L'anodisation à l'acide chromique (AAC, Type I) est un procédé classique de traitement de surface des alliages d'aluminium qui améliore considérablement la résistance à la corrosion et les performances d'adhérence sans modifier les dimensions des pièces. Largement utilisé dans l'aérospatiale, la défense et la fabrication de précision, ce procédé assure une durabilité durable aux composants critiques. Dans cet article, je présenterai les fondamentaux de l'AAC, notamment le prétraitement, le déroulement du processus, le contrôle des paramètres, le contrôle qualité, les considérations techniques et les mesures de sécurité, afin d'aider les ingénieurs et les entreprises manufacturières à maîtriser pleinement cette technologie essentielle.
Qu'est-ce que l'anodisation à l'acide chromique
L'anodisation à l'acide chromique est un procédé électrolytique qui forme une fine pellicule d'oxyde de 0.5 à 2.5 μm sur les alliages d'aluminium. Bien que plus fine que l'anodisation sulfurique (5 à 25 μm) ou l'anodisation dure (25 à 100 μm), elle offre, lorsqu'elle est correctement scellée, une excellente résistance à la corrosion sans affecter la précision dimensionnelle. Elle est couramment utilisée dans les pièces aéronautiques telles que les revêtements d'ailes, les trains d'atterrissage et les composants en alliages d'aluminium des séries 2xxx (par exemple, le 2024, très résistant mais peu résistant à la corrosion) et 7xxx (par exemple, le 7075, très résistant mais sensible à la corrosion).
Types Of Anodisation à l'acide chromique (CAA, Type I)
L'anodisation à l'acide chromique (AAC, Type I) est classée en plusieurs sous-types selon la tension, la densité de courant et les besoins de l'application. Bien que tous relèvent de l'anodisation de Type I, leurs paramètres de procédé et leurs cas d'utilisation varient considérablement.
Type I : Anodisation à l'acide chromique standard
Paramètres de process:Tension de fonctionnement d'environ 40 V, densité de courant de 20 à 25 A/ft² (≈2.1 à 2.7 A/dm²) et température du bain contrôlée à 35 à 40 °C.
Epaisseur de revêtement: Généralement 0.5 à 2.5 μm (20 à 100 micropouces).
Fonctionnalités clés:
Produit un film d'oxyde mince mais uniforme qui maintient des tolérances dimensionnelles serrées.
Lorsqu'il est correctement scellé (eau chaude, acétate de nickel ou bichromate), il offre une résistance à la corrosion de 500 à 1000 XNUMX heures lors des tests au brouillard salin.
ApplicationsComposants aérospatiaux tels que revêtements d'ailes, pièces de train d'atterrissage et composants de systèmes de carburant. Particulièrement adapté aux alliages haute résistance sensibles à la fatigue comme le 2024 et le 7075.
Type IB : Anodisation à l'acide chromique basse tension
Paramètres de process:Tension réduite à 22–25 V, avec une densité de courant plus faible pour minimiser le stress.
Epaisseur de revêtement:Environ 0.3–1.0 μm.
Fonctionnalités clés:
Crée des revêtements plus fins et plus flexibles, idéaux pour les petites pièces de précision.
Des améliorations des performances en fatigue de 10 à 15 % ont été démontrées dans les alliages à haute résistance.
Applications: Fixations de précision, composants à parois minces et petites pièces nécessitant un collage.
Comparaison Of CAA Wième OTher Aalternative Pprocédés
| Processus | Epaisseur de revêtement | Résistance à la corrosion | Précision dimensionnelle | Performance environnementale | Applications courantes |
| CAA (Type I) | 0.5–2.5 μm | Excellent | Haute | Médiocre | Aérospatial et Défense |
| sulfurique (type II) | 5–25 μm | Bon | Modérée | Rapidité | Pièces décoratives |
| Anodisation dure (Type III) | 25–100 μm | Excellent | Low | Modérée | Composants résistants à l'usure |
| TSA | 2–5 μm | Bon | Haute | Excellent | Procédé alternatif aérospatial |
| CELI | 1–3 μm | Excellent | Haute | Excellent | industrie aérospatiale européenne |
| LA BSA | 3–8 μm | Bon | Modérée | Excellent | Prétraitement de collage |
Prétraitement Fou anodisation à l'acide chromique
En anodisation à l'acide chromique (CAA), la qualité du prétraitement détermine en grande partie la performance du film d'oxyde final. Si la surface de la pièce contient de l'huile, des dépôts d'oxyde ou si le contact avec l'appareil est mauvais, cela peut facilement entraîner grisonnement localisé, cloques ou adhérence insuffisantePour garantir une couche anodique uniforme et dense, l’ensemble du processus de prétraitement doit être rigoureusement contrôlé.
État du matériel entrant And Exigences de rugosité de surface
Oxyde et défautsLa surface doit être exempte de traces d'oxyde importantes et de dommages mécaniques. La pratique courante consiste à utiliser une attaque alcaline et un décapage/activation acide pour éliminer complètement les contaminants de surface.
Rugosité de surface:Pour les pièces générales, la rugosité de surface doit être contrôlée entre Ra 0.6 et 0.8 μm pour garantir une adhérence adéquate du film.
Composants de précision:Les alliages d'aluminium à haute résistance de qualité aérospatiale des séries 2xxx/7xxx nécessitent souvent un polissage chimique ou électropolissage, atteignant Ra ≤ 0.4 μm pour améliorer l'uniformité du film.
Fixation Aexigences en matière de rayonnages
Source:Les luminaires sont généralement fabriqués en titane ou en aluminium, offrant une excellente résistance à la corrosion et une conductivité stable.
