
छोटे बैच में सीएनसी मशीनिंग उन परियोजनाओं के लिए एक व्यावहारिक विनिर्माण समाधान है जिनमें बड़े पैमाने पर उत्पादन शुरू किए बिना सटीक पुर्जों की आवश्यकता होती है। यह त्वरित उत्पादन, लचीला मात्रा नियंत्रण और विश्वसनीय मशीनिंग गुणवत्ता का संयोजन प्रदान करता है, जिससे यह प्रोटोटाइपिंग, पायलट रन, स्पेयर पार्ट्स और कस्टम उत्पादन के लिए उपयुक्त है।
इस गाइड में, आप छोटे बैच की सीएनसी मशीनिंग से जुड़ी प्रमुख प्रक्रियाओं, सामग्री विकल्पों, लागत कारकों, डिज़ाइन संबंधी विचारों, गुणवत्ता नियंत्रण बिंदुओं और आपूर्तिकर्ता चयन संबंधी सुझावों के बारे में जानेंगे। इन क्षेत्रों को समझने से आपको कम मात्रा में उत्पादन की योजना अधिक कुशलता से बनाने और बेहतर विनिर्माण निर्णय लेने में मदद मिलेगी।
क्या Is Sमॉल Bवॉच सीएनसी Mमशीनिंग?
छोटे बैच वाली सीएनसी मशीनिंग प्रोटोटाइपिंग और बड़े पैमाने पर उत्पादन के बीच एक सेतु का काम करती है। यह महंगे औजारों या अतिरिक्त स्टॉक के बिना कम मात्रा में सटीक पुर्जे प्रदान करती है। डिज़ाइन सत्यापन, पायलट रन, स्पेयर पार्ट्स और अनुकूलन के लिए आदर्श, यह गुणवत्ता और त्वरित प्रतिक्रिया सुनिश्चित करने के लिए डिजिटल प्रोग्रामिंग और उन्नत मशीनों पर निर्भर करती है।

अधिकांश मामलों में, छोटे बैच की सीएनसी मशीनिंग की उत्पादन क्षमता लगभग 10 से 1000 यूनिट के बीच होती है, हालांकि कुछ परियोजनाओं में विकास के लिए केवल कुछ नमूनों की आवश्यकता हो सकती है, जबकि अन्य में पार्ट की जटिलता और उत्पादन लक्ष्यों के आधार पर 2000 यूनिट से अधिक उत्पादन क्षमता भी हो सकती है। बड़े पैमाने पर उत्पादन की तुलना में, छोटे बैच की सीएनसी मशीनिंग की उत्पादन क्षमता अधिक होती है। सीएनसी मशीनिंग यह डिज़ाइन सत्यापन, नियंत्रित उत्पादन और आवश्यकताओं में बदलाव होने पर तुरंत समायोजन करने की क्षमता पर अधिक ध्यान केंद्रित करता है।
यह विधि उत्पाद विकास और प्रारंभिक चरण के निर्माण में व्यापक रूप से उपयोग की जाती है। अनुसंधान एवं विकास सत्यापन में, कंपनियां आगे के बदलाव करने से पहले संरचना, फिटिंग या वास्तविक उपयोग प्रदर्शन का परीक्षण करने के लिए केवल 20 से 30 पुर्जों की मशीनिंग करती हैं। पायलट उत्पादन में, निर्माता अक्सर टूलिंग में निवेश करने से पहले असेंबली को सत्यापित करने के लिए कुछ सौ सीएनसी मशीनीकृत पुर्जों का उपयोग करते हैं। यह स्पेयर पार्ट्स की आपूर्ति में भी आम है, जहां कम मात्रा में प्रतिस्थापन घटकों का उत्पादन मांग पर किया जाना चाहिए, और अनुकूलन परियोजनाओं में, जहां प्रत्येक बैच के लिए छोटे डिज़ाइन अपडेट या ग्राहक-विशिष्ट परिवर्तनों की आवश्यकता हो सकती है।
छोटे बैच में सीएनसी मशीनिंग की सबसे बड़ी खूबी इसकी सटीकता और लचीलेपन के बीच का संतुलन है। यह व्यवसायों को कम जोखिम के साथ अवधारणा से लेकर वास्तविक पुर्जों तक पहुंचने की सुविधा देता है, साथ ही सार्थक परीक्षण या सीमित उत्पादन उपयोग के लिए आवश्यक आयामी सटीकता और सामग्री प्रदर्शन को भी बनाए रखता है।
कैसे To प्रारंभ A Sमॉल Bवॉच सीएनसी Mप्राप्त करना Pपरियोजना?
