
A kis sorozatú CNC megmunkálás praktikus gyártási megoldás olyan projektekhez, amelyek precíziós alkatrészeket igényelnek anélkül, hogy közvetlenül tömeggyártásba kellene átállni. Egyesíti a gyors átfutási időt, a rugalmas mennyiségszabályozást és a megbízható megmunkálási minőséget, így kiválóan alkalmas prototípusgyártáshoz, kísérleti sorozatgyártáshoz, pótalkatrészek gyártásához és egyedi gyártáshoz.
Ebben az útmutatóban megismerheti a kis sorozatú CNC megmunkálással kapcsolatos kulcsfontosságú folyamatokat, anyagválasztékokat, költségtényezőket, tervezési szempontokat, minőségellenőrzési pontokat és beszállítóválasztási tippeket. Ezen területek megértése segíthet a kis volumenű gyártás hatékonyabb megtervezésében és jobb gyártási döntések meghozatalában.
Mit Is Ssétálóutca BCNC ütvefúró Mfáj?
A kis sorozatú CNC megmunkálás áthidalja a prototípusgyártást és a tömeggyártást. Precíz alkatrészeket szállít kis mennyiségben, költséges szerszámok vagy felesleges készlet nélkül. Tökéletes a tervek validálásához, kísérleti futtatásokhoz, pótalkatrészekhez és testreszabáshoz, digitális programozásra és fejlett gépekre támaszkodik a minőség és a gyors reagálás biztosítása érdekében.

A kis sorozatú CNC megmunkálás termelési tartománya a legtöbb esetben 10 és 1000 darab között van, bár egyes projektek fejlesztéséhez csak néhány mintára lehet szükség, míg mások az alkatrész összetettségétől és a gyártási céloktól függően több mint 2000 darabra is kiterjedhetnek. A nagy volumenű gyártással összehasonlítva a kis sorozatú... CNC megmunkálás inkább a tervellenőrzésre, az ellenőrzött gyártásra és a változó követelményekhez való gyors alkalmazkodás képességére összpontosít.
Ezt a módszert széles körben alkalmazzák a termékfejlesztésben és a korai gyártási szakaszban. A K+F validáció során a vállalatok akár csak 20-30 alkatrészt is megmunkálhatnak a szerkezet, az illeszkedés vagy a valós használati teljesítmény tesztelésére, mielőtt további változtatásokat hajtanának végre. A kísérleti gyártás során a gyártók gyakran néhány száz CNC-megmunkált alkatrészt használnak az összeszerelés ellenőrzésére, mielőtt szerszámokba fektetnének be. Gyakori az alkatrész-ellátásban is, ahol kis volumenű cserealkatrészeket kell igény szerint legyártani, valamint a testreszabási projektekben, ahol minden egyes tételhez kisebb tervfrissítésekre vagy ügyfélspecifikus változtatásokra lehet szükség.
A kis sorozatú CNC megmunkálás különösen értékes a pontosság és a rugalmasság közötti egyensúlyban rejlik. Lehetővé teszi a vállalkozások számára, hogy kevesebb kockázattal jussanak el a koncepciótól a fizikai alkatrészekig, miközben megőrzik az érdemi teszteléshez vagy a korlátozott gyártási felhasználáshoz szükséges méretpontosságot és anyagteljesítményt.
Hogyan To Rajt A Ssétálóutca BCNC ütvefúró Mcsiszoló Pprojekt?
Árajánlat és DFM elemzés
Általában azzal kezdem, hogy megbeszélem az ügyféllel a CAD rajzokat, az anyagokat és a pontossági követelményeket. A DFM (Design for Manufacturability, azaz gyárthatósági tervezés) jelentés segít előre azonosítani a problémákat, például a deformációra hajlamos vékony falakat, az alulméretezett furatokat vagy a nehezen hozzáférhető szerszámpályákat. Az adatok azt mutatják, hogy a DFM körülbelül 30%-kal csökkentheti a tervezési utómunkálatokat.
Folyamattervezés
A folyamatok tervezése során figyelembe veszem az alkatrészek jellemzőit (anyag, tűréshatár, mennyiség) a megfelelő gépek és szerszámok kiválasztásához. Például az alumínium alkatrészeket a legjobb nagysebességű marással kezelni, míg a titán megmunkálásához gyakran huzalszikraforgácsolás és többtengelyes megmunkálás kombinációja szükséges. A megfelelő tervezés 20–40%-kal csökkentheti a megmunkálási időt.