Conductivité:La résistance de contact doit être ≤ 0.01 Ω pour assurer une distribution uniforme du courant et éviter une surchauffe localisée.
Conception de points de rack:
Doit éviter les surfaces fonctionnelles critiques, les zones d'étanchéité et les zones conductrices.
Les marques de rack doivent être limitées à ≤ 1 mm, avec un positionnement et une traçabilité contrôlés.
Entretien des luminaires:Un nettoyage régulier des couches d'oxyde des fixations est nécessaire pour maintenir une faible résistance et des performances stables.
Masquage Aet contrôle d'identification
Zones de masquage:Les filetages, les surfaces d'accouplement de précision et les zones conductrices doivent être masqués pour éviter que l'anodisation n'affecte l'assemblage ou la conductivité.
Méthodes courantes:
Rubans résistants aux acides avec contrôle de précision de ± 0.2 mm.
Bouchons en silicone ou agents de masquage liquides, résistants aux acides/alcalis, idéaux pour les trous complexes et les cavités internes.
Identification:Les pièces doivent être marquées en dehors des zones masquées à l'aide d'encres résistantes aux acides ou d'une gravure laser, garantissant ainsi la traçabilité des lots et le contrôle des processus.
Une couche d'anodisation à l'acide chromique de haute qualité repose sur des procédures de prétraitement strictes. En contrôlant les produits entrants, essence de bois En utilisant l'état, la rugosité de surface, les fixations de rayonnage et le masquage/marquage, les fabricants peuvent réduire considérablement les taux de défauts et améliorer la résistance à la corrosion, l'uniformité du revêtement et la fiabilité de l'adhérence.
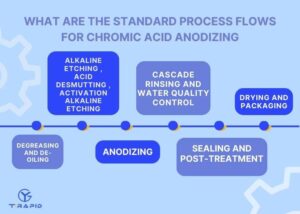
Organisateur Ce que Are The Standard Ptraiter Fbas For Cchromatique Aanodisation acide
Le processus standard d'anodisation à l'acide chromique comprend le dégraissage, la gravure/décapage alcalin, l'anodisation, le contrôle électrolytique, le rinçage à l'eau pure, le scellement, le séchage et le conditionnement. En respectant scrupuleusement ces paramètres, le film d'oxyde peut atteindre une résistance à la corrosion de 500 à 1000 XNUMX heures lors des essais au brouillard salin, garantissant ainsi la stabilité à long terme des composants pour les applications aérospatiales et militaires.
Dégraissage Aet déshuilage
Avant l'anodisation à l'acide chromique, le dégraissage et l'élimination de l'huile sont les premières étapes les plus importantes. Un résidu d'huile dépassant la norme entraînera directement des vides localisés dans le film, une adhérence insuffisante, voire un décollement important.
Nettoyage alcalin (solution de NaOH)
Méthode:
L'immersion dans une solution de nettoyage alcaline (NaOH, 20–50 g/L) à 50–60 °C pendant 2 à 5 minutes élimine efficacement les huiles, la graisse et le tartre d'oxyde léger, tout en gravant légèrement la surface pour améliorer l'adhérence pour l'anodisation ultérieure.
Points de contrôle:
Surveillance régulière de la concentration en NaOH et des niveaux de contamination.
Convient à la production par lots et aux lignes de nettoyage en continu.
Nettoyage aux solvants organiques
Solvants courants:Trichloréthylène, acétone ou alcool.
Application:Idéal pour les composants de précision ou les pièces à géométries complexes et à forte contamination par l'huile.
Exigences du processus:
La pureté du solvant doit être ≥99%, et le bain doit être remplacé fréquemment pour éviter la saturation.
Les pièces doivent être immédiatement transférées vers le processus suivant pour éviter toute recontamination.
Avantages:Capable d'éliminer les lubrifiants spéciaux et les résidus de cire que les nettoyants alcalins ne peuvent pas dissoudre.
nettoyage par ultrasons
Méthode:Le nettoyage par ultrasons utilise l'effet de cavitation des ondes sonores dans un liquide, où les microbulles s'effondrent et délogent les contaminants, généralement effectué à une fréquence de 25 à 40 kHz, une température de 40 à 50 °C et un temps de nettoyage de 3 à 10 minutes.
Application:Le nettoyage par ultrasons est particulièrement efficace pour les pièces aérospatiales comportant des micro-trous, des trous borgnes ou des cavités internes, garantissant un nettoyage en profondeur et réduisant les résidus d'huile à ≤ 10 mg/m², répondant ainsi aux exigences strictes de l'aérospatiale.
Vérification de la qualité et objectif
Le test de rupture d'eau est utilisé pour vérifier la propreté de la surface, où une pièce propre contient un film d'eau continu sans perlage, garantissant que la surface est complètement exempte de contaminants et prête pour la formation d'une couche d'oxyde dense et uniforme lors de l'anodisation ultérieure.
Gravure alcaline , Décapage à l'acide , Activation
Gravure alcaline
La gravure alcaline utilise généralement une solution de NaOH concentrée à 20-50 g/L à 50-60 °C pendant 1 à 5 minutes. Son objectif principal est d'éliminer la couche d'oxyde naturelle et la couche de contrainte résiduelle à la surface de l'aluminium, créant ainsi un substrat plus uniforme. La vitesse de gravure est généralement de 1 à 3 g/m²·min, et doit être soigneusement contrôlée afin d'éviter une gravure excessive susceptible d'entraîner des écarts dimensionnels ou une rugosité de surface supérieure aux spécifications. Pour les alliages d'aluminium à haute résistance (tels que les séries 2xxx et 7xxx), la durée de gravure ne doit pas dépasser 3 minutes afin d'éviter les piqûres ou une attaque de surface excessive.
