
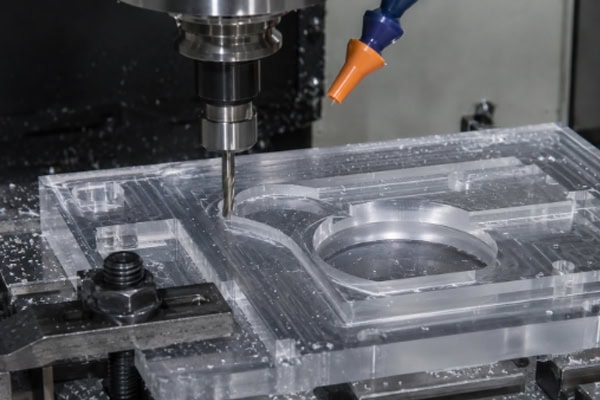
A PC (polikarbonát) egy nagy teljesítményű műanyag, amelyet széles körben használnak elektronikus eszközökben, orvosi berendezésekben, autóipari alkatrészekben, automatizálási rendszerekben és optikai termékekben kiváló átlátszósága, ütésállósága, méretstabilitása és hőállósága miatt. A termékfejlesztés és a kis volumenű gyártás során a CNC megmunkálás az egyik legfontosabb gyártási módszer a PC alkatrészekhez. A fém anyagokhoz képest a PC könnyebb, ugyanakkor jó szívóssággal rendelkezik. A hagyományos műanyagokhoz képest a PC nagyobb mechanikai szilárdságot és ütésállóságot biztosít, így fontos anyag számos csúcskategóriás ipari termékhez. Azonban, bár a PC jól megmunkálható, a tényleges CNC megmunkálás során még mindig számos technikai kihívás merül fel. Nagy szívóssága, átlátszósága és hőérzékenysége miatt a nem megfelelő megmunkálási paraméterek könnyen okozhatnak olyan problémákat, mint a felületi kifehéredés, méreteltérés, túlzott sorja és akár feszültségrepedés is.
A PC anyagának és megmunkálási jellemzőinek megértése
A PC anyag nagyon fontos helyet foglal el a műanyagiparban. Összességében kiegyensúlyozott teljesítményt nyújt, nagy mechanikai szilárdságot és kiváló ütésállóságot kínál. Ugyanakkor az átlátszó PC fényáteresztése közel áll az üvegéhez, így széles körben használják megfigyelőablakokban, védőburkolatokban, berendezéspanelekben és optikai alkatrészekben.
A PC anyag nagy szilárdságú
A PC egyik legkiemelkedőbb tulajdonsága a nagy ütésállósága. Még jelentős külső erőhatás alatt is sokkal kisebb a valószínűsége a rideg repedésnek, mint az akrilnak. Ez a tulajdonság teszi a PC-t az átlátszó védőburkolatok, biztonsági megfigyelőablakok és ipari védőalkatrészek gyakori anyagává. A nagy szívósság azonban azt is jelenti, hogy az anyag vágás közben nem törik könnyen. Megmunkálás során az anyag hajlamos szálas forgácsokat és hosszú hullámokat képezni. A fémmegmunkálással ellentétben, amely általában rövid, törött forgácsokat eredményez, a PC megmunkálás gyakran folyamatos forgácsokat hoz létre. Ha a forgácsokat nem távolítják el azonnal, azok ismételten a munkadarab felületéhez dörzsölődhetnek, és befolyásolhatják a felület minőségét.
A gyakori problémák a következők:
- Sorjaképződés a megmunkált éleken
- Rendezetlen lyukszélek
- Enyhe szerszámhúzási nyomok a felületen
- Fokozott nehézségek a befejező műveletekben
Ezért a PC megmunkálás rendkívül éles forgácsolószerszámokat igényel. Ugyanakkor megfelelő forgácseltávolítási módszerek és szerszámpálya-kialakítás szükséges az anyag ismételt összenyomódásának megakadályozásához és a jobb megmunkálási eredmények eléréséhez.
A PC viszonylag érzékeny a hőmérsékletre
Bár a PC jó hőállósággal rendelkezik, a megmunkálás során keletkező lokális magas hőmérsékletek továbbra is jelentősen befolyásolhatják a termék minőségét. Mivel a vágószerszám nagy sebességgel forog, folyamatosan érintkezik az anyaggal, ami a forgácsolási zóna hőmérsékletének emelkedését okozza. Ha a hő nem tud gyorsan eloszlani, minőségi problémák léphetnek fel a termék felületén. Ha a forgácsolási hőt nem távolítják el hatékonyan, a következő problémák merülhetnek fel:
- Felületfehérítés
- Lokalizált olvadás
- Méretváltozások
- Megnövekedett belső stressz
A hagyományos szerkezeti alkatrészek esetében a kismértékű hőmérséklet-emelkedés nem okozhat nyilvánvaló problémákat. Átlátszó termékek esetében azonban már a kisebb változások is befolyásolhatják a végső megjelenést. A hőfelhalmozódást általában az orsófordulatszám, az előtolási sebesség és a vágási mélység optimalizálásával szabályozzák. A sűrített levegős hűtést is gyakran alkalmazzák a hőelvezetés javítására a megmunkálási területen.