कोटेशन और डीएफएम विश्लेषण
मैं आमतौर पर ग्राहक के साथ सीएडी ड्राइंग, सामग्री और परिशुद्धता संबंधी आवश्यकताओं पर चर्चा करके शुरुआत करता हूँ। डीएफएम (डिजाइन फॉर मैन्युफैक्चरबिलिटी) रिपोर्ट पतली दीवारों में विकृति की संभावना, छोटे छेद या दुर्गम टूल पाथ जैसी समस्याओं को पहले से पहचानने में मदद करती है। आंकड़ों से पता चलता है कि डीएफएम डिजाइन में किए जाने वाले पुनर्कार्य को लगभग 30% तक कम कर सकता है।
प्रक्रिया योजना
प्रक्रिया की योजना बनाते समय, मैं उपयुक्त मशीनों और उपकरणों का चयन करने के लिए पुर्जों की विशेषताओं (सामग्री, सहनशीलता, मात्रा) पर विचार करता हूँ। उदाहरण के लिए, एल्युमीनियम के पुर्जों को उच्च गति वाली मिलिंग से सबसे अच्छी तरह से संसाधित किया जाता है, जबकि टाइटेनियम के लिए अक्सर वायर ईडीएम के साथ मल्टी-एक्सिस मशीनिंग की आवश्यकता होती है। उचित योजना से मशीनिंग समय में 20% से 40% तक की कमी की जा सकती है।
प्रोग्रामिंग
CAM सॉफ़्टवेयर का उपयोग टूलपाथ बनाने और सिमुलेशन चलाने के लिए किया जाता है। टूलपाथ को अनुकूलित करके (जैसे कि उच्च-दक्षता मिलिंग रणनीतियाँ), सतह की गुणवत्ता में सुधार होता है और टूल का जीवनकाल बढ़ता है। मेरे द्वारा संभाले गए एक प्रोजेक्ट में, केवल टूलपाथ को अनुकूलित करने से ही श्रम घंटों में 15% की बचत हुई।
परीक्षण कटाई और नमूना सत्यापन
महत्वपूर्ण भागों के लिए, मैं आयामों और क्लैम्पिंग स्थिरता को सत्यापित करने के लिए परीक्षण कटाई (1-2 टुकड़े) करता हूँ। यह कदम बड़े पैमाने पर स्क्रैप को रोकने के लिए महत्वपूर्ण है। उदाहरण के लिए, मेडिकल इम्प्लांट्स की मशीनिंग करते समय, हमने पाया कि सामग्री की लोच उपकरण की गति को प्रभावित करती है; परीक्षण के दौरान किए गए समायोजन ने बाद में बैच की स्थिरता सुनिश्चित की।
निरीक्षण और गुणवत्ता नियंत्रण
उत्पादन प्रक्रिया के दौरान माप और सीएमएम (कोऑर्डिनेट मेजरिंग मशीन) निरीक्षण मानक प्रक्रिया है। प्रत्येक बैच की आयामी जांच की जाती है, और सामग्री प्रमाण पत्र एवं निरीक्षण रिपोर्ट प्रदान की जाती हैं। यह न केवल आईएसओ मानकों को पूरा करता है, बल्कि ग्राहकों का विश्वास भी बढ़ाता है।
वितरण और प्रतिक्रिया
अंतिम चरण में पुर्जों की डिलीवरी और फीडबैक संग्रह शामिल है। ग्राहकों द्वारा किए गए डिज़ाइन परिवर्तन अक्सर अनुकूलन के अगले चरण को गति प्रदान करते हैं, जो छोटे बैचों में सीएनसी मशीनिंग की लचीलता और अतिरिक्त मूल्य को उजागर करता है।
क्या Are The Common Sमॉल Bवॉच सीएनसी Mप्राप्त करना Pप्रक्रियाएँ?
छोटे बैच की सीएनसी मशीनिंग में, प्रत्येक प्रक्रिया की अपनी एक अनूठी भूमिका होती है: बेलनाकार भागों के लिए टर्निंग, जटिल सतहों के लिए मिलिंग, सटीक छेदों के लिए ड्रिलिंग और बोरिंग, कठोर धातुओं के लिए ईडीएम, सतह की फिनिशिंग के लिए ग्राइंडिंग, और दक्षता के लिए फिक्सचरिंग के साथ मल्टी-एक्सिस मशीनिंग। सही प्रक्रिया का चयन लागत, सटीकता और समय-सीमा के बीच संतुलन बनाए रखता है।
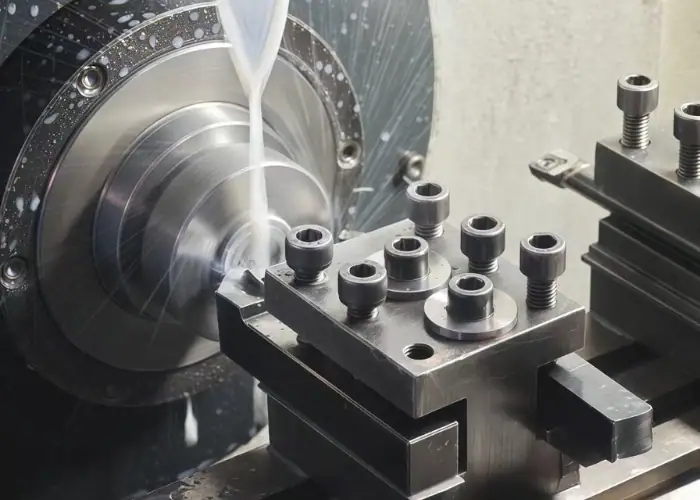
सीएनसी टर्निंग (टर्न-मिल के साथ)
कटिंग टूल्स की मदद से घूमते हुए वर्कपीस को आकार देना शाफ्ट और बेलनाकार भागों के लिए आदर्श है। टर्न-मिल एक ही सेटअप में कई ऑपरेशनों को जोड़ता है, जिससे त्रुटियां कम होती हैं। एक रोबोटिक्स क्लाइंट के लिए, मैंने टर्न-मिल का उपयोग करके Ø30 मिमी शाफ्ट की मशीनिंग की, जिससे कटिंग साइकिल का समय लगभग 25% कम हो गया।
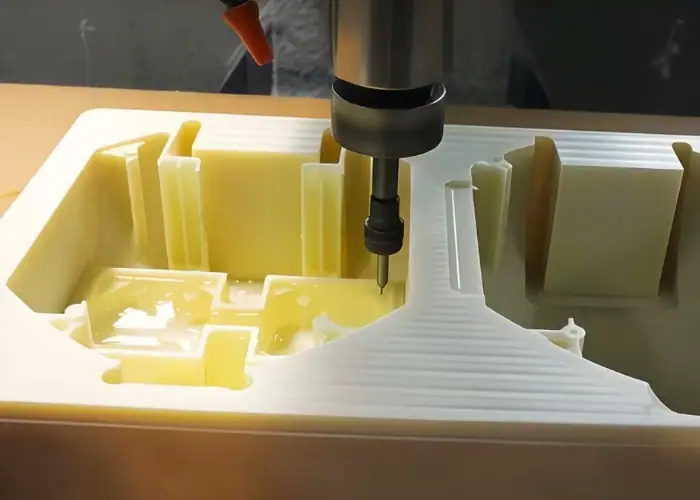
सीएनसी मिलिंग (3/4/5-एक्सिस)
मिलिंग में घूर्णनशील औजारों से सामग्री हटाई जाती है, 3-अक्षीय मिलिंग समतल और खांचेदार सतहों के लिए उपयुक्त है, जबकि 4/5-अक्षीय मिलिंग जटिल वक्रों और गुहाओं को संभालती है। एक चिकित्सा प्रत्यारोपण परियोजना में, 5-अक्षीय मिलिंग ने ±0.01 मिमी की सहनशीलता सुनिश्चित की और साथ ही कटिंग सेटअप में 40% तक सुधार किया।
ड्रिलिंग, टैपिंग और बोरिंग
ड्रिलिंग और टैपिंग से थ्रेडेड छेद बनते हैं, जबकि बोरिंग/रीमिंग से छेद की सटीकता और फिनिश बेहतर होती है। ऑटो पार्ट्स के एक प्रोजेक्ट में, जिसमें 100 से अधिक M6 छेद थे, हमने बोरिंग और टैपिंग का इस्तेमाल किया, जिससे सफलता दर 98% तक बढ़ गई।