Décapage à l'acide
Après une gravure alcaline, des résidus tels que le Cu et le Si restent souvent en surface. Ils sont éliminés à l'aide d'une solution d'acide nitrique (30 à 50 g/L) associée à des fluorures (1 à 3 g/L). Le processus de décapage dure généralement 30 à 120 secondes afin d'éliminer efficacement les impuretés tout en évitant une attaque excessive du substrat en aluminium. Une exposition prolongée peut accélérer la corrosion et entraîner une rugosité de surface supérieure à Ra 2.0 μm, compromettant ainsi la qualité de la couche anodique ultérieure. Cette étape est particulièrement critique pour les composants aéronautiques, où les impuretés résiduelles peuvent réduire considérablement l'uniformité du revêtement et la force d'adhérence.
Activation
Après le décapage, un traitement d'activation est nécessaire, généralement par gravure acide douce ou activation électrochimique, afin d'augmenter l'énergie de surface du substrat en aluminium et d'améliorer la nucléation du film d'oxyde et la force de liaison. Les méthodes courantes incluent une activation acide faible (par exemple, acide sulfurique 5-10 g/L) pendant 30 à 60 secondes. L'activation peut augmenter l'énergie libre de surface d'environ 15 à 25 %, améliorant ainsi la force de liaison. Les tests d'adhérence (résistance au cisaillement ou au pelage) montrent généralement une amélioration de 10 à 20 % après une activation appropriée.
Anodisation
La stabilité du procédé d'anodisation dépend d'un contrôle précis de la concentration de l'électrolyte, de la température, de la densité de courant et de la tension. En opérant dans des conditions de 35 à 40 °C, 20 à 25 A/pi² et 40 V (Type I) ou 22 V (Type IB), et en surveillant étroitement le comportement du courant, il est possible de produire de manière constante des revêtements anodisés à l'acide chromique d'une épaisseur de 0.3 à 2.5 μm, denses et uniformes. Cela garantit à la fois la résistance à la corrosion et la stabilité dimensionnelle, essentielles pour les composants aérospatiaux et militaires.
Électrolyte
L'électrolyte d'anodisation est généralement composé d'acide chromique à une concentration de 30 à 50 g/L. Cette plage permet d'obtenir un film d'oxyde dense et uniforme tout en minimisant les attaques excessives du substrat. La solution doit rester chimiquement stable et être renouvelée régulièrement pour maintenir la conductivité. En pratique, le pH est maintenu entre 1.0 et 1.5, et la contamination par des métaux dissous (par exemple, Al³⁺, Cu²⁺) ne doit pas dépasser 5 g/L. Dans le cas contraire, un remplacement partiel de la solution ou une filtration est nécessaire pour préserver la résistance à la corrosion.
Température
La température est l'une des variables de procédé les plus critiques. La plage recommandée est de 35 à 40 °C :
Au dessus de 40 °C:La taille des pores augmente, le film devient poreux et la résistance à la corrosion peut chuter de 15 à 20 %.
En dessous de 35 °C:Le taux de croissance ralentit, l’uniformité de l’épaisseur diminue et la durée du cycle peut s’allonger de 10 à 15 %.
Dans la production aérospatiale, la stabilité de la température à ±1 °C est généralement maintenue par des bains-marie thermostatiques ou des systèmes de refroidissement pour garantir la cohérence d'un lot à l'autre.
La densité actuelle
La densité de courant est généralement fixée à 20–25 A/pi² (≈2.1–2.7 A/dm²). Cela garantit une structure d'oxyde dense et une résistance fiable à la corrosion.
< 2.0 A/dm²:Croissance du film insuffisante (<0.3 μm).
> 3.0 A/dm²:Des brûlures localisées ou des microfissures peuvent se produire.
La pratique industrielle combine souvent l’agitation contrôlée de l’électrolyte avec la surveillance du courant pour maintenir l’uniformité des ions.
Tension
40 V (Type I): Anodisation à l'acide chromique standard, épaisseur du film de 0.5 à 2.5 μm, utilisée pour la plupart des composants aérospatiaux et de défense.
22 V (type IB): Anodisation basse tension, épaisseur du film 0.3–1.0 μm, idéale pour les pièces de précision et les composants à parois minces où les changements dimensionnels doivent être minimisés.
Dans les applications de haute précision, la précision du contrôle de tension doit être de ± 0.5 V.
Contrôle de processus
Pendant l'anodisation, la courbe du courant anodique doit montrer une tendance à la baisse régulière :
Courbe stable:Indique une oxydation constante et une croissance uniforme du film.
Fluctuations ou chutes brutales:Suggère un mauvais contact électrique ou une contamination électrolytique.
Pour les applications aérospatiales, la surveillance du courant en ligne et l'enregistrement automatique des données sont largement utilisés, combinés au SPC (Statistical Process Control) pour garantir que l'épaisseur, l'uniformité et la résistance à la corrosion répondent aux exigences MIL-A-8625 Type I.
Rinçage en cascade Aet contrôle de la qualité de l'eau
En appliquant un rinçage en cascade multi-étapes (≥ 3 étapes), en maintenant une conductivité de l'eau de rinçage ≤ 50 μS/cm et en contrôlant le pH et la conductivité, les fabricants peuvent garantir l'absence totale de contaminants sur les surfaces. Cette étape est essentielle pour garantir l'intégrité de la couche d'oxyde, maximiser la résistance à la corrosion et assurer la fiabilité à long terme des composants anodisés.