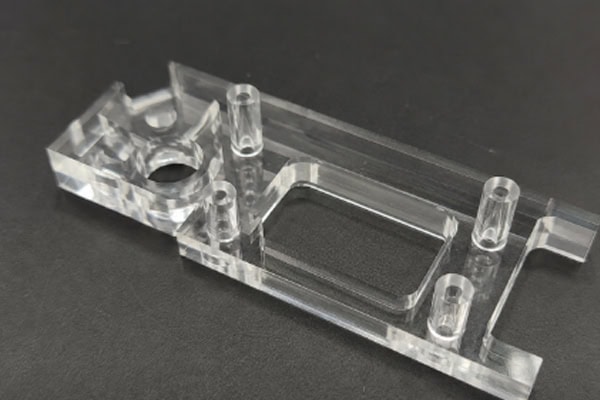
Az átlátszó alkatrészek magasabb megmunkálási szabványokat igényelnek
Az egyik fő ok, amiért az ügyfelek a PC-t választják, az átlátszósága. Az átlátszó alkatrészeknek nemcsak a méretkövetelményeknek kell megfelelniük, hanem kiváló fényáteresztő képességgel is kell rendelkezniük. Ennek eredményeként a megmunkálási követelmények lényegesen magasabbak, mint a hagyományos szerkezeti alkatrészek esetében.
Ez különösen az olyan termékeknél nyilvánul meg, mint:
- Berendezések megfigyelőablakai
- Orvosi átlátszó borítók
- Optikai alkatrészek
- Műszerfalak
A megmunkálás után az ügyfelek gyakran közvetlenül ellenőrzik az átlátszó PC-termékek felületi állapotát. Még ha a méretpontosság teljes mértékben megfelel is a követelményeknek, a látható szerszámnyomok, karcolások, kifehéredés vagy lokális elmosódás továbbra is selejtet okozhat. Ezért az átlátszó alkatrészek megmunkálásához nemcsak a méretpontosság, hanem a kiváló felületkezelés és vizuális megjelenés is szükséges. Számos kiváló minőségű átlátszó PC-termék további megmunkálási és polírozási folyamatokat igényel a kiváló optikai tisztaság elérése érdekében.
Gyakori problémák a PC CNC megmunkálás során
A felület fehérítése
A felületi fehéredés az egyik leggyakoribb probléma a PC-megmunkálásban.
Általános okok a következők:
- Tompa vágószerszámok
- Túlzott vágási hőmérséklet
- Nem megfelelő előtolási sebességek
- Belső anyagfeszültség feloldása
Amikor a lokalizált forgácsolási nyomás túl magas lesz, mikroszkopikus szerkezeti változások léphetnek fel a PC felületén, látható fehér foltokat hozva létre. A kifehéredés nemcsak a megjelenést befolyásolja, hanem feszültségkoncentrációt is jelezhet a lokalizált területeken. Ha az alkatrészt később külső erőknek vagy kémiai tisztítószereknek teszik ki, a repedés kockázata megnőhet. Ezért a megmunkálási folyamatok során gondosan ellenőrizni kell a forgácsolóerőt és a forgácsolási hőt, miközben éles szerszámokat és alacsony simító terheléseket kell használni, amikor csak lehetséges.
Sorják és húrozási problémák
Mivel a PC nagy szívóssággal rendelkezik, a forgácsok nem törnek tisztán a forgácsok forgácsolás közben. Ez a probléma különösen gyakori a következő esetekben:
- Fúrás
- Horonymegmunkálás
- Külső kontúrvágás
- Kisméretű megmunkálás
Ezen műveletek során könnyen keletkeznek sorják és szálas anyagok. Ezek a maradványok nemcsak a megjelenést rontják, hanem az összeszerelést is zavarhatják. A tömítéseket, átlátszó fedeleket vagy precíziós szerkezeti alkatrészeket igénylő termékek esetében a sorják a funkcionalitást is befolyásolhatják. Egyes alkatrészek ugyan megfelelnek a méretellenőrzéseknek, de a rossz élkidolgozás miatt mégis újra kell dolgozni őket. Számos kiváló minőségű PC-alkatrész a megmunkálás után speciális sorjázóeltávolítási folyamatokon esik át, hogy biztosítsák az élsimaságot és a termék állandóságát.
