגה Ra של 0.4 מיקרון, השחזה קוטר חיצוני מתאים לפירים, והשחזה ללא מרכז מאפשרת אצוות יעילות. עבור לקוח רפואי, אנו משחיזים פינים מנירוסטה לעקביות של ±0.003 מ"מ.
עיבוד שבבי מקבילי רב-צירי ומקושר
מכונות רב-ציריות עם מקבע מאפשרות עיבוד חלקים בו-זמני, מה שמגביר את התפוקה. בפרויקט אנרגיה חדש, מקבע בעל 4 תחנות עבור מעטפות אלומיניום הגדיל את תפוקת האצווה ב-60%.
בעיבוד שבבי CNC בקבוצות קטנות, בחירות החומרים והגימור משפיעות על העלות, הביצועים והמראה. נעשה שימוש במתכות, פלסטיק וטיפולי שטח שונים. בחירה נכונה מבטיחה עמידות, דיוק ואסתטיקה בעלות נמוכה יותר.
חומרים Sבלתי אפשרי For Sקניון Bאטץ' CNC Mמכאיב
| קטגוריה | חוֹמֶר | מאפייני עיבוד שבבי |
| מתכות | אֲלוּמִינְיוּם | קל משקל, יכולת עיבוד מעולה, מוליכות תרמית טובה, נוטה לעיוות, דורש קיבוע ונתיב כלים מתאימים. |
| פלדה / נירוסטה | בעלות חוזק ועמידות גבוהים בפני שחיקה, פלדות אל-חלד מתקשות במהלך החיתוך, מה שדורש כלים נוקשים והזנות נמוכות יותר. | |
| סגסוגות נחושת | קל לחיתוך, מוליכות חשמלית/תרמית מצוינת, רך ודביק, נוטה להידבקות בכלים, דורש כלים חדים וחומר קירור. | |
| סגסוגות טיטניום | יחס חוזק למשקל גבוה, עמיד בפני קורוזיה, קשה לחיתוך, גורם לבלאי מהיר של הכלים, דורש מהירות נמוכה ואסטרטגיות מרובות צירים. | |
| סגסוגות ניקל | חזק בטמפרטורות גבוהות, עמיד בפני קורוזיה, התקשות קשה בעבודה, חיי כלים קצרים, דורש לעתים קרובות EDM או כלים קשיחים. | |
| פלסטיקה | ABS | יכולת עיבוד מעולה, גימור חלק, עמידות נמוכה בחום, סיכון להתכה בחיתוך ממושך. |
| מחשב (פוליקרבונט) | חוזק גבוה, קשיחות טובה, שקוף, דורש כלים חדים כדי למנוע קריעה על פני השטח. | |
| POM (אצטל/דלרין) | חיכוך נמוך, חיתוך חלק, התפשטות תרמית גבוהה, דורש קירור ובקרת סובלנות. | |
| הצצה | חזק, עמיד בחום/כימיקלים, קשה יותר לחיתוך, דורש כלים איכותיים וקירור יציב. |
משטח Tטיפול חוזר For Sקניון Bאטץ' CNC Mמכאיב
Anodizingמשפר את עמידות האלומיניום בפני קורוזיה ואסתטיקה, זמין בצבעים מרובים, בשימוש נרחב במארזי תעופה וחלל ואלקטרוניקה.
התזת חולמשתמש בחומרי שפשוף בלחץ גבוה ליצירת גימור מט אחיד, המשפר הן את האחיזה והן את המראה החזותי.
מֵרוּטמשיג משטח דמוי מראה באמצעות שיטות מכניות או כימיות, אידיאלי לחלקים הדורשים מראה יוקרתי.
לווחמוסיף ציפוי מתכתי לשיפור עמידות בפני שחיקה, הגנה מפני קורוזיה או מוליכות חשמלית.
שִׁכבָהכולל ציפוי אבקה או צביעה נוזלית, משפר את המראה ועמידות בפני מזג אוויר.
תחמוצת שחורהיוצר שכבת תחמוצת כהה על פלדה, מונע חלודה ומפחית סנוור, נפוץ ברכיבים מכניים.
טיפול בחום: כולל מרווה, הרפיה או הקשייה כדי להגביר את הקשיות, החוזק והעמידות.