Exigences du processus
Après l'anodisation à l'acide chromique, des résidus d'acide ou d'ions métalliques restent souvent à la surface de la pièce. S'ils ne sont pas éliminés complètement, ces résidus peuvent provoquer une corrosion secondaire ou compromettre les performances d'étanchéité et de collage ultérieures. Par conséquent, un rinçage en cascade en plusieurs étapes (minimum trois étapes) est nécessaire. Chaque étape dilue progressivement l'électrolyte résiduel, réduisant ainsi la contamination ionique de surface à des niveaux sûrs. Des études montrent qu'un rinçage en trois étapes réduit les ions résiduels de 70 à 80 % supplémentaires par rapport à un rinçage en une seule étape. Dans l'industrie aéronautique, le rinçage en plusieurs étapes est une étape obligatoire des audits NADCAP.
Normes de qualité de l'eau
L'eau de rinçage doit être déionisée ou ultrapure avec une conductivité ≤ 50 μS/cm. Pour les composants de haute précision ou militaires, une limite plus stricte de ≤ 20 μS/cm est souvent imposée. Si la conductivité dépasse ces seuils, des ions résiduels tels que Cl⁻ ou SO₄²⁻ peuvent pénétrer dans les pores de l'oxyde, provoquant des piqûres ou un délaminage pendant le fonctionnement. Les systèmes industriels utilisent généralement une surveillance en ligne de la conductivité, associée à des cycles automatiques de remplissage et de filtration de l'eau, afin de maintenir des performances stables à long terme.
Méthodes d'inspection
Test de pHLe pH de l'eau de rinçage doit être compris entre 5.5 et 7.0. Tout écart indique une possible contamination acide ou alcaline.
Surveillance de la conductivité:Des capteurs en temps réel suivent la qualité de l'eau, avec des alarmes déclenchées lorsque la conductivité dépasse les valeurs prédéfinies.
Test de rupture d'eauAprès rinçage, une surface propre doit présenter un film d'eau continu, sans trace. La présence de traces ou de taches indique un nettoyage incomplet.
Exigences en matière de données
La teneur en acide résiduel sur les surfaces des pièces doit être ≤1 mg/dm².
Les réservoirs de rinçage en cascade nécessitent généralement un remplacement partiel après 500 à 1000 XNUMX L de débit de processus pour éviter l'accumulation de contaminants.
Dans les composants aérospatiaux, un rinçage insuffisant peut réduire la résistance à la corrosion de 30 à 50 % et augmenter considérablement le risque de défaillance du collage ou de l’étanchéité.
Scellage And post-traitement
Étanchéité à l'eau chaude:Réalisé à 90–100 °C pendant 30 minutes, ce processus forme de la boehmite (oxyde d'aluminium hydraté) dans les pores, les fermant efficacement et améliorant la résistance à la corrosion.
Scellage en acétate de nickel:Une alternative écologique qui réduit considérablement chrome hexavalent émissions tout en maintenant une protection adéquate contre la corrosion.
Scellement à l'acide chromique:Une méthode traditionnelle connue pour sa résistance supérieure à la corrosion, mais son utilisation est de plus en plus restreinte en raison des réglementations environnementales.
Cas spéciauxPour les composants destinés au collage, le scellement est généralement omis afin de préserver la structure des pores. Cela permet à l'adhésif de mieux pénétrer, augmentant ainsi la résistance au cisaillement d'environ 20 à 30 %.
Séchage Aet emballage
En contrôlant rigoureusement la température de séchage (≤ 60 °C), la durée de séchage (30 à 60 min), en utilisant des matériaux d'emballage sans chlorure et en appliquant un scellage sous vide antistatique avec dessiccants, les fabricants peuvent prévenir efficacement la fissuration du film et la corrosion sous contrainte. Ces mesures garantissent aux pièces anodisées à l'acide chromique une protection supérieure à 12 mois pendant le stockage et le transport.
Conditions de séchage
Dans l'étape de post-traitement de l'anodisation à l'acide chromique, les conditions de séchage sont essentielles pour garantir l'intégrité du revêtement et les performances à long terme :
Contrôle de la température: L'air chaud doit être maintenu à une température ≤ 60 °C. Une température supérieure à 65 °C peut provoquer des microfissures dans le film d'oxyde sous l'effet des contraintes thermiques, réduisant la résistance à la corrosion de 10 à 15 %.
Durée:Le temps de séchage typique varie de 30 à 60 minutes, ajusté en fonction de la géométrie de la pièce et de l'épaisseur de l'oxyde.
Uniformité du flux d'air:La vitesse de l'air doit être de 1 à 2 m/s, assurant un séchage uniforme sur toute la surface et évitant les taches d'eau localisées qui peuvent provoquer une corrosion secondaire.
Le Monitoring: Des thermomètres infrarouges ou des capteurs de contact sont recommandés, en maintenant l'écart de température de surface à ± 2 °C.
Exigences d'emballage
Pour les applications aérospatiales et de défense, l'emballage fonctionne non seulement comme une protection de stockage, mais également comme un élément du système de prévention de la corrosion :
Restrictions matérielles:Les matériaux d'emballage doivent être exempts de chlorures, car les ions chlorure peuvent provoquer des fissures de corrosion sous contrainte (SCC) dans les alliages d'aluminium à haute résistance tels que les séries 2xxx et 7xxx.
Niveau de protectionLa pratique courante consiste à utiliser des sacs antistatiques scellés sous vide, empêchant les décharges électrostatiques et la pénétration d'humidité. Pour les pièces critiques, des dessiccants (par exemple, gel de silice, tamis moléculaires) sont ajoutés pour maintenir l'humidité à ≤ 30 % HR.
Durée de conservation:Avec une étanchéité sous vide et une protection contre l'humidité appropriées, les composants peuvent atteindre une durée de conservation ≥ 12 mois et jusqu'à 18 mois dans des environnements contrôlés (20–25 °C, < 50 % HR).