ईडीएम (सिंकर और वायर-कट)
कठोर धातुओं और जटिल खांचों के लिए EDM उत्कृष्ट है। HRC 60 वाले मोल्ड स्टील के लिए, वायर EDM ने ±0.005 मिमी की सटीकता हासिल की। मैंने एक बार एक कनेक्टर मोल्ड की मशीनिंग की थी जहाँ केवल EDM ही नुकीले आंतरिक कोनों को आकार दे सकता था।
सतह, बाहरी व्यास और केंद्र रहित ग्राइंडिंग
ग्राइंडिंग से आयामी सटीकता और सतह की खुरदरापन में सुधार होता है। सतह ग्राइंडिंग से Ra 0.4 μm प्राप्त होता है, बाहरी ग्राइंडिंग शाफ्ट के लिए उपयुक्त है, और सेंटरलेस ग्राइंडिंग से कुशल बैच तैयार किए जा सकते हैं। एक चिकित्सा ग्राहक के लिए, हमने स्टेनलेस स्टील पिन को ±0.003 मिमी की सटीकता तक ग्राइंड किया।
मल्टी-एक्सिस और फिक्स्ड पैरेलल मशीनिंग
फिक्सचरिंग से लैस मल्टी-एक्सिस मशीनें एक साथ कई पुर्जों की मशीनिंग करने की सुविधा देती हैं, जिससे उत्पादन क्षमता बढ़ती है। एक नई ऊर्जा परियोजना में, एल्युमीनियम हाउसिंग के लिए 4-स्टेशन फिक्सचर ने बैच उत्पादन को 60% तक बढ़ा दिया।
छोटे बैच की सीएनसी मशीनिंग में, सामग्री और फिनिश का चुनाव लागत, प्रदर्शन और दिखावट को प्रभावित करता है। धातु, प्लास्टिक और विभिन्न प्रकार के सतह उपचारों का उपयोग किया जाता है। सही चुनाव से कम लागत पर टिकाऊपन, सटीकता और सौंदर्य सुनिश्चित होता है।
सामग्री Sउपजाऊ For Sमॉल Bवॉच सीएनसी Mप्राप्त करना
| वर्ग | सामग्री | मशीनिंग विशेषताएँ |
| मेटल्स | एल्युमीनियम | हल्का, उत्कृष्ट मशीनिंग क्षमता, अच्छी तापीय चालकता, विरूपण की संभावना, उचित फिक्सचरिंग और टूलपाथ की आवश्यकता। |
| स्टील / स्टेनलेस स्टील | उच्च शक्ति और घिसाव प्रतिरोध क्षमता वाले स्टेनलेस स्टील, कटाई के दौरान कठोर हो जाते हैं, जिसके लिए कठोर औजारों और कम फीड की आवश्यकता होती है। | |
| तांबे की मिश्र धातु | काटने में आसान, उत्कृष्ट विद्युत/तापीय चालकता, नरम और चिपचिपा, औजारों से चिपकने की प्रवृत्ति, तेज औजारों और शीतलक की आवश्यकता होती है। | |
| टाइटेनियम मिश्र | उच्च शक्ति-से-भार अनुपात, संक्षारण प्रतिरोधी, काटने में कठिन, उपकरण का तेजी से घिसाव, कम गति और बहु-अक्षीय रणनीतियों की आवश्यकता। | |
| निकल मिश्र | उच्च तापमान पर मजबूत, संक्षारण प्रतिरोधी, अत्यधिक कार्य कठोरता, कम उपकरण जीवनकाल, अक्सर ईडीएम या कठोर औजारों की आवश्यकता होती है। | |
| प्लास्टिक | ABS | उत्कृष्ट मशीनिंग क्षमता, चिकनी सतह, कम ताप प्रतिरोध, लंबे समय तक कटाई करने पर पिघलने का खतरा। |
| पीसी (पॉली कार्बोनेट) | उच्च शक्ति, अच्छी मजबूती, पारदर्शी, सतह को फटने से बचाने के लिए तेज औजारों की आवश्यकता होती है। | |
| पोम (एसीटल/डेल्रिन) | कम घर्षण, सुगम कटाई, उच्च तापीय विस्तार, शीतलन और सहनशीलता नियंत्रण की आवश्यकता। | |
| तिरछी | मजबूत, गर्मी/रासायनिक प्रतिरोधी, काटने में कठिन, इसके लिए उच्च गुणवत्ता वाले औजार और स्थिर शीतलन की आवश्यकता होती है। |
सतह Treatment For Sमॉल Bवॉच सीएनसी Mप्राप्त करना
anodizing: एल्युमीनियम के संक्षारण प्रतिरोध और सौंदर्य को बढ़ाता है, कई रंगों में उपलब्ध है, और एयरोस्पेस और इलेक्ट्रॉनिक हाउसिंग के लिए व्यापक रूप से उपयोग किया जाता है।
बालू-क्षेपण: यह एक समान मैट फिनिश बनाने के लिए उच्च दबाव वाले अपघर्षक पदार्थों का उपयोग करता है, जिससे पकड़ और दृश्य आकर्षण दोनों में सुधार होता है।
चमकाने: यांत्रिक या रासायनिक विधियों के माध्यम से दर्पण जैसी सतह प्राप्त करता है, जो प्रीमियम दिखावट की आवश्यकता वाले भागों के लिए आदर्श है।
चढ़ाना: घिसाव प्रतिरोध, जंग से सुरक्षा या विद्युत चालकता में सुधार के लिए धातु की परत चढ़ाई जाती है।
कोटिंगइसमें पाउडर कोटिंग या लिक्विड पेंटिंग शामिल है, जिससे दिखावट और मौसम प्रतिरोधकता में सुधार होता है।
काली ऑक्साइडयह स्टील पर एक काली ऑक्साइड परत बनाता है, जो जंग लगने से रोकता है और चमक को कम करता है, और यह यांत्रिक घटकों में आम है।
उष्मा उपचारइसमें कठोरता, मजबूती और टिकाऊपन बढ़ाने के लिए शमन, तापन या सख्त करने की प्रक्रिया शामिल है।
छोटे बैच में सीएनसी मशीनिंग के फायदे और सीमाएं क्या हैं?
