
Piensarjatyöstö CNC-koneistuksella on käytännöllinen valmistusratkaisu projekteihin, jotka vaativat tarkkuusosia ilman suoraa siirtymistä massatuotantoon. Se yhdistää nopean läpimenon, joustavan määrähallinnan ja luotettavan koneistuksen laadun, joten se sopii hyvin prototyyppien, pilottiajojen, varaosien ja räätälöityjen tuotantojen tarpeisiin.
Tässä oppaassa opit pienten erien CNC-koneistukseen liittyvät keskeiset prosessit, materiaalivaihtoehdot, kustannustekijät, suunnitteluun liittyvät näkökohdat, laadunvalvontapisteet ja toimittajan valintavinkit. Näiden osa-alueiden ymmärtäminen voi auttaa sinua suunnittelemaan pienten määrien tuotantoa tehokkaammin ja tekemään parempia valmistuspäätöksiä.
Mitä Is Sostoskeskus BAtch CNC Msärkyä?
Piensarjatyöstö yhdistää prototyyppien ja massatuotannon. Se toimittaa tarkkoja osia pieninä määrinä ilman kalliita työkaluja tai ylimääräistä varastoa. Se sopii täydellisesti suunnittelun validointiin, pilottiajoihin, varaosiin ja räätälöintiin, ja se perustuu digitaaliseen ohjelmointiin ja edistyneisiin koneisiin laadun ja nopean reagoinnin varmistamiseksi.

Useimmissa tapauksissa pienten erien CNC-koneistuksen tuotantoalue on noin 10–1000 kappaletta, vaikka jotkut projektit saattavat vaatia vain muutaman näytteen kehitystä varten, kun taas toiset voivat ulottua yli 2000 yksikköön osan monimutkaisuudesta ja tuotantotavoitteista riippuen. Verrattuna suurten määrien valmistukseen, pienten erien CNC-koneistus keskittyy enemmän suunnittelun varmentamiseen, hallittuun tuotantoon ja kykyyn sopeutua nopeasti vaatimusten muuttuessa.
Tätä menetelmää käytetään laajalti tuotekehityksessä ja valmistuksen alkuvaiheessa. Tutkimus- ja kehitystyön validoinnissa yritykset saattavat koneistaa vain 20–30 osaa testatakseen rakennetta, sopivuutta tai todellista suorituskykyä ennen lisämuutosten tekemistä. Pilottituotannossa valmistajat käyttävät usein muutamaa sataa CNC-koneistettua osaa kokoonpanon varmistamiseksi ennen työkaluihin investoimista. Se on yleistä myös varaosatoimituksissa, joissa pieniä määriä korvaavia komponentteja on tuotettava tilauksesta, ja räätälöintiprojekteissa, joissa jokainen erä voi vaatia pieniä suunnittelupäivityksiä tai asiakaskohtaisia muutoksia.
Pienten erien CNC-koneistuksen erityisen arvokas ominaisuus on sen tarkkuuden ja joustavuuden välinen tasapaino. Se mahdollistaa yrityksille siirtymisen konseptista fyysisiin osiin pienemmällä riskillä säilyttäen samalla mittatarkkuuden ja materiaalien suorituskyvyn, joita tarvitaan merkityksellisessä testauksessa tai rajoitetussa tuotannossa.
Miten To Aloita A Sostoskeskus BAtch CNC Msärkynyt Pprojekti?
Lainaus ja DFM-analyysi
Aloitan yleensä keskustelemalla CAD-piirustuksista, materiaaleista ja tarkkuusvaatimuksista asiakkaan kanssa. DFM (Design for Manufacturability) -raportti auttaa tunnistamaan ongelmat etukäteen, kuten ohuet, muodonmuutoksille alttiit seinämät, liian pienet reiät tai vaikeasti saavutettavat työstöradat. Tiedot osoittavat, että DFM voi vähentää suunnittelun uudelleentyöstöä noin 30 %.
Prosessin suunnittelu
Prosesseja suunnitellessani otan huomioon osan ominaisuudet (materiaali, toleranssi, määrä) valitakseni sopivat koneet ja työkalut. Esimerkiksi alumiiniosat on parasta käsitellä suurnopeusjyrsinnällä, kun taas titaani vaatii usein lankakipinätyöstöä yhdistettynä moniakseliseen koneistukseen. Asianmukainen suunnittelu voi lyhentää työstöaikaa 20–40 %.
Ohjelmointi
CAM-ohjelmistoa käytetään työstöratojen luomiseen ja simulaatioiden suorittamiseen. Työstöratojen optimointi (kuten tehokkaat jyrsintästrategiat) parantaa pinnanlaatua ja pidentää työkalun käyttöikää. Yhdessä projektissani pelkkä työstöratojen optimointi säästi 15 % työtunneista.