מהם היתרונות והמגבלות של עיבוד שבבי CNC בקבוצות קטנות?
עיבוד שבבי CNC במנות קטנות משלב גמישות ודיוק, מה שהופך אותו לאידיאלי לאימות מו"פ, ניסויים והתאמה אישית. הוא מאיץ את זמן היציאה לשוק ומפחית סיכוני מלאי, אך מגיע עם עלויות יחידה גבוהות יותר ויתרונות גודל מוגבלים. הבנת היתרונות והחסרונות הללו עוזרת לעסקים לתכנן בצורה יעילה יותר.
יתרונות
זמן יציאה לשוק מהיר יותר
עיבוד שבבי CNC בקבוצות קטנות אינו דורש פיתוח תבניות, כך שניתן להתחיל את הייצור ישירות מנתוני CAD. זה מקצר לעיתים קרובות את זמן ההובלה בכ-30% עד 50% בהשוואה לתהליכים מבוססי תבניות. עבור פרויקטים הזקוקים לאימות מהיר או אספקה דחופה, מהירות זו יכולה לשפר משמעותית את יעילות הפיתוח.
איטרציה גמישה של עיצוב
שינויי עיצוב קלים יותר לניהול משום שהתהליך תלוי בעיקר בתכנות ובהגדרה ולא בכלים חדשים. אם יש צורך להתאים מידות, מאפייני חורים או פרטים מבניים, ניתן בדרך כלל לעבד קבצי CAD מעודכנים הרבה יותר מהר מאשר בשיטות ייצור המוני מסורתיות. זה בעל ערך רב במיוחד בפרויקטים רפואיים, אלקטרוניקה ופיתוח מוצרים.
דיוק גבוה ועקביות טובה
עיבוד שבבי CNC יכול להשיג סבולות צר, לרוב סביב ±0.01 מ"מ, תלוי בגיאומטריה של החלק, החומר ותנאי התהליך. זה הופך אותו מתאים לחלקים הדורשים דיוק ממדי, התאמה יציבה ואיכות חוזרת על עצמה לאורך סדרת ייצור מוגבלת.
סיכון מלאי נמוך יותר
מכיוון שניתן לייצר חלקים לפי דרישה, חברות אינן צריכות להתחייב לכמויות גדולות של מלאי מוקדם מדי. זה עוזר להפחית ייצור עודף, מוריד את עלויות האחסון ומקל על לחץ תזרים המזומנים, במיוחד עבור מוצרים חדשים או פרויקטים עם ביקוש לא ודאי.
מגבלות
עלות יחידה גבוהה יותר
ללא פחת בתבנית, עלות כל חלק המעובד במכונה CNC נשארת גבוהה יחסית. עבור אותה גיאומטריה, מחיר היחידה עשוי להיות גבוה בכ-20% עד 40% מאשר הזרקה לאחר שנפח הייצור הופך גדול מספיק. זה הופך את ייצור CNC בקבוצות קטנות למתאימה יותר לכמויות נמוכות יותר מאשר לייצור המוני מונע עלויות.
ניהול מעבר מורכב יותר
מעבר תכוף בין מספרי חלקים, חומרים או הגדרות יכול להגדיל את זמן התכנות, הכנת האביזרים ומאמץ תכנון הייצור. ככל שמגוון המנות גדל, גם ניהול רצפת הייצור הופך תובעני יותר.
יעילות עלויות מוגבלת בנפח גבוה
עיבוד שבבי CNC בקבוצות קטנות הוא בדרך כלל חסכוני ביותר עבור כמויות נמוכות עד בינוניות, כגון אבות טיפוס, הפעלות פיילוט או נפחי ייצור בעשרות עד אלפי יחידות. ברגע שהנפח עולה משמעותית, תהליכים כמו יציקה או יציקה הופכים לרוב לחסכוניים יותר.
זמן השבתה ולחץ תזמון
החלפת קבוצות תכופות עלולה ליצור זמן סרק של המכונה אם התזמון אינו מאורגן היטב. בסביבת ייצור מעורבת, תכנון לקוי עלול להפחית את ניצול הציוד ולהאריך את לוחות הזמנים של האספקה.
כיצד להעריך עלות וזמן אספקה?
