
Le PTFE est un plastique technique haute performance largement utilisé dans l'industrie grâce à son excellente résistance à la corrosion, aux hautes et basses températures, à ses propriétés autolubrifiantes et à ses performances d'isolation électrique. Il est fréquemment employé dans les équipements chimiques, les équipements pour semi-conducteurs, les dispositifs médicaux, les machines agroalimentaires, l'électronique, l'électrotechnique et l'aérospatiale. Grâce à ces propriétés uniques, le PTFE est souvent considéré comme le « roi des plastiques » et peut remplacer les métaux ou d'autres plastiques courants dans des conditions de travail extrêmes. Cependant, malgré ses performances exceptionnelles, le PTFE n'est pas aussi facile à usiner qu'on pourrait le penser.
En raison de sa faible dureté, de son coefficient de dilatation thermique élevé et de ses importantes caractéristiques de déformation élastique, le PTFE est sujet aux variations dimensionnelles, aux bavures de surface, à la récupération après déformation et à la difficulté de contrôler précisément sa précision lors de l'usinage. Comparé aux plastiques techniques tels que le POM, le PEEK et le PEI, le PTFE impose des exigences plus élevées en matière de procédés d'usinage, de choix des outils et de contrôle dimensionnel. En particulier, pour la fabrication de pièces de haute précision, les ingénieurs doivent non seulement prendre en compte les paramètres de coupe, mais aussi pleinement intégrer la déformation du matériau et l'influence de la température ambiante sur les dimensions des pièces. Par conséquent, l'usinage CNC du PTFE n'est pas un simple processus de coupe, mais un processus de fabrication de précision qui requiert une expérience et des compétences techniques considérables.

Difficultés de transformation du PTFE et leurs causes
Pourquoi le PTFE est-il plus difficile à usiner ?
Le PTFE est un fluoroplastique haute performance obtenu par polymérisation de monomères de tétrafluoroéthylène. Grâce à l'extrême stabilité des liaisons carbone-fluor dans sa structure moléculaire, il présente une forte inertie chimique et d'excellentes propriétés physiques. C'est pourquoi on le surnomme souvent le « roi des plastiques ». Il peut être utilisé durablement sur une très large plage de températures et ne réagit pratiquement pas avec les acides, les bases ou les solvants organiques. C'est un matériau fonctionnel essentiel dans les applications industrielles.
Les applications courantes du PTFE comprennent :
- Joints d'étanchéité, garnitures et revêtements pour équipements chimiques
- Pièces d'isolation et résistantes à la corrosion pour équipements semi-conducteurs
- Composants résistants à la corrosion pour équipements médicaux et alimentaires
- Pièces structurelles d'isolation haute fréquence dans l'industrie électrique
Bien que le PTFE offre d'excellentes performances en service, il est considéré comme un matériau difficile à usiner en CNC, principalement en raison de ses propriétés intrinsèques.
Principales raisons de la difficulté d'usinage élevée
- Le matériau est trop mou et se déforme facilement.
- Un coefficient de dilatation thermique élevé provoque une instabilité dimensionnelle.
- La coupe produit facilement des bavures et des fils.
- Le retour élastique important rend le contrôle précis difficile
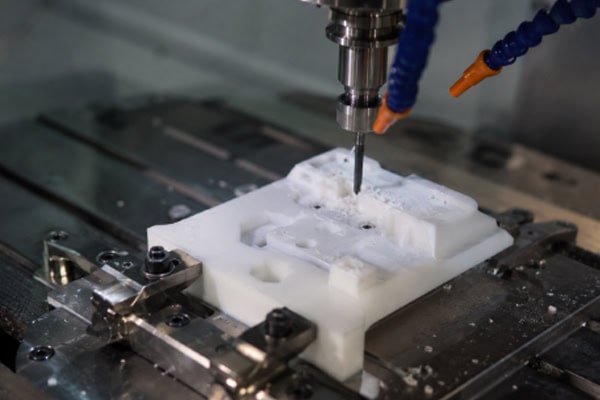
Comment le PTFE est-il usiné par commande numérique ?
L'usinage CNC du PTFE se fait généralement par étapes, car ce matériau est mou et se déforme facilement. Il ne peut être usiné directement aux dimensions finales en une seule passe ; la précision dimensionnelle s'en trouverait alors compromise.
Sélection et préparation des matériaux
Lors de la préparation, des feuilles ou des barres de PTFE adaptées sont sélectionnées en fonction de l'épaisseur requise. Le matériau est contrôlé afin de détecter toute déformation ou défaut. Il est parfois placé dans un environnement à température contrôlée pour le stabiliser et réduire les erreurs d'usinage. Les trajectoires d'outils, les outils et les paramètres d'usinage sont définis conformément aux plans techniques. Une surépaisseur d'usinage est généralement prévue au lieu d'une finition à la dimension finale en une seule étape, afin de prévenir les écarts dimensionnels dus au rebond du matériau.