Koeleikkaukset ja näytteen varmennus
Kriittisille osille teen koeleikkauksia (1–2 kappaletta) mittojen ja kiinnityksen vakauden varmistamiseksi. Tämä vaihe on ratkaisevan tärkeä massahylkytuotannon estämiseksi. Esimerkiksi lääketieteellisiä implantteja koneistettaessa havaitsimme, että materiaalin elastisuus vaikutti työkalun syöttöön, ja koeajojen aikana tehdyt säädöt varmistivat erän vakauden myöhemmin.
Tarkastus ja laadunvalvonta
Prosessin aikainen mittaus ja CMM-tarkastus (koordinaattimittauskone) ovat vakiona. Jokainen erä käy läpi mittatarkastukset, ja toimitamme materiaalitodistukset ja tarkastusraportit. Tämä ei ainoastaan täytä ISO-standardeja, vaan myös lisää asiakkaiden luottamusta.
Toimitus ja palaute
Viimeinen vaihe on osien toimitus ja palautteen kerääminen. Asiakkaiden suunnittelumuutokset ohjaavat usein seuraavaa optimointikierrosta, mikä korostaa pienten erien CNC-koneistuksen joustavuutta ja lisäarvoa.
Mitä Are The CYHTEISET Sostoskeskus BAtch CNC Msärkynyt Pprosessit?
Piensarjatyöstössä CNC-koneistuksella on jokaisella prosessilla ainutlaatuinen rooli: sylinterimäisten osien sorvaus, monimutkaisten pintojen jyrsintä, tarkkuusreikien poraus, kovametallien EDM, pinnan viimeistely ja moniakselinen työstö kiinnittimillä tehokkuuden parantamiseksi. Oikean prosessin valinta tasapainottaa kustannukset, tarkkuuden ja läpimenoajan.
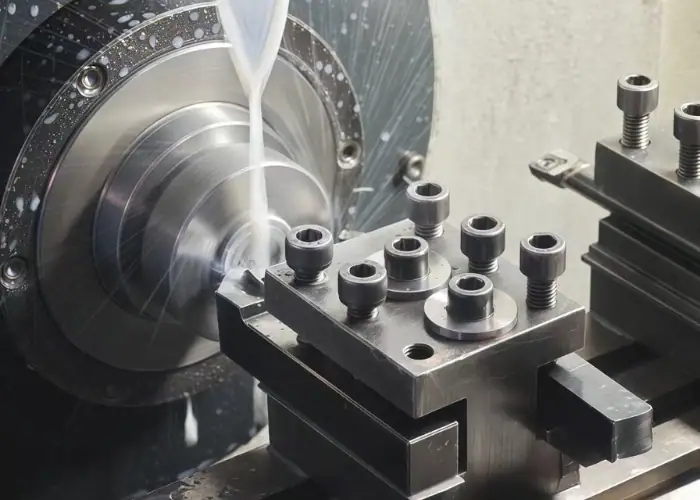
CNC-sorvaus (sorvausjyrsimellä)
Sorvaustyökaluilla muotoilee pyöriviä työkappaleita, ihanteellinen akseleille ja lieriömäisille osille. Sorvausjyrsin yhdistää useita toimintoja yhteen asetukseen, mikä vähentää virheitä. Robotiikka-asiakkaalle koneistin Ø30 mm:n akseleita käyttämällä sorvausjyrsintäleikkausaikaa noin 25 %.
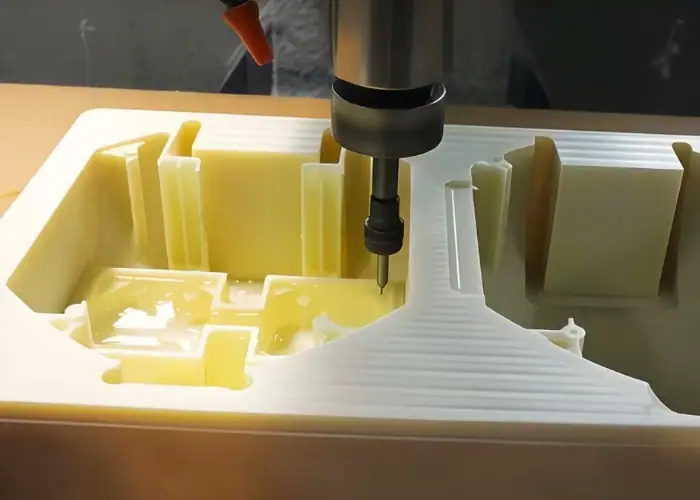
CNC-jyrsintä (3/4/5-akselinen)
Jyrsintä poistaa materiaalia pyörivillä työkaluilla, 3-akselinen jyrsintä sopii tasopinnoissa ja urissa, kun taas 4/5-akselinen jyrsintä käsittelee monimutkaisia käyriä ja onteloita. Lääketieteellisessä implanttiprojektissa 5-akselinen jyrsintä varmisti ±0.01 mm:n toleranssin ja leikkasi asetelmia 40 %:lla.