בעיבוד שבבי CNC בכמויות קטנות, עלות וזמן אספקה הם שני הגורמים הקריטיים ביותר עבור הלקוחות. הערכה נכונה דורשת איזון בין חומרים, עבודה, כלים ותהליכים משניים, תוך יישום מודלים של תמחור ואסטרטגיות מתן הצעות מחיר כדי להבטיח רווחיות ואספקה בזמן.
נהגי עלות
חוֹמֶרמתכות פרימיום כמו טיטניום או אינקונל עשויות להוות 40%-60% מהעלות הכוללת, קינון אופטימלי יכול להפחית את הפסולת ב-15%-20%.
זְמַןתכנות, עיבוד שבבי ובדיקה מהווים לעתים קרובות 30%-50% מהעלויות. לדוגמה, חלקים מורכבים בעלי 5 צירים עשויים להימשך 6-8 שעות תכנות.
כלים וחיבוריםכלים סטנדרטיים ניתנים לשימוש חוזר, בעוד שאר כלי עבודה בהתאמה אישית מגדילים משמעותית את העלות לכל חלק.
עיבוד משניאנודייז, טיפול בחום או ציפוי יכולים להוסיף 10%-25% לעלות הכוללת.
מודלי תמחור, יסודות מתן הצעות מחיר, האצת זמן אספקה ו-MOQ
דגמי תמחורנוסחה נפוצה היא "חומר + שעות עבודה + גורם מורכבות + גימור". לדוגמה, חלקי אלומיניום זולים בדרך כלל ב-30%-50% מחלקי טיטניום.
ציטוט יסודותהגדירו MOQ ברור, בדרך כלל 10-20 יחידות, כדי לקזז את עלויות התכנות וההתקנה.
האצת זמן אספקהתכנות מקביל ותזמון מרובי מכונות יכולים להפחית את זמני האספקה ב-20%-35%. בפרויקט רפואי אחד, תזמון כפול קיצר את זמן האספקה מ-14 ימים ל-9.
ערך הלקוחתמחור שקוף והתחייבויות קבועות לזמני אספקה בונים אמון ומגבירים המרות.
הנחיות מפתח לניהול יעילות
בעיבוד שבבי CNC במנות קטנות, עיצוב לייצור (DFM) משפיע ישירות על יעילות, עלות ואספקה. על ידי קביעת סבולות מעשיות, פישוט מבנים, שיפור הגישה לכלי עבודה וצמצום זמן ההתקנה, יצרנים יכולים להפחית את שיעורי עיבוד חוזר, לחסוך בזמן עיבוד שבבי ולהגביר את שביעות רצון הלקוחות.
סבילות ונתונים סבירים, הימנעו מקירות דקים ופינות חדות
סובלנותטולרנסים צפופים מדי עלולים להעלות את עלויות העיבוד השבבי ב-20%-30%, יש לשלוט רק בממדים קריטיים.
דאטומיםנקודות ייחוס ברורות מפחיתות שגיאות בדיקה ומשפרות את העקביות.
קירות דקיםמבנים מתחת ל-1 מ"מ עלולים להתעוות, בפרויקט בתחום התעופה והחלל, פתרתי זאת על ידי הוספת צלעות.
פינות חדותכלי חיתוך אינם יכולים לעבד פינות חדות מושלמות, שימוש בפילות משפר את החוזק ומפחית את שחיקת הכלים.
שיפור נגישות הכלים, פישוט מבנים ומיזוג תהליכים
נגישות לכלי עבודהקחו בחשבון את אורך הכלי וההפרעות בעת תכנון חורים או חריצים עמוקים כדי להימנע מהקמות נוספות.
מבנים פשוטיםביטול מאפיינים מיותרים יכול לקצר את מחזורי העיבוד השבבי ב-15%-25%.
שילוב תהליכיםמכונות רב-משימות (חריץ-חרירה, רב-ציריות) מאפשרות מספר שלבים בהקמה אחת, ומפחיתות את זמן ההשבתה.
אופטימיזציה של נתיבי צירים מרובי צירים וצמצום הגדרות
יתרון רב-ציריעיבוד שבבי 5 צירים מפחית את זמן ההקמה, ומשפר את הדיוק והיעילות ב-20%-40%.