Vérification de la qualité:L'inspection après emballage peut inclure des tests de teneur en chlorure (≤ 5 ppm) et des contrôles d'intégrité du vide, garantissant la conformité aux normes aérospatiales et militaires.
Paramètres clés Aet contrôle des processus
En contrôlant étroitement la chimie du bain (CrO₃ 30–50 g/L), Al³⁺ ≤5 g/L), température (35–40 °C), densité de courant (2.1–2.7 A/dm²) et tension (22–40 V), combinés à un étalonnage régulier et à une surveillance SPC, les fabricants peuvent obtenir de manière constante des films d'oxyde adaptés à différentes applications, garantissant ≥ 500 heures de résistance à la corrosion ou ≥ 30 % d'amélioration de la force de liaison adhésive.

Chimie du bain And Équilibre de concentration
La composition de l'électrolyte joue un rôle décisif dans les performances de l'anodisation à l'acide chromique (CAA) :
Concentration en acide chromique:Doit être maintenu à 30–50 g/L. Une valeur inférieure à 30 g/L réduit la densité d'oxyde, diminuant la résistance à la corrosion de 20 à 30 %, tandis qu'une valeur supérieure à 50 g/L augmente la conductivité, augmentant la consommation d'énergie et accélérant la dégradation du bain.
Teneur en ions aluminium (Al³⁺):Contrôlé à ≤ 5 g/L. L'excès d'ions aluminium entraîne une décoloration grise, une porosité plus élevée et une réduction de 15 à 25 % de la durée de vie à la corrosion.
Fréquence de surveillance:Une analyse chimique complète (titrage ou spectroscopie) doit être effectuée chaque semaine, suivie d'un dosage correctif ou d'un remplacement du bain.
Température, densité de courant, And fenêtre de tension
Température:Optimal à 35–40 °C, avec une tolérance de ±1 °C.
En dessous de 34 °C : le taux de croissance diminue d'environ 15 %, ce qui entraîne une formation incomplète d'oxyde.
Au-dessus de 41 °C : les films deviennent poreux et moins résistants à la corrosion, ce qui réduit les performances d'environ 20 %.
La densité actuelle:Maintenu à 20–25 A/ft² (≈2.1–2.7 A/dm²).
Trop faible (<2.0 A/dm²) : Couverture d'oxyde incomplète, réduisant la durée de vie de la corrosion d'environ 30 %.
Trop élevé (> 3.0 A/dm²) : un effet de « poudrage » se produit, conduisant à des revêtements cassants et fragiles.
Paramètres de tension:
40 V (norme de type I) → épaisseur du film 0.5–2.5 μm, adapté aux pièces aérospatiales générales.
22 V (type IB basse tension) → épaisseur du film 0.3–1.0 μm, idéal pour les pièces de précision où des tolérances serrées sont requises.
Epaisseur du film And Cibles de structure des pores
Applications de collage adhésifÉpaisseur du film : 0.5 à 1.0 µm, avec une porosité supérieure à 15 %, permettant la pénétration de la résine. Les tests montrent une résistance au cisaillement accrue de 20 à 30 % par rapport aux surfaces non scellées.
Applications de résistance à la corrosion:Épaisseur du film 1.5–2.5 μm, porosité <10 %, capable de résister à >500 heures de test au brouillard salin sans piqûres.
Mesure de l'équipement And étalonnage
Redresseurs et ampèremètres:Nécessite un étalonnage semestriel pour maintenir la précision du contrôle à ±1 %.
Capteurs (température, pH, conductivité): Doit être étalonné mensuellement. Un écart > ± 2 % peut entraîner des erreurs d'épaisseur ≥ 0.2 μm.
Enregistrement de données:L'adoption du SPC (Statistical Process Control) est fortement recommandée, permettant une surveillance en temps réel de la température, du courant et de la tension, et garantissant une traçabilité complète du processus.
Contrôle de la qualité And Vérification
Dans l'anodisation à l'acide chromique (CAA, Type I), la vérification de la qualité nécessite à la fois essais non destructifs (END) et essais destructifs Pour garantir la stabilité du processus et la cohérence d'un lot à l'autre, un système d'inspection structuré garantit que les composants répondent aux exigences strictes des secteurs de l'aérospatiale, de la défense et de la fabrication de précision.
Couverture de surface And Évaluation des défauts
Exigence standard:Les surfaces doivent présenter un aspect gris uniforme avec une couverture ≥ 98 %, sans taches, pores, bulles ou décoloration.
méthode d'inspection: Utiliser la microscopie optique (50–100×). Les défauts de plus de 0.2 mm de diamètre ou dont la densité dépasse 1 défaut/cm² sont considérés comme non conformes.
Benchmark de processus:En production, le taux de non-conformité devrait rester ≤1%, des valeurs plus élevées nécessitent une étude des conditions de prétraitement ou de bain.
Mesure d'épaisseur de revêtement
L'épaisseur du film est un paramètre critique, nécessitant plusieurs méthodes de mesure pour une validation croisée :
Méthode des courants de Foucault: Précision de ±0.05 μm, idéale pour les inspections rapides par lots.
Méthode gravimétrique: Étalon de laboratoire, précision jusqu'à ±0.02 μm par pesée avant et après décapage.
Microscopie en coupe transversale:Utilisation de l'imagerie métallographique ou SEM pour une observation directe, très précise mais destructive.
Plages cibles:
Collage: 0.5–1.0 μm
Protection contre la corrosion: 1.5–2.5 μm
Adhérence, force de liaison, Aet résistance à la corrosion
Adhérence/Force de liaison:La résistance au cisaillement doit être ≥ 20 MPa, généralement 30 à 40 % supérieure à celle de l'aluminium non traité.