Poraus, kierteitys ja avarrus
Poraaminen ja kierteitys luovat kierrereikiä, kun taas avartaminen/kalvaaminen parantaa reiän tarkkuutta ja viimeistelyä. Auton osaprojektissa, jossa oli yli 100 M6-reikää, vaihdoimme avartamiseen ja kierteitykseen, mikä nosti läpimenoprosentin 98 prosenttiin.
EDM (uppoaminen ja lankaleikkaus)
EDM loistaa kovien metallien ja monimutkaisten onteloiden työstössä. HRC 60 -kovuuden omaavan muottiteräksen lankakipinätyöstöllä saavutettiin ±0.005 mm:n tarkkuus. Koneistan kerran liitosmuotin, jossa vain EDM pystyi muodostamaan teräviä sisäkulmia.
Pinta-, ulkohalkaisija- ja keskiötön hionta
Hiominen parantaa mittatarkkuutta ja pinnan karheutta. Pinnan hiominen saavuttaa Ra 0.4 μm:n, ulkohalkaisijan hionta sopii akseleille ja keskitön hionta mahdollistaa tehokkaan eräkäsittelyn. Lääketieteelliselle asiakkaalle hiomme ruostumattomia tappeja ±0.003 mm:n tasolle.
Moniakselinen ja kiinteä rinnakkaistyöstö
Moniakseliset koneet kiinnittimillä mahdollistavat samanaikaisen osien koneistuksen, mikä lisää läpimenoaikaa. Uudessa energiaprojektissa alumiinikoteloille tarkoitettu neliasemainen kiinnitin lisäsi erätuotantoa 60 %.
Pienissä erissä tehtävässä CNC-työstössä materiaali- ja viimeistelyvalinnat vaikuttavat kustannuksiin, suorituskykyyn ja ulkonäköön. Käytetään metalleja, muoveja ja erilaisia pintakäsittelyjä. Oikein valittu materiaali varmistaa kestävyyden, tarkkuuden ja estetiikan alhaisemmilla kustannuksilla.
Materiaalit Sopii For Sostoskeskus BAtch CNC Msärkynyt
| Luokka | Materiaali | Koneistusominaisuudet |
| Metallit | Alumiini | Kevyt, erinomainen työstettävyys, hyvä lämmönjohtavuus, altis muodonmuutoksille, vaatii oikean kiinnityksen ja työstöradan. |
| Teräs / ruostumaton teräs | Ruostumattomat teräkset ovat erittäin lujia ja kulutusta kestäviä, ja ne kovettuvat leikattaessa, mikä vaatii jäykkiä työkaluja ja pienempiä syöttöjä. | |
| Kupariseokset | Helppo leikata, erinomainen sähkön- ja lämmönjohtavuus, pehmeä ja tahmainen, altis työkalun jumiutumiselle, vaatii teräviä työkaluja ja jäähdytysnesteen. | |
| Titaaniseokset | Korkea lujuus-painosuhde, korroosionkestävä, vaikeasti työstettävä, aiheuttaa nopeaa työkalun kulumista, vaatii alhaisia nopeuksia ja moniakselisia strategioita. | |
| Nikkeliseokset | Kestää hyvin korkeita lämpötiloja, korroosionkestävä, voimakas muokkauslujittuminen, lyhyt työkalun käyttöikä, vaatii usein EDM:ää tai jäykkiä työkaluja. | |
| Muovit | ABS | Erinomainen työstettävyys, sileä pinta, alhainen lämmönkestävyys, sulamisriski pitkäaikaisessa työstössä. |
| PC (polykarbonaatti) | Suuri lujuus, hyvä sitkeys, läpinäkyvä, vaatii teräviä työkaluja pinnan repeytymisen välttämiseksi. | |
| POM (asetaali/delriini) | Alhainen kitka, leikkaa tasaisesti, suuri lämpölaajeneminen, vaatii jäähdytystä ja toleranssien hallintaa. | |
| KURKISTAA | Vahva, lämmön- ja kemikaalinkestävä, vaikeampi leikata, vaatii ensiluokkaiset työkalut ja vakaan jäähdytyksen. |
pinta Treatment For Sostoskeskus BAtch CNC Msärkynyt
anodisointiParantaa alumiinin korroosionkestävyyttä ja estetiikkaa, saatavilla useissa väreissä, käytetään laajalti ilmailu- ja elektroniikkakoteloissa.