אופטימיזציה של נתיבאסטרטגיות עיבוד שבבי ביעילות גבוהה (HEM) מגבירות את ביצועי החיתוך ואת חיי הכלי.
מקרה מבחןעבור להב טורבינת Inconel של לקוח אנרגיה חדש, מסלולים אופטימליים ופחות הקמות קיצרו את זמן המחזור ב-30%.
טיפים ליעילות ברצפת הייצור
בעיבוד שבבי CNC בנפח נמוך, היעילות תלויה לא רק במכונות אלא גם באופטימיזציה של זרימת העבודה. על ידי סטנדרטיזציה של כלים, ייצור באצוות, מזעור פעולות משניות ותזמון חלקים דומים עם שימוש חכם בחומרים, מפעלים יכולים להגדיל את התפוקה ב-20%-40% תוך הפחתת בזבוז וסיכוני זמן אספקה.
שימוש חוזר בכלים סטנדרטיים, בגופי אבזור ובספריית כלים
תְקִינָהשימוש בכלים ובמתקני עבודה סטנדרטיים מפחית את זמן ההקמה ואת שעות שאינן חיתוך. מחקרים מראים שסטנדרטיזציה מקצרת את זמן החלפת הכלים ב-25%.
שימוש חוזר בספריית כליםשיתוף ספריית כלים משותפת על פני מספר משימות מקצר את ההכנה ומוריד את עלויות המלאי. עבור חמש אצוות אלומיניום של לקוח אחד, השתמשנו במערך כלים מאוחד שהפחית את זמן האספקה ביומיים.
עיבוד שבבי אצווה ורב-חלקי, פחות תהליכים משניים
Batchingקיבוץ עבודות מגביר את ניצול המכונה ומפחית את זמן ההמתנה.
עיבוד שבבי רב-חלקיהרכבה של מספר חלקים בהתקנה אחת משפרת את היעילות ב-15%-30%.
פעולות משניות מופחתותמכונות רב-ציריות או מכונות כרסום-חריטה משלימות מספר שלבים בסיבוב אחד, מה שממזער את הצורך בהידוק מחדש ואובדן דיוק.
תזמון חלקים דומים, אופטימיזציה של חומרים והפחתת פסולת
תזמון חלקים דומיםייצור יחד של חלקים דומים מבחינה גיאומטרית חוסך זמן תכנות והקמה.
ניצול חומריםאופטימיזציית קינון מגדילה את תפוקת חומרי הגלם, וחוסכת 10%-15% בעלויות.
הפחתת פסולתמיחזור גרוטאות מפחית עוד יותר את העלויות. עבור לקוח אנרגיה חדש, קינון אופטימלי של אינקונל חסך 12% בחומר.
כיצד להבטיח איכות ועקביות
בעיבוד שבבי CNC בנפח נמוך, איכות ועקביות הן המפתח לאספקה אמינה. בדיקות קפדניות של חומרים נכנסים עם אישורים, תוכניות בקרת תהליכים, בדיקות בתוך המכונה ומקוונות עם אימות CMM, בנוסף לעמידה בתקני ISO, רפואה ותעופה וחלל, מבטיחים מינימום עבודות חוזרות ואמון גבוה יותר מצד הלקוחות.
חומרים נכנסים, תעודות ותוכניות בקרת תהליכים
עקיבות חומרכל אצווה דורשת תעודת תאימות (COC) כדי לאמת את ההרכב והביצועים.
בדיקה נכנסתבדיקות של קשיות, מידות ופגמים במשטח מונעות גרוטאות בקנה מידה גדול.
בקרת תהליכיםתוכניות בקרה קובעות נקודות בדיקה עבור שלבים קריטיים, כגון דגימה ממדית. בפרויקט רכב, שילוב של FMEA עם תוכנית בקרה הפחית את שיעורי הפגמים ב-28%.
פתרונות מדידה בתוך המכונה, בדיקה מקוונת ו-CMM
מדידה בתוך המכונהגששים מתאימים אוטומטית את קיזוזי הכלי, ומפחיתים שגיאות ידניות.
בדיקה מקוונתSPC (בקרת תהליכים סטטיסטית) מנטר את השונות בתהליך בזמן אמת.
בדיקת CMMמבטיח דיוק עבור גיאומטריות מורכבות בטווח של ±0.005 מ"מ. בפרויקט שתלים רפואיים, CMM בודק עקביות מאובטחת בין אצווה לאצווה.