Essai au brouillard salin (ASTM B117): ≥ 336 heures sans piqûres, les pièces aérospatiales haut de gamme peuvent atteindre 500 à 1000 XNUMX heures.
EIS (Spectroscopie d'impédance électrochimique): Impédance minimale ≥ 10⁷ Ω·cm², indiquant des films denses et résistants à la corrosion.
Résistance électrique And Conductivité
Pour les applications de mise à la terre et de blindage, la conductivité localisée doit être vérifiée :
Résistance à la terre: ≤ 2.5 mΩ.
Méthode d'essai:Une sonde à quatre points ou un micro-ohmmètre assure la fiabilité du contact.
Premier article, Tests périodiques, And Traçabilité
Inspection du premier article (FAI):Tests complets de l'épaisseur du film, de l'apparence, de l'adhérence et de la résistance à la corrosion pour définir la référence du lot.
Panneaux de tests périodiques:Au moins une fois par semaine, des coupons de test standard sont traités et validés pour confirmer la stabilité du bain.
Traçabilité:Tous les résultats des tests doivent être liés aux numéros de lot et aux paramètres du processus, conformément au NADCAP ou ISO 9001 exigences de gestion de la qualité.
Organisateur Ce que Are The Ccommun Deffet In The Cchromatique Aanodisation acide Ptraiter
Les défauts les plus fréquents dans les CAA comprennent décoloration, poudrage, couverture non uniforme et mauvaise adhérence, chacun lié à chimie des solutions, densité de courant, prétraitement et conception des fixationsEn maintenant une surveillance stricte du bain, en contrôlant la densité de courant, en garantissant une fixation appropriée et en mettant en œuvre un retraitement standardisé, les taux de défauts peuvent être réduits à , garantissant ainsi que les revêtements anodisés répondent aux normes strictes de l'aérospatiale et de la défense.
Décoloration
Causes:Contamination du bain ou vieillissement de l'électrolyte, en particulier lorsque la concentration en ions aluminium dépasse 5 g/L ou que des impuretés organiques s'accumulent.
Détection:Colorimétrie optique ou inspection visuelle, les surfaces présentant un blanchiment ou un jaunissement indiquent qu'un remplacement de l'électrolyte est nécessaire.
Contre-mesure: Contrôles hebdomadaires de la composition du bain. Remplacer ou réapprovisionner l'acide chromique lorsque Al³⁺ ≥ 5 g/L ou que le pH s'écarte des spécifications.
Poudrage
Causes: Densité de courant excessive (> 3 A/dm²) ou revêtements trop épais (> 3 μm) qui créent des films d'oxyde poreux et cassants.
lustrée:Le film de surface se détache facilement sous forme de poudre lorsqu'il est frotté.
Contre-mesure: Maintenez l'épaisseur du film entre 0.5 et 2.5 µm pour le type I. Surveillez la courbe du courant d'anodisation : de grandes fluctuations indiquent un mauvais contact ou une contamination de la solution.
Couverture non uniforme
Causes: Mauvais contact électrique des racks (résistance de contact > 0.05 Ω) ou géométrie complexe des pièces entraînant une répartition inégale du courant.
lustrée:Zones localisées minces ou dénudées.
Contre-mesure:Utilisez des racks en titane ou en aluminium avec une résistance de contact ≤ 0.01 Ω. Placez les points du rack en dehors des zones critiques et optimisez leur placement pour un flux de courant uniforme.
Mauvaise adhérence
Causes: Prétraitement incomplet, résidus d'huile > 10 mg/m² ou décapage insuffisant.
Détection:Test de cisaillement ou de pelage par recouvrement, les valeurs inférieures à 20 MPa indiquent une défaillance.
Contre-mesure: Répétez la gravure alcaline (NaOH 20–50 g/L, 50–60 °C, 1–5 min) et le décapage acide (HNO₃ + fluorure, 30–120 s) pour restaurer la propreté de la surface.
Protocole de retraitement
Étapes:
Décapage:Retirer le film défectueux à l'aide d'un décapage alcalin (NaOH 50–100 g/L, 50–60 °C).
Rinçage: Rinçage en cascade à l'eau pure (conductivité ≤ 50 μS/cm).
Réanodisation:Reprendre l'anodisation avec les paramètres standards.
Limites:Les pièces ne doivent pas dépasser deux cycles de retraitement, car les traitements répétés augmentent la rugosité de la surface et réduisent la résistance à la fatigue.
Considérations relatives à la chaîne de production In Anodisation à l'acide chromique
Les performances de la ligne de production d'anodisation à l'acide chromique dépendent non seulement de la précision du processus, mais également de efficacité de la manutention des racks, régénération du bain, maintenance préventive et conformité environnementaleEn adoptant une surveillance stricte du bain, une régénération efficace et un traitement rigoureux des déchets, les fabricants peuvent maintenir les taux de défauts en dessous de 2%, obtenir une qualité de revêtement constante et améliorer la rentabilité et la durabilité globales.
Prix And Takt Time
Efficacité du changement de rackLe temps nécessaire au montage des pièces et au contact électrique représente 15 à 25 % du cycle total. Une conception optimisée des racks et des points de contact sécurisés permettent de réduire le temps de changement à 2 à 3 minutes par pièce, diminuant ainsi le coût unitaire.
Impact du remplacement de la baignoireLes coûts unitaires peuvent fluctuer de 15 à 20 % selon le remplacement de l'électrolyte. Par exemple, le remplacement d'un bain de 1000 3,000 L (produits chimiques et traitement compris) peut coûter entre 5,000 XNUMX et XNUMX XNUMX $, ce qui devient important en production à grande échelle.