Programozás
A CAM szoftvert szerszámpályák létrehozására és szimulációk futtatására használják. A szerszámpályák optimalizálásával (például nagy hatékonyságú marási stratégiákkal) javul a felületminőség és megnő a szerszám élettartama. Az egyik projektemben a szerszámpályák egyszerű optimalizálása a munkaórák 15%-át megtakarította.
Próbavágások és mintaellenőrzés
A kritikus alkatrészek esetében próbaforgácsolást végzek (1-2 darab) a méretek és a befogás stabilitásának ellenőrzése érdekében. Ez a lépés elengedhetetlen a tömeges selejtképződés elkerülése érdekében. Például orvosi implantátumok megmunkálása során felfedeztük, hogy az anyag rugalmassága befolyásolja a szerszám előtolását, a próbaüzem során végzett beállítások pedig később biztosították a tétel stabilitását.
Ellenőrzés és minőségellenőrzés
A folyamat közbeni mérés és a CMM (koordináta mérőgép) ellenőrzés szabványos. Minden egyes tétel méretellenőrzésen esik át, amelyhez anyagtanúsítványokat és ellenőrzési jelentéseket adnak. Ez nemcsak az ISO szabványoknak felel meg, hanem az ügyfelek bizalmát is növeli.
Szállítás és visszajelzés
Az utolsó lépés az alkatrészszállítás a visszajelzések gyűjtésével együtt. Az ügyfelek tervmódosításai gyakran a következő optimalizálási kört vezérlik, ami kiemeli a kis sorozatú CNC megmunkálás rugalmasságát és hozzáadott értékét.
Mit Are The CKÖZÖS Ssétálóutca BCNC ütvefúró Mcsiszoló Pfolyamatok?
A kis sorozatú CNC megmunkálásnál minden folyamat egyedi szerepet játszik: hengeres alkatrészek esztergálása, összetett felületek marása, precíziós furatok fúrása és furatkiesztergálása, keményfémek szikraforgácsolása, felületkezeléshez köszörülés, valamint a hatékonyság érdekében befogókkal ellátott többtengelyes megmunkálás. A megfelelő folyamat kiválasztása egyensúlyt teremt a költségek, a pontosság és a gyártási idő között.
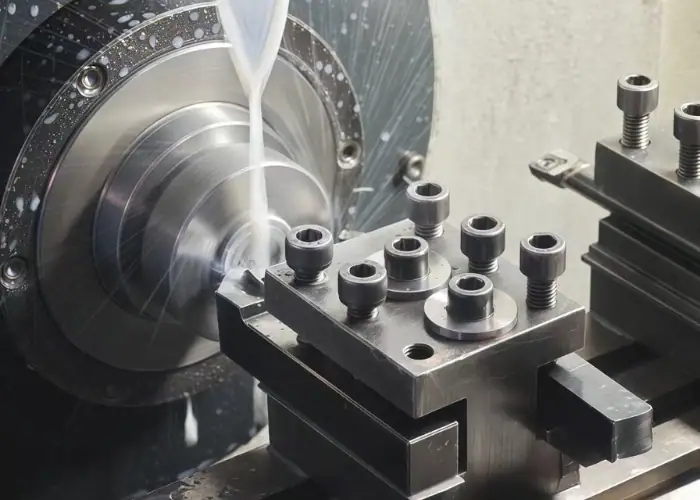
CNC esztergálás (esztergamaróval)
Forgácsolószerszámokkal esztergálja a forgó munkadarabokat, ideális tengelyekhez és hengeres alkatrészekhez. Az esztergáló-maró több műveletet egyesít egyetlen beállításban, csökkentve a hibákat. Egy robotikai ügyfél számára Ø30 mm-es tengelyeket munkáltam meg, ~25%-os ciklusidő-megtakarítással.