छोटे बैचों में सीएनसी मशीनिंग लचीलापन और सटीकता का बेहतरीन संयोजन प्रदान करती है, जिससे यह अनुसंधान एवं विकास सत्यापन, प्रायोगिक परीक्षणों और अनुकूलन के लिए आदर्श बन जाती है। यह उत्पाद को बाजार में जल्दी पहुंचाती है और इन्वेंट्री संबंधी जोखिमों को कम करती है, लेकिन इसमें प्रति यूनिट लागत अधिक होती है और पैमाने की अर्थव्यवस्थाएं सीमित होती हैं। इन लाभों और हानियों को समझने से व्यवसायों को अधिक प्रभावी ढंग से योजना बनाने में मदद मिलती है।
फायदे
तेज़ समय-टू-मार्केट
छोटे बैच की सीएनसी मशीनिंग में मोल्ड डेवलपमेंट की आवश्यकता नहीं होती, इसलिए उत्पादन सीधे सीएडी डेटा से शुरू किया जा सकता है। मोल्ड-आधारित प्रक्रियाओं की तुलना में इससे लीड टाइम में लगभग 30% से 50% तक की कमी आती है। जिन परियोजनाओं में त्वरित सत्यापन या तत्काल डिलीवरी की आवश्यकता होती है, उनके लिए यह गति विकास दक्षता में उल्लेखनीय सुधार ला सकती है।
लचीला डिज़ाइन पुनरावृति
डिजाइन में बदलाव करना आसान होता है क्योंकि यह प्रक्रिया मुख्य रूप से प्रोग्रामिंग और सेटअप पर निर्भर करती है, न कि नए टूलिंग पर। यदि आयामों, छेद की विशेषताओं या संरचनात्मक विवरणों में समायोजन की आवश्यकता होती है, तो अद्यतन CAD फ़ाइलों को पारंपरिक बड़े पैमाने पर उत्पादन विधियों की तुलना में बहुत तेज़ी से संसाधित किया जा सकता है। यह चिकित्सा, इलेक्ट्रॉनिक्स और उत्पाद विकास परियोजनाओं में विशेष रूप से उपयोगी है।
उच्च परिशुद्धता और अच्छी संगति
सीएनसी मशीनिंग से सटीक माप प्राप्त किए जा सकते हैं, जो अक्सर पार्ट की ज्यामिति, सामग्री और प्रक्रिया की स्थितियों के आधार पर लगभग ±0.01 मिमी तक होते हैं। यह इसे उन पार्ट्स के लिए उपयुक्त बनाता है जिनमें सीमित उत्पादन में भी सटीक माप, स्थिर फिटिंग और एक जैसी गुणवत्ता की आवश्यकता होती है।
कम इन्वेंट्री जोखिम
क्योंकि पुर्जों का उत्पादन मांग के अनुसार किया जा सकता है, इसलिए कंपनियों को शुरुआत में ही बड़ी मात्रा में स्टॉक जमा करने की आवश्यकता नहीं होती है। इससे अतिरिक्त उत्पादन कम होता है, भंडारण लागत घटती है और नकदी प्रवाह पर दबाव कम होता है, खासकर नए उत्पादों या अनिश्चित मांग वाली परियोजनाओं के लिए।
सीमाओं
उच्च इकाई लागत
मोल्ड मूल्यह्रास के बिना, सीएनसी मशीन से निर्मित प्रत्येक पुर्जे की लागत अपेक्षाकृत अधिक रहती है। समान ज्यामिति के लिए, उत्पादन मात्रा पर्याप्त होने पर इकाई मूल्य इंजेक्शन मोल्डिंग की तुलना में लगभग 20% से 40% अधिक हो सकता है। यही कारण है कि कम मात्रा में उत्पादन के लिए छोटे बैच वाली सीएनसी मशीन अधिक उपयुक्त है, न कि लागत-आधारित बड़े पैमाने पर उत्पादन के लिए।
अधिक जटिल परिवर्तन प्रबंधन
पार्ट नंबर, सामग्री या सेटअप में बार-बार बदलाव करने से प्रोग्रामिंग का समय, फिक्स्चर की तैयारी और उत्पादन योजना में लगने वाला समय बढ़ सकता है। बैच की विविधता बढ़ने के साथ-साथ वर्कशॉप में प्रबंधन भी अधिक चुनौतीपूर्ण हो जाता है।
उच्च मात्रा में उत्पादन पर सीमित लागत दक्षता
कम मात्रा में उत्पादन के लिए सीएनसी मशीनिंग आमतौर पर सबसे किफायती होती है, जैसे कि प्रोटोटाइप, पायलट रन या दस से लेकर कुछ हज़ार यूनिट तक के उत्पादन के लिए। उत्पादन की मात्रा में काफी वृद्धि होने पर, मोल्डिंग या कास्टिंग जैसी प्रक्रियाएं अधिक लागत प्रभावी हो जाती हैं।
कामकाज में रुकावट और शेड्यूलिंग का दबाव
यदि शेड्यूलिंग ठीक से व्यवस्थित नहीं है, तो बार-बार बैच बदलने से मशीन निष्क्रिय अवस्था में रह सकती है। मिश्रित उत्पादन वाले वातावरण में, खराब योजना के कारण उपकरण का उपयोग कम हो सकता है और डिलीवरी की समय सीमा बढ़ सकती है।
लागत और डिलीवरी समय का मूल्यांकन कैसे करें?
