
PEI (polieterimid) je visokoučinkoviti plastični materijal koji se široko koristi u zrakoplovstvu, medicinskim uređajima, elektronici i električnoj opremi, poluvodičkim strojevima i industrijskoj automatizaciji zbog svoje izvrsne otpornosti na visoke temperature, mehaničke čvrstoće, svojstava električne izolacije i dimenzijske stabilnosti. U usporedbi s konvencionalnim plastikama, PEI može održati stabilne performanse dulje vrijeme u okruženjima s visokim temperaturama bez lakog deformiranja ili starenja, što ga čini važnim materijalom za proizvodnju mnogih vrhunskih komponenti. Tijekom proizvodnje, PEI materijali se često obrađuju u različite precizne dijelove CNC obradom. Budući da PEI ima relativno visoku tvrdoću i otpornost na toplinu, njegove metode obrade razlikuju se od metoda obične plastike. Ako parametri rezanja nisu pravilno konfigurirani, mogu se pojaviti problemi poput površinskog spaljivanja, dimenzijskih odstupanja i pucanja od napona.
Što je CNC obrada PEI plastike?
Osnovne karakteristike PEI materijala
PEI je visokoučinkovita termoplastična inženjerska plastika koja je u industriji također poznata kao Ultem® materijal. Kombinira prednosti lagane težine plastike s mehaničkim svojstvima bliskim onima metala, a istovremeno održava izvrsnu čvrstoću i dimenzijsku stabilnost čak i u okruženjima s visokim temperaturama. Kao rezultat toga, PEI se često koristi u proizvodnji električnih izolacijskih komponenti, dijelova medicinskih uređaja, komponenti poluvodičke opreme, zrakoplovnih konstrukcijskih dijelova i raznih dodataka za industrijsku automatizaciju.
Njegove glavne karakteristike uključuju:
- Kontinuirane radne temperature iznad 170°C
- Izvrsna dimenzijska stabilnost
- Dobra kemijska otpornost
- Stabilna svojstva električne izolacije
Veća mehanička čvrstoća od većine standardnih inženjerskih plastika
Što je PEI CNC obrada?
CNC obrada PEI plastike odnosi se na korištenje CNC opreme za računalno numeričko upravljanje (CNC) za izvođenje operacija kao što su rezanje, bušenje, glodanje, tokarenje i narezivanje na PEI materijalima, proizvodeći precizne komponente koje zadovoljavaju specifikacije dizajna. U usporedbi s injekcijskim prešanjem, CNC obrada ne zahtijeva proizvodnju kalupa i može proizvoditi dijelove izravno iz CAD crteža. Stoga je posebno prikladna za razvoj proizvoda, izradu prototipova, proizvodnju malih količina i proizvodnju visokopreciznih komponenti.
Uobičajene metode obrade uključuju:
- CNC glodanje
- CNC okretanje
- Bušenje
- Kuckanje
- Precizno urezivanje
- Rezanje profila
U usporedbi s injekcijskim prešanjem, CNC obrada je prikladnija za proizvodnju malih količina, brzu izradu prototipova i izradu visokopreciznih dijelova sa složenim geometrijama.
Proces CNC obrade PEI plastike
Faza pripreme sirovina
Prije početka strojne obrade, odgovarajuća specifikacija PEI materijala mora se odabrati prema zahtjevima crteža proizvoda.
Uobičajeni materijalni oblici uključuju:
| Materijal Tip | primjena |
| PEI list | Konstrukcijski dijelovi, učvršćenja, izolacijske ploče |
| PEI šipka | Osovine, spojnice |
| Prilagođene PEI praznine | Specijalne složene komponente |
Nakon što materijali stignu u pogon, obično se podvrgavaju vizualnom pregledu i provjeri dimenzija.