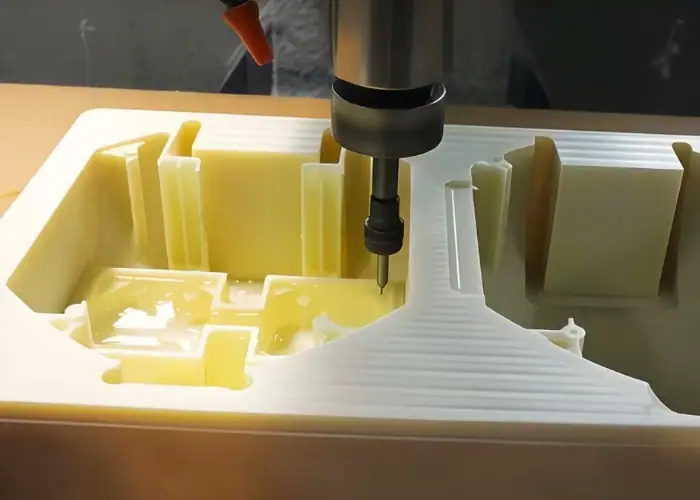
CNC marás (3/4/5 tengelyes)
A marás forgószerszámokkal távolítja el az anyagot, a 3 tengelyes marás síkfelületekhez és hornyokhoz, míg a 4/5 tengelyes marás összetett görbéket és üregeket kezel. Egy orvosi implantátum projektben az 5 tengelyes marás ±0.01 mm tűréshatárt biztosított, miközben az összeállításokat 40%-kal vágta.
Fúrás, menetfúrás és furatkiegyenlítés
A fúrás és menetfúrás menetes furatokat hoz létre, míg a kiesztergálás/dörzsárazás javítja a furatpontosságot és a felületminőséget. Egy több mint 100 M6-os furatot tartalmazó autóalkatrész-projektben átálltunk a kiesztergálás + menetfúrásra, így a sikeres átfutási arány 98%-ra nőtt.
EDM (süllyedő és drótvágás)
A szikraforgácsolás kiválóan működik keményfémek és komplex üregek megmunkálásakor. HRC 60 keménységű acélformák esetében a huzalszikraforgácsolás ±0.005 mm-es pontosságot ért el. Egyszer megmunkáltam egy csatlakozóformát, ahol csak a szikraforgácsolás tudott éles belső sarkokat kialakítani.
Felület-, külső átmérő- és középpont nélküli köszörülés
A köszörülés finomítja a méretpontosságot és a felületi érdességet. A felületköszörülés Ra 0.4 μm-t ér el, az OD köszörülés tengelyekhez illik, a középpont nélküli köszörülés pedig hatékony tételgyártást tesz lehetővé. Egy orvosi ügyfél számára rozsdamentes csapokat köszörülünk ±0.003 mm-es sűrűségre.
Többtengelyes és rögzített párhuzamos megmunkálás
A befogóval ellátott többtengelyes gépek lehetővé teszik az alkatrészek egyidejű megmunkálását, növelve a termelékenységet. Egy új energetikai projektben egy 4 állomásos alumínium házakhoz való befogó 60%-kal növelte a tételek termelését.
Kis tételű CNC megmunkálásnál az anyag- és felületkezelési választás befolyásolja a költségeket, a teljesítményt és a megjelenést. Fémeket, műanyagokat és különféle felületkezeléseket használnak. A megfelelő kiválasztás tartósságot, pontosságot és esztétikát biztosít alacsonyabb költségek mellett.
Anyagok Salkalmas For Ssétálóutca BCNC ütvefúró Mcsiszoló
| Kategória | Anyag | Megmunkálási jellemzők |
| Fémek | Alumínium | Könnyű, kiváló megmunkálhatóság, jó hővezető képesség, deformációra hajlamos, megfelelő befogást és szerszámpályát igényel. |
| Acél / Rozsdamentes acél | Nagy szilárdságú és kopásállóságú, a rozsdamentes acélok forgácsolás közben keményednek, merev szerszámokat és alacsonyabb előtolást igényelnek. | |
| Rézötvözetek | Könnyen forgácsolható, kiváló elektromos/hővezető képességű, puha és ragacsos, hajlamos a szerszám beragadására, éles szerszámokat és hűtőfolyadékot igényel. | |
| Titánötvözetek | Nagy szilárdság-súly arányú, korrózióálló, nehezen forgácsolható, gyors szerszámkopást okoz, alacsony sebességet és többtengelyes stratégiákat igényel. | |
| Nikkelötvözetek | Magas hőmérsékleten erős, korrózióálló, erős alakváltozási keményedésnek van kitéve, rövid szerszáméltartamú, gyakran szikraforgácsolást vagy merev szerszámozást igényel. | |
| műanyagok | ABS | Kiváló megmunkálhatóság, sima felület, alacsony hőállóság, hosszabb forgácsolás esetén olvadásveszély. |
| PC (polikarbonát) | Nagy szilárdságú, jó szívósságú, átlátszó, éles szerszámokat igényel a felületi szakadások elkerülése érdekében. | |
| POM (acetál/delrin) | Alacsony súrlódású, simán vág, nagy hőtágulású, hűtést és tűréshatár-szabályozást igényel. | |
| KANDIKÁL | Erős, hő- és vegyszerálló, nehezebben forgácsolható, prémium szerszámokat és stabil hűtést igényel. |
felületi Treatment For Ssétálóutca BCNC ütvefúró Mcsiszoló
Anodizing: Javítja az alumínium korrózióállóságát és esztétikáját, több színben kapható, széles körben használják repülőgépipari és elektronikai házakban.