छोटे बैच की सीएनसी मशीनिंग में, लागत और लीड टाइम ग्राहकों के लिए दो सबसे महत्वपूर्ण कारक हैं। उचित मूल्यांकन के लिए सामग्री, श्रम, उपकरण और सहायक प्रक्रियाओं के बीच संतुलन बनाए रखना आवश्यक है, साथ ही लाभप्रदता और समय पर डिलीवरी सुनिश्चित करने के लिए मूल्य निर्धारण मॉडल और कोटेशन रणनीतियों को लागू करना भी जरूरी है।
लागत चालक
सामग्रीटाइटेनियम या इनकोनेल जैसी प्रीमियम धातुओं की लागत कुल लागत का 40% से 60% तक हो सकती है, जबकि अनुकूलित घोंसला बनाने की विधि से अपशिष्ट को 15% से 20% तक कम किया जा सकता है।
पहरप्रोग्रामिंग, मशीनिंग और निरीक्षण में अक्सर कुल लागत का 30%–50% हिस्सा खर्च होता है। उदाहरण के लिए, जटिल 5-एक्सिस वाले पुर्जों की प्रोग्रामिंग में 6–8 घंटे लग सकते हैं।
औजार और फिक्सचरिंगमानक उपकरण पुन: प्रयोज्य होते हैं, जबकि कस्टम फिक्स्चर प्रति-भाग लागत में काफी वृद्धि करते हैं।
माध्यमिक प्रसंस्करणएनोडाइजिंग, हीट ट्रीटमेंट या कोटिंग से कुल लागत में 10% से 25% तक की वृद्धि हो सकती है।
मूल्य निर्धारण मॉडल, कोटेशन की मूलभूत बातें, लीड टाइम में तेजी लाना और न्यूनतम ऑर्डर मात्रा (MOQ)
मूल्य निर्धारण मॉडलएक सामान्य सूत्र है "सामग्री + श्रम घंटे + जटिलता कारक + परिष्करण"। उदाहरण के लिए, एल्यूमीनियम के पुर्जे आमतौर पर टाइटेनियम के पुर्जों की तुलना में 30%–50% सस्ते होते हैं।
उद्धरण आवश्यक बातेंप्रोग्रामिंग और सेटअप लागतों की भरपाई के लिए, आमतौर पर 10-20 पीस की स्पष्ट न्यूनतम मात्रा (एमओक्यू) निर्धारित करें।
लीड टाइम त्वरणपैरेलल प्रोग्रामिंग और मल्टी-मशीन शेड्यूलिंग से डिलीवरी का समय 20%–35% तक कम हो सकता है। एक मेडिकल प्रोजेक्ट में, ड्यूल-मशीन शेड्यूलिंग ने लीड टाइम को 14 दिनों से घटाकर 9 दिन कर दिया।
ग्राहक मूल्यपारदर्शी मूल्य निर्धारण और निश्चित समयसीमा प्रतिबद्धताएं विश्वास पैदा करती हैं और बिक्री में वृद्धि करती हैं।
दक्षता के लिए प्रमुख डीएफएम दिशानिर्देश
छोटे बैच की सीएनसी मशीनिंग में, विनिर्माण क्षमता के लिए डिज़ाइन (डीएफएम) दक्षता, लागत और डिलीवरी को सीधे प्रभावित करता है। व्यावहारिक सहनशीलता निर्धारित करके, संरचनाओं को सरल बनाकर, टूल तक पहुंच में सुधार करके और सेटअप को कम करके, निर्माता रीवर्क दर को कम कर सकते हैं, मशीनिंग समय बचा सकते हैं और ग्राहक संतुष्टि बढ़ा सकते हैं।
उचित सहनशीलता और आधार बिंदुओं का ध्यान रखें, पतली दीवारों और नुकीले कोनों से बचें।
सहिष्णुताअत्यधिक सख्त सहनशीलता से मशीनिंग लागत 20%–30% तक बढ़ सकती है, इसलिए केवल महत्वपूर्ण आयामों को ही नियंत्रित करें।
डाटुमसस्पष्ट संदर्भ बिंदु निरीक्षण त्रुटियों को कम करते हैं और एकरूपता में सुधार करते हैं।
पतली दीवारें1 मिमी से कम मोटाई वाली संरचनाएं विकृत हो सकती हैं; एक एयरोस्पेस परियोजना में, मैंने पसलियों को जोड़कर इस समस्या का समाधान किया।
तेज मोडकाटने वाले औजार एकदम सटीक नुकीले कोने नहीं बना सकते, फ़िलेट का उपयोग करने से मजबूती बढ़ती है और औजारों का घिसाव कम होता है।
टूल की सुलभता में सुधार करें, संरचनाओं को सरल बनाएं और प्रक्रियाओं को एकीकृत करें।
उपकरण पहुंचगहरे छेद या स्लॉट डिजाइन करते समय टूल की लंबाई और अवरोधन पर विचार करें ताकि अतिरिक्त सेटअप से बचा जा सके।
सरलीकृत संरचनाएँअनावश्यक विशेषताओं को हटाने से मशीनिंग चक्रों में 15% से 25% तक की कमी आ सकती है।
प्रक्रिया एकीकरण: मल्टी-टास्किंग मशीनें (मिल-टर्न, मल्टी-एक्सिस) एक ही सेटअप में कई चरणों को पूरा करने में सक्षम बनाती हैं, जिससे डाउनटाइम कम होता है।
मल्टी-एक्सिस पाथ को ऑप्टिमाइज़ करें और सेटअप को कम से कम करें
बहु-अक्षीय लाभ5-एक्सिस मशीनिंग से सेटअप की संख्या कम हो जाती है, जिससे सटीकता और दक्षता में 20%–40% तक सुधार होता है।
पथ अनुकूलनउच्च दक्षता वाली मशीनिंग (एचईएम) रणनीतियाँ कटिंग प्रदर्शन और टूल लाइफ को बढ़ाती हैं।
मामले का अध्ययनएक नए ऊर्जा ग्राहक के इनकॉनेल टरबाइन ब्लेड के लिए, अनुकूलित पथ और कम सेटअप से चक्र समय में 30% की कमी आई है।
वर्कशॉप में कार्यकुशलता बढ़ाने के टिप्स