Processus d'usinage (deux étapes principales)
Usinage grossier :
Enlevez la majeure partie du matériau excédentaire pour former la forme de base.
Usinage de finition :
Affinez les dimensions et la position des trous pour obtenir la précision requise.
Des outils de coupe affûtés sont utilisés, et la vitesse de broche ainsi que l'avance sont ajustées en conséquence. L'air comprimé est souvent employé pour le refroidissement et l'évacuation des copeaux afin d'éviter toute déformation du matériau ou la formation de bavures. Enfin, les dimensions, la position des trous et la qualité de surface sont contrôlées. Si nécessaire, des ajustements mineurs sont effectués. Pour les pièces de haute précision, le matériau peut être stabilisé une nouvelle fois avant le contrôle final.
Défis techniques liés à l'usinage CNC du PTFE
Bien que le PTFE présente d'excellentes performances, son usinage pose plusieurs défis. La difficulté réside principalement dans le contrôle dimensionnel et géométrique, ce qui en fait un matériau qui paraît facile à usiner mais qui exige en réalité une expérience considérable.
Facile à déformer
Le PTFE est relativement souple. Si la force de serrage est trop élevée, il se déforme ; si elle est trop faible, il risque de se déplacer pendant l’usinage. Par conséquent, le contrôle du serrage est difficile et influe directement sur la précision d’usinage.
Instabilité dimensionnelle
Le PTFE possède un coefficient de dilatation thermique élevé. Même de faibles variations de température lors de l'usinage ou la chaleur générée par la coupe peuvent entraîner des variations dimensionnelles. Après refroidissement, le matériau peut reprendre sa forme initiale, ce qui engendre des erreurs.
Bavures et cordage
Du fait de sa dureté, la découpe ne se fait pas de manière nette comme avec du métal. Le matériau a plutôt tendance à s'étirer ou à se déformer, notamment autour des trous et des bords, ce qui entraîne la formation de bavures.
Difficultés de contrôle de précision
Le PTFE présente une élasticité résiduelle après usinage. Les dimensions finales pouvant différer de celles après usinage, il convient de prendre en compte la stabilité à long terme et non uniquement le résultat immédiat.
Globalement, les principales difficultés résident dans la déformation, les dimensions sensibles à la température et le retour élastique. Par conséquent, la réussite de l'usinage du PTFE dépend non seulement de l'équipement, mais aussi de l'expérience et de la maîtrise du processus.
Questions fréquemment posées
Q1 : L'usinage CNC du PTFE peut-il produire des pièces de haute précision ?
A : Oui, mais c'est plus difficile que pour les plastiques standards. Avec une maîtrise adéquate du processus, notamment l'usinage par étapes, la conception des tolérances et la finition, les pièces de précision peuvent répondre aux exigences.
Q2 : Pourquoi le PTFE est-il sujet à des imprécisions dimensionnelles ?
A : Parce qu'il est mou et très sensible à la dilatation et à la contraction thermiques. De faibles variations de température ou une déformation due au serrage peuvent affecter les dimensions finales.
Q3 : Le PTFE est-il facile à déformer ?
R : Relativement oui. Les pièces à parois minces ou de grande surface sont particulièrement sujettes à la déformation ou au rebond si les méthodes de serrage ou d'usinage ne sont pas appropriées.
Q4 : Pourquoi des bavures se forment-elles après l'usinage ?
A : Parce que le PTFE est résistant et a tendance à s'étirer lors de la découpe, notamment au niveau des trous et des bords.
Q5 : À quelles pièces le PTFE convient-il ?
A: Principalement des joints d'étanchéité, des garnitures, des composants de vannes et des pièces isolantes qui nécessitent une résistance à la corrosion et un faible frottement.
Conclusion
Le PTFE (polytétrafluoroéthylène), souvent surnommé le « roi des plastiques », offre une excellente résistance à la corrosion, des propriétés d'autolubrification et d'isolation électrique. Cependant, du point de vue de l'usinage, il figure parmi les plastiques techniques les plus difficiles à travailler. Sa souplesse, son important coefficient de dilatation thermique, sa tendance à la déformation et la difficulté à maîtriser les bavures constituent autant de défis majeurs pour l'usinage CNC du PTFE. Néanmoins, grâce aux technologies CNC modernes et à l'expérience acquise, ces difficultés peuvent être efficacement surmontées par une planification rigoureuse du processus. De la préparation du matériau au choix de l'outil, en passant par l'optimisation des paramètres et la compensation dimensionnelle, chaque étape contribue à améliorer la qualité du produit et la stabilité de l'usinage. Pour les équipements chimiques, les systèmes semi-conducteurs, les dispositifs médicaux et les applications industrielles de pointe, le PTFE demeure un matériau de choix pour de nombreux composants critiques.



