HomokszóróNagynyomású csiszolóanyagokat használ az egyenletes matt felület létrehozásához, javítva mind a tapadást, mind a vizuális megjelenést.
polírozásTükrös felületet ér el mechanikai vagy kémiai módszerekkel, ideális a prémium megjelenést igénylő alkatrészekhez.
GalvanizálásFémbevonatot ad hozzá a kopásállóság, a korrózióvédelem vagy az elektromos vezetőképesség javítása érdekében.
BevonatPorfestést vagy folyékony festést tartalmaz, javítva a megjelenést és az időjárásállóságot.
Fekete oxidSötét oxidréteget hoz létre az acélon, megakadályozva a rozsdásodást és csökkentve a tükröződést, ami gyakori a mechanikus alkatrészekben.
Hőkezelés: Edzést, megeresztést vagy edzést foglal magában a keménység, a szilárdság és a tartósság növelése érdekében.
Mik a kis tételű CNC megmunkálás előnyei és korlátai?
A kis tételű CNC megmunkálás a rugalmasságot és a precizitást ötvözi, így ideális K+F validációhoz, kísérleti gyártáshoz és testreszabáshoz. Felgyorsítja a piacra jutási időt és csökkenti a készletkockázatot, de magasabb egységköltségekkel és korlátozott méretgazdaságossággal jár. Ezen előnyök és hátrányok megértése segít a vállalkozásoknak hatékonyabban tervezni.
Előnyök
Gyorsabb piacra lépés
A kis sorozatú CNC megmunkálás nem igényel szerszámfejlesztést, így a gyártás közvetlenül a CAD adatokból indulhat ki. Ez gyakran 30-50%-kal lerövidíti az átfutási időt a szerszámalapú folyamatokhoz képest. A gyors validálást vagy sürgős szállítást igénylő projektek esetében ez a sebesség jelentősen javíthatja a fejlesztés hatékonyságát.
Rugalmas tervezési iteráció
A tervmódosítások könnyebben kezelhetők, mivel a folyamat főként a programozáson és a beállításon, nem pedig az új szerszámokon múlik. Ha a méretek, furatjellemzők vagy szerkezeti részletek módosításra szorulnak, a frissített CAD-fájlok általában sokkal gyorsabban feldolgozhatók, mint a hagyományos tömeggyártási módszereknél. Ez különösen értékes az orvosi, elektronikai és termékfejlesztési projektekben.
Nagy pontosság és jó konzisztencia
A CNC megmunkálással szűk tűréshatárok érhetők el, gyakran ±0.01 mm körül, az alkatrész geometriájától, az anyagtól és a folyamatfeltételektől függően. Ez alkalmassá teszi olyan alkatrészekhez, amelyek méretpontosságot, stabil illeszkedést és megismételhető minőséget igényelnek egy korlátozott gyártási sorozaton belül.
Alacsonyabb készletkockázat
Mivel az alkatrészek igény szerint gyárthatók, a vállalatoknak nem kell túl korán nagy készleteket felhalmozniuk. Ez segít csökkenteni a túltermelést, csökkenti a tárolási költségeket és enyhíti a pénzforgalmi nyomást, különösen az új termékek vagy a bizonytalan keresletű projektek esetében.
korlátozások
Magasabb egységköltség
A szerszámamortizáció nélkül az egyes CNC-megmunkált alkatrészek költsége viszonylag magas marad. Ugyanazon geometria esetén az egységár körülbelül 20%-40%-kal magasabb lehet, mint a fröccsöntésnél, amint a termelési volumen elég nagy lesz. Ezáltal a kis sorozatú CNC-megmunkálás alkalmasabb az alacsonyabb mennyiségek előállítására, mint a költségvezérelt tömegtermelésre.
Komplexebb átálláskezelés
Az alkatrészszámok, anyagok vagy beállítások közötti gyakori váltás növelheti a programozási időt, a készülékek előkészítését és a gyártástervezést. A tételek változatosságának növekedésével a gyártósor-menedzsment is egyre igényesebbé válik.