Durée de vie du bain And Régénération
Cycle de remplacement:Traditionnellement, le bain d’acide chromique est remplacé tous les 3 à 6 mois pour maintenir l’équilibre chimique et la qualité du revêtement.
Stratégie de régénérationEn combinant filtration en ligne et régénération d'acide chromique, la durée de vie du bain peut être prolongée de 9 à 12 mois. Les données montrent que la mise en œuvre de la régénération réduit les taux de défauts d'environ 30 % et les coûts unitaires de 10 à 15 %.
Entretien de l'équipement
Contrôles quotidiens:Les pompes, les canalisations et les redresseurs doivent être surveillés pour garantir que les fluctuations de courant restent dans les ± 2 %.
Nettoyage hebdomadaire:Les filtres, les plaques d'anode et les racks doivent être nettoyés chaque semaine pour éviter l'accumulation de contaminants et assurer une distribution uniforme du courant.
Étalonnage annuel:Les redresseurs, les systèmes de contrôle de température et les capteurs doivent être étalonnés chaque année pour garantir une stabilité de température de ±1 °C et un écart de densité de courant ≤ 0.05 A/dm².
Les eaux usées Aet traitement des gaz d'échappement
Réduction du chrome hexavalent: Les déchets liquides doivent subir une réduction chimique (par exemple, au bisulfite de sodium ou aux sels ferreux) pour convertir le chrome hexavalent (Cr⁶⁺) en chrome trivalent (Cr³⁺), suivie d'une précipitation et d'une filtration. Les rejets après traitement doivent respecter des limites ≤ 0.1 mg/L de Cr⁶⁺, conformément aux réglementations environnementales mondiales.
Traitement des gaz d'échappement:Le brouillard acide doit être capturé par une ventilation locale et des tours d'épuration à des rendements ≥ 95 %, réduisant ainsi les risques d'exposition de l'opérateur et de la communauté.
Conformité:Les installations doivent se conformer aux exigences RoHS, REACH et NADCAP, avec des audits tiers effectués régulièrement pour garantir la sécurité environnementale et professionnelle.
Normes de l'industrie And Directives de référence Fou anodisation à l'acide chromique
L'anodisation à l'acide chromique n'est pas seulement un procédé technique, mais aussi un cadre de conformité réglementé. MIL-PRF-8625 Type I, Accréditation NADCAP, Exigences FDS/SOP et documentation d'inspection traçable est essentiel pour répondre aux exigences strictes de qualité et de fiabilité des industries de l’aérospatiale, de la défense et de la fabrication de haute précision.
MIL-PRF-8625 Type I
Spécification de performance militaire largement adoptée dans l'aérospatiale et la défense.
Définit les exigences critiques telles que :
Épaisseur de revêtement: 0.5–2.5 μm.
Résistance à la corrosion: ≥ 336 heures dans des essais au brouillard salin sans piqûres.
Force d'adhérence: résistance au cisaillement ≥ 20 MPa.
Spécifie un contrôle strict sur la préparation de la surface, les conditions d'anodisation et les méthodes d'étanchéité, ainsi qu'une documentation complète pour les audits clients ou gouvernementaux.
NADCAP (National Aerospace Aet Programme d'accréditation des entrepreneurs de la défense)
Un système d’accréditation mondial couvrant l’ensemble de la chaîne d’approvisionnement aérospatiale.
Les exigences incluent:
Contrôle de processus: la chimie du bain, la température et la densité de courant doivent être surveillées en permanence et les enregistrements conservés pendant au moins 3 ans.
Test et validation:l'inspection du premier article, les coupons périodiques et l'analyse des défaillances sont obligatoires.
Conformité EHS:les installations doivent mettre en œuvre un plan de gestion du chrome hexavalent, comprenant des épurateurs, des systèmes de réduction des eaux usées et une surveillance périodique des émissions.
Fiche de données de sécurité Aet instructions de travail (fiches de données de sécurité et SOP/WI)
Chaque produit chimique utilisé (acide chromique, acide nitrique, fluorures, etc.) doit être accompagné d'une fiche de données de sécurité (FDS) détaillant la classification des dangers, les mesures de premiers secours, les exigences de stockage et les procédures d'élimination.
Les lignes de production doivent suivre des procédures opérationnelles standard (SOP/WI) couvrant l'utilisation des EPI, les paramètres de processus et les actions d'urgence.
Les opérateurs sont tenus de suivre une formation annuelle en matière d’EHS afin de garantir la conformité et la sensibilisation à la sécurité.
Registres d'inspection Aet audits clients/OEM
Toutes les données de processus et les résultats d’inspection doivent être entièrement traçables, y compris l’épaisseur du revêtement, la résistance à la corrosion, l’adhérence et la résistance électrique.
Les audits OEM et clients examinent généralement 12 mois d'enregistrements de lots, garantissant l'exhaustivité et la conformité de la documentation.
Les équipementiers aérospatiaux tels qu'Airbus et Boeing ont souvent besoin d'indices de capacité de processus supplémentaires (par exemple, Cpk ≥ 1.33) pour quantifier et vérifier la fiabilité des processus.