הסמכות ותקנים
ISO9001מסגרת האיכות הבסיסית, הנדרשת לעתים קרובות לאישור ספק.
ISO13485חיוני עבור מכשור רפואי, תוך דגש על ביו-תאימות ומעקב.
AS9100מפתח בתחום התעופה והחלל, התמקדות בתיעוד ועקביות תהליכים. עבור לקוח אחד בתחום התעופה והחלל, מעבר ביקורות AS9100 אפשר שותפויות ארוכות טווח.
כיצד לבחור ספק CNC בכמות קטנה בסין?
בחירת ספק CNC מתאים בסין משפיעה ישירות על העלות, האיכות ומהירות האספקה. נקודות הערכה מרכזיות כוללות יכולות טכניות, ניסיון בתעשייה, תמיכה הנדסית, תקשורת, מערכות איכות חזקות, ביצועי אספקה, שקיפות תמחור ובשלות דיגיטלית (MES/ERP/CAM).
יכולות, ניסיון ותמיכה הנדסית
יכולות עיבוד שבביחפשו מכונות 3/4/5 צירים, מרכזי כרסום-חריטה וניסיון רב-חומרים.
ניסיון בתעשייהספקים עם פרויקטים בתעשיית התעופה והחלל, הרפואה או הרכב מתמודדים עם דרישות מחמירות יותר.
תמיכה הנדסיתספקים חזקים מספקים דוחות DFM, ובכך מונעים 30%+ עבודות מחדש בתכנון.
תקשורתתגובה מהירה לבקשות מחיר (תוך 24 שעות) מאיצה את פיתוח המוצר.
מערכות איכות, ביצועי אספקה ושקיפות תמחור
תקני איכותISO9001 הוא התקן הבסיסי, ISO13485/AS9100 הוא חובה עבור תעשיות רפואיות ותעופה והחלל.
זמן עופרתזמן אספקה אופייני הוא 5-7 ימים עבור מנות קטנות, והזמנות דחופות תוך 48 שעות.
תמחור שקוףהצעת מחיר טובה מפרטת את החומרים, התכנות, העיבוד השבבי, בקרת איכות ועיבוד לאחר העיבוד.
מקרה מבחןעבור לקוח בתחום האנרגיה החדשה, ייצרנו 200 בתים - תמחור ברור ואספקה קפדנית הבטיחו חוזה ארוך טווח.
אוטומציה ודיגיטציה
מערכות MES: הפעל מעקב אחר משימות בזמן אמת כדי למזער עיכובים.
ה-ERPמבטיח זרימת חומרים מדויקת ובקרת עלויות.
אופטימיזציה של CAMסימולציה מפחיתה את שחיקת הכלים ב-15-20%.
יתרוןסדנאות דיגיטליות מדווחות על שיעורי עיבוד חוזר נמוכים ב-25%, מה שמוביל לשביעות רצון גבוהה יותר של הלקוחות.
אילו תעשיות משתמשות בעיבוד שבבי CNC בקבוצות קטנות
קָטָן עיבוד שבבי CNC באצווה מאזן דיוק, גמישות ויעילות עלויות. תעשיית התעופה והחלל והרכב זקוקים לחלקים קלים וחזקים, תחומים רפואיים דורשים התאמה אישית ותאימות ביולוגית, אלקטרוניקה מתמקדת באיטרציה מהירה וגימור פני שטח, אנרגיה ומכשירים דורשים עמידות, סטארט-אפים משתמשים בו לכניסה מהירה לשוק.
| התעשייה | תכונות עיקריות | מקרים לדוגמה |
| תעופה וחלל, רכב ואנרגיה חדשה | חלקים קלים, בעלי חוזק גבוה ופונקציונליים | להבי טורבינה, מעטפות סוללות לרכב חשמלי |
| רפואה ובריאות | דיוק גבוה, התאמה אישית, ביו-תאימות | שתלים, דוגמאות של כלי כירורגיה |
| מוצרי אלקטרוניקה ותקשורת | חלקים קוסמטיים, מעטפות שקופות, ניסויים | כיסויי טלפון, גופי קירור |
| אנרגיה ומכשירים | עמידות בטמפרטורה גבוהה, עמידות בפני קורוזיה, אמינות | טורבינת אינקונל, רכיבי שסתומים |
| סטארט-אפים ומוצרים בהתאמה אישית | אב טיפוס מהיר, בדיקות שוק, אספקה בנפח נמוך | כפתורי שמע מותאמים אישית, מעטפות חומרה לאתחול |
שאלות נפוצות
אילו גדלי אצווה אופייניים בעיבוד שבבי CNC בקבוצות קטנות?