कम मात्रा में सीएनसी मशीनिंग में, दक्षता न केवल मशीनों पर बल्कि कार्यप्रवाह अनुकूलन पर भी निर्भर करती है। उपकरणों को मानकीकृत करके, उत्पादन को बैच में करके, द्वितीयक प्रक्रियाओं को कम करके और समान पुर्जों को स्मार्ट सामग्री उपयोग के साथ शेड्यूल करके, कारखाने उत्पादन को 20%–40% तक बढ़ा सकते हैं, साथ ही अपव्यय और लीड-टाइम जोखिमों को कम कर सकते हैं।
मानक उपकरण, फिक्स्चर और टूल लाइब्रेरी का पुन: उपयोग
मानकीकरणमानक औजारों और उपकरणों का उपयोग करने से सेटअप समय और गैर-कटिंग घंटे कम हो जाते हैं। अध्ययनों से पता चलता है कि मानकीकरण से औजार बदलने का समय 25% तक कम हो जाता है।
टूल लाइब्रेरी का पुन: उपयोगकई परियोजनाओं में एक ही टूल लाइब्रेरी का उपयोग करने से तैयारी का समय कम हो जाता है और इन्वेंट्री लागत घट जाती है। एक ग्राहक के एल्युमीनियम के पाँच बैचों के लिए, हमने एक एकीकृत टूल सेटअप का उपयोग किया जिससे डिलीवरी का समय दो दिन कम हो गया।
बैच और मल्टी-पार्ट मशीनिंग, कम द्वितीयक प्रक्रियाएं
बैचिंग: कार्यों को समूहित करने से मशीन का उपयोग बढ़ता है और निष्क्रिय समय कम होता है।
बहु-भाग मशीनिंगएक ही सेटअप में कई भागों को फिक्स करने से दक्षता में 15%–30% तक सुधार होता है।
कम किए गए द्वितीयक संचालन: मल्टी-एक्सिस या मिल-टर्न मशीनें एक ही बार में कई चरणों को पूरा करती हैं, जिससे री-क्लैंपिंग और सटीकता में होने वाली हानि कम से कम हो जाती है।
समान पुर्जों की शेड्यूलिंग, सामग्री का अनुकूलन और अपशिष्ट में कमी
समान-भाग शेड्यूलिंगज्यामितीय रूप से समान भागों को एक साथ बनाने से प्रोग्रामिंग और सेटअप समय की बचत होती है।
सामग्री का उपयोगनेस्टिंग ऑप्टिमाइजेशन से कच्चे माल की पैदावार बढ़ती है, जिससे लागत में 10%–15% की बचत होती है।
अवशेष कम करनास्क्रैप रीसाइक्लिंग से लागत में और कमी आती है। एक नए ऊर्जा ग्राहक के लिए, अनुकूलित इनकॉनेल नेस्टिंग से सामग्री में 12% की बचत हुई।
गुणवत्ता और निरंतरता कैसे सुनिश्चित करें
कम मात्रा में सीएनसी मशीनिंग में, गुणवत्ता और निरंतरता विश्वसनीय डिलीवरी की कुंजी हैं। प्रमाणपत्रों के साथ आने वाली सामग्री की कड़ी जाँच, प्रक्रिया नियंत्रण योजनाएँ, मशीन के अंदर और ऑनलाइन निरीक्षण, सीएमएम सत्यापन के साथ-साथ आईएसओ, चिकित्सा और एयरोस्पेस मानकों का अनुपालन, पुनर्कार्य को कम करने और ग्राहक विश्वास को बढ़ाने में सहायक होते हैं।
आवक सामग्री, प्रमाणपत्र और प्रक्रिया नियंत्रण योजनाएँ
सामग्री का पता लगाने की क्षमताप्रत्येक बैच के लिए संरचना और प्रदर्शन को सत्यापित करने के लिए अनुरूपता प्रमाणपत्र (सीओसी) की आवश्यकता होती है।
आने वाली जान्चकठोरता, आयाम और सतह दोषों की जांच से बड़े पैमाने पर स्क्रैप को रोका जा सकता है।
प्रक्रिया नियंत्रणनियंत्रण योजनाएँ आयामी नमूनाकरण जैसे महत्वपूर्ण चरणों के लिए जाँच बिंदु निर्धारित करती हैं। एक ऑटोमोटिव परियोजना में, FMEA को नियंत्रण योजना के साथ संयोजित करने से दोष दर में 28% की कमी आई।
मशीन में माप, ऑनलाइन निरीक्षण और सीएमएम समाधान
मशीन में माप: प्रोब स्वचालित रूप से टूल ऑफसेट को समायोजित करते हैं, जिससे मैन्युअल त्रुटियां कम हो जाती हैं।
ऑनलाइन निरीक्षण: एसपीसी (सांख्यिकीय प्रक्रिया नियंत्रण) वास्तविक समय में प्रक्रिया में होने वाले बदलावों की निगरानी करता है।
सीएमएम निरीक्षणयह जटिल ज्यामितियों के लिए ±0.005 मिमी की सटीकता सुनिश्चित करता है। मेडिकल इम्प्लांट प्रोजेक्ट में, सीएमएम बैच-दर-बैच स्थिरता की जांच करता है।
प्रमाणपत्र एवं मानक
ISO9001: यह आधारभूत गुणवत्ता ढांचा है, जो अक्सर आपूर्तिकर्ता की स्वीकृति के लिए आवश्यक होता है।
ISO13485: चिकित्सा उपकरणों के लिए आवश्यक, जैव अनुकूलता और पता लगाने की क्षमता पर जोर देते हुए।
AS9100एयरोस्पेस क्षेत्र के लिए महत्वपूर्ण, दस्तावेज़ीकरण और प्रक्रिया की निरंतरता पर ध्यान केंद्रित करना। एक एयरोस्पेस ग्राहक के लिए, AS9100 ऑडिट पास करने से दीर्घकालिक साझेदारी संभव हो पाई।
चीन में छोटे बैच के लिए सीएनसी आपूर्तिकर्ता का चयन कैसे करें?