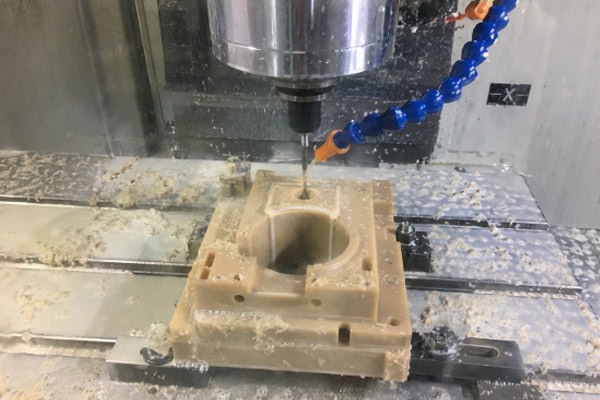
CNC obradna faza
Nakon što je PEI materijal pravilno pričvršćen i program obrade učitan, započinje CNC proces obrade. CNC stroj automatski izvršava programirane operacije rezanja, postupno pretvarajući sirovinu u gotovu komponentu koja zadovoljava specifikacije crteža. Iako PEI nudi izvrsnu obradivost za visokoučinkovitu inženjersku plastiku, njegova otpornost na toplinu i krutost zahtijevaju pažljivu kontrolu parametara rezanja kako bi se osigurala dimenzijska točnost i kvaliteta površine.
Tipični koraci obrade uključuju:
- Gruba obrada za uklanjanje viška materijala
- Poluobrada za poboljšanje kontura
- Završna obrada za postizanje konačnih dimenzija
- Obrada rupa i navoja
- Završna obrada površine
Tijekom cijelog procesa potrebno je kontinuirano pratiti temperaturu rezanja i uvjete obrade.
Inspekcija i naknadna obrada
Nakon što su sve strojne operacije završene, proizvod mora proći strogu kontrolu kvalitete i postupke naknadne obrade kako bi se osigurala usklađenost sa zahtjevima kupaca. Za visokoučinkovite PEI komponente, inspekcija je često jednako važna kao i strojna obrada jer dimenzijska odstupanja ili pogreške u montaži mogu postojati čak i ako je izgled prihvatljiv.
Stavke inspekcije uključuju:
- Tolerancije dimenzija
- Točnost položaja rupe
- Monotonost
- Površinska hrapavost
- Vizualna kvaliteta
Neki visokoprecizni proizvodi također zahtijevaju uklanjanje neravnina i čišćenje prije isporuke.
Tehnički zahtjevi za CNC obradu PEI plastike
Važnost odabira alata
Iako je PEI klasificiran kao inženjerska plastika, njegova mehanička čvrstoća i tvrdoća znatno su veće od onih kod standardnih plastika. Kao rezultat toga, performanse obrade uvelike ovise o pravilnom odabiru alata. Odabir neprikladnih alata može smanjiti učinkovitost obrade i dovesti do problema poput taljenja materijala, prekomjernog stvaranja neravnina i dimenzijskih netočnosti. U primjenama visokoprecizne obrade, oštrina alata i otpornost na habanje često izravno određuju kvalitetu konačnog proizvoda.
Uobičajeni alati za rezanje za PEI obradu uključuju:
- Alati za rezanje od karbida
- Alati za rezanje s dijamantnim premazom
- Visokooštri rezači s jednim žljebom
- Mikrozrnate karbidne glodalice
- Precizni alati za bušenje
Među njima, karbidni alati su najčešće korišteni jer nude dobru ravnotežu između cijene i trajnosti. Alati s dijamantnim premazom prikladniji su za visokoprecizna i velikoserijska proizvodna okruženja, pružajući dulji vijek trajanja alata i dosljednu kvalitetu obrade. Oštri rezni rubovi omogućuju čisto rezanje materijala, a ne uklanjanje trenjem i kompresijom. To smanjuje stvaranje topline, minimizira rizik od deformacije površine, smanjuje stvaranje neravnina i poboljšava kvalitetu rubova, što rezultira glatkijim i ujednačenijim završnim površinama.
Kontroliranje temperature rezanja
PEI posjeduje izvrsnu otpornost na toplinu, s kontinuiranim radnim temperaturama većim od 170 °C. Međutim, to ne znači da se kontrola temperature može zanemariti tijekom obrade. Zapravo, trenutne temperature generirane u zoni rezanja mogu daleko premašiti ograničenja radne temperature materijala. Ako se toplina ne odvodi učinkovito, kvaliteta proizvoda može biti ugrožena.