hiekkapuhallusKäyttää korkeapaineisia hioma-aineita tasaisen mattapinnan luomiseen, mikä parantaa sekä pitoa että ulkonäköä.
kiillotusSaavuttaa peilimäisen pinnan mekaanisilla tai kemiallisilla menetelmillä, ihanteellinen osille, jotka vaativat ensiluokkaista ulkonäköä.
PlatingLisää metallipinnoitteen parantaakseen kulutuskestävyyttä, korroosionestokestävyyttä tai sähkönjohtavuutta.
pinnoiteSisältää pulverimaalauksen tai nestemäisen maalauksen, mikä parantaa ulkonäköä ja säänkestävyyttä.
MustaoksidiMuodostaa teräkselle tumman oksidikerroksen, joka estää ruosteen muodostumisen ja vähentää mekaanisissa komponenteissa yleistä heijastuksia.
LämpökäsittelySisältää sammutusta, päästöä tai karkaisua kovuuden, lujuuden ja kestävyyden parantamiseksi.
Mitkä ovat pienten erien CNC-koneistuksen edut ja rajoitukset?
Piensarjatyöstössä yhdistyvät joustavuus ja tarkkuus, mikä tekee siitä ihanteellisen vaihtoehdon tuotekehityksen validoinnille, pilottiajoille ja räätälöinnille. Se nopeuttaa markkinoilletuloaikaa ja alentaa varastointiriskejä, mutta tuo mukanaan korkeammat yksikkökustannukset ja rajalliset mittakaavaedut. Näiden etujen ja haittojen ymmärtäminen auttaa yrityksiä suunnittelemaan tehokkaammin.
edut
Nopeampi aika markkinoille
Pienten erien CNC-työstö ei vaadi muotin kehittämistä, joten tuotanto voidaan aloittaa suoraan CAD-tiedoista. Tämä lyhentää usein läpimenoaikaa noin 30–50 % muottipohjaisiin prosesseihin verrattuna. Projekteissa, jotka vaativat nopeaa validointia tai kiireellistä toimitusta, tämä nopeus voi parantaa merkittävästi kehitystehokkuutta.
Joustava suunnitteluiteraatio
Suunnittelumuutoksia on helpompi hallita, koska prosessi perustuu pääasiassa ohjelmointiin ja asetuksiin eikä niinkään uusiin työkaluihin. Jos mittoja, reikien ominaisuuksia tai rakenteellisia yksityiskohtia on muutettava, päivitetyt CAD-tiedostot voidaan yleensä käsitellä paljon nopeammin kuin perinteisissä massatuotantomenetelmissä. Tämä on erityisen arvokasta lääketieteen, elektroniikan ja tuotekehityksen projekteissa.
Korkea tarkkuus ja hyvä johdonmukaisuus
CNC-työstöllä voidaan saavuttaa tiukat toleranssit, usein noin ±0.01 mm, riippuen osan geometriasta, materiaalista ja prosessiolosuhteista. Tämä tekee siitä sopivan osille, jotka vaativat mittatarkkuutta, vakaata istuvuutta ja toistettavaa laatua rajoitetulla tuotantoerällä.
Pienempi varastoriski
Koska osia voidaan tuottaa kysynnän mukaan, yritysten ei tarvitse sitoutua suuriin varastomääriin liian aikaisin. Tämä auttaa vähentämään ylituotantoa, alentamaan varastointikustannuksia ja helpottamaan kassavirtapaineita, erityisesti uusien tuotteiden tai projektien kohdalla, joissa kysyntä on epävarmaa.
Rajoitukset
Korkeammat yksikkökustannukset
Ilman muotin poistoja CNC-koneistettujen osien kustannukset pysyvät suhteellisen korkeina. Samalla geometrialla yksikköhinta voi olla noin 20–40 % korkeampi kuin ruiskuvalulla, kun tuotantomäärä kasvaa riittävän suureksi. Tämän vuoksi piensarja-CNC soveltuu paremmin pienempien määrien tuotantoon kuin kustannusvetoiseen massatuotantoon.
Monimutkaisempi vaihdon hallinta
Osanumeroiden, materiaalien tai asetusten tiheä vaihtaminen voi lisätä ohjelmointiaikaa, kiinnittimien valmistelua ja tuotannon suunnittelutyötä. Erävalikoiman kasvaessa myös tuotantotilan hallinta vaikeutuu.