Csökkentett átláthatóság
A következő megmunkálási hibák csökkenthetik az átlátszóságot:
- Látható szerszámnyomok
- Durva felületek
- Lokalizált égési nyomok
- Nem megfelelő polírozás
Ezek a problémák jelentősen csökkenthetik a fényáteresztést.
Ez különösen kritikus az orvosi berendezések, laboratóriumi berendezések és megfigyelőablakok alkalmazásaiban, ahol az átlátszóság közvetlenül befolyásolja a funkcionalitást. A felületi érdesség növekedésével a fény szóródik az anyagon áthaladva, ami homályos megjelenést hoz létre. Ezért az átlátszó PC megmunkálás nemcsak optimalizált megmunkálási paramétereket igényel, hanem polírozási kezeléseket is a felületminőség javítása érdekében.
A PC megmunkálás minőségét befolyásoló tényezők
A kiváló minőségű PC-alkatrészek előállításához sokkal többre van szükség, mint pusztán fejlett berendezésekre. A szerszámválasztás, a megmunkálási paraméterek és a folyamatvezérlés mind kritikus szerepet játszanak. Sok kiváló megmunkálási eredmény a részletekre való odafigyelésből, ahelyett, hogy kizárólag a csúcskategóriás gépekre hagyatkoznánk.
Szigorú követelmények a szerszámválasztással szemben
A PC egy viszonylag puha, nagy szívósságú műanyag. Ha a vágóél nem elég éles, az anyag inkább összenyomódik, mintsem elvágódik.
Lehetséges problémák a következők:
- Fehérítés
- Sorjaképződés
- Jobban észrevehető szerszámnyomok
- Durva felületek
Ezért a következő eszközöket általában használják:
- Nagy élességű keményfém szerszámok
- Egyélű műanyagvágó szerszámok
- Polírozott élű vágószerszámok
Ezek a szerszámok segítenek csökkenteni a forgácsolási ellenállást és javítani a megmunkálás minőségét. Átlátszó alkatrészek gyártási projektjeinél a szerszám állapota gyakran közvetlenül meghatározza a végső megjelenést. Ezért a szerszámkopást rendszeresen ellenőrizni kell, és a kopott szerszámokat haladéktalanul ki kell cserélni.
A forgácsolási paraméterek szabályozása kihívást jelent
A PC megmunkálásban a jobb eredmények elérése nem egyszerűen az orsófordulatszám növeléséről szól. A túl magas orsófordulatszám túlzott hőt termelhet, míg a túl alacsony előtolási sebesség növelheti a súrlódási hőt. A túlzott forgácsolási mélység feszültségkoncentrációhoz is vezethet.
Ezért gondosan egyensúlyozni kell:
- Orsó sebessége
- Adagolási ráta
- Vágási mélység
- Szerszámpálya-stratégia
A stabil megmunkálási teljesítmény csak a paraméterkombinációk folyamatos optimalizálásával érhető el. Még a kis paraméterváltozások is jelentősen befolyásolhatják a végső vizuális minőséget.
A stresszszabályozás befolyásolja a termék élettartamát
A PC anyagok bizonyos mennyiségű maradék belső feszültséget tartalmaznak. Ha a helyi feszültség a megmunkálás során tovább növekszik, a későbbi használat során repedések alakulhatnak ki.
Ez különösen igaz az olyan környezetekben, amelyek a következőket foglalják magukban:
- Alkohol expozíció
- Kémiai tisztítás
- Hosszú távú terhelés
- A hőmérséklet ingadozása
A feszültségkoncentrációs területek hajlamosabbak a repedésekre. Ezért a kiváló minőségű PC-alkatrészek gyakran tartalmaznak feszültségmentesítő eljárásokat a hosszú távú stabilitás javítása érdekében.
Hogyan oldjuk meg a PC CNC megmunkálás kihívásait??
Bár a PC-megmunkálás olyan kihívásokkal néz szembe, mint a kifehéredés, a sorjaképződés és a feszültségrepedés, ezek a problémák hatékonyan kezelhetők a folyamatoptimalizálással, a hűtés fejlesztésével és a megfelelő utófeldolgozással.