Korlátozott költséghatékonyság nagy volumen esetén
A kis tételű CNC megmunkálás általában a leggazdaságosabb kis és közepes mennyiségek, például prototípusok, kísérleti sorozatok vagy tízezres és néhány ezres darabos gyártási volumenek esetén. Amint a mennyiség jelentősen megnő, az olyan folyamatok, mint az öntés vagy a fröccsöntés, gyakran költséghatékonyabbá válnak.
Leállás és ütemezési nyomás
A gyakori kötegváltás gépek üresjárati idejét okozhatja, ha az ütemezés nincs jól megszervezve. Vegyes termelési környezetben a rossz tervezés csökkentheti a berendezések kihasználtságát és meghosszabbíthatja a szállítási határidőket.
Hogyan lehet felmérni a költségeket és az átfutási időt?
A kis tételű CNC megmunkálásnál a költség és a szállítási idő a két legfontosabb tényező az ügyfelek számára. A megfelelő értékeléshez egyensúlyt kell teremteni az anyagok, a munkaerő, a szerszámok és a másodlagos folyamatok között, miközben árképzési modelleket és árajánlattételi stratégiákat is alkalmazni kell a jövedelmezőség és az időben történő szállítás biztosítása érdekében.
Költséghajtók
AnyagA prémium fémek, mint például a titán vagy az Inconel, a teljes költség 40–60%-át is kitehetik, az optimalizált fészkeléssel pedig 15–20%-kal csökkenthető a hulladék.
TimeA programozás, a megmunkálás és az ellenőrzés gyakran a költségek 30–50%-át teszi ki. Például az összetett 5 tengelyes alkatrészek programozása 6–8 órát is igénybe vehet.
Szerszámok és szerelvényekA standard szerszámok újrafelhasználhatók, míg az egyedi szerelvények jelentősen növelik az alkatrészenkénti költséget.
Másodlagos feldolgozásAz eloxálás, hőkezelés vagy bevonatolás 10–25%-kal növelheti a teljes költséget.
Árazási modellek, árajánlatkészítési alapismeretek, átfutási idő gyorsítása és minimális mennyiség
Árképzési modellekEgy gyakori képlet az „anyag + munkaórák + bonyolultsági tényező + kidolgozás”. Például az alumínium alkatrészek jellemzően 30–50%-kal olcsóbbak, mint a titán alkatrészek.
Az idézet alapjaiHatározzon meg egy egyértelmű minimális mennyiséget, általában 10–20 darabot, a programozási és beállítási költségek ellensúlyozására.
Átfutási idő gyorsításaA párhuzamos programozás és a többgépes ütemezés 20–35%-kal csökkentheti a szállítási időket. Egy orvosi projektben a kétgépes ütemezés 14 napról 9 napra csökkentette az átfutási időt.
ÜgyfélértékAz átlátható árképzés és a szilárd átfutási határidők bizalmat építenek és növelik a konverziókat.
A DFM legfontosabb hatékonysági irányelvei
A kis tételű CNC megmunkálásnál a gyárthatóságra tervezett tervezés (DFM) közvetlenül befolyásolja a hatékonyságot, a költségeket és a szállítást. A gyakorlatias tűrések beállításával, a szerkezetek egyszerűsítésével, a szerszámokhoz való hozzáférés javításával és a beállítások csökkentésével a gyártók csökkenthetik az utólagos megmunkálás arányát, megmunkálási időt takaríthatnak meg, és növelhetik az ügyfelek elégedettségét.
Ésszerű tűrések és alapértékek, kerülje a vékony falakat és az éles sarkokat
TűrésekA túl szűk tűrések 20–30%-kal növelhetik a megmunkálási költségeket, csak a kritikus méreteket szabályozza.
DatumsAz egyértelmű referenciapontok csökkentik az ellenőrzési hibákat és javítják a következetességet.
Vékony falakAz 1 mm-nél vastagabb szerkezetek deformálódhatnak, egy repülőgépipari projektben bordák hozzáadásával oldottam meg ezt.
Éles sarkokA forgácsolószerszámok nem képesek tökéletesen éles sarkok megmunkálására, a lekerekítések használata javítja a szilárdságot és csökkenti a szerszámkopást.
Eszközök hozzáférhetőségének javítása, struktúrák egyszerűsítése és egyesítési folyamatok
Eszközök hozzáférhetőségeMély furatok vagy hornyok tervezésekor vegye figyelembe a szerszám hosszát és az ütközést, hogy elkerülje a plusz beállításokat.