Rajoitettu kustannustehokkuus suurilla volyymeilla
Pienten erien CNC-työstö on yleensä taloudellisinta pienille ja keskisuurille määrille, kuten prototyypeille, pilottiajoille tai kymmenien tai muutaman tuhansien kappaleiden tuotantomäärille. Kun määrä kasvaa merkittävästi, prosessit, kuten muovaus tai valaminen, tulevat usein kustannustehokkaammiksi.
Seisokit ja aikataulutuspaineet
Usein toistuva erän vaihtaminen voi aiheuttaa koneiden seisokkiaikaa, jos aikataulutus ei ole hyvin järjestetty. Sekatuotantoympäristössä huono suunnittelu voi vähentää laitteiden käyttöastetta ja pidentää toimitusaikoja.
Kuinka arvioida kustannuksia ja läpimenoaikaa?
Pienten erien CNC-koneistuksessa kustannukset ja läpimenoaika ovat asiakkaille kaksi kriittisintä tekijää. Asianmukainen arviointi edellyttää materiaalien, työvoiman, työkalujen ja toissijaisten prosessien tasapainottamista sekä hinnoittelumallien ja tarjousstrategioiden soveltamista sekä kannattavuuden että oikea-aikaisen toimituksen varmistamiseksi.
Kustannustekijät
MateriaaliKorkealaatuisten metallien, kuten titaanin tai Inconelin, osuus kokonaiskustannuksista voi olla 40–60 %, ja optimoitu sisäkkäin asettaminen voi vähentää jätettä 15–20 %.
Aika:Ohjelmointi, koneistus ja tarkastus muodostavat usein 30–50 % kustannuksista. Esimerkiksi monimutkaisten 5-akselisten osien ohjelmointi voi kestää 6–8 tuntia.
Työkalut ja kiinnitysVakiotyökalut ovat uudelleenkäytettäviä, kun taas mittatilaustyönä tehdyt kiinnikkeet lisäävät merkittävästi kappalekohtaisia kustannuksia.
Toissijainen käsittelyAnodisointi, lämpökäsittely tai pinnoitus voivat lisätä kokonaiskustannuksia 10–25 %.
Hinnoittelumallit, tarjousten perusteet, läpimenoajan nopeuttaminen ja vähimmäistilausmäärät
HinnoittelumallitYleinen kaava on ”materiaali + työtunnit + monimutkaisuuskerroin + viimeistely”. Esimerkiksi alumiiniosat ovat tyypillisesti 30–50 % halvempia kuin titaaniosat.
Lainaamisen perusteetMääritä selkeä vähimmäistilausmäärä, yleensä 10–20 kappaletta, ohjelmointi- ja asennuskustannusten kattamiseksi.
Läpimenoajan kiihtyvyysRinnakkaisohjelmointi ja usean koneen aikataulutus voivat lyhentää toimitusaikoja 20–35 %. Eräässä lääketieteellisessä projektissa kahden koneen aikataulutus lyhensi läpimenoaikaa 14 päivästä 9 päivään.
Asiakkaan arvoLäpinäkyvä hinnoittelu ja tiukat toimitusaikasitoumukset rakentavat luottamusta ja lisäävät konversioita.
Keskeiset DFM-tehokkuusohjeet
Piensarjaisessa CNC-koneistuksessa valmistettavuussuunnittelu (DFM) vaikuttaa suoraan tehokkuuteen, kustannuksiin ja toimitukseen. Asettamalla käytännölliset toleranssit, yksinkertaistamalla rakenteita, parantamalla työkalujen saatavuutta ja vähentämällä asetuksia valmistajat voivat alentaa uudelleentyöstömääriä, säästää koneistusaikaa ja parantaa asiakastyytyväisyyttä.
Kohtuulliset toleranssit ja viitearvot, vältä ohuita seiniä ja teräviä kulmia
ToleranssitLiian tiukat toleranssit voivat nostaa koneistuskustannuksia 20–30 %, joten hallitse vain kriittisiä mittoja.
DatumsSelkeät viitepisteet vähentävät tarkastusvirheitä ja parantavat johdonmukaisuutta.
Ohuet seinätAlle 1 mm:n rakenteet voivat muuttaa muotoaan. Ilmailuprojektissa ratkaisin tämän lisäämällä kaaria.
Terävät kulmatLeikkaustyökaluilla ei voida työstää täysin teräviä kulmia, joten pyöristysten käyttö parantaa lujuutta ja vähentää työkalun kulumista.