מניסיוני, עיבוד שבבי CNC בקבוצות קטנות נע בדרך כלל בין 10 ל-5,000 חלקים. עבור אבות טיפוס, מדובר ב-1-50 יחידות, עבור ניסויים, 200-500, ועבור חלקי חילוף, לעתים קרובות 50-100. טווח זה מאזן גמישות, דיוק ועלות.
כיצד עיבוד שבבי CNC בקבוצות קטנות משתווה לייצור המוני?
בהשוואה לייצור המוני, עיבוד שבבי CNC במנות קטנות מקצר את זמן ההובלה ב-40-60%, מונע מלאי גדול ותומך באיטרציות עיצוביות מהירות. בעוד שעלות היחידה גבוהה יותר, היא מבטיחה דיוק ותגובת שוק מהירה עבור נפחים מתחת ל-5,000 יחידות.
מה ההבדל בין עיבוד שבבי CNC בנפח נמוך לבין עיבוד שבבי CNC בקבוצות קטנות?
ייצור CNC בכמות קטנה בדרך כלל מתייחס ל-10-5000 יחידות, המתמקדות באבות טיפוס ובריצות קצרות. ייצור CNC בנפח נמוך מגיע ל-10,000 יחידות, ומגשר בין ייצור פיילוט להרחבה. בפועל, אני משתמש ב"אצווה קטנה" לאימות מוקדם של התכנון וב"נפח נמוך" לייצור טרום-המוני.
האם עיבוד שבבי CNC יכול להתמודד עם חומרים קשים כמו טיטניום או אינקונל?
כן, עם מכונות רב-ציריות וחיתוך EDM, עיבוד שבבי CNC יכול להחזיק ±0.01 מ"מ על טיטניום ואינקונל. עבור לקוחות בתחום התעופה והחלל, עבדתי על חלקי טורבינות אינקונל עם סבולות צפופות, מה שמבטיח עמידות ועמידות בחום. כלי עבודה וקירור מתאימים הם קריטיים.
האם עיבוד שבבי CNC בקבוצות קטנות הוא חסכוני?
עבור אבות טיפוס והרצאות פיילוט, עיבוד שבבי CNC בקבוצות קטנות חוסך 30-50% מעלות ההקמה בהשוואה ליציקה. זה מונע השקעה גבוהה בכלים, מפחית את הסיכון למלאי מיושן ומאיץ את תהליך האימות. למרות שמחיר היחידה גבוה יותר, החזר ההשקעה הכולל חזק יותר עבור עיבוד שבבי בהתאמה אישית או ביקוש מוגבל.
סיכום
עיבוד שבבי CNC בקבוצות קטנות מציע דרך מעשית לגשר בין יצירת אב טיפוס לייצור מלא. הוא משלב דיוק גבוה, איטרציות מהירות וסיכון מלאי נמוך יותר, מה שהופך אותו מתאים במיוחד לתעשיות הדורשות מהירות, התאמה אישית ואיכות חלקים אמינה. למרות שעלות היחידה בדרך כלל גבוהה יותר משיטות ייצור המוני, תכנון טוב של DFM ואופטימיזציה של תהליכים יכולים לקצר את זמן ההובלה, להפחית את סיכון הפיתוח ולשפר את יעילות הפרויקט הכוללת.
At טיראפידאנו מספקים שירותי עיבוד שבבי CNC בכמויות קטנות עבור חלקים בהתאמה אישית הדורשים דיוק, גמישות ואספקה אמינה. החל מאימות אב טיפוס ועד לייצור בנפח נמוך, הצוות שלנו מסייע ללקוחות להפוך עיצובים לחלקים מעובדים באיכות גבוהה עם תמיכה הנדסית מעשית וביצועי ייצור עקביים.



