Egyszerűsített struktúrákA felesleges jellemzők kiküszöbölése 15–25%-kal csökkentheti a megmunkálási ciklusokat.
FolyamatintegrációA többfunkciós gépek (maró-esztergáló, többtengelyes) több lépést tesznek lehetővé egyetlen beállításban, csökkentve az állásidőt.
Többtengelyes útvonalak optimalizálása és a beállítások minimalizálása
Többtengelyes előnyAz 5 tengelyes megmunkálás csökkenti a beállítások számát, 20–40%-kal javítva a pontosságot és a hatékonyságot.
Útvonal optimalizálásA nagy hatékonyságú megmunkálási (HEM) stratégiák növelik a forgácsolási teljesítményt és a szerszám élettartamát.
EsettanulmányEgy új energiaügyfél Inconel turbinalapátjánál az optimalizált útvonalak és a kevesebb beállítás 30%-kal csökkenti a ciklusidőt.
Tippek a gyártócsarnok hatékonyságának növeléséhez
A kis volumenű CNC megmunkálásnál a hatékonyság nemcsak a gépektől, hanem a munkafolyamatok optimalizálásától is függ. A szerszámok szabványosításával, a gyártás kötegelt ütemezésével, a másodlagos műveletek minimalizálásával és a hasonló alkatrészek intelligens anyagfelhasználással történő ütemezésével a műhelyek 20–40%-kal növelhetik a termelést, miközben csökkentik a hulladékot és a gyártási idővel kapcsolatos kockázatokat.
Standard szerszámok, befogók és szerszámkönyvtár újrafelhasználása
SzabványosításA szabványos szerszámok és befogók használata csökkenti a beállítási időt és a forgácsoláson kívüli órákat. Tanulmányok kimutatták, hogy a szabványosítás 25%-kal csökkenti a szerszámcsere idejét.
Eszköztár újrafelhasználásaEgy közös szerszámkönyvtár megosztása több munkán keresztül lerövidíti az előkészítési időt és csökkenti a készletköltségeket. Az egyik ügyfél öt alumínium tételéhez egységes szerszámbeállítást használtunk, ami két nappal csökkentette a szállítási időt.
Kötegelt és többalkatrészes megmunkálás, kevesebb másodlagos folyamat
AdagolóA feladatok csoportosítása növeli a gép kihasználtságát és csökkenti az üresjárati időt.
Többalkatrészes megmunkálásTöbb alkatrész egyetlen beállításban történő rögzítése 15–30%-kal növeli a hatékonyságot.
Csökkentett másodlagos műveletekA többtengelyes vagy esztergáló gépek több lépést hajtanak végre egyetlen menetben, minimalizálva az újrabefogást és a pontosságvesztést.
Hasonló alkatrészek ütemezése, anyagoptimalizálás és hulladékcsökkentés
Hasonló alkatrészek ütemezéseA geometriailag hasonló alkatrészek együttes gyártása programozási és beállítási időt takarít meg.
AnyagfelhasználásA fészekoptimalizálás növeli a nyersanyag-hozamot, 10–15%-os költségmegtakarítást eredményezve.
HulladékcsökkentésA hulladék újrahasznosítása tovább csökkenti a költségeket. Egy új energiaügyfél számára az optimalizált Inconel-fészkelés 12%-os anyagmegtakarítást eredményezett.
Hogyan biztosítható a minőség és az állandóság
A kis volumenű CNC megmunkálásnál a minőség és az állandóság kulcsfontosságú a megbízható szállításhoz. A szigorú bejövő anyagok ellenőrzése tanúsítványokkal, folyamatirányítási tervekkel, gépen belüli és online ellenőrzésekkel CMM-hitelesítéssel, valamint az ISO, orvosi és repülőgépipari szabványoknak való megfelelés minimalizálja az utólagos megmunkálást és növeli az ügyfelek bizalmát.
Bejövő anyagok, tanúsítványok és folyamatirányítási tervek
AnyagkövethetőségMinden tételhez megfelelőségi tanúsítvány (COC) szükséges az összetétel és a teljesítmény igazolására.
Következő ellenőrzésA keménység, a méretek és a felületi hibák ellenőrzése megakadályozza a nagyméretű selejtképződést.