Paranna työkalujen saavutettavuutta, yksinkertaista rakenteita ja yhdistämisprosesseja
Työkalun käytettävyysOta työkalun pituus ja törmäys huomioon suunnitellessasi syviä reikiä tai uria ylimääräisten asetusten välttämiseksi.
Yksinkertaistetut rakenteetTarpeettomien ominaisuuksien poistaminen voi lyhentää koneistusjaksoja 15–25 %.
Prosessin integrointiMonitoimikoneet (jyrsintä-sorvaus, moniakseliset) mahdollistavat useita työvaiheita yhdessä asetuksessa, mikä vähentää seisokkiaikaa.
Optimoi moniakselisia reittejä ja minimoi asetelmia
Moniakselinen etu5-akselinen koneistus vähentää asetuksien tarvetta, mikä parantaa tarkkuutta ja tehokkuutta 20–40 %.
Polun optimointiTehokkaat työstöstrategiat (HEM) parantavat leikkaustehoa ja työkalun käyttöikää.
TapaustutkimusUuden energia-asiakkaan Inconel-turbiinin lavan optimoidut reitit ja vähemmän asetuksia lyhentävät sykliaikaa 30 %.
Vinkkejä tehtaan tehokkuuteen
Pienten volyymien CNC-koneistuksessa tehokkuus ei riipu pelkästään koneista, vaan myös työnkulun optimoinnista. Standardoimalla työkaluja, jakamalla tuotantoa erissä, minimoimalla toissijaisia työvaiheita ja aikatauluttamalla samanlaisia osia älykkäällä materiaalinkäytöllä, työpajat voivat lisätä tuotantoa 20–40 % ja samalla vähentää jätettä ja läpimenoaikoihin liittyviä riskejä.
Vakiotyökalujen, kiinnittimien ja työkalukirjaston uudelleenkäyttö
StandardointiStandardityökalujen ja -kiinnittimien käyttö vähentää asetusaikaa ja lastuamattomuutta. Tutkimukset osoittavat, että standardointi lyhentää työkalunvaihtoaikaa 25 %.
Työkalukirjaston uudelleenkäyttöYhteisen työkalukirjaston jakaminen useiden töiden kesken lyhentää valmisteluaikaa ja alentaa varastokustannuksia. Yhden asiakkaan viidelle alumiinierälle käytimme yhtenäistä työkalujärjestelmää, joka lyhensi toimitusaikaa kahdella päivällä.
Erä- ja moniosatyöstö, vähemmän toissijaisia prosesseja
batchingTöiden ryhmittely lisää koneen käyttöastetta ja vähentää käyttämättömyysaikaa.
Moniosainen koneistusUseiden osien kiinnittäminen yhteen kokoonpanoon parantaa tehokkuutta 15–30 %.
Vähennetyt toissijaiset toiminnotMoniakseliset tai jyrsintä-sorvauskoneet suorittavat useita vaiheita yhdellä ajolla, mikä minimoi uudelleenkiinnityksen ja tarkkuuden menetyksen.
Samankaltaisten osien aikataulutus, materiaalien optimointi ja jätteen vähentäminen
Samankaltaisten osien aikataulutusGeometrisesti samankaltaisten osien valmistaminen yhdessä säästää ohjelmointi- ja asennusaikaa.
Materiaalin käyttöPesäytyksen optimointi lisää raaka-aineen saantoa ja säästää kustannuksissa 10–15 %.
Jätteiden vähentäminenRomunkierrätys alentaa kustannuksia entisestään. Uudelle energia-asiakkaalle optimoitu Inconel-pesäys säästi materiaalikuluissa 12 %.
Laadun ja yhdenmukaisuuden varmistaminen
Pienten volyymien CNC-koneistuksessa laatu ja yhdenmukaisuus ovat avainasemassa luotettavan toimituksen kannalta. Tiukat saapuvan materiaalin tarkastukset sertifikaateilla, prosessinohjaussuunnitelmat, koneen sisäiset ja online-tarkastukset CMM-varmentein sekä ISO-, lääketieteellisten ja ilmailu- ja avaruusalan standardien noudattaminen minimoivat uudelleentyön tarpeen ja lisäävät asiakkaiden luottamusta.
Saapuvat materiaalit, sertifikaatit ja prosessien hallintasuunnitelmat
Materiaalin jäljitettävyysJokainen erä vaatii vaatimustenmukaisuustodistuksen (COC) koostumuksen ja suorituskyvyn varmistamiseksi.
Tuleva tarkastusKovuuden, mittojen ja pintavirheiden tarkistukset estävät laajamittaisen hylyn muodostumisen.