चीन में सही सीएनसी आपूर्तिकर्ता का चयन लागत, गुणवत्ता और वितरण गति को सीधे प्रभावित करता है। प्रमुख मूल्यांकन बिंदुओं में तकनीकी क्षमताएं, उद्योग अनुभव, इंजीनियरिंग सहायता, संचार, सुदृढ़ गुणवत्ता प्रणाली, वितरण प्रदर्शन, मूल्य निर्धारण में पारदर्शिता और डिजिटलीकरण परिपक्वता (एमएसई/ईआरपी/सीएएम) शामिल हैं।
क्षमताएं, अनुभव और इंजीनियरिंग सहायता
मशीनिंग क्षमताओं: 3/4/5-एक्सिस मशीनें, मिल-टर्न सेंटर और बहु-सामग्री अनुभव रखने वाले उम्मीदवारों की तलाश करें।
ओद्योगिक अनुभवएयरोस्पेस, चिकित्सा या ऑटोमोटिव परियोजनाओं वाले आपूर्तिकर्ता अधिक सख्त मांगों को पूरा करते हैं।
इंजीनियरिंग सहायताविश्वसनीय आपूर्तिकर्ता डीएफएम रिपोर्ट प्रदान करते हैं, जिससे 30% से अधिक डिजाइन में बदलाव की आवश्यकता नहीं होती है।
संचार: त्वरित आरएफक्यू प्रतिक्रिया (24 घंटे के भीतर) उत्पाद विकास को गति देती है।
गुणवत्ता प्रणाली, वितरण प्रदर्शन और मूल्य निर्धारण में पारदर्शिता
गुणवत्ता के मानकISO9001 आधारभूत मानक है, जबकि चिकित्सा और एयरोस्पेस क्षेत्रों के लिए ISO13485/AS9100 अनिवार्य है।
समय सीमासामान्यतः छोटे बैचों की डिलीवरी में 5-7 दिन लगते हैं, जबकि अर्जेंट ऑर्डर 48 घंटों में डिलीवर हो जाते हैं।
पारदर्शी मूल्य निर्धारणएक अच्छा कोटेशन सामग्री, प्रोग्रामिंग, मशीनिंग, गुणवत्ता नियंत्रण और पोस्ट-प्रोसेसिंग को विस्तार से बताता है।
मामले का अध्ययनएक नई ऊर्जा कंपनी के ग्राहक के लिए, हमने 200 आवासों का निर्माण किया - स्पष्ट मूल्य निर्धारण और समय पर डिलीवरी सुनिश्चित करने से एक दीर्घकालिक अनुबंध प्राप्त हुआ।
स्वचालन और डिजिटलीकरण
एमईएस सिस्टम्सविलंब को कम करने के लिए वास्तविक समय में जॉब ट्रैकिंग को सक्षम करें।
ईआरपी (ERP): सटीक सामग्री प्रवाह और लागत नियंत्रण सुनिश्चित करता है।
सीएएम अनुकूलनसिमुलेशन से टूल की घिसावट 15-20% तक कम हो जाती है।
फायदाडिजिटलीकृत कार्यशालाओं में 25% तक कम पुन:कार्य दरें देखी गईं, जिससे ग्राहकों की संतुष्टि में वृद्धि हुई।
कौन से उद्योग छोटे बैच में सीएनसी मशीनिंग का उपयोग करते हैं?
छोटा बैच सीएनसी मशीनिंग सटीकता, लचीलापन और लागत दक्षता का संतुलित मिश्रण प्रदान करती है। एयरोस्पेस और ऑटोमोटिव उद्योगों को हल्के और मजबूत पुर्जों की आवश्यकता होती है।, चिकित्सा क्षेत्र में अनुकूलन और जैव अनुकूलता की आवश्यकता होती है।, इलेक्ट्रॉनिक्स में त्वरित पुनरावृति और सतह की गुणवत्ता पर ध्यान केंद्रित किया जाता है।, ऊर्जा और उपकरणों के लिए स्थायित्व आवश्यक है।, स्टार्टअप कंपनियां इसका इस्तेमाल तेजी से बाजार में प्रवेश करने के लिए करती हैं।
| उद्योग | मुख्य विशेषताएं | उदाहरण मामले |
| एयरोस्पेस, ऑटोमोटिव और नई ऊर्जा | हल्के, उच्च-शक्ति वाले, कार्यात्मक पुर्जे | टरबाइन ब्लेड, इलेक्ट्रिक वाहन बैटरी हाउसिंग |
| मेडिकल और हेल्थकेयर | उच्च परिशुद्धता, अनुकूलन, जैव अनुकूलता | प्रत्यारोपण, शल्य चिकित्सा उपकरण के नमूने |
| उपभोक्ता इलेक्ट्रॉनिक्स और दूरसंचार | कॉस्मेटिक पार्ट्स, पारदर्शी आवरण, परीक्षण रन | फोन के कवर, हीट सिंक |
| ऊर्जा और उपकरण | उच्च तापमान प्रतिरोध, जंगरोधी, विश्वसनीयता | इनकोनेल टरबाइन, वाल्व घटक |
| स्टार्टअप और कस्टम उत्पाद | तीव्र प्रोटोटाइपिंग, बाजार परीक्षण, कम मात्रा में वितरण | कस्टम ऑडियो नॉब्स, स्टार्टअप हार्डवेयर शेल्स |
अक्सर पूछे जाने वाले प्रश्न
छोटे बैच वाली सीएनसी मशीनिंग में बैच का आकार आमतौर पर कितना होता है?