Organisateur Ce que Are The APplication Adomaines Of Cchromatique Aanodisation acide
L'anodisation à l'acide chromique est largement utilisée dans les secteurs de l'aérospatiale, de la défense, de l'automobile, de l'électronique et de la médecine. Ses revêtements fins et durables (0.5 à 2.5 μm) offrent résistance à la corrosion, adhérence, stabilité dimensionnelle et biocompatibilité, ce qui en fait un matériau essentiel pour les composants critiques en aluminium exigeant une fiabilité à long terme et un contrôle strict des tolérances.
| Industrie | Pièces/composants typiques | Objectifs de l'application | Remarques |
| Industrie aerospatiale | Revêtements d'ailes, trains d'atterrissage, portes de compartiment moteur, structures satellites | Résistance à la corrosion, base de liaison, précision dimensionnelle | Le CAA est le plus largement utilisé dans l'aérospatiale, conforme aux normes MIL-PRF-8625 Type I et NADCAP, épaisseur de revêtement de 0.5 à 2.5 μm. |
| Défense | Enveloppes de roquettes, sections de missiles, boîtiers électroniques militaires | Résistance à la corrosion, maintien de la durée de vie en fatigue | Les revêtements minces CAA maintiennent les performances de fatigue des alliages d'aluminium à haute résistance (séries 2xxx, 7xxx). |
| Automobile | Cadres hautes performances, pièces de moteur, composants structurels en aluminium | Protection contre la corrosion, adhérence de la peinture | Moins courant que dans l'aérospatiale, mais de plus en plus utilisé pour les composants légers et critiques en matière de corrosion. |
| Vitrines et Écrans Numériques | Connecteurs électriques, dissipateurs thermiques, boîtiers de blindage | Isolation, protection contre la corrosion | Revêtements minces (0.5–1.0 μm) appliqués, avec des zones conductrices préservées grâce à des techniques de masquage. |
| Dispositifs médicaux | Boîtiers d'instruments chirurgicaux, cadres d'équipements d'imagerie | Résistance à la corrosion, biocompatibilité | Des revêtements uniformes et stables garantissent une fiabilité à long terme dans les environnements médicaux. |
FAQ
Is Cchromatique Acid Anodification Baprès Til Ssulfurique Acid?
D'après mon expérience, l'anodisation à l'acide chromique (AAC, Type I) est supérieure pour les pièces de précision. Sa couche d'oxyde ne mesure que 0.5 à 2.5 μm, contre 5 à 25 μm pour l'anodisation à l'acide sulfurique (Type II). Malgré une couche plus fine, l'AAC correctement scellée offre une résistance à la corrosion égale, voire supérieure, tout en évitant les variations dimensionnelles. Cela la rend particulièrement efficace pour les composants aéronautiques où la résistance à la fatigue et des tolérances strictes sont essentielles.
Comment Tpéquenaud Is Cchromatique Acid Ahocher la tête ?
L'anodisation à l'acide chromique produit généralement un revêtement d'une épaisseur de 0.5 à 2.5 μm, bien plus fin que l'anodisation sulfurique ou dure. Dans les applications aéronautiques, je contrôle souvent les revêtements de type I entre 1.0 et 1.5 μm afin d'équilibrer résistance à la corrosion et précision dimensionnelle. Cette fine couche est idéale pour les assemblages à tolérances serrées, comme les trains d'atterrissage ou les revêtements d'ailes, garantissant durabilité et précision sans altérer les ajustements critiques.
Organisateur Ce que Is The Ddifférence Between Hard Anodification And Cchromatique Acid Ahocher la tête ?
L'anodisation dure (type III) produit des revêtements de 25 à 100 μm, offrant une excellente résistance à l'usure, mais entraînant des variations dimensionnelles. En revanche, l'anodisation à l'acide chromique forme une couche beaucoup plus fine, de 0.5 à 2.5 μm, assurant principalement une protection contre la corrosion et une adhérence solide des surfaces. J'utilise l'anodisation à l'acide chromique pour les pièces de précision aéronautiques où la résistance à la fatigue et le contrôle dimensionnel sont essentiels, tandis que l'anodisation dure est réservée aux applications à forte usure telles que les cylindres, les pistons ou les composants coulissants.
Organisateur Ce que Metaux Are Sutile For Cchromatique Acid Ahocher la tête ?
L'anodisation à l'acide chromique est particulièrement adaptée à l'aluminium et à ses alliages, notamment le 2xxx (cuivre à haute résistance, par exemple le 2024) et le 7xxx (zinc à ultra-haute résistance, par exemple le 7075). J'utilise souvent l'anodisation à l'acide chromique sur les alliages aéronautiques, où la résistance à la fatigue et à la corrosion est cruciale. Le magnésium et l'acier ne sont pas adaptés, tandis que le titane peut nécessiter d'autres méthodes d'anodisation. L'anodisation à l'acide chromique assure à la fois la protection contre la corrosion et l'adhérence sans compromettre l'intégrité structurelle des composants en aluminium.
L'anodisation à l'acide chromique est-elle permanente ?
L'anodisation à l'acide chromique est très durable, mais pas totalement permanente. La couche d'oxyde peut se dégrader en milieu acide ou alcalin et s'user avec le temps. Cependant, avec une étanchéité adéquate, j'ai vu des pièces aéronautiques durer 10 à 20 ans sans corrosion. Bien que le revêtement anodisé se forme à partir de l'aluminium de base et soit difficile à éliminer mécaniquement, il peut être décapé par des solutions acides ou érodé dans des conditions de service extrêmes.
Conclusion
L'anodisation à l'acide chromique est un procédé classique qui allie stabilité, précision dimensionnelle et résistance à la corrosion. Elle demeure une méthode de traitement de surface essentielle et irremplaçable dans les secteurs aéronautique, militaire et de la fabrication de précision. Face au durcissement des réglementations environnementales, des procédés alternatifs comme l'anodisation à l'acide chromique (TFSAA) émergent, mais l'anodisation à l'acide chromique (CAA) reste l'une des solutions les plus fiables en ingénierie. Dans votre travail, avez-vous également rencontré le défi de respecter les réglementations environnementales tout en garantissant la résistance à la corrosion ? Partagez vos expériences et vos points de vue par message privé. Explorons ensemble les tendances futures du traitement de surface des alliages d'aluminium.