ProsessinhallintaOhjaussuunnitelmat asettavat tarkistuspisteitä kriittisille vaiheille, kuten mittanäytteenotolle. Autoteollisuuden projektissa FMEA:n yhdistäminen ohjaussuunnitelmaan vähensi vikamääriä 28 %.
Koneen sisäinen mittaus, online-tarkastus ja CMM-ratkaisut
Koneen sisäinen mittausMittapäät säätävät työkalun siirtymät automaattisesti, mikä vähentää manuaalisia virheitä.
VerkkotarkastusSPC (Statistical Process Control) valvoo prosessin vaihtelua reaaliajassa.
CMM-tarkastusVarmistaa monimutkaisten geometrioiden tarkkuuden ±0.005 mm:n tarkkuudella. Lääketieteellisessä implanttiprojektissa koordinaattimittauskone tarkistaa eräkohtaisen yhdenmukaisuuden.
Sertifikaatit ja standardit
ISO9001Peruslaatukehys, jota usein vaaditaan toimittajien hyväksyntää varten.
ISO13485Olennainen lääkinnällisille laitteille, korostaa bioyhteensopivuutta ja jäljitettävyyttä.
AS9100Keskeinen asia ilmailu- ja avaruusalalla, keskittyen dokumentointiin ja prosessien yhdenmukaisuuteen. Yhdelle ilmailualan asiakkaalle AS9100-auditointien läpäiseminen mahdollisti pitkäaikaiset kumppanuudet.
Kuinka valita pienen erän CNC-toimittaja Kiinassa?
Oikean CNC-toimittajan valinta Kiinassa vaikuttaa suoraan kustannuksiin, laatuun ja toimitusnopeuteen. Keskeisiä arviointikohtia ovat tekniset valmiudet, alan kokemus, tekninen tuki, viestintä, vankat laatujärjestelmät, toimitusten suorituskyky, hinnoittelun läpinäkyvyys ja digitalisaatiokypsyys (MES/ERP/CAM).
Kyvykkyydet, kokemus ja tekninen tuki
KoneistuskykyEtsi 3/4/5-akselisia koneita, jyrsintä-sorvauskeskuksia ja kokemusta useista materiaaleista.
TeollisuuskokemusIlmailu-, lääketieteen tai autoteollisuuden projektien toimittajat kohtaavat tiukempia vaatimuksia.
SuunnittelutukiVahvat toimittajat toimittavat DFM-raportteja, mikä estää yli 30 % suunnittelun uudelleentyöstä.
Viestintä Nopea vastaus tarjouspyyntöihin (24 tunnin sisällä) nopeuttaa tuotekehitystä.
Laatujärjestelmät, toimitusvarmuus ja hinnoittelun läpinäkyvyys
laatustandarditISO9001 on perustaso, ISO13485/AS9100 on välttämätön lääketieteen ja ilmailualan sovelluksissa.
läpimenoaikaTyypillinen toimitusaika pienille erille on 5–7 päivää, kiireellisille tilauksille 48 tunnissa.
Läpinäkyvä hinnoitteluHyvä tarjous erittelee materiaalit, ohjelmoinnin, koneistuksen, laadunvalvonnan ja jälkikäsittelyn.
TapaustutkimusUutta energiaa suunnittelevalle asiakkaalle valmistimme 200 asuntoa – selkeä hinnoittelu ja tarkka toimitustapa varmistivat pitkäaikaisen sopimuksen.
Automaatio ja digitalisaatio
MES-järjestelmät: Ota käyttöön reaaliaikainen työnseuranta viivästysten minimoimiseksi.
ERPVarmistaa tarkan materiaalivirran ja kustannusten hallinnan.
CAM-optimointiSimulointi vähentää työkalun kulumista 15–20 %.
AdvantageDigitalisoiduissa työpajoissa raportoidaan 25 % alhaisemmat uudelleentyöstöasteet, mikä johtaa korkeampaan asiakastyytyväisyyteen.
Mitkä teollisuudenalat käyttävät pienten erien CNC-koneistusta
Pieni Erätyöstössä CNC-koneistus tasapainottaa tarkkuuden, joustavuuden ja kustannustehokkuuden. Ilmailu- ja autoteollisuus tarvitsevat kevyitä ja vahvoja osia., lääketieteen alat vaativat räätälöintiä ja bioyhteensopivuutta, elektroniikka keskittyy nopeaan iteraatioon ja pinnan viimeistelyyn, energia ja välineet vaativat kestävyyttä, Startupit käyttävät sitä nopeaan markkinoille pääsyyn.