मेरे अनुभव के अनुसार, छोटे बैच में सीएनसी मशीनिंग में आमतौर पर 10 से 5,000 पुर्जे बनते हैं। प्रोटोटाइप के लिए 1-50 यूनिट, पायलट रन के लिए 200-500 और रिप्लेसमेंट पार्ट्स के लिए अक्सर 50-100 यूनिट बनते हैं। यह रेंज लचीलेपन, सटीकता और लागत के बीच संतुलन बनाए रखती है।
छोटे बैच में सीएनसी मशीनिंग की तुलना बड़े पैमाने पर उत्पादन से कैसे की जा सकती है?
बड़े पैमाने पर उत्पादन की तुलना में, छोटे बैच में सीएनसी मशीनिंग से लीड टाइम 40-60% तक कम हो जाता है, बड़े इन्वेंट्री की आवश्यकता नहीं रहती और डिज़ाइन में त्वरित बदलाव संभव हो पाता है। हालांकि प्रति यूनिट लागत अधिक होती है, लेकिन 5,000 से कम यूनिट्स के लिए यह सटीकता और बाज़ार में त्वरित प्रतिक्रिया सुनिश्चित करता है।
कम मात्रा में सीएनसी मशीनिंग और छोटे बैच में सीएनसी मशीनिंग के बीच क्या अंतर है?
छोटे बैच वाली सीएनसी मशीन का मतलब आमतौर पर 10-5000 यूनिट होता है, जो प्रोटोटाइप और कम मात्रा में उत्पादन पर केंद्रित होती है। कम मात्रा वाली सीएनसी मशीन 10,000 यूनिट तक उत्पादन करती है, जो पायलट उत्पादन और बड़े पैमाने पर उत्पादन के बीच का मार्ग प्रशस्त करती है। व्यवहार में, मैं प्रारंभिक डिज़ाइन सत्यापन के लिए "छोटे बैच" और बड़े पैमाने पर उत्पादन से पहले के लिए "कम मात्रा" शब्द का उपयोग करता हूँ।
क्या सीएनसी मशीनिंग टाइटेनियम या इनकोनेल जैसी कठिन सामग्रियों को संभाल सकती है?
जी हां, मल्टी-एक्सिस मशीनों और ईडीएम की मदद से सीएनसी टाइटेनियम और इनकोनेल पर ±0.01 मिमी की सटीकता हासिल कर सकती है। एयरोस्पेस ग्राहकों के लिए, मैंने इनकोनेल टरबाइन के पुर्जों को सटीक टॉलरेंस के साथ मशीनिंग किया है, जिससे उनकी मजबूती और ताप प्रतिरोध दोनों सुनिश्चित होते हैं। सही उपकरण और कूलिंग सिस्टम बेहद महत्वपूर्ण हैं।
क्या छोटे बैच में सीएनसी मशीनिंग करना लागत प्रभावी है?
प्रोटोटाइप और पायलट रन के लिए, मोल्डिंग की तुलना में छोटे बैच की सीएनसी मशीनिंग से सेटअप लागत में 30-50% की बचत होती है। इससे टूलिंग में होने वाले भारी निवेश से बचा जा सकता है, स्टॉक के अप्रचलित होने का जोखिम कम होता है और सत्यापन प्रक्रिया तेज होती है। हालांकि प्रति यूनिट कीमत अधिक होती है, लेकिन कस्टम या सीमित मांग के लिए कुल मिलाकर निवेश पर लाभ (आरओआई) अधिक होता है।
निष्कर्ष
छोटे बैच में सीएनसी मशीनिंग प्रोटोटाइपिंग और पूर्ण उत्पादन के बीच एक व्यावहारिक मार्ग प्रदान करती है। यह उच्च परिशुद्धता, तीव्र पुनरावृति और कम इन्वेंट्री जोखिम को जोड़ती है, जिससे यह उन उद्योगों के लिए विशेष रूप से उपयुक्त है जिन्हें गति, अनुकूलन और विश्वसनीय पार्ट गुणवत्ता की आवश्यकता होती है। हालांकि इकाई लागत आमतौर पर बड़े पैमाने पर उत्पादन विधियों की तुलना में अधिक होती है, लेकिन बेहतर डीएफएम योजना और प्रक्रिया अनुकूलन से लीड टाइम कम हो सकता है, विकास जोखिम कम हो सकता है और समग्र परियोजना दक्षता में सुधार हो सकता है।
At टायरैपिडहम कस्टम पार्ट्स के लिए स्मॉल बैच सीएनसी मशीनिंग सेवाएं प्रदान करते हैं, जिन्हें सटीकता, लचीलापन और भरोसेमंद डिलीवरी की आवश्यकता होती है। प्रोटोटाइप सत्यापन से लेकर कम मात्रा में उत्पादन तक, हमारी टीम व्यावहारिक इंजीनियरिंग सहायता और निरंतर विनिर्माण प्रदर्शन के साथ ग्राहकों को डिज़ाइन को उच्च-गुणवत्ता वाले मशीनीकृत पार्ट्स में बदलने में मदद करती है।



