Prekomjerne lokalizirane temperature mogu uzrokovati:
- Potamnjenje ili žućenje površine
- Lokalizirano omekšavanje materijala
- Smanjena dimenzijska točnost
- Ubrzano trošenje alata
- Lošija površinska obrada
- Stvaranje mikropukotina
Akumulacija topline posebno je česta tijekom obrade dubokih utora, dugih kontinuiranih ciklusa rezanja i obrade složenih kontura, što učinkovite strategije hlađenja čini bitnima.
Sprječavanje oslobađanja unutarnjeg stresa
Mnogi PEI listovi i šipke podvrgavaju se procesima ekstruzije, kompresijskog oblikovanja ili hlađenja tijekom proizvodnje. Ovi procesi mogu uvesti zaostala naprezanja unutar materijala. Iako materijal može izgledati stabilno prije strojne obrade, uklanjanje materijala tijekom strojne obrade može preraspodijeliti unutarnja naprezanja i uzrokovati deformaciju dijela.
Ako se ukloni višak materijala ili se koriste nepravilne strategije obrade, uobičajeni problemi uključuju:
- Iskrivljavanje dijela
- Smanjena ravnost
- Dimenzionalni pomaci
- Pucanje rubova
- Pomicanje položaja rupe
Čak i mala deformacija može spriječiti pravilnu montažu u visokopreciznim primjenama.
Kako bi se smanjili učinci oslobađanja od stresa, obično se koriste sljedeće metode:
- Višefazna obrada
- Obrada s dodatkom za prihvat
- Simetrične strategije obrade
- Tretman žarenjem
Ove mjere pomažu u kontroli deformacije nakon strojne obrade i osiguravaju da konačni proizvod zadovoljava zahtjeve precizne proizvodnje.
Metode za poboljšanje kvalitete površine
Za medicinske uređaje, elektroničku opremu, poluvodičke strojeve i vrhunske industrijske proizvode, samo ispunjavanje dimenzijskih specifikacija nije dovoljno. Visokokvalitetna završna obrada površine jednako je važna. Vrhunska kvaliteta površine ne samo da poboljšava izgled već i povećava točnost montaže i vijek trajanja. Iako PEI općenito nudi dobru obradivost, nepravilna kontrola procesa i dalje može rezultirati vidljivim tragovima alata, prekomjernim neravninama i hrapavim površinama.
Kako bi postigli bolju površinsku obradu, proizvođači obično primjenjuju sljedeće mjere optimizacije:
- Korištenje visokopreciznih alata za rezanje
- Smanjenje vibracija pri obradi
- Optimizacija dizajna putanje alata
- Primjena namjenskih završnih operacija
Pravilnom optimizacijom procesa mogu se postići glatke i ujednačene obrađene površine.
Često postavljana pitanja
PEI je skuplji od standardnih inženjerskih plastika. Isplati li se koristiti?
Odgovor obično ovisi o okruženju primjene. Ako komponenta mora izdržati visoke temperature dulje vrijeme, održavati dimenzijsku stabilnost ili raditi u električno izolacijskim okruženjima, PEI nudi značajne prednosti. Na primjer, konektori koji se koriste u okruženjima s visokim temperaturama mogu se deformirati kada su izrađeni od standardne plastike. Međutim, PEI može održati mehaničke performanse i dimenzijsku točnost tijekom vremena, smanjujući kvarove opreme i troškove održavanja.
Izaključak
Iako CNC obrada PEI-a općenito uključuje veće troškove materijala, njegova dugoročna vrijednost je često puno veća. CNC obrada PEI plastike kombinira visokoučinkovite materijale s preciznom tehnologijom proizvodnje. Zahvaljujući izvrsnoj otpornosti na toplinu, mehaničkoj čvrstoći i dimenzijskoj stabilnosti, PEI je vrlo pogodan za proizvodnju vrhunskih industrijskih komponenti, dijelova električne izolacije i sklopova medicinskih uređaja.



