Optimalizálja a megmunkálási folyamat útvonalát
Hő- és feszültségérzékeny anyagok, például a PC esetében az összes megmunkálási művelet egyetlen lépésben történő elvégzésének megkísérlése gyakran felerősíti a megmunkálási hibákat, és megnehezíti a felületi minőség szabályozását. A szakaszos megmunkálási megközelítés lehetővé teszi, hogy minden művelet egy adott célra összpontosítson, egyidejűleg javítva a pontosságot, a hatékonyságot és a megjelenést. Ez különösen fontos a szűk tűréshatárokkal rendelkező vagy összetett geometriájú alkatrészek esetében.
A gyakori folyamatszakaszok a következők:
- Durva megmunkálás
- Elősimítás
- Végső
- Felületkezelés
Ez a megközelítés segít csökkenteni a feszültségkoncentrációt és a hőképződést, miközben javítja a méretstabilitást.
Javítsa a hűtést és a forgácseltávolítás szabályozását
A PC megmunkálás során a forgácsolási hő és a forgácseltávolítás közvetlenül befolyásolja a végső felületi minőséget. Ha a hőt nem távolítják el hatékonyan, olyan problémák jelentkezhetnek, mint a kifehéredés, az olvadt élek és a súlyos szerszámnyomok. Hasonlóképpen, a rossz forgácseltávolítás miatt a forgácsok ismételten a munkadarab felületéhez dörzsölődhetnek, csökkentve az átlátszóságot és a méretpontosságot. Ezért a hűtést és a forgácseltávolítást együttesen kell optimalizálni. A megfelelő hűtés hatékonyan csökkenti a forgácsolási hőmérsékletet, míg a hatékony forgácseltávolítás megakadályozza az ismételt felületi érintkezést.
A gyakori módszerek a következők:
- Sűrített levegős hűtés
- Minimális kenési mennyiség (MQL)
- Nagyfrekvenciás forgácseltávolítás
- Optimalizált szerszámpálya-tervezés
Ezek az intézkedések segítenek javítani az átlátszó alkatrészek minőségét és csökkenteni a felületi hibákat.
Utófeldolgozási műveletek hozzáadása
Még a megmunkálási paraméterek gondos ellenőrzése esetén is előfordulhatnak kisebb sorják, szerszámnyomok vagy lokális elmosódások a megmunkálás után. A további utófeldolgozási műveletek nemcsak a megjelenést javítják, hanem az általános minőséget és a felhasználói élményt is. Sok kiváló minőségű PC-terméket nem szállítanak ki azonnal a megmunkálás után.
A további folyamatok gyakran a következőket foglalják magukban:
- Deburring
- Finom polírozás
- Lángpolírozás
- Tisztító kezelés
Ezek az utófeldolgozási módszerek tovább javítják az átlátszóságot és a megjelenés minőségét.
Gyakran ismételt kérdések
Miért repednek az átlátszó PC-alkatrészek a CNC megmunkálás után?
A PC alkatrészek repedései általában belső feszültséggel kapcsolatosak. Ha a forgácsolási hőmérséklet túl magas, a szerszámok nem elég élesek, vagy a lokális forgácsolóerők túlzottak, jelentős maradékfeszültség halmozódhat fel az anyagban. Amikor a termék később alkoholnak, tisztítószereknek vagy nagy hőmérséklet-ingadozású környezetnek van kitéve, a feszültségkoncentrált területeken fokozatosan repedések alakulhatnak ki. Ezért az átlátszó PC termékeknél jellemzően gondosan ellenőrizni kell a megmunkálási paramétereket, és szükség esetén feszültségmentesítő kezelést kell alkalmazni a hosszú távú stabilitás javítása érdekében.
Összegzés
A PC (polikarbonát) egy műanyag, amely ötvözi az átlátszóságot, az ütésállóságot és a mechanikai szilárdságot, így széles körben használják a modern ipari gyártásban. Az automatizálási berendezések megfigyelőablakaitól az orvostechnikai eszközök átlátszó burkolatain át az elektronikus házakig és optikai alkatrészekig a PC számos alkalmazásban fontos szerepet játszik. Bár megmunkálhatósága felülmúlja sok átlátszó műanyagot, nagy szívóssága és hőérzékenysége továbbra is jelentős kihívást jelent a CNC megmunkálás során. A gyártás során gyakori problémák közé tartozik a felületi fehéredés, a sorjaképződés, a csökkent átlátszóság és a feszültségrepedés. A kiváló minőségű termékek elérése érdekében a gyártóknak gondosan ellenőrizniük kell az anyagkezelést, a szerszámválasztást, a megmunkálási paramétereket és az utófeldolgozási eljárásokat. Különösen az átlátszó PC alkatrészek esetében elengedhetetlen nemcsak a méretpontossági követelmények teljesítése, hanem a kiváló megjelenési minőség és a hosszú távú stabilitás biztosítása is.



