FolyamatirányításA szabályozási tervek ellenőrzőpontokat határoznak meg a kritikus lépésekhez, például a méretezéshez. Egy autóipari projektben az FMEA és a szabályozási terv kombinálása 28%-kal csökkentette a hibaszázalékot.
Gépbe épített mérés, online ellenőrzés és koordináta-mérőgép megoldások
Gépen belüli mérésA mérőfejek automatikusan beállítják a szerszámeltolásokat, csökkentve a manuális hibákat.
Online ellenőrzésAz SPC (statisztikai folyamatszabályozás) valós időben figyeli a folyamatváltozásokat.
CMM ellenőrzésBiztosítja az összetett geometriák pontosságát ±0.005 mm-en belül. Orvosi implantátum projekteknél a koordináta-mérőgép ellenőrzi a biztosított gyártási tételenkénti állandóságot.
Tanúsítványok és szabványok
ISO9001Az alapvető minőségi keretrendszer, amelyre gyakran szükség van a beszállítók jóváhagyásához.
ISO13485: Alapvető az orvostechnikai eszközök esetében, hangsúlyozza a biokompatibilitást és a nyomon követhetőséget.
AS9100Kulcsfontosságú a repülőgépiparban, a dokumentációra és a folyamatok egységességére összpontosítva. Egy repülőgépipari ügyfél számára az AS9100 auditok sikeres teljesítése hosszú távú partnerségeket tett lehetővé.
Hogyan válasszunk kis tételű CNC beszállítót Kínában?
A megfelelő CNC-beszállító kiválasztása Kínában közvetlenül befolyásolja a költségeket, a minőséget és a szállítási sebességet. A legfontosabb értékelési pontok közé tartoznak a műszaki képességek, az iparági tapasztalat, a mérnöki támogatás, a kommunikáció, a robusztus minőségbiztosítási rendszerek, a szállítási teljesítmény, az árképzés átláthatósága és a digitalizációs érettség (MES/ERP/CAM).
Képességek, tapasztalat és mérnöki támogatás
Megmunkálási képességek: Keressen 3/4/5 tengelyes gépeket, maró-esztergáló központokat és több anyaggal kapcsolatos tapasztalatot.
Ipari tapasztalatA repülőgépipari, orvosi vagy autóipari projektekkel foglalkozó beszállítók szigorúbb követelményeknek kell megfelelniük.
Mérnöki támogatásAz erős beszállítók DFM-jelentéseket biztosítanak, amivel megelőzhető a tervezés több mint 30%-os átdolgozása.
Kommunikáció A gyors árajánlatkérésekre adott válasz (24 órán belül) felgyorsítja a termékfejlesztést.
Minőségbiztosítási rendszerek, szállítási teljesítmény és árképzési átláthatóság
Minőségi előírásokAz ISO9001 az alapkövetelmény, az ISO13485/AS9100 pedig kötelező az orvostudományban és a repülőgépiparban.
átfutási időA szállítási idő kis tételek esetén általában 5–7 nap, sürgős megrendelések esetén pedig 48 órán belül.
Átlátszó árképzésEgy jó árajánlat lebontja az anyagokat, a programozást, a megmunkálást, a minőségellenőrzést és az utófeldolgozást.
EsettanulmányEgy új energiát felhasználó ügyfél számára 200 házat gyártottunk – a világos árképzés és a szigorú szállítás hosszú távú szerződést biztosított.
Automatizálás és digitalizáció
MES rendszerek: Valós idejű munkakövetés engedélyezése a késedelmek minimalizálása érdekében.
ERPPontos anyagáramlást és költségellenőrzést biztosít.
CAM-optimalizálásA szimuláció 15–20%-kal csökkenti a szerszámkopást.
ElőnyA digitalizált műhelyek 25%-kal alacsonyabb átdolgozási arányról számolnak be, ami magasabb ügyfél-elégedettséghez vezet.
Mely iparágak használnak kis tételű CNC megmunkálást
Small A CNC-megmunkálás a pontosság, a rugalmasság és a költséghatékonyság egyensúlyát teremti meg. A repülőgépiparban és az autóiparban könnyű, erős alkatrészekre van szükség., az orvosi területek testreszabást és biokompatibilitást igényelnek, elektronika a gyors iterációra és a felületkezelésre összpontosít, az energia és a műszerek tartósságot igényelnek, A startupok gyors piacra lépésre használják.