| Teollisuus | Avainominaisuudet | Esimerkkitapaukset |
| Ilmailu- ja avaruusteollisuus, autoteollisuus ja uudet energialähteet | Kevyet, erittäin lujat ja toiminnalliset osat | Turbiinin lavat, sähköautojen akkukotelot |
| Lääketiede ja terveydenhoito | Korkea tarkkuus, räätälöinti, bioyhteensopivuus | Implantit, kirurgisten työkalujen näytteet |
| Kulutuselektroniikka ja televiestintä | Kosmeettiset osat, läpinäkyvät kotelot, koeajot | Puhelinkotelot, jäähdytyselementit |
| Energia ja instrumentit | Korkean lämpötilan kestävyys, korroosionkestävä, luotettavuus | Inconel-turbiini, venttiilikomponentit |
| Startupit ja räätälöidyt tuotteet | Nopea prototyyppien valmistus, markkinatestaus, pienten määrien toimitus | Mukautetut ääninupit, käynnistyslaitteiston kuoret |
UKK
Mitkä eräkoot ovat tyypillisiä pienten erien CNC-koneistuksessa?
Kokemukseni mukaan pienten erien CNC-koneistuksessa tarvitaan yleensä 10 000–5 000 osaa. Prototyypeille se on 1–50 yksikköä, pilottiajoille 200–500 ja varaosille usein 50–100. Tämä valikoima tasapainottaa joustavuutta, tarkkuutta ja kustannuksia.
Miten pienten erien CNC-työstö vertautuu massatuotantoon?
Massatuotantoon verrattuna pienten erien CNC-työstö lyhentää läpimenoaikaa 40–60 %, välttää suuria varastoja ja tukee nopeaa suunnittelun iterointia. Vaikka yksikkökustannukset ovat korkeammat, se varmistaa tarkkuuden ja nopean markkinareagoinnin alle 5 000 kappaleen määrille.
Mitä eroa on pienten määrien CNC-koneistuksen ja pienten erien CNC-koneistuksen välillä?
Piensarja-CNC tarkoittaa tyypillisesti 10–5 000 yksikköä, ja se keskittyy prototyyppeihin ja lyhyisiin sarjoihin. Piensarja-CNC ulottuu 10 000 yksikköön, mikä yhdistää pilottituotannon ja skaalauksen. Käytännössä käytän "piensarjaa" suunnittelun varhaiseen validointiin ja "pientä volyymia" esimassatuotantoon.
Voiko CNC-koneistus käsitellä vaikeita materiaaleja, kuten titaania tai Inconelia?
Kyllä, moniakselisilla koneilla ja EDM:llä CNC pystyy pitämään titaanin ja Inconelin ±0.01 mm:n tarkkuudella. Olen koneistanut ilmailualan asiakkaille Inconel-turbiiniosia tiukoilla toleransseilla, mikä varmistaa sekä kestävyyden että lämmönkestävyyden. Oikeat työkalut ja jäähdytys ovat ratkaisevan tärkeitä.
Onko pienten erien CNC-koneistus kustannustehokasta?
Prototyypeissä ja pilottiajoissa piensarja-CNC säästää asennuskustannuksissa 30–50 % muovaukseen verrattuna. Se välttää suuret työkaluinvestoinnit, vähentää vanhentuneen varaston riskiä ja nopeuttaa validointia. Vaikka yksikköhinta on korkeampi, kokonaisinvestoinnin tuottoprosentti on vahvempi räätälöityjen tai rajoitetun kysynnän yhteydessä.
Yhteenveto
Piensarjatyöstö CNC-koneistuksella tarjoaa käytännöllisen tavan yhdistää prototyyppien valmistus ja täysi tuotanto. Se yhdistää suuren tarkkuuden, nopean iteraation ja pienemmän varastointiriskin, mikä tekee siitä erityisen sopivan toimialoille, jotka vaativat nopeutta, räätälöintiä ja luotettavaa osien laatua. Vaikka yksikköhinta on yleensä korkeampi kuin massatuotantomenetelmissä, hyvä DFM-suunnittelu ja prosessien optimointi voivat lyhentää läpimenoaikaa, vähentää kehitysriskiä ja parantaa projektin kokonaistehokkuutta.
At TiRapidTarjoamme piensarjojen CNC-koneistuspalveluita räätälöidyille osille, jotka vaativat tarkkuutta, joustavuutta ja luotettavaa toimitusta. Prototyypin validoinnista pientuotantoon, tiimimme auttaa asiakkaita muuttamaan suunnitelmat korkealaatuisiksi koneistetuiksi osiksi käytännönläheisellä teknisellä tuella ja tasaisella valmistustehokkuudella.



