| Ipar | FŐBB JELLEMZŐK | Példa esetek |
| Repülőgépipar, autóipar és új energiaforrások | Könnyű, nagy szilárdságú, funkcionális alkatrészek | Turbinalapátok, elektromos járművek akkumulátorházai |
| Orvosi és egészségügyi ellátás | Nagy pontosság, testreszabhatóság, biokompatibilitás | Implantátumok, sebészeti eszköz minták |
| Szórakoztató elektronika és telekommunikáció | Kozmetikai alkatrészek, átlátszó házak, próbaüzem | Telefonburkolatok, hűtőbordák |
| Energia és műszerek | Magas hőmérsékleti ellenállás, korrózióállóság, megbízhatóság | Inconel turbina, szelepalkatrészek |
| Startupok és egyedi termékek | Gyors prototípusgyártás, piaci tesztelés, kis volumenű szállítás | Egyedi audio gombok, indító hardver héjak |
GYIK
Milyen tételméretek jellemzőek a kis tételű CNC megmunkálásnál?
Tapasztalataim szerint a kis tételű CNC megmunkálás általában 10 és 5,000 alkatrész között mozog. Prototípusok esetén ez 1-50 egység, kísérleti gyártás esetén 200-500, cserealkatrészek esetén pedig gyakran 50-100. Ez a tartomány a rugalmasság, a pontosság és a költségek egyensúlyát teremti meg.
Hogyan viszonyul a kis tételű CNC megmunkálás a tömegtermeléshez?
A tömegtermeléshez képest a kis tételű CNC megmunkálás 40–60%-kal csökkenti az átfutási időt, elkerülhetővé teszi a nagy készleteket, és lehetővé teszi a gyors tervezést. Bár az egységköltségek magasabbak, 5,000 darab alatti mennyiségek esetén biztosítja a pontosságot és a gyors piaci reakciót.
Mi a különbség a kis volumenű CNC megmunkálás és a kis tételű CNC megmunkálás között?
A kis sorozatú CNC jellemzően 10–5000 darabos gyártást jelent, prototípusokra és kis sorozatokra összpontosítva. A kis sorozatú CNC akár 10 000 darabos gyártást is jelenthet, áthidalva a kísérleti gyártást és a méretnövelést. A gyakorlatban a „kis sorozatú” gyártást a korai tervvalidációhoz, a „kis volumenű” gyártást pedig a tömeggyártás előtti gyártáshoz használom.
A CNC megmunkálás képes kezelni a nehéz anyagokat, például a titánt vagy az Inconelt?
Igen, többtengelyes gépekkel és szikraforgácsolással a CNC ±0.01 mm-es pontosságot tud tartani titánon és Inconelen. Repülőgépipari ügyfelek számára szűk tűréshatárokkal munkáltam meg Inconel turbina alkatrészeket, biztosítva mind a tartósságot, mind a hőállóságot. A megfelelő szerszámozás és hűtés kritikus fontosságú.
Költséghatékony a kis tételű CNC megmunkálás?
Prototípusok és kísérleti sorozatok esetében a kis sorozatú CNC 30–50%-os beállítási költségmegtakarítást eredményez a fröccsöntéshez képest. Elkerülhetővé teszi a magas szerszámberuházást, csökkenti az elavult készlet kockázatát és felgyorsítja az érvényesítést. Bár az egységár magasabb, az összbevétel-megtérülés jobb egyedi vagy korlátozott igény esetén.
Összegzés
A kis sorozatú CNC megmunkálás praktikus módot kínál a prototípusgyártás és a teljes gyártás közötti áthidalásra. Egyesíti a nagy pontosságot, a gyors iterációt és az alacsonyabb készletkockázatot, így különösen alkalmassá teszi azokat az iparágakat, amelyek gyorsaságot, testreszabhatóságot és megbízható alkatrészminőséget igényelnek. Bár az egységköltség általában magasabb, mint a tömeggyártási módszereknél, a jó DFM-tervezés és folyamatoptimalizálás lerövidítheti az átfutási időt, csökkentheti a fejlesztési kockázatot és javíthatja a projekt általános hatékonyságát.
At TiRapidKis tételben gyártott CNC megmunkálási szolgáltatásokat kínálunk egyedi alkatrészekhez, amelyek precíziót, rugalmasságot és megbízható szállítást igényelnek. A prototípus-validálástól a kis volumenű gyártásig csapatunk segít ügyfeleinknek a tervek kiváló minőségű megmunkált alkatrészekké alakításában, gyakorlati mérnöki támogatással és következetes gyártási teljesítménnyel.



















